ĪĪĪĪĮ³─ĻüĒŻ¼ć°ā╚║Į┐šųŲįņśI┤¾┴┐ę²╚ļć°ļHŽ╚▀MįOéõŻ¼š¹¾wė▓╝■╦«ŲĮ┼cć°═ŌŽÓ▒╚ęčĮø▓╗┤µį┌├„’@Ą─▓ŅŠÓŻ¼Ą½╩Ūė╔ė┌ć°ā╚į┌Ė▀╦┘╝ė╣żĪóļy╝ė╣ż▓─┴ŽŪąŽ„ÖC└ĒĄ╚ĻPµI╝╝ągŅIė“╚▒Ę”ŽĄĮyĄ─╗∙ĄA└Ēšō╝░æ¬ė├蹊┐Ż¼╩╣Ą├ć°ā╚║Į┐šųŲįņśIį┌öĄ┐ž╝ė╣ż╣ż╦ćĘĮĘ©╝░ŪąŽ„ģóöĄ▀xō±ĘĮ├µ╚▒Ę”└Ēšōę└ō■║═ŽĄĮy╣żŠ▀Ż¼Č°ų„ę¬ę└┐┐ć°═ŌÖC┤▓Īó╣żŠ▀ÅS╔╠╠ß╣®Ą─═©ė├öĄō■╗“æ{│ŻęÄŪąŽ„Įø“×üĒ▀x╚ĪŽÓī”▒Ż╩žĄ─ŪąŽ„ģóöĄŻ¼╬┤─▄│õĘųĄž░lō]Ž╚▀MįOéõæ¬ėąĄ─ą¦─▄ĪŻöĄ┐ž╝ė╣żą¦┬╩Ą═Ž┬ęčĮø│╔×ķę╗éĆŲš▒ķå¢Ņ}Ż¼▓╗āHć└ųžĄžųŲ╝s┴╦╬ęć°║Į┐š╣żśIĄ─░lš╣Ż¼Č°Ūęįņ│╔┴╦Š▐┤¾Ą─ĮøØ·ōp╩¦║═┘Yį┤└╦┘MĪŻ▒Š╬─Å─║Į┐šĮYśŗ╝■Ą─╠ž³c│÷░lŻ¼╠ß│÷┴╦╗∙ė┌║Į┐šĮYśŗ╝■Ąõą═╠žš„Ą─öĄ┐ž╝ė╣żĘĮĘ©ā×╗»Ż¼į┌┤╦╗∙ĄAų«╔Ž▀_ĄĮĮYśŗ╝■╝ė╣żĄ─š¹¾wā×╗»Ż¼ęį╠ßĖ▀╝ė╣żą¦┬╩║═╝ė╣ż┘|┴┐ĪŻ
ĪĪĪĪ║Į┐šĮYśŗ╝■Ąõą═╠žš„
ĪĪĪĪ║Į┐šĮYśŗ╝■╩Ūśŗ│╔’wÖCÖC¾w╣Ū╝▄║═ÜŌäė═Ōą╬Ą─ų„ę¬ĮM│╔▓┐ĘųŻ¼Å─ĮYśŗŅÉą═┐┤Ż¼╦³ų„ę¬░³└©┐“Īó┴║Īó└▀ĪóĮėŅ^Ą╚ÄūŅÉĄõą═┴Ń╝■Ż¼ļm╚╗Ė„ŅÉ┴Ń╝■ĮYśŗą╬╩ĮĖ„▓╗ŽÓ═¼Ż¼Ą½╦³éāŠ∙ė╔ę╗ą®Ąõą═╠žš„śŗ│╔Ż¼ī”║Į┐šĮYśŗ╝■Ą─╝ė╣ż╣ż╦ćĘĮʩ蹊┐┐╔ęį▐D╗»×ķī”Ė„ŅÉ╗∙▒Š╠žš„Ą─╝ė╣żĘĮʩ蹊┐ĪŻ
ĪĪĪĪ╠žš„Č©┴x┼cŲõæ¬ė├ŅIė“ŽÓĻPŻ¼▓╗═¼ŅIė“╦∙┐╝æ]Ą─«aŲĘĄ─╗∙▒Šį¬╦ž▓╗═¼Ż¼Å─╝ė╣żĄ─ĮŪČ╚üĒ┐┤Ż¼╠žš„▒╗Č©┴x×ķ┼c╝ė╣ż▓┘ū„║═╣żŠ▀ėąĻPĄ─┴Ń▓┐╝■ą╬ĀŅĪó╝╝ąg╠žąį║═╣ż╦ćģóöĄĄ╚ĪŻī”ė┌’wÖCĮYśŗ╝■Ąõą═╝ė╣ż╠žš„Ż¼ų„ę¬Ęų×ķ▓█Ū╗ĪóĮŅ║═▌å└¬3 ┤¾ų„ę¬╠žš„Ż¼├┐ĘNų„ę¬╠žš„ėų░³║¼ŽÓæ¬Ą─ūė╠žš„ĪŻ
ĪĪĪĪĄõą═╠žš„╝ė╣ż╣ż╦ćĘĮʩ蹊┐
ĪĪĪĪ▒Š╬─▓╔ė├Ę┬šµ╝░īŹ“×Ęų╬÷Īó╣ż│╠æ¬ė├ŽÓĮY║ŽĄ─ĘĮ╩Įī”║Į┐šĮYśŗ╝■Ąõą═╠žš„Ą─öĄ┐ž╝ė╣ż▀Mąą╠ĮėæŻ¼į┌Üw╝{Ąõą═╠žš„╝ė╣żĘĮĘ©Ą─╗∙ĄAų«╔ŽŻ¼ĮĶų·Äū║╬Ę┬šµĪóėąŽ▐į¬Ęų╬÷Īóäė┴”īWĘ┬šµ╝░ęčėą└Ēšō▀MąąĘų╬÷Ż¼ęįęÄĘČ╝ė╣żĘĮĘ©Īóā×▀xģóöĄĪŻ
ĪĪĪĪ1 蹊┐┼cīŹ“×ŲĮ┼_Ą─┤ŅĮ©
