



0 ę²čį
2012─Ļ1į┬ĄĮ4į┬Ų┌ķgŻ¼į┌ī”╚½ć°Ų¾śIŻ©╔µ╝░ļŖūėĪó╩»╗»ĪóõōĶFĪó’wÖC║═┤¼▓░Ą╚387╝꯮īŹ╩®ERPŪķørĄ─š{▓ķöĄō■üĒ┐┤Ż¼æ¬ė├ERPĄ─╝sš╝80ŻźŻ©ęŖłD1Ż®ĪŻERPŽĄĮy╔ŽŠĆ═Ļ╚½╩¦öĪĄ─░Ė└²į┌š{▓ķųą░l¼Fęč▓╗┤µį┌Ż¼╦∙Į©┴óĄ─ŽĄĮy╗“ČÓ╗“╔┘─▄╩╣ė├─│ÄūéĆ─ŻēK╗“╣”─▄Ż¼─▄ē“į┌ę╗Č╬Ģrķgā╚░lō]īŹļHą¦ė├Ż¼ūŅŲ┤a─▄ė├üĒ╠Ä└Ē┴„╦«┘~ĪŻį┌ęčīŹ╩®Ą─░Ė└²ųąŻ¼ėą55ŻźĄ─▒╗š{▓ķš▀šJ×ķūŅļyīŹ╩®Ą──ŻēK╩Ū╔·«a┐žųŲ─ŻēKŻ¼ęčĮøæ¬ė├┴╦╔·«aėŗäØ╣▄└ĒĄ─Ų¾śI▓╗ĄĮ5.8ŻźŻ¼Č°Ūęæ¬ė├ą¦╣¹ę╗░ŃĪŻ├└ć°Ž╚▀MųŲįņ蹊┐ÖCśŗAMRŻ©Advanced Manufacturing ResearchŻ®ė┌2011─Ļš{▓ķĮY╣¹’@╩ŠŻ¼53ŻźĄ─┐═æ¶Ę┤ė│ERPī”╣żÅS╔·«a┤µį┌žō├µė░ĒæĪŻ▀@ą®žō├µė░ĒæČÓ¾w¼Fį┌×ķ£■║¾Ą─öĄō■Įyėŗ║═Ęų╬÷╦∙ĖČ│÷Ą─╣▄└Ē║═╚╦┴”│╔▒ŠĄ─į÷╝ė╔ŽĪŻ─┐Ū░īŹ╩®ERPĄ─Ų¾śIųąŻ¼į┌ERPæ¬ė├¼FĀŅĘĮ├µŻ¼š{▓ķ’@╩ŠŻ║10ŻźĄ─Ų¾śIį┌š¹éĆ╣½╦Šųą╚½├µæ¬ė├┴╦ą┼Žó╗»Ż¼7ŻźĄ─Ų¾śIęčĮø▀M╚ļĄĮ╔Ņ╗»æ¬ė├ļAČ╬Ż¼┴Ēėą20ŻźĄ─Ų¾śIį┌║╦ą─śIäš▓┐ķT▀Mąą┴╦ÅVĘ║æ¬ė├Ż╗Ą½╚į╚╗ėą55ŻźĄ─Ų¾śI╠Äė┌Šų▓┐æ¬ė├ļAČ╬Ż¼Č°Ūęį┌Ų¾śI╔·«a╣▄└Ē┬Ü─▄ĘĮ├µŻ¼ERPŽĄĮyĄ─æ¬ė├āHęį╗∙▒ŠĄ─╬’┴Ž╣▄└Ē─ŻēK×ķų„Ż¼║╦ą─╣”─▄─ŻēKĄ─æ¬ė├▓ó▓╗ČÓŻ╗▀Ćėą8ŻźĄ─Ų¾śI╚į╠Äė┌ą┼Žó╗»Ą─Ų▓ĮļAČ╬Ż¼╚ńłD2╦∙╩ŠĪŻ┐éų«Ż¼2011─Ļųąć°ųŲįņŲ¾śIæ¬ė├ūŅČÓĄ─Ż¼╩ūŽ╚╩ŪERPŽĄĮyųą┼cžöäš╣▄└ĒĪóÄņ┤µ╣▄└ĒŽÓĻPĄ──ŻēKŻ╗Ųõ┤╬╩Ū┼c╔·«aėŗäØĪó│╔▒Š╣▄└ĒŽÓĻPĄ──ŻēKŻ╗æ¬ė├ūŅ╔┘Ą─╩Ū▄ćķg╣▄└Ē┼cøQ▓▀ų¦│ųŽĄĮyŻ¼Č°▀@ŪĪŪĪ╩Ūį┌ERPŽĄĮyūŅąĶ░lō]ŲõÅŖ┤¾ą¦┴”Ą─ŅIė“Ż¼ģs│÷¼F┴╦å¢Ņ}ĪŻ
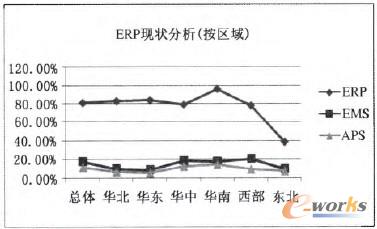
łD1 ERPĄ─ģ^ė“╩╣ė├¼FĀŅ
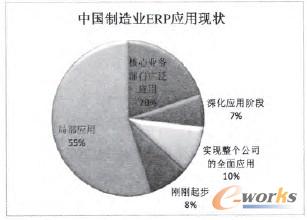
łD2 ERP─ŻēKæ¬ė├¼FĀŅ
1 ERP╔·«aėŗäØ─ŻēK┤µį┌Ą─ų„ę¬å¢Ņ}
é„ĮyĄ─ERP«aŲĘīŹ╩®īóų„ꬊ½┴”╝»ųąė┌Ė„ūėŽĄĮyĪóūė─ŻēKĄ─Į©įOŻ¼ų„ę¬ßśī”Ų¾śIā╚▓┐Ė„ĘN┘Yį┤Ą─╝»│╔Ż¼ģs║÷ęĢ┴╦ERPĄ─╗∙ĄA║═║╦ą─Ī¬Ī¬╔·«aėŗäØ║═╔·«aš{Č╚ĪŻ╚ń║╬╝╚ØMūŃŲ¾śIÅ═ļsČÓūāĄ─╔·«aėŗäØąĶŪ¾Ż¼ėų─▄╠ßĖ▀╔·«aėŗäØĄ─£╩┤_ąįŻ¼╩ŪERPŽĄĮyųą╔·«aėŗäØ─ŻēK├µ┼RĄ─ų„ę¬å¢Ņ}ĪŻ─┐Ū░Ż¼ERP╔·«aėŗäØ╣▄└Ē─Żą═ČÓ▓╔ė├ųŲįņ┘Yį┤ėŗäØŻ©Manufacturing Resource PlanningŻ¼MRPó“Ż®Ż¼▀@╩Ūį┌╬’┴ŽąĶŪ¾ėŗäØŻ©Material Requirement PlanningŻ¼MRPŻ®Ą─╗∙ĄA╔ŽųØuā×╗»ą╬│╔Ą─Ż¼Ą½╚į┤µį┌▌^┤¾Ą─ŠųŽ▐ąįĪŻ
1.1 ERP╔·«aėŗäØ─ŻēKļyęįæ¬ī”▓╗┤_Č©ąįĖ╔ö_ę“╦ž
