ę²čį
ļSų°ėŗ╦ŃÖC┐ŲīW╝╝ąg(sh©┤)Ą─’w╦┘░l(f©Ī)š╣Ż¼ėŗ╦ŃÖC▌oų·╣ż╦ćęÄ(gu©®)äØ(CAPP)╝╝ąg(sh©┤)ęčĮø(j©®ng)│╔×ķ¼F(xi©żn)┤·╝ė╣żųŲįņśI(y©©)▀Mąą╣ż╦ćįOėŗ║═╣ż╦ćģóöĄ(sh©┤)ųŲČ©Ą─ųžę¬▌oų·╩ųČ╬ĪŻCAPP╝╝ąg(sh©┤)░³║¼┴╦CADŻ©ėŗ╦ŃÖC▌oų·įOėŗŻ®ĪóCAMŻ©ėŗ╦ŃÖC▌oų·ųŲįņŻ®ĪóCAEŻ©ėŗ╦ŃÖC▌oų·╣ż│╠Ż®ĪóAIŻ©╚╦╣żųŪ─▄Ż®Ą╚╝╝ąg(sh©┤)ĪŻCAPPŽĄĮy(t©»ng)╝╝ąg(sh©┤)Ą─ķ_░l(f©Ī)║═æ¬ė├┐╔ęį’@ų°╣Ø(ji©”)╩ĪŲ¾śI(y©©)▀Mąą╣ż╦ćęÄ(gu©®)│╠ŠÄųŲĄ─Ģrķg║═│╔▒ŠŻ¼╠ßĖ▀«a(ch©Żn)ŲĘ╝ė╣ż╣ż╦ćĄ─ś╦£╩╗»║═Š½£╩╗»│╠Č╚Ż¼ĮĄĄ═ī”╣ż╦ćŠÄųŲ╚╦åTų¬ūR┼cĮø(j©®ng)“ץ─ę└┘ćŻ¼┐sČ╠ą┬«a(ch©Żn)ŲĘķ_░l(f©Ī)║═╔·«a(ch©Żn)ų▄Ų┌Ż¼▓ó▓╗öÓ╠ßĖ▀Ų¾śI(y©©)ī”«a(ch©Żn)ŲĘ╩ął÷ąĶŪ¾ūā╗»Ą─▀mæ¬─▄┴”║═«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ą─╩ął÷ĖéĀÄ┴”ĪŻ
▒Š╬─╗∙ė┌ī”┤¾ą═ų▒┐p║Ė╣▄JCOE│╔ą╬╣ż╦ćĖ„│╔ą╬▀^│╠Ą─└Ēšō蹊┐ĮY(ji©”)╣¹Ż¼║═ć°ā╚(n©©i)─│Ų¾śI(y©©)JCOE│╔ą╬╔·«a(ch©Żn)ŠĆī”┤¾ą═ų▒┐p║Ė╣▄│╔ą╬╣ż╦ćįOėŗ║═╣ż╦ćģóöĄ(sh©┤)ųŲČ©Ą─īŹļHąĶŪ¾Ż¼└¹ė├VC++6.0▄ø╝■ŠÄ│╠╣żŠ▀Ż¼ķ_░l(f©Ī)┴╦┤¾ą═ų▒┐p║Ė╣▄╣▄┼„JCOE│╔ą╬CAPPŽĄĮy(t©»ng)ų„ę¬╣”─▄─ŻēKŻ¼įōŽĄĮy(t©»ng)īŹ¼F(xi©żn)┴╦JCOE│╔ą╬ų„ę¬╣ż╦ćģóöĄ(sh©┤)└Ēšōėŗ╦ŃĪóŅA£yĄ╚╗∙▒Š╣”─▄ĪŻ▓óĮY(ji©”)║Ž─│ę╗ęÄ(gu©®)Ė±ą═╠¢┤¾ą═ų▒┐p║Ė╣▄īŹ└²Ż¼“×ūC┴╦įōŽĄĮy(t©»ng)ų„ę¬╣”─▄─ŻēKį┌JCOE│╔ą╬╣ż╦ćģóöĄ(sh©┤)ųŲČ©║═ŅA£yųąĄ─┐╔ąąąįĪŻ