ĪĪĪĪ×ķķ_š╣ŽĄĮyĄ─╝ė╣ż╣ż╦ćĘĮʩ蹊┐Ż¼┤ŅĮ©┴╦Ę┬šµ╝░īŹ“×ŲĮ┼_Ż║▀xė├VERICUT ▄ø╝■ū„×ķų„ꬥ─Äū║╬Ę┬šµ╣żŠ▀Ż╗▀xė├▒▒║Įūįų„ķ_░lĄ─ŃŖŽ„äė┴”īWĘ┬šµŽĄĮySimuCut ╝░╔╠ŲĘ╗»Ę┬šµ▄ø╝■Third Wave Systems( ų„ę¬░³└©ėąŽ▐į¬ŪąŽ„Ę┬šµ▄ø╝■AdvantedgeFEMĪó╣ż╦ćā×╗»Ę┬šµ▄ø╝■ProductionModule Ą╚) īŹ¼F╬’└ĒĘ┬šµŻ╗┤ŅĮ©┴╦ŃŖŽ„┴”£yįćŲĮ┼_Ż╗Į©┴ó┴╦─ŻæBīŹ“×£yį接ĮyĪŻ
ĪĪĪĪ2 Ąõą═╠žš„╝ė╣ż╣ż╦ćĘĮʩ蹊┐
ĪĪĪĪī”ė┌Ė„ĘNĄõą═╠žš„Ą─öĄ┐ž╝ė╣żČ°čįŻ¼╝ė╣żĘĮĘ©( ų„ę¬░³└©▀M═╦ĄČĘĮ╩ĮĪóū▀ĄČĘĮ╩Į╝░ŪąŽ„ģóöĄ) Ą─║Ž└Ē▀xō±Ż¼ų▒Įėė░Ēæ┴Ń╝■Ą─╝ė╣ż┘|┴┐║═ą¦┬╩Ż¼═¼Ģrī”ÖC┤▓╝░ĄČŠ▀Ą─╩╣ė├ē█├³ę▓«a╔·║▄┤¾Ą─ė░ĒæĪŻ
ĪĪĪĪŻ©1Ż®▓█Ū╗╝ė╣żĘų╬÷ĪŻ
ĪĪĪĪ▓█Ū╗╩Ū║Į┐šĮYśŗ╝■ųąūŅ×ķ│ŻęŖĄ─ę╗ŅÉ╝ė╣ż╠žš„Ż¼ų„ę¬į┌┤ų╝ė╣ż▀^│╠ųą▀MąąŻ¼Č°╝ė╣żą¦┬╩╩ŪŲõ╩ūę¬┐╝æ]Ą─ę“╦žŻ¼ę“┤╦Ż¼▒Š╬─ųž³cī”▓█Ū╗╝ė╣żųąė░Ēæ╝ė╣żą¦┬╩Ą─▀M═╦ĄČĪóū▀ĄČĘĮ╩Į▀Mąą╠ĮėæĪŻ
ĪĪĪĪa. ▀M═╦ĄČĘĮ╩ĮĪŻ
ĪĪĪĪ▓█Ū╗╝ė╣żų„ę¬▓╔ė├ų▒ŠĆĪóš█ŠĆ╝░┬▌ą²3 ĘN▀MĄČĘĮ╩ĮŻ¼═╦ĄČätų„ę¬▓╔ė├ų▒ŠĆ║═łA╗Ī═╦ĄČ2 ĘNĘĮ╩ĮĪŻį┌▀xō±▀MĄČĘĮ╩ĮųąŻ¼Ž┬ĄČĮŪČ╚╩Ūė░ĒæŪąŽ„ŲĮĘĆąį( ╩▄ŪąŽ„┴”╝░ŲõĘĮŽ“Ą─Ė─ūāė░Ēæ▌^┤¾) ╝░╝ė╣żą¦┬╩Ą─ų„ę¬ę“╦žŻ¼«öŽ┬ĄČĮŪČ╚▌^ąĪĢrŪąŽ„ŲĮĘĆĄ½ŪąŽ„ą¦┬╩Ą═Ż¼Ž┬ĄČĮŪČ╚▌^┤¾ĢrŪąŽ„ą¦┬╩╠ßĖ▀Ż¼Ą½ŪąŽ„┴”į÷┤¾ĪóŪąŽ„ĀŅæBūā▓ŅĪŻį┌Production Module ŲĮ┼_Ž┬,▓╔ė├▓╗═¼Ą─Ž┬ĄČĮŪČ╚ī”ŪąŽ„┴”▀MąąĘ┬šµŻ¼╚ńłD1 ╦∙╩ŠŻ¼ė╔ė┌▀MĄČŪąŽ„▀^│╠ųąX ĪóY ĘĮŽ“Ęų┴”╩▄ū▀ĄČ▄ē█EĘĮ╬╗Ą─ė░ĒæŻ¼Ę┤ė│╣ż╝■╩▄┴”ūā╗»┌ģä▌▓╗’@ų°Ż¼ę“┤╦īŹ“×Ęų╬÷▀^│╠ųąų„ę¬ī”▌SŽ“Ęų┴”( łD1 ųąF Z ) ▀MąąĘų╬÷ĪŻŲõĘ┬šµŚl╝■×ķŻ║φ 20mm ┴óŃŖĄČŻ©ĄČŠ▀┬▌ą²ĮŪ×ķ30°Ż®ŪąŽ„▓─┴Ž×ķõX║ŽĮ▓─┴Ž7050 Ż╗▐D╦┘20000r/minŻ¼Ž┬ĄČ╦┘Č╚2000mm/minŻ¼▄ē█Eģ^ė“×ķ2 ▒ČĄČŠ▀ų▒ÅĮĪŻ
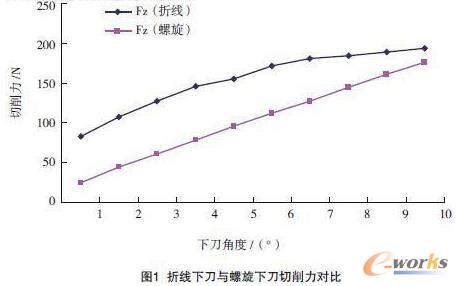