ERP╔·«aėŗäØ─ŻēK╩Ūį┌ę╗Č©Ą─╝┘įOŚl╝■Ž┬ķ_░lįOėŗĄ─Ż║Ż©1Ż®╝┘Č©╔·«aėŗäØĄ─╣ż╝■╝»║Ž╩Ū┤_Č©Ą─Ż¼ø]ėą┐╝æ]ĄĮ╔·«a▀^│╠ųą┐╔─▄Ģ■«a╔·═╗░l╩┬╝■Ż¼╚ńŻ║ŅAŽ╚┤_Č©ėåå╬Ą─╚ĪŽ¹╗“╝▒╝■Ą─╝ė╚ļĄ╚Ż╗Ż©2Ż®╝┘Č©╣ż╝■Ą─╝ė╣żĢrķg╩Ū┤_Č©Ą─Ż¼▓óŪęį┌░▓┼┼ėŗäØĢrŻ¼╚½▓┐╣ż╝■Č╝ęčĮøĄĮ▀_┐╔ė├ĪŻ▀@╩Ūę╗ĘN║▄└ĒŽļ╗»Ą─ĀŅæBŻ¼Ą½╩Ūį┌īŹļH╔·«aųąŻ¼╝ė╣żĢrķgĄ─čėš`║═┘|┴┐«É│Ż╩ŪĮø│Ż░l╔·Ż╗Ż©3Ż®╝┘Č©ė├ęį╝ė╣ż╣ż╝■Ą─╣żčbĪóįOéõ╩Ū▀B└m┐╔ė├Ą─Ż¼ø]ėąīó╣żčbĪóįOéõ░l╔·╣╩šŽĄ─┐╔─▄ąį╝ėęį┐╝æ]Ż╗Ż©4Ż®╝┘Č©╦∙ėąģó┼c╔·«aėŗäØ«aŲĘĄ─╣ż╦ćįOėŗ├Ķ╩÷║═╝s╩°Č╝▓╗ūāŻ¼╚╗Č°ę╗éĆ«aŲĘĄ─įOėŗ├Ķ╩÷Ż¼╩ŪļS┐═æ¶ąĶŪ¾╝░╩ął÷ąĶŪ¾Ą─ūā╗»Č°ūāĖ³Ą─Ż╗Ż©5Ż®╝┘Č©į┌╔·«aėŗäØ▀^│╠ųą╦∙ąĶꬥ─ų¬ūRÄņ┼cöĄō■ÄņČ╝╝»ųąį┌ę╗éĆĄžĘĮŻ¼╚╗Č°į┌īŹļH╔·«aųąŻ¼╦∙ėą▀@ą®┘Yį┤Č╝┐╔─▄Ęų▓╝į┌▓╗═¼Ą─Ąž└Ē╬╗ų├ĪŻ
1.2 ¤oŽ▐─▄┴”Ą─╝┘įOŪ░╠ß▀^ė┌└ĒŽļ╗»
ERPĄ─╬’┴ŽąĶŪ¾ėŗäØų„ę¬ęį╣╠Č©╠ßŪ░Ų┌║═¤oŽ▐─▄┴”×ķŪ░╠߯¼į┌ŠÄųŲ▀^│╠ųąŻ¼▓╗─▄╩▄ĄĮŲ¾śI╔·«a─▄┴”╝░ŲõĘų▓╝ŪķørĄ─ųŲ╝sĪŻERP¤oĘ©ūRäe╔·«aŲ┐ŅiŻ¼Å─Č°įņ│╔┴╦╔·«aŽĄĮy╚▒Ę”Š∙║Ōąį║═ŅAŠ»ąįĪŻ¤oŽ▐─▄┴”ėŗäØ╩Ūį┌┐╝æ]╔·«aėŗäØĪó▓╔┘ÅėŗäØĄ─Ģr║“Ż¼▓╗┐╝æ]Ų¾śIīŹļHĄ─╔·«a─▄┴”Ż¼ų╗╣▄╬’┴ŽąĶŪ¾ĪŻ▀@śėīóų┬╩╣╔·«aėŗäØ┼c─▄┴”ėŗ╦ŃĄ─ĘųļxĪŻMRPó“─▄┴”╝s╩°┐╝æ]▓╗ūŃŻ¼═∙═∙įņ│╔╔·«aėŗäؤoĘ©═Ļ│╔Ż¼╬’┴ŽąĶŪ¾▓╗ŪąīŹļHŻ¼Å─Č°«a╔·Ņ~═Ō┘Mė├Ż¼ę▓š²╩Ū║▄ČÓERPŽĄĮyīŹ╩®╬┤─▄│╔╣”Ą─ųžę¬įŁę“ų«ę╗ĪŻERPį┌▀MąąBOMš╣ķ_ĢrŻ¼ęį¤oŽ▐─▄┴”Ą─╝┘įO╩╣╔·│╔Ą─╔·«aėŗäØėą╚▒Ž▌Ż¼▒M╣▄MRPó“ŽĄĮyėą─▄┴”ąĶŪ¾ėŗäØŻ©Capacity Requirement PlanningŻ¼CRPŻ®─ŻēKĄ─ķ]ŁhĘ┤üÖCųŲŻ¼╚╗Č°╬’┴ŽąĶŪ¾ėŗäØ║═─▄┴”ąĶŪ¾ėŗäØ╩ŪĘųķ_ŠÄųŲĄ─Ż¼į┌░l╔·─▄┴”ø_═╗Ģr¤oĘ©ūįäėŲĮ║Ōø_═╗Ż¼ų╗─▄ė╔ėŗäØ╚╦åTæ{Įø“ך{š¹MPSüĒŲĮ║Ō─▄┴”žō║╔Ż¼╦³ų╗─▄▒╗äėĄžąŻ║╦─▄┴”ĪŻę“×ķMRPó“─Ż╩ĮŽ┬Įo│÷Ą─╔·«aėŗäØ╩Ū░┤ššėåå╬Ēśą“Ż¼╝┤╔·«aā׎╚╝ēĮo│÷Ą─ėŗäØŻ¼į┌Ą├ĄĮ┴╦ā׎╚╝ēėŗäØęį║¾Ż¼¤oĘ©Ą├ų¬┤╦MRPó“ėŗäØ╩Ūʱ┐╔ąą╗“š▀╩ŪʱūŃē“║Ž└ĒŻ¼▀ĆąĶę¬▀\ąą─▄┴”ėŗäØüĒ▀Mąą┤_šJŻ¼į┘ī”▒╚ĮY╣¹▀Mąą╚╦╣żš{š¹Ż¼╩╣žō▌d┼c─▄┴”▒M┐╔─▄Ą─ŲĮ║ŌŻ¼üĒ▀_ĄĮėŗäØ║Ž└ĒąįĄ─┤_šJ╗“š▀ā×╗»╔·«aėŗäØĄ─ę¬Ū¾ĪŻ’@╚╗Ż¼«öŽĄĮy▒╚▌^Å═ļsĪó─▄┴”ø_═╗ć└ųžĢrŻ¼╩ų╣żš{š¹ų╗─▄▓┐ĘųČ°▓╗─▄╚½├µĮŌøQå¢Ņ}Ż¼▓óŪę┐╔─▄įņ│╔Ė³┤¾Ą─ø_═╗ĪŻ’@Č°ęūęŖŻ¼MRPó“▀ē▌ŗø]ėąā×╗»ÖCųŲŻ¼╦³Ą─ų„╔·«aėŗäØŻ©Master Production