1 ŽĄĮy(t©»ng)ķ_░l(f©Ī)ŲĮ┼_
┤¾ą═ų▒┐p║Ė╣▄JCOE│╔ą╬CAPPŽĄĮy(t©»ng)▓╔ė├Visual C++6.0▄ø╝■ķ_░l(f©Ī)ŲĮ┼_▀MąąįOėŗķ_░l(f©Ī)Ż¼į┌ŽĄĮy(t©»ng)╣”─▄─ŻēKĄ─įOėŗķ_░l(f©Ī)▀^│╠ųąŻ¼ųž³c╩ŪīŹ¼F(xi©żn)JCOE│╔ą╬▀^│╠╦∙ąĶę¬£╩┤_┐žųŲĄ─╣ż╦ćģóöĄ(sh©┤)Ą─└Ēšōėŗ╦ŃĪóŅA£y║═ęÄ(gu©®)äØ╣”─▄ĪŻŽĄĮy(t©»ng)Ą─║╦ą─╩ŪīóJCOE│╔ą╬╣ż╦ćĖ„│╔ą╬▀^│╠└ĒšōĮŌ╬÷▀^│╠║══Ųī¦ĮY(ji©”)╣¹Ż¼═©▀^ėŗ╦ŃÖC▄ø╝■│╠ą“?q©▒)Ź¼F(xi©żn)ĪŻę“┤╦Ż¼╣▄┼„JCOE│╔ą╬▀^│╠ųąĄ─ų„ę¬│╔ą╬╣ż╦ćģóöĄ(sh©┤)Ą─└Ēšōėŗ╦Ń┼cŅA£y╣”─▄╩ŪįōŽĄĮy(t©»ng)Ą─║╦ą─╣”─▄Ż¼▀@▓┐Ęų╣”─▄Ą─╦ŃĘ©│╠ą“ę▓╩ŪŽĄĮy(t©»ng)ų„│╠ą“▓┐ĘųŻ¼CAPPŽĄĮy(t©»ng)╣”─▄┴„│╠╚ńłD1╦∙╩ŠĪŻ
łD1 JCOE│╔ą╬CAPPŽĄĮy(t©»ng)╣”─▄┴„│╠łD
2 ŽĄĮy(t©»ng)╣”─▄ąĶŪ¾
2.1 ŽĄĮy(t©»ng)╗∙▒ŠģóöĄ(sh©┤)▌ö╚ļ║═įOų├─ŻēK
2.1.1 ║Ė╣▄ęÄ(gu©®)Ė±ģóöĄ(sh©┤)▌ö╚ļ┼cįOČ©
┤¾ą═ų▒┐p║Ė╣▄Ą─ų„ę¬ęÄ(gu©®)Ė±ģóöĄ(sh©┤)ėą║Ė╣▄╣½ĘQų▒ÅĮDo/mmĪó║Ė╣▄╣½ĘQ▒┌║±t/mm║═║Ė╣▄╣½ĘQķLČ╚l/mmĪŻ
2.1.2 ▓─┴Žąį─▄ģóöĄ(sh©┤)Ą─▌ö╚ļ┼cįOČ©
╣▄ŠĆõōļpŠĆąįė▓╗»─Żą═▓─┴Žąį─▄ģóöĄ(sh©┤)ų„ę¬ėą▓─┴ŽÅŚąį─Ż┴┐E/MPaĪó▓─┴Ž╦▄ąįŪąŠĆ─ŻD/MPa║═▓─┴ŽŪ³Ę■śOŽ▐æ¬┴”σo/MPaĪŻ
2.1.3 │╔ą╬─ŻŠ▀ģóöĄ(sh©┤)Ą─▌ö╚ļ┼cįOČ©
ŽĄĮy(t©»ng)╦∙ė├JCOE│╔ą╬Ė„╣ż╦ćĄ─│╔ą╬─ŻŠ▀ą═╠¢║═ģóöĄ(sh©┤)öĄ(sh©┤)ō■(j©┤)Ż¼Š∙üĒūį─│┤¾ą═ų▒┐p║Ė╣▄╣▄┼„│╔ą╬╔·«a(ch©Żn)īŹļHĪŻŲõųąŅAÅØ─ŻŠ▀╣▓ėą5╠ūŻ©─ŻŠ▀ŠÄ╠¢1#Ī½5#Ż®Ż¼╔·«a(ch©Żn)īŹļHųą│Żė├Ą─╩Ū3#─ŻŠ▀ĪŻ╣▄┼„JCO│╔ą╬─ŻŠ▀ėą3╠ūŻ©─ŻŠ▀ŠÄ╠¢1#Ī½3#Ż®ĪŻÖCąĄöUÅĮ─ŻŠ▀ėą3╠ūŻ©─ŻŠ▀ŠÄ╠¢61#Ī½63#Ż®ĪŻ