ĪĪĪĪłD1 ╦∙╩ŠŻ¼ī”š█ŠĆ▀MĄČ┼c┬▌ą²Ž┬ĄČ▀MąąŪąŽ„┴”ī”▒╚Ęų╬÷Ż¼Ž┬ĄČĮŪČ╚į┌10°ęįā╚Ģr┬▌ą²▀MĄČŪąŽ„┴”▌^š█ŠĆ▀MĄČąĪŻ©łDųąęį▌SŽ“Ęų┴”▀Mąąī”▒╚Ż¼║Ž┴”ŪķørŅÉ╦ŲŻ®Ż¼Ūę─┐Ū░╬„ķTūėĄ╚┐žųŲŽĄĮyų¦│ų┬▌ą²▓ÕčaŻ¼╝ė╣ż▀^│╠▀B└mŻ¼ø]ėą╩▄┴”═╗ūāŻ¼▌^š█ŠĆ▀MĄČĖ³×ķĘĆČ©ĪŻīŹ“×▀^│╠ųąī”┤╣ų▒▀MĄČ▀Mąą┴╦Ę┬šµŻ¼į┌ŽÓ═¼Śl╝■Ž┬Ųõ▌SŽ“Ęų┴”FZ×ķ292N, ▀h▀h┤¾ė┌Ųõ╦³2 ĘNĘĮ╩ĮĪŻ
ĪĪĪĪī”▒╚╔Ž╩÷ÄūĘN▀MĄČĘĮ╩Į┐╔ų¬Ż¼ėąę╗Č©Ūą╚ļĮŪČ╚Ą─▀MĄČĘĮ╩Įī”ĄČŠ▀▌d║╔Ą─ė░Ēæ▒╚┤╣ų▒▀MĄČĘĮ╩Įī”ĄČŠ▀▌d║╔Ą─ė░ĒæꬹĪ║▄ČÓĪŻŽÓ═¼Ž┬ĄČĮŪČ╚Śl╝■Ž┬Ż¼┬▌ą²▀MĄČĢrŃŖĄČ▌SŽ“▌d║╔ūŅąĪŻ¼╦∙ęįį┌╝ė╣ż▒Ī▒┌Ą╚ī”▌SŽ“▌d║╔├¶ĖąĄ─┴Ń╝■Ż¼æ¬ā׎╚▀xō±┬▌ą²▀MĄČŻ╗ī”ė┌ā╚▓┐ėąūŃē“ū▀ĄČ┐šķgĄ─ĘŌķ]Ū╗¾wŻ¼ā׎╚▀xō±┬▌ą²▀MĄČĘĮ╩ĮŻ╗ī”ė┌¬MķL┐šķg┐╔▀xė├š█ŠĆ▀MĄČŻ╗Č°«ö▓█Ū╗×ķķ_┐┌▓█Ū╗Ģr┐╔į┌┴Ń╝■═Ō▓┐▀MĄČŻ¼╗“┴Ń╝■ęčŅAŃ@▀MĄČ┐ūŪķørŽ┬Ż¼┐╔▀xė├┤╣ų▒▀MĄČŻ¼Ųõą¦┬╩Ė³Ė▀ĪŻį┌═╦ĄČĢrų„ę¬▒ŻūCĄČŠ▀ŲĮŠÅļxķ_╣ż╝■ęįĘ└ų╣į┌ęč╝ė╣ż▒Ē├µ«a╔·ĄČ║█Ż¼ė░Ēæ╝ė╣ż▒Ē├µ┘|┴┐ĪŻ
ĪĪĪĪb. ū▀ĄČĘĮ╩ĮĪŻ
ĪĪĪĪī”ė┌ū▀ĄČĘĮ╩ĮĄ─Ęų╬÷Ż¼ų„ę¬┐╝æ]╝ė╣żėÓ┴┐Ą─Š∙ä“ąį╝░╝ė╣żą¦┬╩Ą─Ė▀Ą═ĪŻ─┐Ū░Ż¼į┌║Į┐šĮYśŗ╝■▓█Ū╗╝ė╣żųąŻ¼▓╔ė├ūŅČÓĄ─╩ŪŁhŪą║═ąąŪą╝ė1 ╚”ŁhŪą( ŪÕ│²ąąŪąÜł┴¶)2 ĘNū▀ĄČĘĮ╩ĮĪŻ×ķĖ³£╩┤_ĄžĘų╬÷ā╔ĘNū▀ĄČĘĮ╩ĮĄ─ą¦┬╩Ż¼į┌│õĘų┐╝æ]ÖC┤▓╝ė£p╦┘Ą╚╠žąįģóöĄ╗∙ĄA╔Žķ_░l┴╦╝ė╣żĢrķgĘ┬šµ▄ø╝■Ż¼īó▓█Ū╗Ęų×ķĦŹuÄZ║═▓╗ĦŹuÄZ2 ĘNĄõą═Ūķør▀MąąĘ┬šµĘų╬÷ĪŻ
▒Ē1
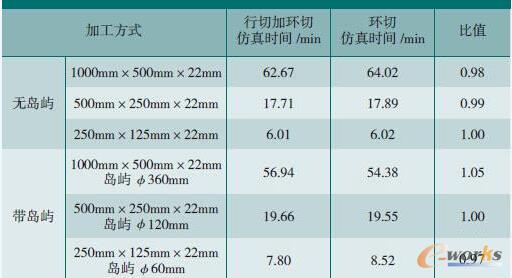
ĪĪĪĪĘ┬šµĮY╣¹╚ń▒Ē1 ╦∙╩ŠŻ¼ī”ė┌¤oŹuÄZ▓█Ū╗Ż¼2 ĘNĘĮ╩ĮĄ─ą¦┬╩┤¾ų┬ŽÓ«öŻ¼Ą½▓█Ū╗▌^┤¾Ģr▓╔ė├ąąŪą╝ė1 ╚”ŁhŪąĄ─ĘĮ╩Įą¦┬╩▌^Ė▀Ż¼į┌ķ_│©┐šķgų▒Įė▓╔ė├ąąŪąĘĮ╩Į╝ė╣żą¦┬╩Ė³Ė▀Ż╗ī”ė┌ĦŹuÄZ▓█Ū╗Ż¼į┌▓█Ū╗ĮYśŗ▌^ąĪĢrŻ¼ąąŪą╝ėŁhŪąĘĮ╩Įą¦┬╩Ė³Ė▀Ż¼Ą½▓█Ū╗│▀┤ńį÷┤¾ĢrŻ¼2 š▀▓Ņ«Éų▓Į┐sąĪĪŻę“┤╦Ż¼į┌┴Ń╝■äéąį▌^║├Ą─ŪķørŽ┬Ż¼▓╔ė├ąąŪą╝ėŁhŪąĘĮ╩ĮŠC║Žą¦┬╩Ė³Ė▀ĪŻ
ĪĪĪĪŻ©2Ż®ĮŅ╝ė╣żĘų╬÷ĪŻ
