ĪĪĪĪļSų°¼F(xi©żn)┤·╗»╔ńĢ■Ą─▓╗öÓ░l(f©Ī)š╣Ż¼╬ęć°ųŲįņśI(y©©)į┌▓╗öÓ░l(f©Ī)š╣Ż¼čą░l(f©Ī)┴╦║▄ČÓą┬Ą─į¬Ų„╝■Ż¼Å─Č°╩╣Ą├ę╗ĘNą┬ą═Ą─öĄ(sh©┤)┐ž╝ė╣ż╣ż╦ć▒╗ķ_░l(f©Ī)║═╩╣ė├Ż¼╝┤╠▌ą╬┬▌╝yöĄ(sh©┤)┐ž╝ė╣żĘ©ĪŻ▀@ĘN╝ė╣ż╣ż╦ćų„ę¬┐╝æ]╠▌ą╬┬▌╝yĄ─Š½£╩(zh©│n)Č╚Ż¼▀@ų„ę¬╩Ūė╔ė┌┬▌╝yč└ą╬╔ŅČ╚┤¾Ż¼Ūęč└ą╬ĮŪČ╚ąĪŻ¼─▄┼cöĄ(sh©┤)┐žÖC(j©®)┤▓ųąĄ─╠▌ą╬─Ė┬▌ŽÓŲź┼õĪŻę“┤╦Ż¼▀@ĘN╣ż╦ć▒╗ÅVĘ║æ¬(y©®ng)ė├ė┌öĄ(sh©┤)┐žÖC(j©®)┤▓╝ė╣ż▀^│╠ųąŻ¼ė├ęį╠ßĖ▀öĄ(sh©┤)┐žÖC(j©®)┤▓╝ė╣żĄ─┘|(zh©¼)┴┐║═ą¦┬╩Ż¼×ķŲ¾śI(y©©)īŹ(sh©¬)¼F(xi©żn)Ė³ČÓĄ─Įø(j©®ng)Ø·(j©¼)ą¦ęµĪŻ
1 öĄ(sh©┤)┐ž╝ė╣ż▀^│╠ųąĄ─╠▌ą╬┬▌╝y╝ė╣ż╣ż╦ć
ĪĪĪĪ1.1ą┬ą═╠▌ą╬┬▌╝y╝ė╣ż╣ż╦ć┼cé„Įy(t©»ng)Ą─┬▌╝y╝ė╣ż╣ż╦ć
ĪĪĪĪé„Įy(t©»ng)Ą─╠▌ą╬┬▌╝yöĄ(sh©┤)┐žÖC(j©®)┤▓╝ė╣ż╣ż╦ć╩Ū▓╔ė├ų▒Įė▀M(j©¼n)╚ļŻ¼╚╗║¾į┘ū¾ėęŪąĖŅŻ¼ųŲ│╔│╔ŲĘŻ¼▀@ĘNĘĮĘ©║▄╚▌ęū│÷¼F(xi©żn)į·ĄČ¼F(xi©żn)Ž¾Ż¼Č°ŪęÖC(j©®)┤▓╔·«a(ch©Żn)ą¦┬╩║▄Ą═ĪŻČ°ą┬ą═Ą─╠▌ą╬┬▌╝yöĄ(sh©┤)┐ž╝ė╣ż╣ż╦ć│╠ą“įO(sh©©)ėŗĖ³╝ė┐ŲīW(xu©”)ęÄ(gu©®)ĘČŻ¼▓╔ė├¼F(xi©żn)┤·╗»Ą─ėŗ╦ŃÖC(j©®)╝╝ąg(sh©┤)Ż¼╩╣ė├▄ø╝■ī”╣ż╦ć│╠ą“▀M(j©¼n)ąąįO(sh©©)Č©Ż¼Ųõ╝ė╣ż▀^│╠ųąŽ╚ī”ÖC(j©®)┤▓Ą─Š½Č╚▀M(j©¼n)ąąÖz▓ķŻ¼╚╗║¾ī”į¬╝■▀M(j©¼n)ąąČÓ│╠ą“Ą─╝ė╣żĪŻą┬Ą─╠▌ą╬┬▌╝y╝ė╣ż╣ż╦ćÅ─ŠÄ│╠Īó╩▄┴”Ęų╬÷ęį╝░▒││į┴”┴┐Ą╚ÄūéĆĘĮ├µČ╝▒╚é„Įy(t©»ng)Ą─╝ė╣ż╣ż╦ćŠ▀ėąā×(y©Łu)ä▌║═ĘeśO═ŲÅVĄ─ęŌ┴xĪŻ
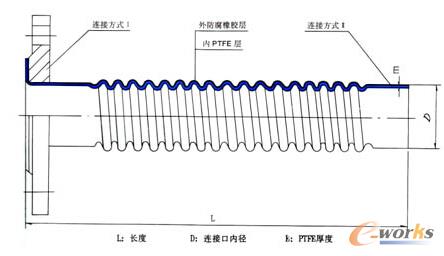
╠▌ą╬┬▌╝y
ĪĪĪĪ1.2ą┬ą═╠▌ą╬┬▌╝y╝ė╣ż╣ż╦ć