░Õ▀ģŅAÅØ│╔ą╬─ŻŠ▀ģóöĄ(sh©┤)ų„ę¬ėąŅAÅØ╔Ž─ŻØuķ_ŠĆ╗∙łA░ļÅĮrp/mmĪóŅAÅØŽ┬─ŻØuķ_ŠĆ╗∙łA░ļÅĮrd/mmĪó─ŻŠ▀ķ_╩╝Øuķ_ŠĆĮŪČ╚as/°Īó─ŻŠ▀ĮY(ji©”)╩°Øuķ_ŠĆĮŪČ╚ae/°Īó░Õ▀ģūŅ┤¾ÅØŪ·ĮŪČ╚Ymax/°Īó─ŻŠ▀īÆČ╚/mmĪó─ŻŠ▀Ė▀Č╚/mm║═─ŻŠ▀▀mė├║Ė╣▄╣▄ÅĮĘČć·/mmĪŻ
╣▄┼„JCO│╔ą╬─ŻŠ▀ģóöĄ(sh©┤)ų„ę¬ėą│╔ą╬╔Ž─ŻłAĮŪ░ļÅĮRp/mmĪó│╔ą╬Ž┬─ŻłAĮŪ░ļÅĮRd/mm║═ā╔│╔ą╬Ž┬─ŻķgŠÓL/mmĪŻŽ┬─ŻķgŠÓL╩ŪųĖā╔éĆ│╔ą╬Ž┬─ŻłAĮŪłAą─ų«ķgĄ─1/2ŠÓļxĪŻ
ÖCąĄöUÅĮ─ŻŠ▀ģóöĄ(sh©┤)ų„ę¬ėą─ŻŠ▀öUÅĮŅ^░Ļ─ŻöĄ(sh©┤)nĪó─ŻŠ▀öUÅĮŅ^░Ļ─Ż┐vŽ“ķLČ╚B/mmĪó─ŻŠ▀öUÅĮŅ^▒Ē├µĘ©ŠĆ║═╦«ŲĮū°ś╦Ą─ŖAĮŪr/°ĪóöUÅĮŅ^ūŅ┤¾═ŌÅĮRmax/mmĪóöUÅĮŅ^ūŅąĪ═ŌÅĮRmin/mm║═öUÅĮŅ^╩š┐s┴┐Ż¼╝┤ūŅ┤¾öUÅĮąą│╠Smax/mmĪŻ
2.1.4 į┌JCOE│╔ą╬CAPPŽĄĮy(t©»ng)▀\ąą║═╩╣ė├▀^│╠╦∙ąĶĄ─ų▒Įė║═ķgĮėģóöĄ(sh©┤)įOų├
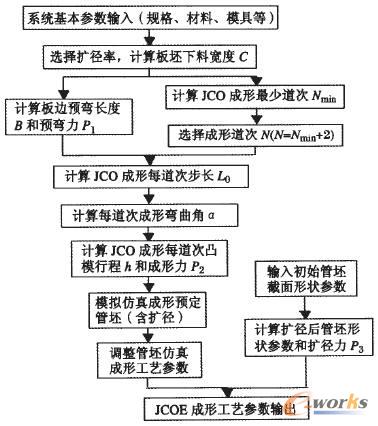
▀@ą®ų▒ĮėģóöĄ(sh©┤)ų„ę¬░³└©öUÅĮ┬╩δ╝░ī”æ¬Ą─╣▄┼„æ¬┴”eE║═æ¬ūāσeŻ¼ęį╝░─”▓┴ŽĄöĄ(sh©┤)μJCO│╔ą╬Ą└┤╬N║═╣▄┼„Ž┬┴ŽīÆČ╚C/mmĪŻ
2.2 JCOE│╔ą╬╣ż╦ćģóöĄ(sh©┤)└Ēšōėŗ╦Ń─ŻēK
2.2.1 ╣▄┼„░Õ┴ŽŽ┬┴ŽīÆČ╚Cėŗ╦Ń
Ė∙ō■(j©┤)ūŅĮK│╔ą╬║Ė╣▄Ą─ęÄ(gu©®)Ė±│▀┤ńģóöĄ(sh©┤)ę¬Ū¾Ż¼┐╝æ]╣▄┼„į┌ÖCąĄöUÅĮ▀^│╠ųąĄ─╗žÅŚę“╦žŻ¼ąĶ▀xō±║Ž▀mĄ─ÖCąĄöUÅĮ┬╩δŻ¼└^Č°Ė∙ō■(j©┤)▓─┴Žąį─▄ģóöĄ(sh©┤)Īóæ¬┴”æ¬ūāęÄ(gu©®)┬╔Ż¼Ą├ĄĮ╣▄┼„į┌ÖCąĄöUÅĮ▀^│╠ųą╦∙ī”æ¬Ą─æ¬┴”║═æ¬ūāŻ¼Š═┐╔ęįėŗ╦Ń│÷į┌▀xČ©öUÅĮ┬╩δŚl╝■Ž┬Ą─╣▄┼„░Õ┴ŽŽ┬┴ŽīÆČ╚C/mmĪŻ