ĪĪĪĪĮŅĄ─╝ė╣żųĖĮŅŚl╝░ŠēŚlĒö├µĄ─╝ė╣żŻ¼ģó┼cŪąŽ„Ą─▓┐╬╗ų„ę¬×ķĄČŠ▀Ąū▓┐łAĮŪŻ¼ŲõŪąŽ„Śl╝■ŅÉ╦Ųė┌Č╦ŃŖĪŻČ°Č╦ŃŖĘų×ķī”ĘQŃŖĪó▓╗ī”ĘQ─µŃŖĪó▓╗ī”ĘQĒśŃŖ3 ĘNŃŖŽ„ĘĮ╩ĮŻ¼╦∙▀xĘĮ╩Į▓╗║Ž└ĒĢ■╩╣╝ė╣żš±äėį÷┤¾Ż¼╔§ų┴«a╔·ĄČŠ▀▒└²X¼FŽ¾Ż¼Įo«aŲĘĦüĒ┘|┴┐ļ[╗╝ĪŻ
ĪĪĪĪĘ┬šµ▒╚▌^3 ĘNŃŖŽ„ĘĮ╩ĮŻ¼įOėŗ│÷“ę╗”ūųą╬ĮŅŻ¼ĮŅŚlīÆČ╚×ķ3mm, ķLČ╚×ķ200mmŻ¼ĮŅŚlūŅĖ▀Ė▀Č╚×ķ40mmŻ¼▓óįOėŗŲĮĒöĮŅ╝░Ħę╗Č©ĮŪČ╚Ą─3 ĘNą▒ĒöĮŅŻ¼Š∙░┤ī”ĘQŃŖĪó▓╗ī”ĘQ─µŃŖĪó▓╗ī”ĘQĒśŃŖ3 ĘNĘĮ╩Į╝ė╣żŻ¼▓╔ė├Production Module ŲĮ┼_▀MąąĘ┬šµ( Ę┬šµŚl╝■═¼Ū░╩÷ę╗ų┬)Ż¼Ę┬šµĮY╣¹╚ńłD2 ╦∙╩ŠĪŻ
ĪĪĪĪĖ∙ō■╔Ž╩÷Ę┬šµĘų╬÷▓óĮY║ŽŪąŽ„īŹ“ד×ūC┐╔ų¬Ż¼╝ė╣żĮŅĒö欫öį┌ĮŅŚläéąį▌^║├Ą─ŪķørŽ┬▀MąąŻ¼▓ó▒▄├Ō▓╔ė├ī”ĘQŃŖŽ„ĘĮ╩ĮŻ╗ŲĮĒö▒ĪĮŅ╝ė╣żæ¬▒M┴┐▓╔ė├▓╗ī”ĘQ─µŃŖŻ╗į┌ą▒Ēö║═Ū·ĒöĮŅ╝ė╣ż▀^│╠ųąŻ¼ā׎╚▀xė├▓╗ī”ĘQĒśŃŖŻ¼«öĮŅŚlŲ┬Č╚▌^┤¾Ģræ¬▀xō±ūįŽ┬Ž“╔ŽŃŖŽ„ĪŻ
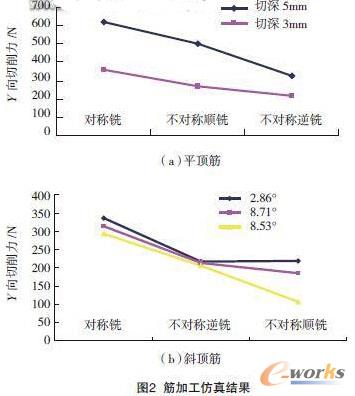
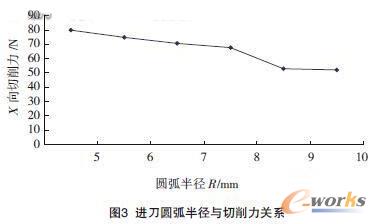
ĪĪĪĪŻ©3Ż®▌å└¬╝ė╣żĘų╬÷ĪŻ
ĪĪĪĪ▌å└¬╠žš„ę╗░Ń▓╔ė├é╚ŃŖĘųīėĄ─ĘĮ╩Į▀Mąą╝ė╣żŻ¼ė╔ė┌║Į┐šĮYśŗ╝■ČÓ×ķ▒Ī▒┌╝■Ż¼ę“┤╦▀MĄČ▀^│╠▒žĒÜ═ū╔Ų┐╝æ]Ż¼Įėė|▀^│╠ųąŪąŽ„┴”╠½┤¾╚▌ęūę²Ųš±äė▓ó┴¶Ž┬▒Ē├µ╝y┬ĘĪŻ╚ńłD3 ╦∙╩ŠŻ¼ī”▌å└¬╝ė╣ż│Żė├Ą─łA╗Ī▀MĄČ▀MąąĘ┬šµĘų╬÷┐╔ų¬Ż¼▀MĄČłA╗Ī░ļÅĮįĮąĪŻ¼Įėė|▀^│╠ųąŪ·┬╩ūā╗»įĮ┤¾Ż¼ŪąŽ„┴”įĮ┤¾Ż¼ī”┴Ń╝■é╚▒┌▒Ē├µ┘|┴┐ė░ĒæįĮ┤¾Ż¼Ą½łA╗Ī░ļÅĮ▀^┤¾Ģ■ī¦ų┬ū▀ĄČ┬ĘÅĮ▀^ķLŻ¼═©│Ż▀xō±Ż©0.3Ī½ 0.5Ż®×D Ż©D ×ķĄČŠ▀ų▒ÅĮŻ®Ą─łA╗Ī░ļÅĮĪŻ
ĪĪĪĪÄūĘNĄõą═ļy╝ė╣żūė╠žš„╝ė╣ż╣ż╦ćĘĮĘ©╠Įėæ
ĪĪĪĪ×ķØMūŃ’wÖC£pųžę¬Ū¾Ż¼║Į┐šĮYśŗ╝■┤¾┴┐▓╔ė├▒Ī▒┌ĮYśŗŻ¼╝ė╣ż▀^│╠ųą▓─┴Ž╚ź│²┬╩ĘŪ│ŻĖ▀( ═©│Ż│¼▀^90%)Ż¼×ķĄõą═Ą─╚§äéąįĪóÅ═ļsĮYśŗ┴Ń╝■ĪŻ║Į┐šĮYśŗ╝■Ą─╔Ž╩÷╠ž³c╩╣ŲõöĄ┐ž╝ė╣ż▌^×ķ└¦ļyŻ║╣šĮŪ░ļÅĮ═©│Ż▌^ąĪŻ¼Š½╝ė╣ż╦∙╩╣ė├ĄČŠ▀ķLÅĮ▒╚▌^┤¾Ż¼ŪąŽ„ĀŅæB▓ŅŻ╗▒Ī▒┌▓┐╬╗į┌╝ė╣ż▀^│╠ųą╚▌ęū«a╔·ūāą╬╝░ŅØš±Ż¼│▀┤ńŠ½Č╚╝░▒Ē├µ┘|┴┐ļyė┌▒ŻūCĪŻ╣šĮŪĪó▒Ī▒┌Ą╚ļy╝ė╣ż▓┐╬╗ū„×ķ║Į┐šĮYśŗ╝■Ąõą═╝ė╣ż╠žš„Ą─ĖĮī┘╠žąįŻ¼▒žĒÜĄ├ĄĮĖ³×ķ╔Ņ╚ļĄ─蹊┐Ż¼šę│÷║Ž└ĒĮŌøQĘĮ░ĖŻ¼ęį╠ßĖ▀Ąõą═╝ė╣ż╠žš„Ą─╝ė╣ż┘|┴┐╝░ą¦┬╩ĪŻ