ĪĪĪĪ╩ūŽ╚Ż¼ī”öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─Š½£╩(zh©│n)Č╚▀M(j©¼n)ąąš{(di©żo)š¹Ż¼╚╗║¾īó▀xČ©Ą─╝ė╣ż▓─┴ŽĘ┼╚ļöĄ(sh©┤)┐žÖC(j©®)┤▓ųąŻ¼į┌╝ė╣żŪ░Ż¼╣żū„╚╦åT▒žĒÜę¬ī”ÖC(j©®)┤▓Ą─Š½Č╚▀M(j©¼n)ąąÖz“ׯ¼┤_▒ŻÖC(j©®)┤▓╝ė╣żĄ─Š½£╩(zh©│n)Č╚Ż¼╩╣ų«─▄ØMūŃ╠▌ą╬┬▌╝y╝ė╣żĄ─ąĶŪ¾ĪŻŲõ┤╬Ż¼╣żū„╚╦åTæ¬(y©®ng)įō╩╣ė├ęÄ(gu©®)ĘČĄ─čbŖAĘĮ╩Į║═ÖC(j©®)┤▓▄掄ĘĮĘ©Ż¼ę╗░Ń╬ęéā╩╣ė├Ą─čbŖAĘĮĘ©Š═╩Ūį┌╣ż╝■Ą─ę╗Č╦╩╣ė├╚²ū”▒PŖA│ųŻ¼┴Ēę╗Č╦ė├Ēö╝ŌīóŲõĒöūĪŻ¼īóÖC(j©®)┤▓čbŖAĄ─ę╗Č╦įO(sh©©)ėŗ│╔×ķ┼_ļA╩ĮŻ¼ęįĘ└ų╣╝ė╣ż▀^│╠ųą╣ż╝■▌SšäėČ°ī¦(d©Żo)ų┬ÖC(j©®)┤▓į┌╝ė╣ż▀^│╠ųąĄ─Š½Č╚Ą├▓╗ĄĮ▒ŻūCŻ¼Å─Č°ī”╠▌ą╬┬▌╝yįņ│╔ę╗Č©Ą─š`▓ŅĪŻ╣żū„╚╦åTæ¬(y©®ng)įōūóęŌĄĮŻ¼┴Ēę╗Č╦į┌ĮēČ©Ēö╝ŌĢrŻ¼▓╗─▄╩╣Ēö╝ŌĒö?sh©┤)├╠½ŠoŻ¼æ¬(y©®ng)įō▒Ż│ųę╗Č©Ą─┐šķgĘČć·Ż¼ėąą¦Ę└ų╣╠▌ą╬┬▌╝yĄ─ūāą╬ĪŻ
ĪĪĪĪ┬▌╝y▄掄ėųĘų×ķ┤ų▄ć║═Š½▄ćā╔Ą└╝ė╣ż╣żą“Ż¼į┌Š▀¾w╝ė╣żųąŻ¼«ö(d©Īng)┴Ń╝■▀M(j©¼n)╚ļ▄掄ĢrŻ¼Ž╚▀M(j©¼n)╚ļ┤ų▄ćĄ└Ż¼ī”į¬╝■▀M(j©¼n)ąą│§▓Įķ_▓█Ż¼▓óŪęīóÅĮŽ“▒Ż┴¶0.1mm-0.2mmĄ─╝ė╣żėÓĄžŻ¼▀Ćę¬▒Ż│ų╠▌ą╬┬▌╝yĄūÅĮĄĮĒöÅĮč└ą╬ų«ķgĄ─ŠÓļx×ķ0.2mm-0.4mmĪŻį┌┤ų▄ć╝ė╣żųą▒Ż┴¶į¬╝■╝ė╣żėÓĄž╩Ū×ķ┴╦į¬╝■į┌Š½▄ć╝ė╣żųą▓╗Ģ■ūāą╬Ż¼┤_▒ŻūŅĮK╝ė╣ż│÷Ų„╝■Ą─Š½£╩(zh©│n)Č╚ĪŻį┌Š½▄ć╝ė╣ż▀^│╠ųąŻ¼ę╗░Ńę¬▀M(j©¼n)ąąā╔┤╬Š½▄ć╝ė╣żŻ¼▓óŪęį┌╝ė╣ż▀^│╠ųą╩╣ė├G92ŽĄĮy(t©»ng)Ą─äėæB(t©żi)š`▓ŅÖz£yŲ„Ż¼ę╗░ŃÖC(j©®)┤▓Ą─▒││įĄČ┴┐│▀┤ń×ķ0.2mm-0.3mmŻ¼ąĶę¬╩╣ė├Š½▄ćĄČī”Š½▄ćā╚(n©©i)ÅĮ│▀┤ń▀M(j©¼n)ąą£y