Ū░čį
Į³─ĻüĒŻ¼╩└ĮńŲ¹▄ćųŲįņ╔╠įĮüĒįĮČÓĄž╩╣ė├õX╠µ┤·õōŻ¼ęįĮŌøQĮĄĄ═ųž┴┐║═╠ßĖ▀ąį─▄ų«ķgĄ─├¼Č▄ĪŻõX║ŽĮĄ─├▄Č╚ąĪŻ¼▒╚ÅŖČ╚Ė▀Ż¼┴„äėąį║├Ż¼ęūė┌╝ė╣żųŲįņĖ„ĘN▓╗═¼ą╬ĀŅĄ─┴Ń╝■Ż╗õXĄ─▒Ē├µęūė┌ą╬│╔ų┬├▄Č°ĘĆČ©Ą─č§╗»─żŻ¼õXĄ──═Ė»╬gąį─▄▌^║├Ż╗õXĄ─ī¦¤ßī¦ļŖąį─▄ā×ė┌Ųš═©õō▓─Ż╗õX▓─├└ė^─═ė├Ż¼┐╔▒Ē├µ╠Ä└ĒŻ¼ęūė┌╗ž╩š└¹ė├Ż╗Ž“õXųą╠Ē╝ėę╗ĘN╗“ÄūĘNŲõ╦¹į¬╦ž║¾Ż¼╝┤śŗ│╔õX║ŽĮ▓─┴ŽĪŻ▓╗═¼│╔ĘųĄ─õX║ŽĮ▓─┴ŽŻ¼Š▀ėą▓╗═¼Ą─ąį─▄║═╝ė╣ż╠ž³cĪŻ
æ¬ė├ė┌Ė„ĘNŲ¹▄ć╔ŽĄ─õXųŲ┴Ń▓┐╝■║▄ČÓŻ¼Ąõą═Ą─┴Ń╝■░³└©Ż║░läėÖCŽĄĮy▓┐╝■Ż¼▄ć¾w▄ć╔ĒŽĄĮy▓┐╝■Ż¼┐šš{╔ó¤ßŲ„¤ßĮ╗ōQŽĄĮy▓┐╝■╝░Ųõ╦³ĮYśŗ╝■ĪŻĶTįņõX║ŽĮAC3B┐╔ęįė├ė┌ųŲįņÜż¾wĪó▒ĪÜżšųŅÉĄ╚Ųõ╦³Å═ļsą╬ĀŅ┴Ń╝■Ż╗Ąõą═Ų¹▄ć▄ć╔ĒõX║ŽĮ░³└©2002-T4Ż¼6009-T4Ż╗Ų¹▄ć▄ć╔Ē┐“╝▄ą═▓─ČÓ×ķ6xxx╝░7xxxŽĄõX║ŽĮöDē║╝■Ż╗╔ó¤ßŲ„ŽĄĮy▓┐╝■ųą╩╣ė├Ą─▓─┴Ž║Ł╔w3xxxŻ¼4xxx╝░7xxxŽĄõX║ŽĮĪŻ
īóõX║ŽĮė├ė┌Ų¹▄ć┴Ń▓┐╝■Ą─╔·«aųŲįņąĶę¬┐╦Ę■║▄ČÓ└¦ļyĪŻ×ķ▀_ĄĮ┴Ń╝■Ą─ąį─▄ųĖś╦Ż¼ąĶę¬ķ_░lą┬ą═║ŽĮ▓─┴ŽŻ¼╠Į╦„Ž╚▀MųŲįņ╣ż╦ćĘĮĘ©Ż¼ķ_░l║Ž▀mĄ─│╔ą═įOéõĄ╚ĪŻõXöDē║╝╝ąg╩Ū├µŽ“Ų¹▄ć┴Ń▓┐╝■ųŲįņĄ─ę╗ĘN│╔╩ņĄ─╣żśI╔·«a╝╝ągĪŻõX║ŽĮĄ─öDē║╠žąį║├Ż¼┐╔═©▀^ČÓĘNöDē║╣ż╦ć║═─ŻŠ▀ĮYśŗ▀Mąą╝ė╣żŻ╗õXöDē║╔·«a│÷Ą─«aŲĘŠ▀ėąĮž├µą╬ĀŅÅ═ļsŻ¼ĮYśŗ│▀┤ńŠ½├▄Ż¼ęÄĖ±ŲĘĘNČÓśėĄ╚╠ž³cŻ¼─▄ē“ØMūŃ▄Ŗė├║═├±ė├╣ż│╠Ą─ąĶę¬ĪŻ