ĪĪĪĪ1 ╣šĮŪ╝ė╣ż╣ż╦ćā×╗»
ĪĪĪĪŻ©1Ż®╣šĮŪ╝ė╣żĘų╬÷ĪŻ
ĪĪĪĪį┌║Į┐šĮYśŗ╝■╝ė╣żųąŻ¼▓╗┐╔▒▄├ŌĄžĢ■ė÷ĄĮ╣šĮŪģ^ė“Ą─╝ė╣żŻ¼╚ń╣¹į┌╣šĮŪ╠Ä▓╔ė├ų▒ŠĆ▄ē█EĢrŻ¼ŃŖĄČĄ─ŪąŽ„╗ĪķL░l╔·┴╦═╗ūāŻ¼Č°├┐²XŲĮŠ∙ŃŖŽ„┴”┼cŪąŽ„╗ĪķLŽÓĻPĪŻę“┤╦Ż¼ŲĮŠ∙ŃŖŽ„┴”į┌╣šĮŪ╠Äę▓░l╔·┴╦═╗ūāĪŻ
ĪĪĪĪ┤╦ĢrŻ¼ŃŖĄČųąą─³c╬╗ė┌▄ē█EŠĆ╝ŌĮŪĒö³cĄ─╬╗ų├Ż¼╦▓ĢrĄ─ŃŖŽ„┴”Å─ūŅ┤¾Ą°ų┴ūŅąĪŻ¼Ą½╦▓ķgėųĮĄų┴╣šĮŪŃŖŽ„Ū░Ą─ŲĮŠ∙ŃŖŽ„┴”ĪŻ
ĪĪĪĪīŹļH╝ė╣ż▀^│╠ųąŻ¼×ķ▒▄├Ō▀MĮoĘĮŽ“Ą─═╗ūāŻ¼═©│Żį┌╣šĮŪ╠Ä▓╔ė├łA╗Ī▀^Č╔╝ė╣ż▄ē█EŠĆĄ─ĘĮ╩Į▀Mąą╝ė╣żĪŻŃŖĄČŪąŽ„╗ĪķLūā╗»ę¬ąĪė┌╝ŌĮŪ╝ė╣żĄ─ĘĮ╩ĮŻ¼ŲĮŠ∙ŃŖŪąŽ„┴”Ą─ūā╗»ę▓ŠÅ║═║▄ČÓĪŻę“┤╦Ż¼═©▀^Ė─ūā▄ē█EŠĆ┐╔ęį┤¾┤¾ŠÅĮŌ╣šĮŪ╠ÄŃŖŽ„┴”ī”ĄČŠ▀║═╣ż╝■Ą─ø_ō¶ĪŻ
ĪĪĪĪ═©▀^╔Ž╩÷Ęų╬÷┐╔ų¬Ż¼Ė─ūā╣šĮŪ╠ÄĄ─ū▀ĄČ▄ē█E┐╔ėąą¦Ė─╔Ų╣šĮŪ╝ė╣żĄ─ŪąŽ„ĀŅæBĪŻė╔┤╦ć°ā╚═ŌīWš▀ū÷┴╦┤¾┴┐└Ēšō╝░īŹ“×蹊┐Ż¼┐éĮY▓ó蹊┐│÷ę╗ą®ėąą¦Ą─╝ė╣żĘĮĘ©Ż¼│ŻęŖĄ─╣šĮŪ╝ė╣ż▓▀┬įėą┐┐ĄČĘ©Īó┴¶ėÓ┴┐ąąŪąĘ©Īó╝Ü╗»łAĮŪĘ©Īóå╬łAŁh╝ė╣żĘ©ĪóļpłAŁh╝ė╣żĘ©Ą╚Ż¼▀@ą®╣šĮŪ╝ė╣żā×╗»ĘĮĘ©į┌ę╗Č©│╠Č╚╔Ž╠ßĖ▀┴╦╣šĮŪ╝ė╣żĄ─┘|┴┐║═ą¦┬╩Ż¼Ą½«öĄČŠ▀ķLÅĮ▒╚▌^┤¾Ģr( ę╗░Ń│¼▀^5 Ī├ 1Ż®Ż¼╔Ž╩÷ĘĮĘ©Š═¤oĘ©Å─Ė∙▒Š╔ŽĮŌøQ╣šĮŪ╝ė╣żĄ─┘|┴┐╝░ą¦┬╩å¢Ņ}ĪŻ
ĪĪĪĪŻ©2Ż®╣šĮŪĄ─▓ÕŃŖ╝ė╣żĪŻ
ĪĪĪĪ▓ÕŃŖ(Plunge milling) ėųĘQ×ķZ▌SŃŖŽ„Ż¼╝ė╣ż▀^│╠ųąĄČŠ▀čžų„▌SĘĮŽ“ū÷▀MĮo▀\äėŻ¼└¹ė├Ąū▓┐Ą─ŪąŽ„╚ą▀MąąŃ@ĪóŃŖĮM║ŽŪąŽ„ĪŻę“▓ÕŃŖ╝ė╣żūāÅĮŽ“▀MĮo×ķ▌SŽ“▀MĮoŻ¼Å─Č°┤¾Ę∙Č╚ĮĄĄ═┴╦ĄČŠ▀Ą─ÅĮŽ“ŪąŽ„┴”Ż¼▓ó─▄▒Ż│ųŪąŽ„┴”┤¾ąĪĄ─ĘĆČ©Ż¼Å─Č°£pąĪ╝ė╣żųą╣ż╝■╝░ĄČŠ▀Ą─ūāą╬Ż¼▒▄├ŌŪąŽ„ŅØš±Ą─«a╔·Ż¼ī”╣šĮŪ╝░╔ŅŪ╗╝ė╣żŠ▀ėąųžę¬ęŌ┴xĪŻ─┐Ū░Ż¼▓┐Ęų║Į┐šųŲįņŲ¾śIęčĮøę²╚ļ▓ÕŃŖ╣ż╦ćĘĮĘ©Ż¼į┌┴Ń╝■Š½╝ė╣żŪ░▀Mąą╣šĮŪĄ─▓ÕŃŖ╝ė╣żŻ¼ę╗ĘĮ├µÅ─Ė∙▒Š╔ŽĮŌøQ╣šĮŪ╝ė╣żļyŅ}Ż¼┴Ēę╗ĘĮ├µ▀Ć┐╔┤¾┤¾╠ßĖ▀║Į┐šĮYśŗ╝■Š½╝ė╣żą¦┬╩ĪŻ