ScheduleŻ¼MPSŻ®ĪóMRPó“║═CRP╩ŪĒśą“ł╠ąąĄ─Ż¼╚▒Ę”ŽÓ╗źĄ─ģfš{║═ā×╗»Ż¼ę“┤╦ųŲėå│÷Ą─╔·«aėŗäØ═∙═∙╚▒Ę”┐╔ł╠ąąĄ─╗∙ĄAĪŻī”╔·«a─▄┴”ŽÓī”ŠoÅłĄ─Å═ļs╔·«aŽĄĮyŻ¼įō▀ē▌ŗ╔§ų┴¤oĘ©«a╔·ę╗éĆ┐╔ł╠ąąĄ─╔·«aėŗäØĪŻė╔ė┌ERPĄ─BOMį┌ĘĮĘ©╝░╣”─▄╔ŽĄ─▓╗ūŃŻ¼Ų¾śI▒žĒÜė├╚╦╣żĘĮ╩Į╗“š▀Ųõ╦¹╣żŠ▀▓┼─▄øQČ©╔·«aöĄ┴┐╝░ĢrķgŻ¼╗“š▀ė╔ERPŽĄĮyųąĄ─Ųõ╦¹▓┐ĘųüĒ▀Mąą╔·«aėŗäØŻ¼ERPį┘ę└ō■┤╦ųŲČ©ŽÓæ¬Ą─╬’┴ŽąĶŪ¾ėŗäØĪŻę“┤╦Ż¼MRPó“-BOM╦ŃĘ©Ą├│÷Ą─╬’┴ŽąĶŪ¾ėŗäؤoĘ©ī”╔·«aėŗäØ▀Mąą╝Ü╗»Īóča│õŻ¼Č°ŪęBOM╦ŃĘ©Ą──┐ś╦ų╗╩Ū╔·│╔╬’┴ŽąĶŪ¾ėŗäØŻ¼Č°▓╗╩Ū╔·«aū„śIėŗäØĪŻ
1.3 ╔·«aėŗäØ┼c┐žųŲŽÓĘųļx
MRPó“ųŲČ©ėŗäØĢr▓╗┐╝æ]┐žųŲŻ¼Č°═©▀^╩┬║¾Ę┤ü▀Mąą╔·«a┐žųŲŻ¼▀@ŽÓī”ė┌╔·«aīŹļHüĒšf┤µį┌ų°¤oĘ©▒▄├ŌĄ─£■║¾ĪŻ╔·«aėŗäØ┼c┐žųŲĄ─ĘųļxŻ¼╩╣Ą├╔·«aėåå╬Ą─╔·«aėŗäØą┼Žó▓╗─▄╝░ĢrĘ┤üĄĮ╣żū„ųąą─žō║╔─▄┴”╔ŽüĒĪŻ┴Ē═ŌŻ¼MRPó“×ķ├┐Ą└╣żą“Č╝ŠÄ┼┼ėŗäØŻ¼├┐Ą└╣żą“Č╝ć└Ė±░┤šš╝╚Č©Ą─ėŗäØ▀Mąą╔·«aŻ¼Č°╣żą“ķgėų¤oģfš{ÖCųŲŻ¼¤oĘ©äėæB▒ŻūC├┐Ą└╣żą“ķgĄ─ĻP┬ōŻ¼įņ│╔╣żą“ķg«a┴┐Ą─▓╗ŲĮ║ŌĪóųŲŲĘÄņ┤µį÷╝ėęį╝░ąĶŪ¾┼c╔·«a▓╗ę╗ų┬Ą╚å¢Ņ}ĪŻė╔ė┌ERP╔·«a╣▄└ĒŽĄĮyųąŻ¼╔·«aøQ▓▀īė┼c▄ćķgł╠ąąīėĪóėŗäØīėĪó╔·«aėŗäØīė┼c┐žųŲīė╩Ū¬Ü┴óĘųķ_Ą─Ż¼▄ćķg╔·«aą┼ŽóĘ┤üų▄Ų┌ķLŻ¼īŹļHĄ─╝ė╣żĮY╣¹┤¾ČÓꬥ╚┤²╚╦ÖCĮ╗╗źõø╚ļ║¾▓┼─▄▀M╚ļėŗ╦ŃÖCęį╝░öĄō■Äņ╣▄└ĒŽĄĮyŻ¼═∙═∙╩Ūę“×ķėŗäØ╣▄└ĒīėŽĄĮy▓╗─▄ē“Å─╔·«aīė╝░ĢrĄž½@╚Ī│õūŃĄ─Ą┌ę╗╩ų¼Fł÷öĄō■Ż¼╩╣╔·«a║═╣▄└Ē¤oĘ©Šo├▄ĮY║ŽŻ¼«a╔·öÓīėŻ¼¤oĘ©ī”Ų¾śI╔·«a▀^│╠Ą─ų„¾wĪ¬Ī¬╔·«a¼Fł÷▀Mąąėąą¦╣▄└ĒŻ¼╚▒Ę”▒žę¬Ą─¼Fł÷ą┼ŽóŻ¼▓╗─▄╝░ĢrĖ∙ō■īŹļH╔·«aŪķørĄ─ūā╗»Ż©╚ńŻ║ÖC┤▓│÷¼F╣╩šŽĪóėåå╬ūā╗»Ą╚Ż®Ż¼▀Mąąųžą┬ųŲČ©╔·«aėŗäØ╗“ą▐ėå╔·«aėŗäØŻ¼Å─Č°ī¦ų┬╣▄└Ēą┼ŽóŽĄĮyĄ─æ¬ė├ą¦╣¹▓╗ē“└ĒŽļŻ¼╔§ų┴╩¦öĪĪŻīŹļH╔·«a▀MČ╚£■║¾ė┌ėŗäØ▀MČ╚Ģrę▓▓╗─▄╝░Ģr░l¼Få¢Ņ}▓ó╝ėęįĮŌøQŻ¼ėą┐╔─▄ī¦ų┬Į╗žøŲ┌▒╗Ų╚čėš`ĪŻė╔ė┌ERP▒Š╔ĒĄ─Ž▐ųŲĪó╣żÅSīėĄ─äėæBūā╗»ąį╝░╔·«a▀^│╠Ą─┤¾┴┐▓╗┤_Č©ąį╩╣Ą├╔·«aėŗäØ│Ż│Ż║═╣żÅSīėĄ─īŹļHŪķørŽÓ├ō╣ØŻ¼╩╣š¹éĆŲ¾śIĄ─ą┼Žó▓╗─▄Ą├ĄĮ║▄║├Ą─╝»│╔ĪŻ
1.4 ╚▒╩¦Ų¾śIė├æ¶ūŅąĶꬥ─øQ▓▀ų¦│ųöĄō■
╬ęć°¼FąąĄ─ERPŽĄĮyĄ─øQ▓▀ų¦│ų─▄┴”ģTĘ”Ż¼┴Ņ║▄ČÓĖ▀īė▓╗ØMŻ¼ļm╚╗ī”▀@ą®╚▒Ž▌ę▓į┌▀Mąą▓╗öÓĖ─▀MĪŻļm╚╗ERPŽĄĮyį┌ū÷╔·«aėŗäØĢrŻ¼ī”─▄┴”┘Yį┤▀Mąą┴╦╝s╩°Ż¼Ą½╚į┼f╩Ūę╗ĘN┴_┴ąĄ─ąŻ“×╠Ä└ĒŻ¼╩╝ĮKø]ėąīŹ┘|ąįĖ─ūāĪŻ║▄ČÓŪķørŽ┬Ż¼Ų¾śIŽŻ═¹▄ø╝■─▄ē“Įo│÷Į©ūhŻ¼ę▓Š═╩Ū─▄ē“╠ß╣®øQ▓▀ų¦│ų╣”─▄ĪŻ╚ńŻ║ę╗éĆŲ¾śI╣▄└Ēš▀欚Ų╬š«öŪ░Ą─Äņ┤µŻ╗║╬Ģr═Ļ│╔Ūę╩ŪʱØMūŃ┐═æ¶Ą─Į╗Ų┌║═«a┴┐╝░žō║╔ŪķørŻ╗ąĶꬥ─įŁ▓─┴ŽŻ╗║╬▄ćķg═Ļ│╔Ż╗ąĶꬥ─╚╦åT║═įOéõŻ╗└¹ØÖĄ╚Ą╚Ż¼ŅÉ╦ŲĄ─å¢Ņ}Č╝ėąę╗éĆ╣▓═¼³cŻ¼Š═╩ŪŲ¾śI▀Ćø]ėąøQČ©ę¬Ė╔╩▓├┤Ż¼ų╗╩ŪŲ¾śIų„╣▄ąĶę¬┴╦ĮŌĪ░╚ń╣¹▀@śėīóĢ■╚ń║╬Ż┐Ī▒ėą┴╦▀@éĆ┴╦ĮŌęį║¾▓┼─▄ū÷│÷║Ž└ĒøQ▓▀Ż¼╦∙ęį▀@éĆ╣”─▄ų„ꬊ═╩ŪĮoøQ▓▀╠ß╣®ę└ō■ĪŻŲ¾śI×ķ┤╦įO┴╦īŻ┬Ü╚╦åTė├╩ų╣żĘĮĘ©ėŗ╦Ń╔Ž╩÷öĄō■Ż¼Ą½╩Ūå¢Ņ}║▄ČÓŻ¼Ą┌ę╗╩Ūø]ėą└Ēšōę└ō■Ż¼ę¬▓╗öÓĖ∙ō■▓╗═¼Ūķør║═╣ż╦ć┴„│╠ļSÖCæ¬ūāŻ╗Ą┌Č■╩Ūø]ėą┐╝æ]╚½▓┐╝s╩°Śl╝■Ż¼ų╗╩Ūæ{Įø“×▀x╚ĪĻPµIįOéõ▀Mąą╣└╦ŃŻ╗Ą┌╚²╩Ūėŗ╦Ń▀^│╠▓╗ć└Ė±Ż¼ėŗ╦ŃĮY╣¹ų╗─▄╩Ūę╗éĆ╣└ėŗųĄŻ¼▓╗╩Ūć└├▄Ą─ĮYšōŻ¼Ų¾śIę¬│ąō·øQ▓▀’LļUĪŻ▀@śėĄ─▓╗ūŃ▒ž╚╗į┌īŹļH╣żū„ųąįņ│╔║▄ČÓå¢Ņ}ĪŻ
Č°┤¾ČÓöĄŲ¾śIę╗ų▒╩╣ė├Ą─ERP▄ø╝■ų╗─▄ė├BOMĘĮĘ©ųŲČ©╬’┴ŽąĶŪ¾ėŗäØŻ¼ø]ėą═Ļ╔ŲĄžøQ▓▀ų¦│ų╣”─▄Ż¼¤oĘ©ØMūŃė├æ¶Ą─ę¬Ū¾ĪŻ
1.5 ╚▒Ę”╣®æ¬µ£╔·«aėŗäØĄ─ģfš{
ERP╔·«aėŗäØ─ŻēK╩Ū▀m║Žė┌ųąķLŲ┌Ą─MPSŻ¼ī”ė┌«aõNģfš{Īó«a─▄ęÄäØ║▄ėąā×įĮąįŻ¼Ą½ę▓┤µį┌ųTČÓŠųŽ▐ĪŻį┌╝Ü╗»╣▄└Ē║═£Ž═©Ą─Łh╣ØŻ¼╚ńŻ║įOéõ─▄┴”▓Ņ«ÉĪóįŁ▓─┴Ž▌o┴Ž╣®ĮoĪó┼RĢrūā╗»Ą╚Ż¼ėŗäØ╚╦åTĄ─ū„ė├▓╗┐╔╠µ┤·ĪŻERP╔·«aėŗäØ─ŻēKų╗ūóųžŲ¾śIā╚▓┐┘Yį┤Ą─ā×╗»Ż¼ģs║÷ęĢ┴╦š¹éĆ╣®æ¬µ£Ą─╔·«aėŗäØ║═┐žųŲŻ¼ø]─▄ĮoŲ¾śI╠ß╣®ų▄├▄Ą─╣®æ¬µ£ėŗäØŻ¼ļyęį×ķ╣®æ¬µ£╣▄└ĒŻ©Supply Chain ManagementŻ¼SCMŻ®ŽĄĮyĄ─▀\ū„╠ß╣®ų¦│ųŻ¼ę“Č°╚▒Ę”╣®æ¬µ£╔·«aėŗäØĄ─ģfš{ĪŻ╚ń║╬īŹ¼F╣®æ¬µ£Ą─╝»│╔Ż┐╚ń║╬Ė³ėąą¦Ąžģfš{║═┐žųŲŲ¾śIķgĄ─ārųĄ┴„Īó╬’┴„Īóą┼Žó┴„Īó┘YĮ┴„║═ū„śI┴„Ż┐▀@Š═ąĶę¬į┌╣®æ¬µ£╔ŽĄ─Ų¾śIų«ķg▀Mąąėąą¦Ąžģfš{Ż¼╚╗Č°ERPų„ę¬╩Ū├µŽ“Ų¾śIā╚▓┐╩┬äšģfš{╠Ä└ĒĄ─ŽĄĮy╝»│╔▄ø╝■Ż¼¤ošōį┌ėŗäØš{Č╚╝╝ąg╗“╣”─▄ĘĮ├µČ╝▓╗Š▀éõģfš{ČÓéĆŲ¾śI┘Yį┤Ą──▄┴”Ż¼Ųõūį╔ĒĄ─▓╗ūŃć└ųžŽ▐ųŲ┴╦Ų¾śIųŲėå£╩┤_Č°ėųŪą║ŽīŹļHĄ─╔·«aėŗäØŻ¼ę▓╩Ū║▄ČÓERPŽĄĮyīŹ╩®╩¦öĪĄ─ųžę¬įŁę“ĪŻ
2 ā×╗»ERP╔·«aėŗäØ─ŻēKĄ─ī”▓▀
╔Ž╩÷Ą─╔·«aėŗäØ┼c┐žųŲČ╝ų╗╩Ū×ķ▀\ąąīėā╚╬’┴ŽĄ─┴„äėū÷│÷ėŗäØŻ¼╝┤╩╣į┌ęÄäØĢrŻ¼Ų┌═¹ŽĄĮy─▄▀\ąąį┌ūŅāׯ©╗“┤╬āׯ®ĀŅæBŻ¼Ą½īŹļHŽĄĮy▀\ąąųą┐éĢ■│÷¼FĖ„ĘNļSÖCĄ─ö_äėŻ¼Å─Č°╩╣ŽĄĮyĄ─īŹļHĀŅæB┼c─┐ś╦ĀŅæBų«ķg«a╔·Ų½▓ŅĪŻ╦∙ęįŻ¼╔·«a╗Ņäė┐žųŲĄ──┐ś╦Š═╩Ūæ¬ė├Ę┤ü┐žųŲįŁ└ĒąŻš²▀@ĘNŽĄĮyĄ─Ų½▓ŅŻ¼╩╣╬’┴Ž┴„äė║═ŽĄĮy┘Yį┤└¹ė├Ą╚Ż¼▒M┐╔─▄┼c╔·«aėŗäØ║═š{Č╚ėŗäØ╦∙Ų┌═¹ĀŅør╬Ū║ŽĪŻū„śIėŗäØ▒žĒÜØMūŃ╔·«a╣ż╦ćŻ¼▓╗─▄ėą░ļ³c▓ŅÕeĪŻ╩ūŽ╚Ż¼╣żą“ų«ķg▒žĒÜØMūŃ╠žČ©Ą─▀ē▌ŗĻPŽĄŻ¼ęį╝░ę¬Ū¾─│ą®╣żą“▒žĒÜ▀B└m╗“š▀ķgĖ¶▀MąąĄ╚Ż¼▀@╩Ūī”ū„śIėŗäØūŅ╗∙▒ŠĄ─ę¬Ū¾Ż╗Ųõ┤╬Ż¼ū„śIėŗäØ▒žĒÜØMūŃ┘Yį┤─▄┴”Ž▐ųŲŻ¼ę╗éĆ┘Yį┤į┌ę╗éĆĢrķgā╚ų╗Ė╔ę╗╝■╩┬ŪķŻ¼╔·«aū„śIėŗäØųą▓╗─▄ėą┘Yį┤ø_═╗Ż╗ūŅ║¾Ż¼ū„śIėŗäØ▒žĒÜØMūŃ╬’┴Ž╣®æ¬Ą─Ž▐ųŲŻ¼ø]ėąįŁ▓─┴Ž▓╗─▄ķ_╩╝╔·«aĪŻČ°Ė▀╝ēėŗäØ┼cš{Č╚Ż©Advanced