1 ╬ó═©Ą└õX▒Ō╣▄æ¬ė├▒│Š░
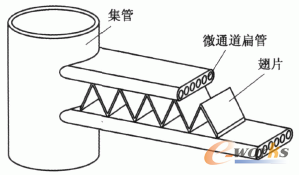
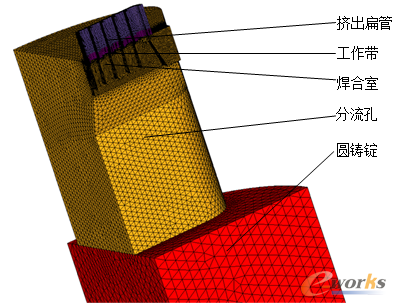
▓╔ė├▌p┘|▓─┴Ž║═ą┬ĮYśŗĄ─ōQ¤ßŲ„ŽĄĮy╩ŪŲ¹▄ć▌p┴┐╗»Ą─ųžę¬═ŠÅĮų«ę╗ĪŻŲ¹▄ć┐šš{ŽĄĮyųąŠ▀ėą¤ßĮ╗ōQ╣”─▄Ą─ųžę¬▓┐╝■×ķ└õ─²Ų„║═š¶░lŲ„ĪŻīó╬ó═©Ą└ČÓ┐ū▒Ō╣▄æ¬ė├ė┌Ų¹▄ć┐šš{ōQ¤ßŲ„ųŲįņęč│╔×ķ«öŪ░Ų¹▄ć┐šš{ōQ¤ßŲ„ąąśIĄ─ų„┴„ĪŻįć“×║═蹊┐▒Ē├„Ż¼ŲĮąą┴„ōQ¤ßŲ„ŽÓ▒╚ė┌é„ĮyĄ─╣▄│ßą═ōQ¤ßŲ„Š▀ėąęįŽ┬ā׳cŻ║1Ż®─═Š├ąį─▄Ė³āׯ¼2Ż®ōQ¤ßąį─▄Ė³║├Ż¼3Ż®ųž┴┐▌pŻ¼4Ż®ĮYśŗŠo£ÉŻ¼5Ż®┐šÜŌé╚ūĶ┴”ōp╩¦Ą═Ż¼6Ż®ųŲ└õä®│õūó┴┐╔┘Ż¼7Ż®╔ó¤ßŲ„│╔ŲĘ┐╔│ą╩▄Ė³Ė▀Ą─▒¼ŲŲē║┴”ĪŻ
ŲĮąą┴„ōQ¤ßŲ„ė╔ČÓ┐ū╬ó═©Ą└▒Ō╣▄Ż¼│ßŲ¼┼c╝»╣▄š¹¾w║ĖĮėČ°│╔Ż¼ŲõĮYśŗą╬╩Į╚ńłD1╦∙╩ŠĪŻ╬ó═©Ą└▒Ō╣▄╩Ūśŗ│╔ŲĮąą┴„ōQ¤ßŲ„Ą─ų„ę¬▓┐╝■Ż¼ė├ė┌│ą▌dųŲ└õä®ĪŻ╬ó═©Ą└▒Ō╣▄ųŲéõ╝╝ąg╩ŪųŲįņŲĮąą┴„ōQ¤ßŲ„Ą─ĻPµI╝╝ągų«ę╗Ż¼ę▓╩ŪŲĮąą┴„ōQ¤ßŲ„æ¬ė├ė┌Ų¹▄ć┐šš{Ą─Ū░╠ßĪŻ
łD1 ŲĮąą┴„ōQ¤ßŲ„╗∙▒ŠĮYśŗ