ĪĪĪĪ2 ▒Ī▒┌╝ė╣ż╣ż╦ćā×╗»
ĪĪĪĪ▒Ī▒┌▓┐╬╗į┌╝ė╣ż▀^│╠ųą╚▌ęū«a╔·ūāą╬╝░ŅØš±Ż¼╝ė╣ż┘|┴┐ļyė┌▒ŻūCŻ¼ć°ā╚═ŌīWš▀Ė∙ō■▓╗═¼┴Ń╝■ĮYśŗ╝░ūāą╬ę“╦ž╠ß│÷┴╦ČÓĘN╣ż╦ćĘĮĘ©Ż¼╚ń╚š▒ŠÄr▓┐č¾ė²Ą╚╚╦╠ß│÷Ą─ŲĮąąļpų„▌S╝ė╣żĘĮĘ©Ż¼╚š▒ŠHaruki OBARA Ą╚╚╦╠ß│÷┴╦Ą═╚█³c║ŽĮ▌oų·ŪąŽ„ĘĮ░ĖŻ¼J.Tlusty, S.Smith Ą╚╚╦╠ß│÷┴╦│õĘų└¹ė├┴Ń╝■š¹¾wäéąįĄ─ŪąŽ„╝ė╣żĘĮ░ĖĄ╚ĪŻ×ķ┴╦ī”▒Ī▒┌╝ė╣ż▀^│╠▀Mąą╔Ņ╚ļĘų╬÷Ż¼įOėŗ“╚š”ūųą╬õX║ŽĮ▒Ī▒┌ĮYśŗ╣ż╝■ū„×ķīŹ“×ī”Ž¾Ż¼╣ż╝■ķL360mmŻ¼īÆ250mmŻ¼Ė▀30mmŻ¼Ė„╠Ä▒┌║±Š∙×ķ1mmĪŻ╩ūŽ╚▓╔ė├é„ĮyĘĮ╩Į▀Mąą╝ė╣żŻ¼į┌┤ų╝ė╣ż▀^│╠ųąų▄▀ģ╝░Ąū▓┐Š∙┴¶ėą3mm ėÓ┴┐Ż¼Š½╝ė╣ż▀^│╠ųąŠēŚlé╚├µ«a╔·├„’@š±╝yŻ¼╝┤╩╣£pąĪŪąŽ„ģóöĄę▓¤oĘ©═Ļ╚½▒▄├ŌĪŻ
ĪĪĪĪį┌╝ė╣żīŹ“×╝■╦∙ė├ĘŁ░ÕŃŖAEROSTAR ÖC┤▓╔ŽŻ¼ī”φ 20mm š¹¾wė▓┘|║ŽĮŃŖĄČ▀MąąÕNō¶īŹ“ׯ¼į┌▓╗┐╝æ]╣ż╝■äéąįĄ─ŪķørŽ┬Ą├ĄĮŅØš±ĘĆČ©ė“Ū·ŠĆŻ¼╚ńłD4 ╦∙╩ŠĪŻ
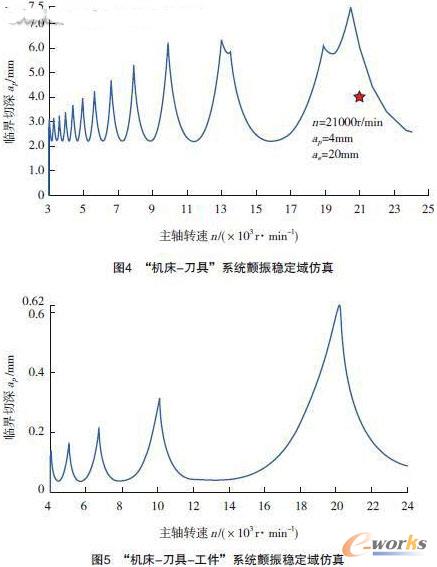
ĪĪĪĪį┘Ė∙ō■╣ż╝■ėąŽ▐į¬Ę┬šµĮY╣¹Ż¼▀xō±╣ż╝■äéąįūŅ▒Ī╚§Ą─▓┐╬╗( Ė„ĮŅŚl╝░ŠēŚl┐┐Į³ųąķgĒö▓┐) ▀MąąÕNō¶īŹ“ׯ¼½@Ą├Ųõäė┴”īW╠žąįŻ¼┼c“ÖC┤▓-ĄČŠ▀”ŽĄĮyĄ─äė┴”īW╠žąįŽÓĮY║ŽĄ├ĄĮ╚§äéąįŪķørŽ┬Ą─ŅØš±ĘĆČ©ė“╚ńłD5 ╦∙╩ŠŻ©┐╝æ]╣ż╝■äėæB╠žąįŻ®Ż¼┼cłD4ī”▒╚Ż¼ĘĆČ©ė“╚ĪųĄ║▄Ą═Ż¼ĘŪ│Ż╚▌ęū░l╔·ŅØš±ĪŻ
ĪĪĪĪĖ─ūāįŁėą╝ė╣żĘĮĘ©Ż¼Ė∙ō■╗∙ė┌“ÖC┤▓- ĄČŠ▀”ŽĄĮyäėæB╠žąįėŗ╦ŃĄ─ŅØš±ĘĆČ©ė“Ū·ŠĆ║═ŪąŽ„┴”Ę┬šµĮY╣¹ā×╗»▀x╚ĪĖ³Ė▀ą¦┬╩Ą─ŪąŽ„ģóöĄŻ©ŪąīÆa e=20mm Ż╗Ūą╔Ņa p=4mm Ż╗▀MĮo╦┘Č╚f =10000mm/minŻ╗ų„▌S▐D╦┘n =21000r/minŻ®║¾Ż¼▓╔ė├“īėā׎╚”ĘĮ╩Į╝ė╣żĪŻ▓╔ė├┤╦ĘĮĘ©┐╔ęį▒ŻūCĄČŠ▀├┐┤╬╝ė╣ż▒Ī▒┌ĢrŠ∙ī”▒Ī▒┌Ą─Ė∙▓┐▀Mąą╝ė╣żŻ¼┐╔ęį┐┤ū„ĄČŠ▀āHī”╣ż╝■Ą─Ė∙▓┐╬╗ų├╝żš±Ż¼┤╦Ģrą╬│╔Ą─“ÖC┤▓- ĄČŠ▀- ╣ż╝■”ŽĄĮy╗∙▒Š┐╔ęįęĢĄČŠ▀Įėė|Ą─╣ż╝■Šų▓┐╬╗ų├×ķäéąį¾wŻ¼Å─Č°īŹ¼F¤oŅØš±Ą─Ė▀ą¦╝ė╣żŻ¼╝ė╣ż▒Ē├µ┘|┴┐Ą├ĄĮ├„’@Ė─╔ŲĪŻ