┴┐║═š{(di©żo)š¹Ż¼īó▒││įĄČ┴┐š{(di©żo)š¹×ķ0.25mm-0.55mmų«ķgĪŻČ°ė╔ė┌┤ų▄ć║═Š½▄ćČ╝╩╣ė├ų▒▀M(j©¼n)ŪąĖŅĘĮĘ©Ż¼į┌╝ė╣żĢrŻ¼ī”Š½▄ćĄČĄ─ĄČ╚ąėąę╗Č©Ą─ę¬Ū¾Ż¼▒ŻūCŠ½▄ćĄČ╚ąĄ─īÆČ╚Ą╚═¼ė┌┬▌╝yč└▓█īÆČ╚Ż¼ūŅĮKŠÄųŲŠ½╣ż│╠ą“Ż¼į┌ŠÄųŲ▀^│╠ųąŻ¼æ¬(y©®ng)įōų▒ĮėīóÅĮŽ“│▀┤ńŠÄųŲĄĮ┬▌╝yĄ─ĄūÅĮŻ¼╣ż│╠é„äė╦┘Č╚įO(sh©©)Č©×ķ120-150r/minŻ¼ūŅĮK═Ļ│╔╝ė╣ż╣ż╦ćĪŻ
2 öĄ(sh©┤)┐ž╝ė╣ż▀^│╠ųąĄ─╠▌ą╬┬▌╝y│╠ą“įO(sh©©)ėŗ
ĪĪĪĪ╠▌ą╬┬▌╝yöĄ(sh©┤)┐ž╝ė╣ż╣ż╦ćĄ─īŹ(sh©¬)╩®Š▀ėąę╗Č©Ą─ļyČ╚Ż¼ų„ę¬╩Ūė╔ė┌įō╝ė╣ż╣ż╦ćĄ─│╠ą“įO(sh©©)ėŗ▒╚▌^Å═(f©┤)ļsĪŻė╔ė┌¼F(xi©żn)┤·ėŗ╦ŃÖC(j©®)╝╝ąg(sh©┤)Ą─▓╗öÓ░l(f©Ī)š╣Ż¼║▄ČÓ╔·«a(ch©Żn)įO(sh©©)éõųąæ¬(y©®ng)ė├ėŗ╦ŃÖC(j©®)│╠ą“?q©▒)”╝ė╣ż▀^│╠▀M(j©¼n)ąą┐žųŲŻ¼ęį┤_▒ŻŲ„╝■╔·«a(ch©Żn)Ą─Š½£╩(zh©│n)Č╚Ż¼£p╔┘╚╦×ķ▓┘ū„įņ│╔ę╗Č©ĘČć·ā╚(n©©i)Ą─š`▓ŅĪŻ╠▌ą╬┬▌╝yöĄ(sh©┤)┐žÖC(j©®)┤▓╝ė╣ż╣ż╦ćų„ę¬└¹ė├VERICUTöĄ(sh©┤)┐ž╝ė╣żĘ┬šµ▄ø╝■ųą╝╝─▄Ż¼īóÖC(j©®)┤▓┼cėŗ╦ŃÖC(j©®)▀BĮėŻ¼╚╗║¾═©▀^VERICUT▄ø╝■ī”ÖC(j©®)┤▓ŠÄ│╠Īó╩▄┴”Ęų╬÷ęį╝░▒││į┴”┴┐Ą╚Ūķør▀M(j©¼n)ąąįO(sh©©)Č©ĪŻ╩ūŽ╚╩Ū▀xō±┐žųŲŽĄĮy(t©»ng)┼cÖC(j©®)┤▓Ż¼┤“ķ_│╠ą“Ż¼▀xō±┐žųŲ▓╦å╬Ż¼³c(di©Żn)ųąfanOt.ctlŻ╗╚╗║¾³c(di©Żn)ō¶ÖC(j©®)┤▓Ż¼│÷¼F(xi©żn)ÖC(j©®)┤▓┐žųŲ▓╦å╬Ż¼▀xō±turn—thread—cycles.muchŻ╗╚╗║¾▌ö╚ļę¬╔·«a(ch©Żn)Ųņ┼ץ─ęÄ(gu©®)Ė±Ż¼│§▓ĮįO(sh©©)Č©│╔╣”║¾Ż¼į┘Š═╩ŪĮ©┴óū°ś╦(bi©Īo)ŽĄĮy(t©»ng)Ż¼į┌ĒŚ─┐śõųąķ_╩╝│╠ą“įO(sh©©)ų├Ż¼į┌Ų„╝■ęÄ(gu©®)Ė±Į©─ŻĄ─ėęČ╦Ż¼³