CAE╝╝ągį┌öDē║╔·«aŅIė“æ¬ė├ÅVĘ║Ż¼─▄ē“½@Ą├╦┘Č╚ł÷Ż¼£žČ╚ł÷Ż¼æ¬┴”ł÷║═æ¬ūāł÷Ą─Ęų▓╝łDŻ¼ėąų·ė┌╔Ņ┐╠šŲ╬š║═└ĒĮŌĮī┘Ą─┴„äė║═ūāą╬ąą×ķŻ¼×ķā×╗»╣ż╦ć▀^│╠Īó╠ßĖ▀«aŲĘ┘|┴┐╠ß╣®ų▒ĮėĄ─ųĖī¦ĪŻ▒Š╬─į┌ĻU╩÷╬ó═©Ą└ČÓ┐ū▒Ō╣▄æ¬ė├▒│Š░Ą─╗∙ĄA╔ŽŻ¼ĮķĮB▒Ō╣▄Ą─ųŲéõ╝╝ągĘĮĘ©Ż╗ęį▒Ō╣▄Ą─¤ßöDē║▀^│╠×ķ└²Ż¼įö╩÷CAEĘĮĘ©į┌õXöDē║╝■╝ė╣żčąŠ┐ųąĄ─æ¬ė├Ż╗į┌HyperXtrude▄ø╝■ŲĮ┼_ųąŻ¼īŹ¼F¤ßöDē║▀^│╠Ą─ĘĆæB─ŻöMŻ╗į┌Ęų╬÷ĮY╣¹Ą─╗∙ĄA╔ŽŻ¼═©▀^ą▐Ė──ŻŠ▀ĮYśŗįOėŗŻ¼╠ßĖ▀▒Ō╣▄į┌─Ż┐ū│÷┐┌╠Ä╦┘Č╚Ą─ę╗ų┬ąįĪŻ
2 ╬ó═©Ą└▒Ō╣▄öDē║ųŲéõ╝╝ąg
╬ó═©Ą└▒Ō╣▄Š▀ėąČÓéĆ┐ūÅĮ╬óąĪĄ─ųŲ└õä®═©Ą└Ż¼═©Ą└ķgŽÓ╗źĘŌķ]Ż¼▒┌║±│▀┤ńąĪĪŻłD2╦∙╩Š×ķ▒Š╬─蹊┐Ą─ČÓ┐ū▒Ō╣▄Įž├µłDŻ¼įōĘN▒Ō╣▄Š▀ėą10éĆ┐ū═©Ą└Ż¼ęÄĖ±×ķ16×2mmŻ¼╔ŽŽ┬▒┌║±Č╚×ķ0.38mmŻ¼ųą▓┐ĮŅĄ─║±Č╚×ķ0.36mmĪŻ
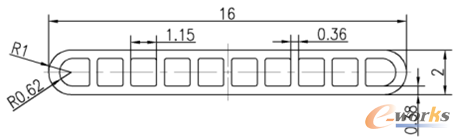
łD2 ╬ó═©Ą└▒Ō╣▄Įž├µ
╣żśIŅIė“ę╗░Ń▀xė├1xxxŽĄ┼c3xxxŽĄõX║ŽĮū„×ķ╔·«aČÓ┐ū╬ó═©Ą└▒Ō╣▄Ą─ų„ę¬ė├▓─ĪŻ1xxxŽĄ┴ąõX╝āČ╚Ė▀Ż¼öDē║ļyČ╚ŽÓī”▌^ąĪŻ¼ārĖ±ŽÓī”▒Ńę╦Ż╗3xxxŽĄõX║ŽĮęįÕiį¬╦ž×ķų„ę¬║ŽĮ│╔ĘųŻ¼ÅŖČ╚Ė▀Īó─═Ė»╬gąį─▄║├Ż¼Ą½ārĖ±ŽÓī”ė┌1ŽĄ┴ąę¬Ė▀ĪŻ
─┐Ū░Ż¼╣żśIŅIė“ųąėąā╔ĘN│╔╩ņĄ─╬ó═©Ą└▒Ō╣▄öDē║╔·«aĘĮĘ©Ż¼┐Ą’L▀B└möDē║┼cų▒═Ų┼P╩ĮöDē║ĪŻ┐Ą’LöDē║Ą─ĘĮ╩Įę╗░Ńų╗╔·«aīÆČ╚ęÄĖ±▌^ąĪĄ─▒Ō╣▄Ż¼ę▓¤oĘ©ØMūŃę╗ą®┐ūöĄČÓĮŅ▓┐│▀┤ńąĪ▒Ō╣▄Ą─╔·«aąĶŪ¾Ż╗ų▒═Ų┼P╩ĮöDē║┐╔ęįė├ė┌╔·«a¼