ĪĪĪĪ╗∙ė┌╔Ž╩÷įŁ└ĒŻ¼▒Ż│ųŃŖŽ„▀^│╠╣ż╦接ĮyäéąįĄ─╝ė╣żĘĮĘ©▀Ć┐╔═ŲÅVĄĮŲõ╦³ę╗ą®ĘĮ╩ĮŻ¼╚ń│ŻęŖĄ─“ļA╠▌ŃŖ”Īó“ÕeīėŃŖ”Ą╚Ż¼▀@ą®ĘĮĘ©Ą─▒Š┘|Č╝į┌ė┌╩╣╝ė╣ż▀^│╠ųą▒╗╝ė╣żģ^ė“Š▀ėąūŃē“äéąįŻ¼ęį▒▄├Ō╝ė╣żŅØš±╝░ūāą╬Ą─«a╔·ĪŻ
ĪĪĪĪ╣ż│╠æ¬ė├“×ūC
ĪĪĪĪ═©▀^Ū░╩÷ā╚╚▌Ą─蹊┐Ż¼ęÄĘČ┴╦Ąõą═╠žš„Ą─╝ė╣ż╣ż╦ćĘĮĘ©Ż¼▓ó╠ß│÷┴╦╣šĮŪĪó▒Ī▒┌Ą╚ļy╝ė╣ż▓┐╬╗öĄ┐ž╝ė╣żĮŌøQĘĮ░ĖŻ¼ĮY║Ž│╔’w╣½╦ŠīŹļHŪķørŠÄųŲ┴╦ęÄĘČŻ¼ęįųĖī¦īŹļH╔·«aŻ¼▓ó▀xō±▐D░³ĒŚ─┐Ą─ĮėŅ^Īó▒┌░ÕĄ╚Ąõą═║Į┐šĮYśŗ╝■ī”Ū░╩÷蹊┐ā╚╚▌▀Mąą┴╦æ¬ė├“×ūCĪŻ
ĪĪĪĪ1 ĮėŅ^╔ŅŪ╗┴Ń╝■╣ż╦ćā×╗»
ĪĪĪĪĮėŅ^ŅÉ┴Ń╝■╩Ū▀BĮėų„ę¬│ą┴”▓┐╝■Ą─▀BĮė╝■Ż¼┴Ń╝■╔ŽĘų▓╝ėąčb┼õ╗∙£╩├µ╝░Į╗³c┐ūĄ╚Ż¼ĮYśŗą╬╩ĮÅ═ļsĪóŠ½Č╚ę¬Ū¾Ė▀Ż¼ŲõųąĄ─šŁ▓█╔ŅŪ╗ĮYśŗ╝ė╣żĘŪ│Ż└¦ļyĪŻ╚ńę╗ĒŚĄõą═▓©ę¶787 Įī┘ĮėŅ^Ż¼┴Ń╝■├½┼„│▀┤ń×ķ450mm×160mm×140mmŻ¼▓█Ū╗▌^╔ŅŻ¼ę“ĄČŠ▀äéąį▓╗ūŃČ°«a╔·š±äėĢr│Żī¦ų┬┴Ń╝■╝ė╣ż╣╩šŽŻ¼Įo«aŲĘĦüĒć└ųž┘|┴┐ļ[╗╝ĪŻ
ĪĪĪĪŻ©1Ż®╣ż╦ćĘĮĘ©ā×╗»ĪŻ
ĪĪĪĪįō┴Ń╝■▓█Ū╗╔Ņ╝s100mmŻ¼▐DĮŪ░ļÅĮ7mmŻ¼╦∙╩╣ė├ĄČŠ▀ķLÅĮ▒╚│¼▀^7 Ī├ 1Ż¼×ķĄõą═╔ŅŪ╗ĮYśŗĪŻ«öĄČŠ▀ķLÅĮ▒╚┤¾ė┌4 ĢrŻ¼ĄČŠ▀Ą─ŪąŽ„ĀŅæB╝▒äĪŽ┬ĮĄŻ¼×ķĖ─╔ŲŪąŽ„ĀŅæBŻ¼į┌╣ż│╠īŹļHųą═©│Ż▓╔╚ĪĮĄĄ═ŪąŽ„ģóöĄĄ─ĘĮ╩ĮŻ¼Ą½▀@ĘNĘĮ╩Į▓╗Ą½’@ų°ĮĄĄ═┴Ń╝■╝ė╣żą¦┬╩Ż¼Ūę┴Ń╝■Ą─╣šĮŪ╝ė╣ż┘|┴┐╚į¤oĘ©Ą├ĄĮėąą¦▒ŻūCĪŻ
ĪĪĪĪĖ─╔ŲįŁėą╣ż╦ćĘĮĘ©Ż¼į┌Š½╝ė╣żŪ░ī”╣šĮŪ▀Mąą▓ÕŃŖ╝ė╣żŻ¼Įø▀^▓ÕŃŖ║¾Ą─╣šĮŪėÓ┴┐║▄ąĪŻ¼Š½╝ė╣żĢrĄ─Ūą╔Ņ▒╚┐┐ŪąĘĮ╩Į╝ė╣żŪą╔Ņ┐╔╠ßĖ▀4 ▒ČŻ¼▓ó▒▄├Ō┴╦└ŁĄČ¼FŽ¾ĪŻ
ĪĪĪĪŻ©2Ż®ā×╗»ĮY╣¹ĪŻ
ĪĪĪĪ▓©ę¶787 Įī┘ĮėŅ^┴Ń╝■╣▓12ĒŚŻ¼ūįš²╩Į═Č«aęįüĒ╣▓╝ė╣ż┴Ń╝■200ėÓ╝■Ż¼Ųõųą░l╔·╣╩šŽ┴Ń╝■17 ╝■Ż¼╣╩šŽ┬╩Ė▀▀_8% Ż╗Įø▀^╣ż╦ćā×╗»Ż¼═Č«a100 ėÓ╝■Ż¼╣╩šŽ┴Ń╝■āH1 ╝■Ż¼╣╩šŽ┬╩ĮĄĄ═ų┴1% ęįā╚Ż¼═¼Ģr╝ė╣żą¦┬╩╠ßĖ▀23%ĪŻ
ĪĪĪĪ2 ▒┌░ÕŅÉ┴Ń╝■ŠC║Žā×╗»