c(di©Żn)ō¶┤“ķ_G-┤·┤aįO(sh©©)Č©ĒŚ─┐Ż¼╚╗║¾į┌▓╦å╬Ö┌ųąįO(sh©©)Č©ÖC(j©®)┤▓ģó┐╝³c(di©Żn)Ż¼Ė∙ō■(j©┤)īŹ(sh©¬)ļH╔·«a(ch©Żn)ęÄ(gu©®)─ŻįO(sh©©)Č©ĪŻŲõ┤╬Ż¼ī”ÖC(j©®)┤▓ųąĄ─╝ė╣żĄČŠ▀▀M(j©¼n)ąąįO(sh©©)ėŗŻ¼╣żū„╚╦åTĖ∙ō■(j©┤)╝ė╣żę¬Ū¾Ż¼ę╗░ŃįO(sh©©)Č©╚²ĘNĄČŠ▀Ż¼Ęųäe×ķŪą▓█ĄČĪó═ŌłAĄČęį╝░╠▌ą╬┬▌╝yĄČĪŻ╩ūŽ╚Å─ĒŚ─┐▓╦å╬ųą┤“ķ_ĄČŠ▀╣▄└ĒŲ„Ż¼╚╗║¾³c(di©Żn)ō¶╠Ē╝ėą┬▄ćĄČŻ¼į┌Įń├µųą│÷¼F(xi©żn)įO(sh©©)ų├ī”įÆ┐“Ż¼▀xō±ĄČŠ▀ŅÉą═║═▓╗═¼Ą─ĄČŖAŻ¼Ęųäeī”╚²ĘNĄČŠ▀▀M(j©¼n)ąą▀xō±║═įO(sh©©)Č©Ż¼ūŅ║¾š{(di©żo)š¹ĄČŲ¼║═ĄČŖAĄ─╬╗ų├Ż¼ė┌╩Ū╠ßąč┬▌╝yöĄ(sh©┤)┐žÖC(j©®)┤▓╝ė╣ż╣ż╦ćĄ─│╠ą“╗∙▒ŠįO(sh©©)Č©═Ļ│╔ĪŻ
ĪĪĪĪį┌š¹éĆ│╠ą“įO(sh©©)ėŗųą░³└©Ż║│╠ą“įO(sh©©)ėŗĪó╣ż╦ć╣żčbĪóą╬ĀŅ▀xō±ęį╝░ĄČŠ▀▓─┴ŽĄ╚ĘĮ├µĄ─╣żū„Ż¼öĄ(sh©┤)┐žÖC(j©®)┤▓╝ė╣żą¦┬╩ų▒Įėė╔│╠ą“įO(sh©©)ėŗ╦∙øQČ©Ż¼│╠ą“įO(sh©©)ėŗ═Ļ├└Ż¼─Ū├┤Ż¼öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─ą¦┬╩Š═Ė▀Ż╗Ę┤ų«Ż¼│╠ą“įO(sh©©)ėŗ┴ė┘|(zh©¼)Ż¼ätī¦(d©Żo)ų┬╝ė╣żą¦┬╩Ą═ĪŻą┬Ą─╠▌ą╬┬▌╝y╝ė╣ż═©▀^īóŲš═©▄ć┤▓Ą─╝ė╣ż╣ż╦ć╝░┬ĘŠĆ┼cėŗ╦ŃÖC(j©®)įO(sh©©)éõ▀BĮėŻ¼└¹ė├öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─╗∙▒Š╣”─▄║═▄ø╝■Ą─╠ž╩Ō╣”─▄Ż¼╩╣é„Įy(t©»ng)Ą─│╠ą“įO(sh©©)ėŗĖ³╝ė║åØŹŻ¼ŠÄ│╠ą¦┬╩Ą├ĄĮ╠ßĖ▀Ż¼Å─Č°╩╣Ą├╝ė╣żą¦┬╩ę▓Ą├ĄĮ╠ßĖ▀ĪŻĄ½╩ŪŻ¼─┐Ū░╝ė╣ż╣ż╦ć╦«ŲĮ▀Ćėą┤²▀M(j©¼n)ę╗▓Į╠ßĖ▀Ż¼╦∙ęįį┌│╠ą“įO(sh©©)ėŗųąĮø(j©®ng)▀^šJ(r©©n)šµėŗ╦ŃŻ¼╚╗║¾į┌│╠ą“ųą▌ö╚ļš²┤_Ą─Š½