Fąą╦∙ėąęÄĖ±Ą─▒Ō╣▄ĪŻ╦∙ęį▒Š╬─ų╗ßśī”ų▒═Ų┼P╩ĮöDē║ÖCĄ─öDē║▀^│╠▀MąąĘų╬÷蹊┐ĪŻ┼P╩ĮöDē║ÖC╔·«a│÷Ą─«aŲĘ│▀┤ńŠ½Č╚Ė▀Ż¼▒Ē├µ┘|┴┐║├ĪŻöDē║ÖCćŹ╬╗Ą─▀xō±┼c▒Ō╣▄Ą─ęÄĖ±Īó═¼ĢröD│÷▒Ō╣▄Ą─ŚlöĄŽÓĻPĪŻ╚ń▓╔ė├ę╗│÷┴∙öDē║╔·«aĘĮ╩ĮŻ¼▀xė├ęÄĖ±į┌3500ćŹū¾ėęĄ─öDē║ÖC×ķę╦ĪŻ
┼P╩ĮöDē║╔·«aą¦┬╩Ė▀Ż¼õX║ŽĮ│╔ą╬┘|┴┐║├ĪŻöDē║ė├õX║ŽĮī┘ė┌ę╗ĘNį¬╦ž║¼┴┐▌^ČÓĄ─║ŽĮŻ¼õXĶTÕVį┌¤ßöDē║Ū░Įø▀^Š∙┘|╗»╠Ä└ĒŻ╗Ėąæ¬╝ė¤ßĀtŅA¤ßõXĶTÕVų┴ę╗Č©Ą─£žČ╚║¾Ż¼õXĶTÕVė╔ė▓ūā▄øŻ╗ūįäė╔Ž┴Žčbų├īóõXĶTÕV▌ö╦═ų┴öDē║ÖCŻ¼īŹ¼F▀B└m╔·«aĪŻöDē║│╔ą╬Ą─õX▒Ō╣▄Įø▒Ē├µćŖõ\╠Ä└ĒŻ¼╦«└õŻ¼Ė╔į’Ż¼▒PŠĒŻ¼└Ł╔ņ│CųĄŻ¼õÅŪąĄ╚║¾└m╣żą“╠Ä└Ēų«║¾Ż¼ė├ė┌Ų¹▄ć┐šš{ōQ¤ßŲ„Ą─čb┼õųŲįņĪŻ
«öŪ░Ż¼╬ó═©Ą└▒Ō╣▄öDē║╝╝ągĄ─蹊┐¤ß³cėąŻ║1Ż®ķ_░lą┬ą═Ą─õX║ŽĮ▓─┴Ž║═─ŻŠ▀▓─┴ŽŻ╗2Ż®▒Ō╣▄ą═▓─ą┬«aŲĘįOėŗŻ¼│õĘų░lō]õXöDē║ą═▓─Ą─ā×ä▌Ż╗3Ż®ķ_░lŽ╚▀MĄ─ųŲ─Ż╝╝ąg║═öDē║╝╝ągŻ¼čėķL─ŻŠ▀ē█├³┼c╠ßĖ▀«aŲĘ┘|┴┐Ż╗4Ż®čąŠ┐Įī┘┴„äėęÄ┬╔ęį╝░öDē║▀^│╠ųąĄ─öĄųĄ─ŻöM╝╝ągĪŻ
öDē║ųŲŲĘĄ─┘|┴┐┼c─ŻŠ▀Ą─įOėŗ║═ųŲįņ╝╝ąg╦«ŲĮŲĘ├▄ŪąŽÓĻPĪŻ×ķĮĄĄ═öDē║ūĶ┴”Ż¼▒Ō╣▄öDē║─ŻŠ▀įOėŗ│╔ļp┐ūĘų┴„öDē║Ą─ą╬╩ĮĪŻõX║ŽĮ▓─┴Žį┌─ŻŠ▀ā╚▓┐«a╔·Å═ļsĄ─┤¾ūāą╬╦▄ąį│╔ą╬ĪŻ╣ż│╠ĤĖ∙ō■Įø“ׯ¼▓ķķå╬─½I║═╩ųāįŻ¼ļyęįšŲ╬šöDē║▀^│╠ųąĖ„ė░Ēæę“╦žĄ─ū„ė├ęÄ┬╔Ż╗CAE╝╝ąg×ķ╚½├µš²┤_Ą─šęĄĮė░Ēæę“╦ž║═Ė─╔ŲĘĮĘ©╠ß╣®┴╦ę└ō■ĪŻ