2.2.2 ░Õ▀ģŅAÅØ│╔ą╬╣ż╦ćģóöĄ(sh©┤)└Ēšōėŗ╦Ń
įōūė─ŻēK╦∙ę¬īŹ¼F(xi©żn)Ą─╣”─▄ėąŅAÅØ▀ģķLČ╚Bo/mmėŗ╦ŃĪóŅAÅØ▀ģÅŚÅ═║¾ĮŪČ╚/°ėŗ╦ŃĪó░Õ▀ģūŅĮKŅAÅØ│╔ą╬┴”P1/mmėŗ╦Ń║═╣▄┼„░Õ▀ģŅAÅØ│╔ą╬▀^│╠╩ŠęŌłD’@╩ŠĪŻŲõųąŻ¼▌ö╚ļ?y©▓n)óö?sh©┤)“░Õ▀ģČ╦▓┐ų▒▀ģķLČ╚”Ą╚ė┌░Õ┴ŽŻ©╣▄┼„Ż®║±Č╚t/mmĪŻ
2.2.3 ╣▄┼„JCO│╔ą╬╣ż╦ćģóöĄ(sh©┤)└Ēšōėŗ╦Ń
įōūė─ŻēK╦∙ę¬īŹ¼F(xi©żn)Ą─╣”─▄ėą│╔ą╬╔Ž─Żē║Ž┬ąą│╠h/mmėŗ╦ŃĪó│╔ą╬╔Ž─Żē║┴”P2/mmėŗ╦ŃĪó╣▄┼„JCO│╔ą╬▓ĮķLLo/mmėŗ╦Ń║═╣▄┼„JCO│╔ą╬▀^│╠╩ŠęŌłDą╬’@╩ŠĪŻ
2.2.4 ÖCąĄöUÅĮ│╔ą╬╣ż╦ćģóöĄ(sh©┤)└Ēšōėŗ╦Ń
įōūė─ŻēK╦∙ę¬īŹ¼F(xi©żn)Ą─╣”─▄ėą▓╗═¼öUÅĮ┬╩Ž┬öUÅĮ─ŻŠ▀ÅĮŽ“╬╗ęŲŻ¼╝┤öUÅĮąą│╠Se/mmĄ─ėŗ╦ŃĪóī”═©▀^╚╬ę╗│╔ą╬ĘĮ╩Į│╔ą╬Č°│╔Ą─╣▄┼„öUÅĮ║¾╣▄┼„Įž├µą╬ĀŅģóöĄ(sh©┤)Ą─ŅA£yėŗ╦ŃŻ¼╝┤ķL░ļ▌SaĪóČ╠░ļ▌SbĪóÖEłAČ╚βŻ©öUÅĮŪ░╣▄┼„│§╩╝ą╬ĀŅģóöĄ(sh©┤)ęčų¬Ż®Ą─ŅA£yėŗ╦ŃĪó╣▄┼„öUÅĮūŅĮKöUÅĮ┴”P3/NĄ─ėŗ╦Ń║═╣▄┼„ÖCąĄöUÅĮ│╔ą╬▀^│╠╩ŠęŌłDą╬’@╩ŠĪŻ
2.2.5 JCO│╔ą╬ūŅ╔┘Ą└┤╬└Ēšōėŗ╦Ń
įōūė─ŻēK╦∙ę¬īŹ¼F(xi©żn)Ą─╣”─▄╩ŪŻ¼į┌JCO│╔ą╬ĪóöUÅĮ─ŻŠ▀ģóöĄ(sh©┤)║═öUÅĮ┬╩ęčČ©Ą─Śl╝■Ž┬Ż¼ėŗ╦Ń│÷╣▄┼„JCO│╔ą╬ūŅ╔┘Ą└┤╬NminŻ¼×ķ║¾└m(x©┤)ĮY(ji©”)║Ž─ŻöMĘ┬šµ▄ø╝■║═╣▄┼„ūŅĮK│╔ą╬┘|(zh©¼)┴┐ę¬Ū¾Ż¼ęÄ(gu©®)äØ│÷╣▄┼„JCO│╔ą╬Ą─ūŅ╝čĄ└┤╬ĘČć·╠ß╣®ę└ō■(j©┤)ĪŻ