Planning and SchedulingŻ¼APSŻ®╝╝ąg║═ųŲįņł╠ąąŽĄĮyŻ©Manufacturing Execution SystemŻ¼MESŻ®Ą─│÷¼F×ķŲ¾śI╔·«aėŗäØ┼c┐žųŲĦüĒ┴╦ą┬Ų§ÖCŻ¼╦³īŹ¼F┴╦╔·«aėŗäØ┼cū„śI╔·«aėŗäØĄ─╚┌║ŽŻ¼ĮŌøQ┴╦ERPĄ─ėŗäØ╚▒Ę”╚ßąįĄ─å¢Ņ}ĪŻ
2.1 ę²╚ļAPS
ėŗäØŠ═╩Ū┼┼ą“Ż¼Š═╩ŪŽ╚ū÷╩▓├┤Ż¼║¾ū÷╩▓├┤Ą─å¢Ņ}ĪŻ┐╔ęįŽļŽ¾Ż¼╔Ž░┘┼_Ė„ĘNįOéõĪóöĄŪ¦╚╦═¼Ģrę¬═Ļ│╔Ė„ĘN╚╬䚯¼╚ń║╬▓┼─▄į┌Ė„ĘN╝s╩°Ż©įOéõ─▄┴”Īó╚╦åTĪóĢrķgĪół÷ĄžĪó╬’┴ŽĄ╚Ż®Śl╝■Ž┬ęį╝░ļSĢr┐╔─▄░l╔·ūā╗»Ż©äėæBŻ®Ą─Ż¼īŹ¼FČÓéĆ─┐ś╦ūŅā×╗»Ą─▀xō±Ż©Į╗žøŲ┌ĪóįOéõėąą¦╩╣ė├┬╩ĪóūŅĄ═│╔▒ŠĄ╚Ż®ĪŻAPS▒╗ūu×ķ╣®æ¬µ£ā×╗»ę²ŪµĪŻŲõī”╦∙ėą┘Yį┤Š▀ėą═¼▓ĮĄ─ĪóīŹĢrĄ─ĪóŠ▀ėą╝s╩°─▄┴”Ą──ŻöM─▄┴”Ż¼ī”╬’┴ŽĪóÖCŲ„įOéõĪó╚╦åTĪó╣®æ¬Īó┐═æ¶ąĶŪ¾║═▀\▌öĄ╚ė░ĒæėŗäØę“╦žŻ¼▀Ć╩ŪķLŲ┌Ą─╗“Č╠Ų┌Ą─ėŗäØČ╝Š▀ėą┐╔ā×╗»Īó┐╔ī”▒╚║═┐╔ł╠ąąąįĪŻ«ö├┐ę╗┤╬Ė─ūā│÷¼FĢrŻ¼APSŠ═Ģ■═¼ĢrÖz▓ķ─▄┴”╝s╩°ĪóįŁ┴Ž╝s╩°ĪóąĶŪ¾╝s╩°Īó▀\▌ö╝s╩°║═┘YĮ╝s╩°Ą╚Ż¼▀@Š═▒ŻūC┴╦╣®æ¬µ£ėŗäØį┌╚╬║╬Ģr║“Č╝ėąą¦ĪŻAPS╩Ūę╗ĘN╗∙ė┌SCM║═╝s╩°└ĒšōĄ─Ž╚▀MėŗäØ┼cš{Č╚ŽĄĮyŻ¼░³║¼┤¾┴┐öĄīW─Żą═Īóā×╗»╝░─ŻöM╝╝ągĪŻī”ųŲįņśIČ°čįŻ¼APS─▄╝░ĢrĒææ¬┐═æ¶ę¬Ū¾Ż¼┐ņ╦┘═¼▓ĮėŗäØŻ¼╠ß╣®▌^Š½┤_Ą─Į╗žø╚šŲ┌Ż¼£p╔┘į┌ųŲŲĘ┼c│╔ŲĘÄņ┤µŻ¼▓óūį░l┐╝æ]╣®æ¬µ£Ą─╦∙ėą╝s╩°Ż¼ūįäėūRäeØōį┌Ų┐ŅiŻ¼╠ßĖ▀┘Yį┤└¹ė├┬╩Ż¼Å─Č°Ė─╔ŲŲ¾śIĄ─╣▄└Ē╦«ŲĮĪŻ
├└ć°AMR蹊┐ųąą─Įøš{▓ķšJ×ķŻ¼─Ūą®ęčĮø▓╔ė├APS─Ż╩ĮĄ─Ų¾śI«a╔·Ą─═Č┘Y╩šęµ┬╩╝s×ķ300ŻźŻ¼▓óĘQAPS╩Ū╚šęµÅ═ļsĄ─╔╠䚣hŠ│Ž┬Š▀ėąĖ’├³ąį▀M▓ĮĄ─Ų¾śIėŗäØ╣żŠ▀ĪŻAPSį┌øQ▓▀▀^│╠ųą┐╝æ]ĄĮ░³└©┐═æ¶ęį╝░╣®æ¬╔╠į┌ā╚Ą─š¹éĆ╣®æ¬µ£Ż¼ŲõėŗäØĘČć·öUš╣ĄĮ┴╦å╬éĆŲ¾śIų«═ŌŻ¼▓óŪęAPSŽĄĮy▓╔ė├ųŪ─▄ā×╗»╦ŃĘ©Ą╚øQ▓▀╝╝ągŻ¼Ä═ų·Ų¾śIī”š¹éĆ╣®æ¬µ£Ą─╝s╩°▀Mąą─ŻöMĘų╬÷Ż¼▓óšę│÷ūŅ╝čėŗäØ╗“ĮŌøQĘĮ░ĖĪŻę“Č°Ż¼APS│╔×ķų¦│ųŲ¾śIģf═¼ėŗäØūŅų„ꬥ─╩ųČ╬ĪŻERP┼cAPSĄ─ĮY║Ž╩ŪERP╬┤üĒ░lš╣Ą─▒ž╚╗ĘĮŽ“Ż¼┼c«öŪ░BOM-MRPó“Ą─║åå╬▀\╦Ń║═▀MõN┤µžöäš╣”─▄ŽÓ▒╚Ż¼APSš╝ō■┴╦ERPĄ─║╦ą─╣”─▄Ż¼APSŽĄĮy╠Äė┌š¹éĆŲ¾śIą┼ŽóŽĄĮy╝▄śŗĄ─║╦ą─Ąž╬╗Ż¼ŲĄĮę╗éĆøQ▓▀ų¦│ųĄ─ū„ė├Ż¼═¼Ģrę▓╩Ūš¹éĆŽĄĮyśIäšöĄō■┴„▒žĮøĄ─║╦ą─▓┐ĘųŻ¼š¹║Ž╦∙ėą─ŻēKĄ─╣”─▄ĪŻėąśO╔ŅĄ─╝╝ąg║¼┴┐Ż¼Ė³╩ŪSCM╝»│╔ŽĄĮyĄ─╗∙ĄA╣”─▄ĪŻ▀@éĆ║╦ą─▓┐ĘųĄ─┤µį┌Ż¼ų▒Įėė░Ēæ┴╦╦∙ėą─ŻēKĄ─╣żū„┴„│╠Ż¼Ė─ūā┴╦ę╗ą®▓┐ķTĄ─śIäš“īäėĘĮĘ©ĪŻ