3 ╬ó═©Ą└▒Ō╣▄öDē║öĄųĄ─ŻöM
HyperXtrudeöDē║Ę┬šµ─ŻēKŻ¼į┌═Ļš¹Ą──Żą═Į©┴ó║═╚½├µĄ─▀ģĮńŚl╝■įOČ©║¾Ż¼─▄ē“Š½┤_Ąž─ŻöM¤ßöDē║▀^│╠ųą▓─┴ŽĄ─┴„äėąą×ķ║═¤ßé„ī¦ĪŻöDē║▀^│╠─ŻöM┐╔ęį┐s£pįć─Ż┤╬öĄŻ¼£p╔┘─ŻŠ▀įOėŗĢrķgŻ¼ĮĄĄ═ķ_░l│╔▒ŠĪŻ
łD3╦∙╩Š×ķßśī”▒Š╬─ųą▒Ō╣▄įOėŗĄ─Ęų┴„öDē║─ŻŠ▀ĪŻ─ŻŠ▀░³║¼ŪČ╠ūėą─ŻąŠĄ─╔Ž─Ż║═Ž┬─ŻĪŻ
łD3 ▒Ō╣▄öDē║─ŻŠ▀Ż║a-╔Ž─ŻŻ¼b-Ž┬─Ż
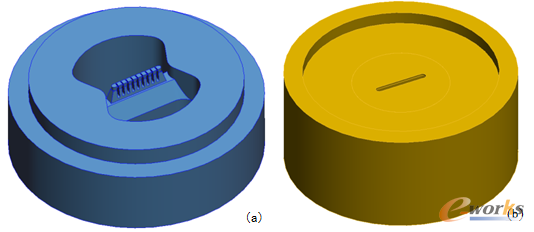
Ė∙ō■ĮYśŗĄ─ī”ĘQąįŻ¼į┌HyperXtrudeųąŻ¼ų╗ąĶĮ©┴ó1/4ī”ĘQ─Żą═╝┤┐╔Ż¼═Ļ│╔ŠWĖ±äØĘų║¾Ą─ėąŽ▐į¬─Żą═╚ńłD4╦∙╩ŠĪŻ┼„┴Ž▒╗Ęų┴„ś“Ęų│╔ā╔╣╔▀M╚ļĘų┴„┐ūŻ¼ļS║¾╠Ņ│õ─ŻąŠąŠßśĄ─ķgŽČŻ¼▓óį┌Ė▀£žĖ▀ē║ŁhŠ│Ž┬║Ė║Žį┌ę╗ŲŻ╗Įøė╔─ŻąŠ║═─Ż┐ūĄ─╣żū„ĦöD│÷│╔ą╬ĪŻ
łD4 ėąŽ▐į¬─Żą═
Ž╚▀MĄ─öDē║╝╝ąg¾w¼Fį┌║Ž└ĒĄ──ŻŠ▀įOėŗ║═╣ż╦ćģóöĄįOČ©╔ŽĪŻ▒Š╬──ŻöM╩╣ė├Ą─▓─┴ŽģóöĄ║═╣ż╦ćģóöĄį┌▒Ē1ųą┴ą│÷ĪŻ
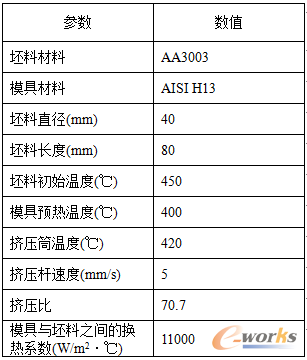
▒Ē1 öDē║─ŻöMųą╩╣ė├Ą─▓─┴ŽģóöĄ┼c╣ż╦ćģóöĄ