2.3 JCOE│╔ą╬╣ż╦ćģóöĄ(sh©┤)ėŗ╦ŃĮY(ji©”)╣¹▌ö│÷
┤╦─ŻēK╩Ūīó╔Ž╩÷╣”─▄─ŻēKėŗ╦Ń│÷Ą─JCOE│╔ą╬╣ż╦ćģóöĄ(sh©┤)ĮY(ji©”)╣¹Įy(t©»ng)ę╗Ą─’@╩Š║═▌ö│÷Ż¼╚ń╣▄┼„Ž┬┴ŽīÆČ╚C/mmĪó░Õ▀ģŅAÅØķLČ╚Bo/mmĄ╚ģóöĄ(sh©┤)Ż¼▓óŪęīŹ¼F(xi©żn)ī”╣▄┼„JCOE│╔ą╬╣ż╦ćģóöĄ(sh©┤)└Ēšōėŗ╦Ń║═ŅA£yĮY(ji©”)╣¹▀Mąą▒Ż┤µŻ©txtĪóword╗“š▀excel╬─╝■Ą╚╬─╝■Ė±╩ĮŻ®Īóī¦│÷║═┤“ėĪĄ╚▌ö│÷╣”─▄ąĶŪ¾ĪŻ
3 JCOE│╔ą╬CAPPŽĄĮy(t©»ng)╣”─▄
3.1 ŽĄĮy(t©»ng)╗∙▒ŠģóöĄ(sh©┤)▌ö╚ļ┼cįOČ©
▒ŠŽĄĮy(t©»ng)╦∙ąĶ▌ö╚ļĄ─JCOE│╔ą╬Ą─╗∙▒ŠģóöĄ(sh©┤)öĄ(sh©┤)ō■(j©┤)░³└©4▓┐ĘųĪŻ
1)╣▄┼„▓─┴ŽŅÉą═╗∙▒ŠģóöĄ(sh©┤)Ż©õō╝ēĘNŅÉĪó▓─┴Žė▓╗»─Żą═Īóąį─▄ģóöĄ(sh©┤)Ż®Ż╗
2)╦∙ę¬│╔ą╬║Ė╣▄╣½ĘQęÄ(gu©®)Ė±Äū║╬│▀┤ńģóöĄ(sh©┤)Ż©ų▒ÅĮĪó▒┌║±ĪóķLČ╚Ż®Ż╗
3)JCOE│╔ą╬╣ż╦ćĖ„│╔ą╬╣żą“Ż©░Õ▀ģŅAÅØĪóJCO│╔ą╬ĪóÖCąĄöUÅĮŻ®─ŻŠ▀╗∙▒ŠģóöĄ(sh©┤)Ż╗
4)ŽÓĻP(gu©Īn)ų▒Įė╗“ķgĮėģóöĄ(sh©┤)ĪŻŽĄĮy(t©»ng)╗∙▒ŠģóöĄ(sh©┤)╚ńłD2╦∙╩ŠĪŻ
łD2 ŽĄĮy(t©»ng)╗∙▒ŠģóöĄ(sh©┤)┴ą▒ĒĮń├µ
3.2 │╔ą╬╣ż╦ćęÄ(gu©®)äØ
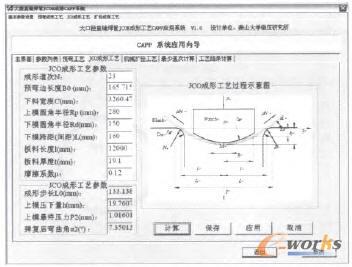
3.2.1 ŅAÅØ│╔ą╬╣ż╦ćģóöĄ(sh©┤)ėŗ╦Ń
Ė∙ō■(j©┤)ī”╣▄┼„░Õ▀ģŅAÅØ│╔ą╬╣ż╦ć▀^│╠Ą─└ĒšōĮŌ╬÷ĮY(ji©”)╣¹Ż¼į┌╣▄┼„ęÄ(gu©®)Ė±│▀┤ńĪó░Õ▀ģŅAÅØ│╔ą╬─ŻŠ▀ģóöĄ(sh©┤)║═ŅAÅØÖCįOéõ│╔ą╬─▄┴”ęčČ©Ą─ŪķørŽ┬Ż¼░Õ▀ģŅAÅØ▀ģķLČ╚╩Ūė░Ēæ║═ųŲ╝s░Õ▀ģŅAÅØ│╔ą╬┘|(zh©¼)┴┐Ą─ĻP(gu©Īn)µI╣ż╦ćģóöĄ(sh©┤)ĪŻŅAÅØ▀ģķLČ╚Ą─£╩┤_ŅA£y┐╔ęį▒ŻūCŅAÅØ▀ģķLČ╚│╔ą╬║¾╦∙ī”æ¬Ą─Ū·┬╩░ļÅĮ┼cūŅĮK╔·«a(ch©Żn)Ą─║ŽĖ±┤¾┐┌ÅĮų▒┐p║Ė╣▄ęÄ(gu©®)Ė±ę¬Ū¾Ą─Ū·┬╩░ļÅĮ▒Ż│ų╗∙▒Šę╗ų┬ĪŻŅAÅØ╣ż╦ćģóöĄ(sh©┤)ėŗ╦ŃĮń├µ╚ńłD3╦∙╩ŠĪŻ