2.2 īŹ╩®ERP┼cMESŽĄĮy╝»│╔
MES╩ŪĖ∙ō■APSĄ─┼┼ą“ėŗäØ╚źł╠ąą▓óīŹĢrĘ┤üŻ¼Ųõī”├┐éĆ╚╦åTĪó├┐┼_įOéõĪó├┐╝■╬’┴ŽĄ─╔·«a┘Yį┤Ą─╣żū„ėŗäØĪŻMESŽĄĮy╝»│╔īŹ¼F╔·«a╚╬äš▒O┐žĪóŽ▐Ņ~░l┴Ž║═╔·«a▀^│╠ł╠ąąĄ─ą┼Žó┴„į┌ļpĘĮŽĄĮyų«ķgĄ─é„▀fĪŻMESī”╔·«a▀^│╠▀MąąīŹĢr▒OęĢĪóį\öÓ║═┐žųŲŻ¼═Ļ│╔╔·«aå╬į¬š¹║Ž║═ŽĄĮyā×╗»Ż¼į┌╔·«a▀^│╠īėųą▀Mąą╬’┴ŽŲĮ║ŌĪóųŲėå╔·«aėŗäØĪóīŹĢr┼┼«a║═ā×╗»╔·«aėŗäØŻ¼▀MČ°ī”╔·«a▀^│╠╬’┴ŽĪó─▄į┤Īó┘|┴┐ĪóįOéõĪó┘YĮŻ¼╔§ų┴╚╦┴”┘Yį┤Įyę╗▀Mąą▒O£yĪóĘų╬÷Īó┐žųŲ║═ā×╗»Ż¼īŹ¼F┴╦Å─ėåå╬Ž┬▀_ĄĮ«aŲĘĮ╗ĖČš¹éĆ╔·«a▀^│╠Ą─ā×╗»╣▄└ĒĪŻ«ö╣żÅS└’├µėąīŹĢr╩┬╝■░l╔·ĢrŻ¼MES─▄╝░Ģrū÷│÷Ę┤æ¬Īół¾ĖµŻ¼▓óė├«öŪ░Ą─£╩┤_öĄō■ī”╦³éā▀MąąųĖī¦║═╠Ä└ĒĪŻ▀@ĘNī”ĀŅæBūā╗»Ą─čĖ╦┘Ēææ¬╩╣Ą├MES─▄ē“£p╔┘Ų¾śIā╚▓┐ø]ėąĖĮ╝ėųĄĄ─╗ŅäėŻ¼ėąą¦ĄžųĖī¦╣żÅSĄ─╔·«a▀\ū„▀^│╠Ż¼Å─Č°╩╣Ųõ╝╚─▄╠ßĖ▀╣żÅS╝░ĢrĮ╗žø─▄┴”Īó╠ßĖ▀╬’┴ŽĄ─┴„═©ąįŻ¼ėų─▄╠ßĖ▀╔·«a╗žł¾┬╩Ż¼╩╣š¹éĆŲ¾śIėą┴╦ę╗éĆūį╔ŽČ°Ž┬¤o┐p▀BĮėĄ─ą┼ŽóŲĮ┼_Ż¼ūįäėł╠ąąėŗäØīėųŲČ©Ą─╔·«aėŗäØŻ¼Å─╩š╝»Ą─īŹĢröĄō■ųą╠ß╚ĪERPŽĄĮy╦∙ąĶĄ─š²┤_ą┼ŽóŻ¼╩╣Ų¾śIųąąĶꬎÓ╗ź┬ōŽĄĄ─Ė„ą┼ŽóŽĄĮy║═ęį«aŲĘ╔·«a×ķ╝~ĦĄ─Ė„▓┐ķTŠo├▄┬ōŽĄĪóģfū„Ż¼╩╣Ų¾śI½@Ą├ūŅ┤¾Ą─ą¦ęµŻ¼Å─Č°ĮŌøQ┴╦╔·«a┼cėŗäØų«ķgĄ─Ī░öÓīėĪ▒å¢Ņ}ĪŻERP┼cMESŽĄĮyĄ─╝»│╔ĮŌøQ┴╦╔·«aėŗäØĄ─▀mæ¬ąįŻ¼į÷╝ė┴╦Ąūīė╔·«a▀^│╠Ą─ą┼Žó┴„äėŻ¼▓ó╠ßĖ▀┴╦╔·«a╣▄└ĒĄ─īŹĢrąį║═ņ`╗ŅąįŻ¼Å─Č°╩╣Ų¾śIā╚▓┐Ą─ą┼Žóé„▀fĒśĢ│Ż¼─▄ē“ī”╦▓Žó╚fūāĄ─╩ął÷ūā╗»ū÷│÷┐ņ╦┘Ēææ¬ļSĪŻ
MES┼c▀^│╠┐žųŲŽĄĮyŻ©Process Control SystemŻ¼PCSŻ®ų«ķg═©▀^īŹĢrėąą¦Ą─ą┼ŽóĮ╗╗źüĒ▒ŻūC«aõNų«ķgą┼ŽóĄ─£Ž═©┼cŃĢĮėŻ¼Č°ė╔ERPĄ─ėŗäØŽĄĮy║═MESĄ─ū„śIš{Č╚─ŻēK╣▓═¼śŗ│╔Ą─«aõNę╗¾w╗»ėŗäØŽĄĮy┐╔▒ŻūCERP┼cMESų«ķgėŗäØĄ─ŃĢĮė┼cģfš{ĪŻę“┤╦Ż¼ERP┼cMESĄ─╝»│╔╩ūŽ╚╩Ūą┼ŽóĄ─╝»│╔Ż¼Ųõ┤╬▓┼╩Ū╣”─▄Ą─╝»│╔ĪŻMES▀ĆŽ“Ąūīė┐žųŲŽĄĮy░l▓╝╔·«aųĖ┴Ņ┐žųŲ╝░ėąĻPĄ─╔·«aŠĆ▀\ąąĄ─Ė„ĘNģóöĄĄ╚Ż¼╝┤MES┼cPCS╝»│╔ų«║¾Ż¼MES╝┤Ģrį┌ŠĆ▒O┐ž▄ćķgĖ„įOéõĄ─▀\ū„ŪķørĪŻ╔·«a╣ż╦ć╣▄└Ēę▓┐╔ęį═©▀^MESĄ─«aŲĘ«a│÷║═┘|┴┐öĄō■▀Mąąā×╗»ĪŻ
2.3 ERPĪóAPSĪóMESĪóPCSĄ─ę╗¾w╗»╝»│╔─Ż╩Į