▒Ō╣▄╔·«aĢrąĶī”öD│÷▒Ō╣▄į┌─Ż┐ū│÷┐┌╠Ä▀Mąąę╗Č©ĘČć·ā╚Ą─Ą╚£ž║═Ą╚╦┘┐žųŲĪŻ╚ń╣¹į┌─Ż┐ū│÷┐┌╠Ä£žČ╚▓╗Š∙ä“Ż¼öD│÷▒Ō╣▄į┌Įø▀^║¾└m╣żą“╠Ä└Ē║¾Ż¼▒Ō╣▄Ą─│▀┤ńŠ½Č╚║═ÖCąĄąį─▄ļyęįĄ├ĄĮ▒ŻūCĪŻöD│÷▒Ō╣▄į┌─Ż┐ū│÷┐┌╠Ä╦┘Č╚▓╗Š∙ä“Ż¼ęūī¦ų┬öDē║ą═▓─│÷¼F┼żöQ║═▓©└╦Ż¼╔§ų┴╝ė╦┘─ŻŠ▀Ą──źōpĪŻ
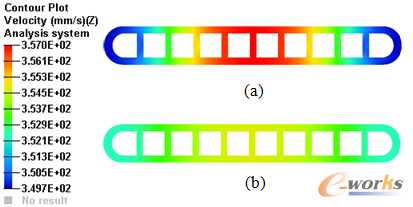
łD5 ▒Ō╣▄öDē║─ŻöMėąŽ▐į¬─Żą═
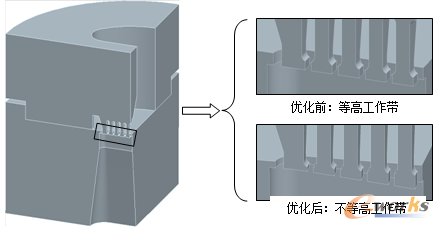
▒Š╬─ßśī”▒Ō╣▄ū÷│÷┴╦─ŻŠ▀Ą─įŁ╩╝įOėŗŻ╗╗∙ė┌įŁ╩╝įOėŗ▀MąąĄ─öDē║Ęų╬÷Ż¼▓╔ė├ą▐Ė─╣żū„ĦĖ▀Č╚Ą─ĘĮĘ©Ż¼ū÷│÷─ŻŠ▀Ą─ā×╗»įOėŗŻ©╚ńłD5╦∙╩ŠŻ®Ż¼▌^║├ĄžīŹ¼F┴╦į┌Ą╚£žöDē║╗∙ĄA╔ŽĄ─Ą╚╦┘öDē║┐žųŲĪŻā×╗»Ū░Ż║╣żū„ĦĄ╚Ė▀×ķ0.7mmŻ╗ā×╗»║¾Ż║ąŠßś╔ŽĄ─╣żū„ĦĖ▀Č╚ė╔─ŻŠ▀ųąą─Ž“Č╦▓┐│╔╠▌Č╚ūā╗»Ż¼ųąą─×ķ1mmŻ¼Č╦▓┐×ķ0.4mmĪŻ
łD6 ─ŻŠ▀Ė─▀MŪ░║¾▒Ō╣▄│÷┐┌╠ÄĮž├µ£žČ╚Ęų▓╝Ż║a-ā×╗»Ū░Ż¼b-ā×╗»║¾
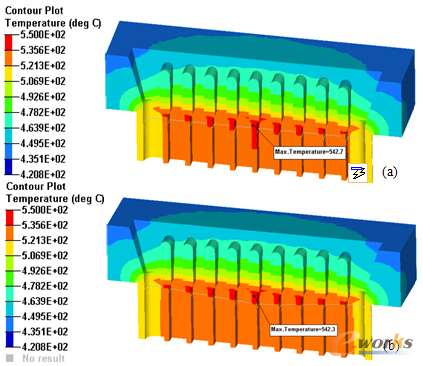
łD6╦∙╩Š×ķöDē║▀^│╠▀_ĄĮĘĆæBĢrŻ¼─ŻąŠ╣żū„ĦĖĮĮ³Ą─£žČ╚Ęų▓╝įŲłDĪŻė╔ė┌į┌─ŻŠ▀ā×╗»Ū░║¾Ą─ā╔┤╬─ŻöMųąŻ¼öDē║╣ż╦ćģóöĄ║═─Żą═▀ģĮńŚl╝■įOų├▓╗ūāŻ¼─Ż┐ū│÷┐┌╠Ä▒Ō╣▄Ė„³cĄ─£žČ╚▓Ņ«É▓╗┤¾Ż¼▒Ō╣▄ĮŅ▓┐£žČ╚▓Ņ«Éį┌15Č╚ĘČć·ā╚ĪŻ
łD7 Ė─▀MŪ░║¾▒Ō╣▄│÷┐┌╠ÄĮž├µ╦┘Č╚Ęų▓╝Ż║a-ā×╗»Ū░Ż¼b-ā×╗»║¾