Č╚ųĄĪŻ╣żū„╚╦åTę¬ū÷║├╠▌ą╬┬▌╝yĄ─į┌ŠĆ£y┴┐║═š`▓Ņą▐Ė─Ż¼╠▌ą╬┬▌╝y═©│Ż╩╣ė├õŲX║±Ą─ė╬ś╦(bi©Īo)┐©│▀ī”ųąÅĮ▀M(j©¼n)ąą£y┴┐Ż¼į┌▓╗ŲŲē─╣ż╝■Ą─Ū░╠ߎ┬Ż¼ĮĄĄ═Öz£yĮY(ji©”)╣¹Ą─š`▓ŅĪŻ╚ń╣¹Öz£yĮY(ji©”)╣¹ėąš`Ż¼─Ū├┤▒žĒÜę¬ųžą┬▀\(y©┤n)ąąŠ½╝ė╣żą“Ż¼ę“┤╦╣żū„╚╦åTę╗Č©ę¬ī”╠▌ą╬┬▌╝yė╬ś╦(bi©Īo)┐©│▀Ą─Š½┤_Č╚▀M(j©¼n)ąąš{(di©żo)įćŻ¼┤_▒Ż╝ė╣ż─Żą═Ą─Š½£╩(zh©│n)Č╚Ż¼┐╔ęįŽ╚š{(di©żo)║├²X║±Ż¼╚╗║¾╩╣²X║±┐©│▀┼c╠▌ą╬┬▌╝y▌SŠĆų«ķgą╬│╔ę╗éĆÅØŪ·ĮŪČ╚Ż¼┤_▒Ż┐©│▀┴┐Ą├ųąĮø(j©®ng)öĄ(sh©┤)ųĄĄ─Š½£╩(zh©│n)Č╚Ż¼Å─Č°╠ßĖ▀╝ė╣żą¦┬╩ĪŻ
3 ĮY(ji©”)šō
ĪĪĪĪŠC╔Ž╦∙╩÷Ż¼═©▀^ī”╠▌ą╬┬▌╝yöĄ(sh©┤)┐ž╝ė╣ż╣ż╦ć┼cįō╣ż╦ćĄ─│╠ą“įO(sh©©)ėŗ▀M(j©¼n)ąą║åå╬Ęų╬÷║¾Ż¼╬ęéā┐╔ęįĄ├ų¬Ż¼╠▌ą╬┬▌╝yöĄ(sh©┤)┐ž╝ė╣ż╣ż╦ć╩Ūę╗ĘNą┬ą═Ą─╝ė╣ż╝╝ąg(sh©┤)ĪŻįōĘNöĄ(sh©┤)┐ž╝ė╣ż╣ż╦ć─▄╠ßĖ▀╣żū„ą¦┬╩║═┘|(zh©¼)┴┐Ż¼Š▀ėąĘeśO═ŲÅVęŌ┴xĪŻę“┤╦Ż¼╝╝ąg(sh©┤)蹊┐╚╦åT▀Ćę¬ßśī”▀@ĘN╝ė╣ż╣ż╦ćį┌Š▀¾w▀\(y©┤n)ė├ųąīŹ(sh©¬)╩®ļyČ╚┤¾Ą─å¢Ņ}Ż¼▓╗öÓ║å╗»│╠ą“įO(sh©©)ėŗŻ¼Å─Č°║å╗»īŹ(sh©¬)╩®╣żū„Ż¼╩╣Ą├▀@ĘN╝ė╣ż╣ż╦ćĄ─╩╣ė├Ą├ĄĮ╚½├µĄ─═ŲÅVĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.hanmeixuan.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║öĄ(sh©┤)┐ž╝ė╣ż▀^│╠ųą╠▌ą╬┬▌╝yĄ─╝ė╣ż╣ż╦ć┼c│╠ą“įO(sh©©)ėŗ
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.hanmeixuan.com/html/solutions/14019315544.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")