ERPĪóAPSĪóMESĪóPCSŻ©ęŖłD3Ż®Ą─╝»│╔─Ż╩ĮŻ¼▓óĮoŲ¾śIĦüĒĮøØ·ą¦ęµĪŻ╩╣Ų¾śIšJūRĄĮų╗ėąīóöĄō■ą┼ŽóÅ─«aŲĘ╝ēŻ©╗∙ĄAūįäė╗»╝ēŻ®╚Ī│÷Ż¼┤®▀^▓┘ū„┐žųŲ╝ēŻ¼╦═▀_╣▄└Ē╝ēŻ¼═©▀^▀B└mą┼Žó┴„īŹ¼F┴╦Ų¾śIą┼Žó╚½╝»│╔Ż¼▓┼─▄╠ßĖ▀Ų¾śIš¹¾wą¦ęµĪŻ
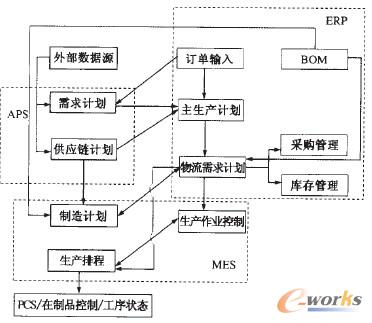
łD3 ╗∙ė┌ERPĪóAPSĪóMESĪóPCSŽĄĮy╝»│╔Ą─╔·«aėŗäØ┐žųŲę╗¾w╗»
Ż©1Ż®Ė³▀m權½ęµ╔·«aĄ─ąĶŪ¾ĪŻAPSĪóMES─▄╠ß╣®╚½├µėŗäØ┘Yį┤╝s╩°╝░╔·«a─▄┴”Ž▐ųŲŻ¼▓ó┐╔Ė∙ō■ąĶę¬╝░Ģrš{š¹╝s╩°Śl╝■Ż¼«a╔·äėæBĄ──┐ś╦ėŗäØĪŻAPSĄ─╔·«aėŗäØ╝╝ągęį─▄┴”╝s╩°×ķėŗ╦Ńę└ō■Ż¼▓╗į┘ęį┤¾ęÄ─Ż╔·«a─Ż╩ĮŽ┬Ą─¤oŽ▐─▄┴”─Żą═ū„×ķėŗ╦Ńę└ō■Ż¼Ė³─▄ē“▀m權½ęµ╔·«a─Ż╩ĮĄ─ąĶę¬ĪŻ═©▀^Ė„ĘNęÄät╝░ąĶŪ¾╝s╩°ūįäė«a╔·¼Fį┌┼cīóüĒĄ─Īó┐╔ęĢĄ─įö╝ÜėŗäØĪŻAPSĄ─╔·«aėŗäØ─▄ī”čė▀tėåå╬▀Mąą┐žųŲ╝░ąąäėŻ¼╣▄└Ē┐žųŲ─▄┴”╝░Ė„ĘN╝s╩°Ż¼Ųõ╝s╩°░³└©┘Yį┤╣żĢrĪó╬’┴ŽĪó╝ė╣żĒśą“╝░ūįČ©┴x╝s╩°Śl╝■ĪŻ
Ż©2Ż®─▄ē“īŹ¼Fņ`╗ŅĖ─ūā╔·«a╣żą“Ū░╠ߎ┬Ą─ėŗäØŠÄ┼┼ĪŻAPSĄ─╔·«aėŗäØ╝╝ąg┐╔ęįīŹĢrĪóäėæBĄ─▀Mąąį┘š{Č╚ĪŻīŹ¼FėŗäØĄ─Ę┤Å═▀\╦Ń╗“ī”┐╔▀xĘĮ░Ė▀Mąąįu╣└Ż¼ų▒ų┴Ą├ĄĮ┐╔ąąĄ─╗“╗∙▒Š╔Ž┐╔½@└¹Ą─ėŗäØ╗“▀MČ╚▒ĒĪŻė╔ė┌▀@ą®ŽĄĮy═©│Ż▓╗┤µį┌öĄō■Äņ▓ķįā║═┤µ╚ĪĄ─å¢Ņ}Ż¼APSĄ─Ę┤Å═▀\╦Ń┐╔ęį║▄┐ņ═Ļ│╔ĪŻŽÓī”ė┌é„ĮyERPŽĄĮyĄ─BOM─Ż╩ĮŽ┬ųžą┬ą▐Ė─MPSĪóųžą┬«a╔·ā׎╚╝ēėŗäØ┼c─▄┴”ėŗäØį┘▀Mąąš{š¹Ą─ĘĮĘ©Ż¼į┌ņ`╗Ņąį║═Ģrķgąį╔ŽŠ▀ėą║▄┤¾Ą─ā×ä▌ĪŻ
Ż©3Ż®─▄ē“īŹ¼Fī”ųąķgŲĘĄ─╝Üų┬╣▄└ĒĪŻš²ę“×ķERPĪóAPSĪóMES╝╝ąg┐╔ęį×ķŲ¾śIĮ©┴óę╗ĘNäėæBĄ─╔·«a╣ż╦ć┴„│╠─Żą═Ż¼▀@éĆ─Żą═░č╣żą“┼c┘Yį┤┼c╬’┴ŽŠo├▄▀BĮėį┌ę╗ŲŻ¼ųąķg«aŲĘ─▄ē“šęĄĮūį╝║Ą─╬╗ų├Ż¼ę“┤╦ė├æ¶┐╔ęįī”ųąķg«aŲĘ▀Mąąėąą¦╣▄└ĒĪŻ
Ż©4Ż®─▄ē“╠ßĖ▀╣▄└Ēš▀ūŅąĶꬥ─øQ▓▀ų¦│ųöĄō■ĪŻš²ę“×ķAPS╔·«aėŗäØš{Č╚╗∙ė┌Ų¾śIīŹļHĄ──▄┴”╝s╩°Ż¼ęį╝░š{Č╚ĘĮĘ©Ą─äėæBąį║═╝░ĢrąįŻ¼ę“┤╦APS╝╝ąg┐╔ęį┐ņ╦┘Īó£╩┤_Ąž╗ž┤ųT╚ńŻ║ęčĮøŽ┬▀_Ą─╔·«aėŗäØ╚ń╣¹░l╔·─│ĘNūā╗»Ż¼Ģ■įņ│╔╩▓├┤ĮY╣¹Ż┐ę╗éĆėŗäØ╚ń╣¹╚ĪŽ¹Ż¼┴Ē═Ōę╗éĆėŗäØ─▄▓╗─▄╠ßŪ░═Ļ│╔Ż¼─▄╠ßŪ░ČÓķLĢrķgŻ┐Å─╩▓├┤ĄžĘĮ╚ļ╩ųŻ¼į÷╝ė──ą®┘Yį┤Ż¼┐╔ęį╠ßĖ▀Ų¾śIĄ─╔·«a─▄┴”Ż┐─│éĆė├æ¶░l▀^üĒĄ─Šo╝▒ėåå╬╩Ūʱėą┐╔─▄▓Õ╚ļ¼FėąĄ─╔·«aėŗäØŻ┐ūŅįń╩▓├┤Ģr║“─▄═Ļ│╔Ż┐▀@śėĄ─å¢Ņ}Ż¼─▄ē“×ķė├æ¶╠ß╣®ūŅąĶꬥ─øQ▓▀ų¦│ųöĄō■ĪŻ