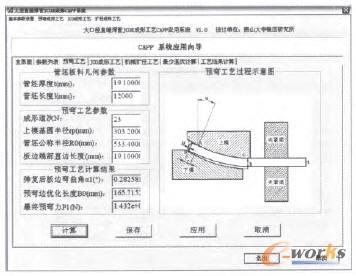
łD3 ŅAÅØ╣ż╦ćģóöĄ(sh©┤)ėŗ╦ŃĮń├µ
3.2.2 JCO│╔ą╬╣ż╦ćģóöĄ(sh©┤)ėŗ╦Ń
JCO│╔ą╬╣ż╦ć╩Ūš¹éĆ╣▄┼„│╔ą╬▀^│╠ųąūŅĻP(gu©Īn)µIĄ─│╔ą╬╣żą“Ż¼įō╣żą“│╔ą╬╣ż╦ćģóöĄ(sh©┤)Ą─£╩┤_ųŲČ©ų▒ĮėųŲ╝sų°╣▄┼„Ą─│╔ą╬┘|(zh©¼)┴┐ĪŻ╣▄┼„JCO│╔ą╬å╬Ą└┤╬╚²³cÅØŪ·│╔ą╬╣ż╦ćģóöĄ(sh©┤)Ą─└Ēšōėŗ╦ŃŅA£yĮń├µ╚ńłD4╦∙╩ŠĪŻ
łD4 JCO│╔ą╬╣ż╦ćģóöĄ(sh©┤)ėŗ╦ŃĮń├µ
3.2.3 ÖCąĄöUÅĮ│╔ą╬╣ż╦ćģóöĄ(sh©┤)ėŗ╦Ń
ī”ė┌═©▀^╚╬ęŌ│╔ą╬ĘĮ╩ĮŻ©░³└©JCOĪóUOEĪóCFEĪóRBEĪóPFEĄ╚Ż®│╔ą╬Ą─╣▄┼„Ż¼ų╗ę¬ęčų¬╣▄┼„ÖMĮž├µ│§╩╝ą╬ĀŅŻ©└²╚ń╣▄┼„ÖMĮž├µųąąįīėÖEłAČ╚Īóų▄ķLĪóķL░ļ▌SaĪóČ╠░ļ▌SbĄ╚Ż®ģóöĄ(sh©┤)Īó▓─┴Žąį─▄ģóöĄ(sh©┤)ĪóöUÅĮ─ŻŠ▀Äū║╬ģóöĄ(sh©┤)ĪóöUÅĮ─ŻŠ▀┼c╣▄┼„ā╚(n©©i)▒┌ų«ķg─”▓┴ŽĄöĄ(sh©┤)║═öUÅĮ┬╩Ą╚Śl╝■Ż¼Š═┐╔ęį└¹ė├└ĒšōĘų╬÷ĮY(ji©”)╣¹ėŗ╦ŃŅA£yöUÅĮ║¾╣▄┼„Ą─ÖMĮž├µą╬ĀŅ│▀┤ńģóöĄ(sh©┤)Ż©ÖEłAĘ©Ż®║═─ŻŠ▀öUÅĮąą│╠ĪóūŅĮKöUÅĮ┴”Ą╚╣ż╦ćģóöĄ(sh©┤)ĪŻ╣▄┼„ÖCąĄöUÅĮ│╔ą╬╣ż╦ćģóöĄ(sh©┤)└Ēšōėŗ╦Ń│╠ą“Įń├µ╚ńłD5╦∙╩ŠĪŻ
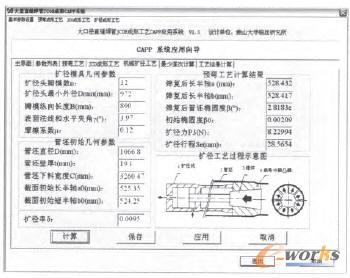
łD5 öUÅĮ╣ż╦ćģóöĄ(sh©┤)ėŗ╦ŃĮń├µ
3.2.4 ╣▄┼„JCO│╔ą╬ūŅ╔┘Ą└┤╬ėŗ╦Ń