─ŻŠ▀ā×╗»Ū░Ż¼Ė„éĆąŠßś╔ŽĄ─╣żū„ĦķLČ╚ŽÓ═¼Ż¼─Ż┐ū│÷┐┌╠ÄĄ─▒Ō╣▄į┌īÆČ╚ĘĮŽ“╔ŽöD│÷╦┘Č╚▓╗ę╗ų┬ĪŻ─ŻŠ▀ā×╗»║¾Ż¼ąŠßś╔ŽĄ─╣żū„ĦķLČ╚▓╗ę╗ų┬Ż¼ųąą─ąŠßś╔ŽĄ─╣żū„ĦķLČ╚┤¾Ż¼Č╦▓┐ąŠßś╔ŽĄ─╣żū„ĦķLČ╚ąĪŻ¼─Ż┐ū│÷┐┌╠ÄĄ─▒Ō╣▄į┌īÆČ╚ĘĮŽ“╔Ž▒Ō╣▄öD│÷╦┘Č╚ę╗ų┬ąįĄ├ĄĮĖ─╔ŲĪŻ
łD7×ķöDē║▀^│╠▀_ĄĮĘĆæBĢrŻ¼─Ż┐ū│÷┐┌╠Äą═▓─Ą─╦┘Č╚Ęų▓╝įŲłDĪŻÅ─łD7ųą┐╔ęį┐┤│÷Ż¼ī”─ŻŠ▀ū÷│÷ā×╗»║¾Ż¼│÷┐┌╠Ä▒Ō╣▄Ė„╣▄ĮŅĄ─Įī┘öD│÷╦┘Č╚ę╗ų┬ąį╠ßĖ▀ĪŻÅ─ĮY╣¹ųąŻ¼ę└┤╬╠ß╚Ī▒Ō╣▄ĮŅ▓┐Įī┘Ą─öD│÷╦┘Č╚ųĄŻ¼ĮY╣¹╚ńłD8╦∙╩ŠĪŻā×╗»Ū░Ż¼▒Ō╣▄ĮŅ▓┐Įī┘┴„äė╦┘Č╚ūŅ┤¾▓ŅųĄ×ķ7.2mm/sŻ╗ā×╗»║¾Ż¼Įī┘┴„äė╦┘Č╚ūŅ┤¾▓Ņ«ÉųĄ×ķ2.4mm/sĪŻ
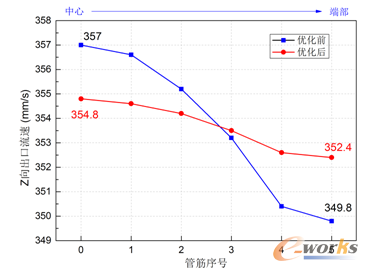
łD8 ā×╗»Ū░║¾▒Ō╣▄ĮŅ▓┐Įī┘Ą─öD│÷╦┘Č╚
4 ĮYšō
Ų¹▄ć▌p┴┐╗»║═│╔▒Š┐žųŲ“ī╩╣Ų¹▄ćųŲįņ╔╠į┌╔·«aųąŻ¼įĮüĒįĮČÓĄž╩╣ė├õXųŲ┴Ń╝■Ż¼CAE╝╝ągį┌õXųŲ┴Ń╝■Ą─ķ_░l║═ųŲįņųą░lō]ų°ųžę¬ū„ė├ĪŻÅ─CAE╝╝ągųą½@╚ĪĄ─žSĖ╗ą┼ŽóŻ¼×ķ╔Ņ┐╠šJūR┴Ń╝■ī┘ąįŻ¼ā×╗»┴Ń╝■╝ė╣ż╣ż╦ćģóöĄŻ¼šŲ╬š┴Ń╝■ąį─▄╠ß╣®┴╦┐╔┐┐ę└ō■ĪŻCAE╝╝ąg×ķ«aŲĘūó╚ļ┴╦Ė³Ė▀Ą─┐Ų╝╝║¼┴┐Ż¼śO┤¾Ąžį÷ÅŖ┴╦«aŲĘĄ─ĖéĀÄ┴”ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║2014«aŲĘäōą┬öĄūų╗»š„╬─Ż║CAE╝╝ągį┌╬ó═©Ą└▒Ō╣▄öDē║蹊┐ųąĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/solutions/14019317178.html