Ż©5Ż®Š▀ėąėŗäØā×╗»─▄┴”ĪŻAPSĪóMESĄ─╔·«aėŗäØ╝╝ąg═©▀^ā×╗»╦ŃĘ©Ż¼ūįäėĮo│÷ūŅā×╔·«aėŗäØŻ¼╚╗║¾«a╔·ī”æ¬Ą─╬’┴ŽąĶŪ¾ėŗäØŻ¼▓╗ąĶꬎ±é„ĮyĄ─MRPó“-BOM─Ż╩Įį┌ā׎╚╝ēėŗäØ┼c─▄┴”ėŗäØų«ķgū÷╩ų╣żš{š¹Ż¼╚╗║¾╚╦╣ż▀x│÷ŽÓī”▌^āץ─ėŗäØĪŻĮĄĄ═┴╦ėŗäØī”ė┌╚╦╣ż┤_šJĪóš{š¹Ą─ę└┘ć│╠Č╚Ż¼ĮĄĄ═┴╦ėŗäØåTĄ──▄┴”ī”ė┌ėŗäØ┘|┴┐Ą─ė░Ēæ│╠Č╚ĪŻ╦³┐╔ęį═©▀^╔·«aĄ─╣ż╦ć┬ĘÅĮĪóėåå╬║═─▄┴”Ą╚Å═ļsŪķørūįäė╔·│╔ę╗éĆā×╗»Ą─ĪóĘ¹║ŽīŹļHĄ─įö╝Ü╔·«aėŗäØĪŻČ°Ūę─▄ūįų„įu╣└ėŗäØĄ─ā×┴ė│╠Č╚ĪŻ
Ż©6Ż®─▄ē“ØMūŃŲ¾śI╣▄┐žąĶŪ¾ĪŻERPĪóMESĪóAPSĪóPCSŽĄĮyų«ķgöĄō■╝┤ĢrĮ╗╗źŻ¼╩╣Ą├╣▄└Ē║═┐žųŲ╚╦åT─▄ē“╝┤Ģr£╩┤_Ąž░l¼F▓╔┘ÅĪóõN╩█Īó╔·«a▀^│╠ųąĄ─│╔▒Š«É│Żå¢Ņ}Ż¼─▄ē“ėąą¦ĄžĮoėĶųĖī¦║═╣▄┐žĪŻ
3 ĮYšō
└¹ė├APS║═MESĄ╚Ž╚▀MĄ─Ų¾śI╔·«aėŗäØ╣▄└Ē─Ż╩Į║═ą┼Žó╣▄└ĒŽĄĮyŻ¼│õĘų└¹ė├Ų¾śIĄ─ųŲįņ┘Yį┤Ż¼ā×╗»Ų¾śI▄ćķg╔·«aėŗäØ║═š{Č╚╦ŃĘ©ĪŻ═©▀^Ė─ūāŲ¾śIé„ĮyĄ─╔·«aėŗäØ─Ż╩ĮüĒ╠ßĖ▀╔·«aą¦┬╩ĪóĮĄĄ═Äņ┤µĪó╠ßĖ▀Į╗žø╦┘Č╚Ż¼▀MČ°┐ņ╦┘Ēææ¬╩ął÷ąĶŪ¾Ż¼╩Ū╠ßĖ▀Ų¾śIĖéĀÄ┴”Ą─└ĒŽļĘĮĘ©ĪŻį┌░┤ėåå╬╔·«aŻ©Make To OrderŻ¼MTOŻ®ųŲįņŲ¾śIā╚Ż¼▄ćķgėåå╬Ą─ėŗäØ┼cł╠ąąŪķørøQČ©┴╦╔·«a╬’┴„Ą─╦┘Č╚║═ą¦┬╩Ż¼Å─Č°ė░ĒæĄĮš¹éĆ╣®æ¬µ£▀\ąąĄ─╦┘Č╚║═┘|┴┐ĪŻ╔·«aėŗäØ║═╝»│╔ŽĄĮy╝▄śŗŻ¼┐╔ęįį┌śIäšā×╗»┴„│╠╗∙ĄA╔ŽŻ¼═©▀^ERPĪóAPSĪóMESĪóPCS╦─š▀Ą─╝»│╔Ż¼īŹ¼Fī”╔·«aėŗäØĄ─═¼▓Į╗»║═ł╠ąą╣▄└ĒĄ─ā×╗»Ż¼ūŅĮK╠ßĖ▀╣®æ¬µ£Ą─├¶Į▌ąįĪŻ
į┌«öĮ±┐═涓īäėĄ─ŁhŠ│Ž┬Ż¼ųŲįņ╔╠▒žĒÜŠ▀ėąį┌├µī”▓╗┤_Č©ąįĄ─╩┬╝■ųą▓╗öÓą▐Ė─ėŗäØĄ──▄┴”Ż¼ę¬ū÷ĄĮ▀@ę╗³cŻ¼Ų¾śIĄ─ųŲįņ╝ė╣ż▀^│╠ĪóöĄō■─Żą═Īóą┼ŽóŽĄĮy║══©ą┼╗∙ĄAįO╩®▒žĒܤo┐pĄž▀BĮėŪęīŹĢr▀\ū„Ż¼ę“Č°╣®æ¬µ£═¼▓Į╗»╩ŪŲ¾śIūŅĮKīŹ¼F├¶Į▌SCMĄ─▒ž╚╗▀xō±ĪŻųŪ─▄Īóģf═¼Īó╚½Šų║═╝»│╔╦─ĘĮ├µ▒ž╚╗╩ŪŽ╚▀M╔·«aėŗäØ╦∙權▀éõĄ─╠ž³cĪŻ¼F┤·ųŲįņŲ¾śIųąŻ¼ERPęčĮø│╔×ķ▒žéõĄ─śIäš║═öĄō■ŲĮ┼_Ż¼¤ošō╩ŪAPSŻ¼▀Ć╩ŪMESŻ¼Č╝ąĶę¬┼cERPŽĄĮy▀MąąöĄō■Į╗╗ź║═ą┼Žó╣▓ŽĒŻ¼½@Ą├ŽĄĮyūį╔Ē▀\ąą▒žąĶĄ─ŽÓĻPöĄō■ĪŻĶbė┌ERPĪóAPSĪóMESĪóPCS╝»│╔Ą─Ģr║“▒žĒÜĄ─öĄō■Į╗ōQŻ¼╦∙ęįį┌Ų¾śIITš¹¾węÄäØĄ─Ģr║“▒žĒÜ╚½├µ┐╝æ]Ż¼ę“×ķ▓╗╩Ū╦∙ėąĄ─ERPČ╝┐╔ęį║═APS┼cMESĄ╚ŽĄĮy¤o┐p╝»│╔Ż¼Ų¾śI▒žĒÜŪ░Ų┌š{čąĖ„éĆŲĘ┼ŲĄ─ERP«aŲĘĄ─╠žąįĪóAPS┼cMESŽĄĮyĄ─╠žąįŻ¼╚╗║¾ĮY║Žūį╔ĒĄ─ąąśI╠žąį╝░Ų¾śI╣▄└Ē─┐ś╦ū÷│÷║Ž└Ē▀xō±ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║ERP╔·«aėŗäØ─ŻēKĄ─¼FĀŅĪóå¢Ņ}╝░ā×╗»
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/consultation/10825913359.html






