Ė∙ō■(j©┤)ĻP(gu©Īn)ė┌╣▄┼„JCO│╔ą╬ūŅ╔┘Ą└┤╬Ą─└ĒšōĮŌ╬÷ĮY(ji©”)╣¹Ż¼į┌╦∙ę¬│╔ą╬╣▄┼„ęÄ(gu©®)Ė±ĪóöUÅĮ─ŻŠ▀ģóöĄ(sh©┤)ęčų¬║═öUÅĮ┬╩ęč▀xČ©Ą─Śl╝■Ž┬Ż¼┐╔ėŗ╦Ń│÷JCO│╔ą╬ūŅ╔┘Ą└┤╬NminŻ¼Ųõėŗ╦ŃĮń├µ╚ńłD6╦∙╩ŠĪŻ
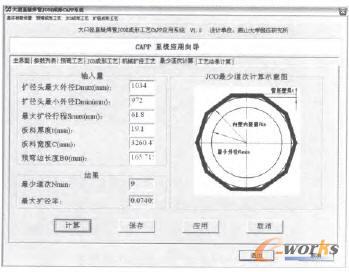
łD6 Nmin║═δmaxėŗ╦ŃĮń├µ
3.2.5 │╔ą╬╣ż╦ćģóöĄ(sh©┤)ŅA£yĮY(ji©”)╣¹▌ö│÷
═©▀^ęį╔Žėŗ╦ŃŻ¼┐╔ęįī”┤¾ą═ų▒┐p║Ė╣▄JCOE│╔ą╬Ė„ų„ę¬╣ż╦ćģóöĄ(sh©┤)Ą─└ĒšōŅA£yĮY(ji©”)╣¹▀MąąĮy(t©»ng)ę╗’@╩Š║═▌ö│÷Ż¼ęįĘĮ▒Ń╣żÅSīŹļH╔·«a(ch©Żn)ųą╣ż╦ćįOėŗ╚╦åTųŲČ©š¹éĆ╔·«a(ch©Żn)╣ż╦ć┴„│╠║═ģóöĄ(sh©┤)▒ĒĪŻ╣▄┼„JCOE│╔ą╬CAPPŽĄĮy(t©»ng)╣ż╦ćģóöĄ(sh©┤)└Ēšōėŗ╦ŃŅA£yĮY(ji©”)╣¹’@╩Š║═▌ö│÷Įń├µ╚ńłD7╦∙╩ŠĪŻ
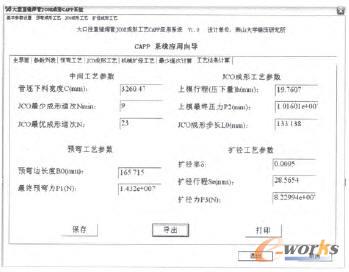
łD7 │╔ą╬╣ż╦ćģóöĄ(sh©┤)ėŗ╦ŃĮY(ji©”)╣¹▌ö│÷Įń├µ
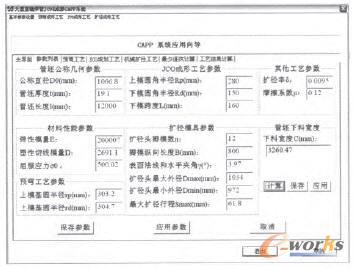
4 CAPPŽĄĮy(t©»ng)└ĒšōŅA£y│╔ą╬╣ż╦ćģóöĄ(sh©┤)
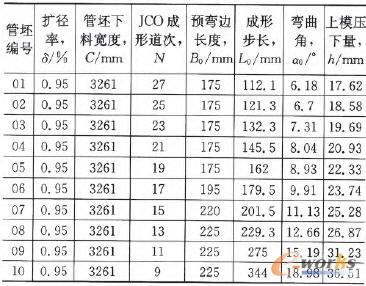
═©▀^▒Š╬─ķ_░l(f©Ī)│÷Ą─CAPPŽĄĮy(t©»ng)Ż¼ī”X70õō╝ēęÄ(gu©®)Ė±×ķφ1067mm×19.1mm×12200mm┤¾ą═ų▒┐p║Ė╣▄Ż¼Ęųäeė├▓╗═¼JCO│╔ą╬Ą└┤╬▀MąąŅA£yŻ¼Ė„ų„ę¬│╔ą╬╣ż╦ćģóöĄ(sh©┤)└Ēšōėŗ╦ŃŅA£yųĄ╚ń▒Ē1╦∙╩ŠĪŻļSų°│╔ą╬Ą└┤╬Ą─£p╔┘Ż¼░Õ┼„ŅAÅØ▀ģķLČ╚ųØuį÷┤¾Ż¼į┌Ą└┤╬┤¾ė┌17ęį╔ŽĄ─Ą└┤╬│╔ą╬ųąŻ¼ŅAÅØ▀ģķLČ╚╗∙▒ŠŽÓ═¼Ż¼šf├„ļSų°Ą└┤╬įĮüĒįĮČÓŻ¼░Õ┼„ŅAÅØ▀ģķLČ╚ī”│╔ą╬Ą└┤╬öĄ(sh©┤)ęčĮø(j©®ng)▓╗├¶ĖąĪŻĖ∙ō■(j©┤)ŽĄĮy(t©»ng)ųąįOėŗJCOūŅ╔┘│╔ą╬Ą└┤╬ėŗ╦Ń─ŻēK┐╔ęį╦Ń│÷Ż¼«ö│╔ą╬─ŻŠ▀ģóöĄ(sh©┤)ęčČ©Ą─Śl╝■Ž┬Ż¼įō╣▄┼„Ą─ūŅ╔┘│╔ą╬Ą└┤╬╩Ū9ĪŻį┌│╔ą╬Ą└┤╬╔┘ė┌19ĢrŻ¼ē║Ž┬┴┐└ĒšōŅA£y║═Ę┬šµĮY(ji©”)╣¹š`▓ŅąĪė┌2%ĪŻ
▒Ē1 ═©▀^CAPPŽĄĮy(t©»ng)└ĒšōŅA£yĄ─│╔ą╬╣ż╦ćģóöĄ(sh©┤)
5 ĮY(ji©”)šō
¼F(xi©żn)ėąJCOE│╔ą╬ĘĮ░ĖĄ─ųŲČ©╗∙▒Šę└┐┐ęčų¬ŽĄ┴ąęÄ(gu©®)Ė±Ą─Įø(j©®ng)“×öĄ(sh©┤)ō■(j©┤)Ż¼Č°ŪęČÓ─Ļ▓╗ūāŻ¼║▄┤¾│╠Č╚╔ŽųŲ╝s┴╦╣ż╦ćĄ─Ė─▀M║═ą┬«a(ch©Żn)ŲĘĄ─ķ_░l(f©Ī)ĪŻ═©▀^┤ŅĮ©CAPPŽĄĮy(t©»ng)ŲĮ┼_Ż¼╩╣Įø(j©®ng)▀^īŹ“×ūC├„Ą─└ĒšōĖČųTė┌╣ż│╠æ¬ė├Ż¼ī”Š▀¾w└Ēšōų╗ąĶĖ³Ė─║¾┼_ėŗ╦Ń│╠ą“Ż¼Č°ī”ė┌╣ż╦ćųŲČ©╚╦åTģóöĄ(sh©┤)Įń├µø]ėąūā╗»ĪŻ
įōŲĮ┼_░³║¼┴╦ČÓĘN╣ż╦ćĄ─ģóöĄ(sh©┤)é„▀fŻ¼┐╔ęįīŹ¼F(xi©żn)ŅAÅØĪóJCO│╔ą╬ē║Ž┬┴┐Īó│╔ą╬Ą└┤╬ĪóöUÅĮĄ╚╣ż╦ćķgĄ─öĄ(sh©┤)ō■(j©┤)╣▓ŽĒŻ¼╣ż╦ć┴„│╠ųą╣ż╦ćģóöĄ(sh©┤)Ą─ģf(xi©”)š{(di©żo)┬ō(li©ón)äė┐╔ęį╠ßĖ▀įOėŗą¦┬╩ĪŻ
ų▒ė^Ą─Įń├µįOėŗ║═ģóöĄ(sh©┤)╗»ėŗ╦ŃŻ¼┐╔ęįį┌▌^Č╠Ģrķgā╚(n©©i)╠ß╣®ČÓĘNĘĮ░ĖŻ¼įōŽĄĮy(t©»ng)Š▀ėą▌^Ė▀Ą─æ¬ė├ārųĄĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äšŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äšŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║┤¾ą═ų▒┐p║Ė╣▄JCOE│╔ą╬CAPPŽĄĮy(t©»ng)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.hanmeixuan.com/html/solutions/14019313301.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")