ĪĪĪĪ▒┌░ÕŅÉ┴Ń╝■ķLĪóīÆĘĮŽ“ĮYśŗ│▀┤ń▌^┤¾Ż¼║±Č╚ĘĮŽ“│▀┤ń▌^ąĪŻ¼×ķĄõą═Ą─▒Ī▒┌ĮYśŗ┴Ń╝■Ż¼╝ė╣żųąśOęū«a╔·ūāą╬ĪŻ╚ńę╗ĒŚĄõą═Ą─┐š┐═ÖC▌å┼ō▒┌░ÕŻ¼┴Ń╝■├½┼„│▀┤ń×ķ2800mm×1200mm×60mmŻ¼▒┌░Õ╝░ĮŅŚlūŅ▒Ī╠ÄāH1.5mmŻ¼▓─┴Ž╚ź│²┬╩▀_ĄĮ96%ĪŻįōŅÉą═┴Ń╝■ė╔ė┌Č©ą═▌^įńŻ¼ŪąŽ„ģóöĄ╝░ū▀ĄČ▄ē█E▓╗║Ž└ĒŻ¼į┌┘|┴┐╝░ą¦┬╩╔ŽŠ∙▓╗─▄ØMūŃīŹļH╔·«aąĶŪ¾Ż¼╝▒ąĶĄ├ĄĮā×╗»ĪŻ
ĪĪĪĪŻ©1Ż®╣ż╦ćĘĮĘ©ā×╗»ĪŻ
ĪĪĪĪßśī”╔Ž╩÷┤µį┌Ą─╝ė╣żå¢Ņ}Ż¼ĮY║ŽŪ░╩÷蹊┐ĮYšōÅ─3 éĆų„ę¬ĘĮ├µī”▒┌░ÕĄ─╝ė╣żĘĮĘ©▀Mąąā×╗»ĪŻ
ĪĪĪĪa. ╣ż╦ćĘĮ░Ėā×╗»ĪŻā×╗»ĮŅĒö╝ė╣żĘĮ╩ĮŻ║ī”ĮŅĒöū▀ĄČĘĮ╩Į▀Mąąā×╗»▀xō±Ż╗▓╔ė├▓ÕŃŖ╣ż╦ćŻ║ī”▓┐Ęų╔Ņ▓█ģ^▓╔ė├▓ÕŃŖ╝ė╣żŻ╗Š½Č╚┐ū┤¾┴┐╩╣ė├Ń@ŃqĄČŻ╗╩Ī┬į═Ōą╬┤ų╝ė╣żĪŻ
ĪĪĪĪb. ŪąŽ„ģóöĄā×╗»ĪŻĮY║ŽDynaCutäė┴”īW£yįćĘų╬÷ŽĄĮy╝░SimuCut Ę┬šµŽĄĮyŻ¼▓╔ė├▒Ż│ųŃŖŽ„▀^│╠╣ż╦接ĮyäéąįĄ─▒Ī▒┌╝ė╣żĘĮĘ©╚½├µā×╗»ŪąŽ„ģóöĄĪŻ
ĪĪĪĪc. ▄ē█Eā×╗»ĪŻ═©▀^š{š¹ŃŖŽ„ąąŠÓęį║å╗»▄ē█EöĄ┴┐Īó£p╔┘╠¦ĄČ┤╬öĄęį╝░ā×╗»▄ē█E£p╔┘ÖC┤▓╝ė£p╦┘ĪŻ
ĪĪĪĪŻ©2Ż®ā×╗»ĮY╣¹ĪŻ
ĪĪĪĪ═©▀^╣ż╦ćĘĮ░ĖĪóŪąŽ„ģóöĄ╝░╝ė╣ż▄ē█EĄ─╚½├µā×╗»Ż¼▓╔ė├¼Fł÷DNCŽĄĮyĖ·█Ö“×ūCÖC▌å┼ōū¾é╚▒┌░Õ╝ė╣ż╚½▀^│╠Ż¼ÖC┤▓ŪąŽ„ŲĮĘĆ( äėŲĮ║ŌųĄąĪė┌1.7Ż®Īó╣”┬╩ĘĆČ©Ż©40% Ī½ 60%Ż®Īó┼żŠž▌^ąĪ( ąĪė┌9N·mŻ®Ż¼╦∙ėą│╠ą“░┤100% ╝ė╣żĪó¤o╚╦╣żĖ╔ŅAĪŻ╚ń▒Ē2 ╦∙╩ŠŻ¼┴Ń╝■š¹¾w╝ė╣żą¦┬╩Ą├ĄĮ┤¾Ę∙╠ß╔²Ż¼ŃQ╣ż┤“─ź┴┐┤¾Ę∙£p╔┘Ż¼▀_ĄĮ┴╦ŅAŲ┌Ą─ā×╗»ą¦╣¹ĪŻ
ĪĪĪĪĮY╩°šZ
ĪĪĪĪ▒Š╬─Å─║Į┐šĮYśŗ╝■Ą─╠ž³c│÷░lŻ¼ĮY║ŽĘ┬šµ╝░īŹ“×Ęų╬÷ī”▓┐ĘųĄõą═╠žš„Ą─╝ė╣żĘĮĘ©▀Mąąā×╗»╠ĮėæŻ¼▓ó▀Mąą┴╦╣ż│╠╗»æ¬ė├Ż¼╚ĪĄ├┴╦┴╝║├│╔ą¦ĪŻĄ½║Į┐šĮYśŗ╝■öĄ┐ž╝ė╣żĘĮʩ蹊┐╦∙╔µ╝░Ą─ā╚╚▌╝ŖĘ▒Å═ļsŻ¼į┌╗∙ĄA└Ēšō║═╣ż│╠æ¬ė├Ą╚ĘĮ├µ▀ĆąĶę¬▀Mę╗▓Įš╣ķ_╔Ņ╚ļ蹊┐ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌║Į┐šĮYśŗ╝■Ąõą═╠žš„Ą─öĄ┐ž╝ė╣żĘĮĘ©ā×╗»╠Įėæ
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/solutions/14019315411.html