1 ┐žųŲŽĄĮyĮM│╔║═│╔ŲĘČčČŌ╣ż╦ć┴„│╠
─┐Ū░ć°ā╚ėą30ČÓŚl░Õ▓─╔·«aŠĆŻ¼│╔ŲĘČčČŌ╚½▀^│╠ČÓė╔▓┘ū„åT╩ųäė═Ļ│╔ĪŻ▀@ĘN╣ż╦ć─Ż╩Įä┌äėÅŖČ╚┤¾Ż¼╣żū„ą¦┬╩Ą═ĪŻ╔žõōīÆųą║±░Õ╔·«aŠĆ┐žųŲŽĄĮyė╔TMEIC-GEįOėŗ╣®žøŻ¼Ųõ╠ž³c╩Ū╚½ŠĆL2╝ē╬’┴ŽĖ·█Ö┐žųŲķ_░l▒╚▌^ĄĮ╬╗Ż¼ČčČŌ▀^│╠ūįäė╗»│╠Č╚▌^Ė▀ĪŻ
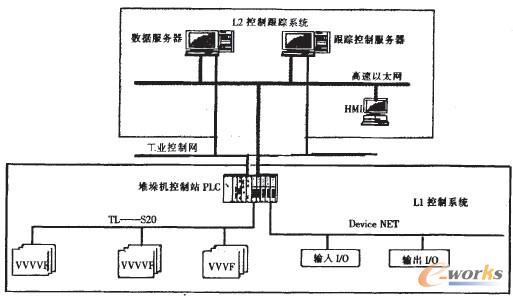
┐žųŲŽĄĮy╚ńłD1╦∙╩ŠŻ¼L2╝ēĄ─öĄō■Ę■äšŲ„ĪóĖ·█Ö┐žųŲĘ■äšŲ„Īó╚╦ÖCĮń├µ═©▀^Ė▀╦┘ęį╠½ŠW▀BĮė═©ėŹŻ╗L2┐žųŲŽĄĮy═©▀^Ė▀╦┘ęį╠½ŠW║═╣żśI┐žųŲŠW┼cL1╝ē┐žųŲŽĄĮyPLCļp═©Ą└▀BĮė═©ėŹŻ╗¼Fł÷Öz£yį¬╝■Įī┘Öz£yŲ„Īół╠ąąį¬╝■═©▀^ĮėŠĆ┼cI/O─ŻēK▀BĮėŻ¼I/O─ŻēK═©▀^Device-NET¼Fł÷┐éŠĆ┼cL1╝ē┐žųŲŽĄĮyPLC▀BĮė═©ėŹŻ╗é„äėūāŅlŲ„VVVF═©▀^TL-S20¼Fł÷┐éŠĆ┼cL1╝ē┐žųŲŽĄĮyPLC▀BĮė═©ėŹĪŻ
łD1 ┐žųŲŽĄĮyĮM│╔łD
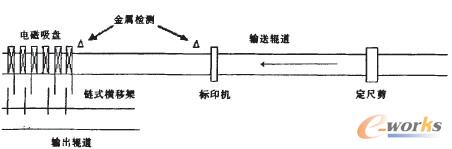
╔žõō3500 mmųą║±░Õ╔·«aŠĆ│╔ŲĘ╩š╝»╣ż╦ć┴„│╠╚ńłD2╦∙╩ŠŻ¼üĒ┴Žõō░Õį┌Č©│▀╝¶Ū░ūįäė═Ļ│╔ī”ųą║¾░┤ķLČ╚įOČ©▀MąąČ©│▀╝¶ŪąŻ¼╝¶Ūą║¾Ą─│╔ŲĘ░ÕĮø▌ö╦═▌üĄ└╦═ų┴ś╦ėĪÖCś╦ėĪŻ¼ś╦ėĪ║¾Ą─│╔ŲĘ░ÕĮøČčČŌÖC▌ö╚ļ▌üĄ└╦═ų┴ČčČŌÖC╚ļ┐┌▌üĄ└Ż¼ė╔ČčČŌÖC╚ļ┐┌▌üĄ└╔ŽĘĮĄ─╠ņ▄ć┤┼┴”Ą§į┌ČčČŌÖC╚ļ┐┌▌üĄ└╔Ž═Ļ│╔ČčČŌŻ¼õōČŌė╔µ£╩ĮÖMęŲ╝▄▀\╦═ų┴ČčČŌÖC▌ö│÷▌üĄ└Ż¼ūŅ║¾ė╔╠ņ▄ćŲĄ§╚ļÄņĪŻ
ČčČŌÖCų„ę¬ė╔ļŖ┤┼ŲĄ§ÖCśŗĪóµ£╩ĮÖMęŲ╝▄Īóµ£╩ĮÖMęŲ╝▄ā╔Č╦Ą─ę║ē║╠¦╔²čbų├║═╬╗ų├Öz£yį¬╝■ĮM│╔ĪŻļŖ┤┼ŲĄ§ÖCśŗų„ę¬ė╔╔²ĮĄūāŅlš{╦┘ļŖÖCĪóŲĮęŲūāŅlš{╦┘ļŖÖCĪóļŖ┤┼╬³▒PĪóī¦Ž“ŚUĄ╚ĮM│╔Ż¼ļŖÖCĦėąĮ^ī”╩ĮŠÄ┤aŲ„ė├üĒÖz£y╔²ĮĄĖ▀Č╚Ż¼ŲĄ§ÖCśŗš²│Ż▀\ąąĢrŲ╔²Ė▀Č╚×ķ╬³▒PŽ┬▒Ē├µŠÓ▌üĄ└├µ250 mmĪŻŲĄ§ÖCśŗį┌╬³Ą§õō░ÕĢrŻ¼ę¬Ū¾ļŖ┤┼╬³▒Pųąą─ŠĆ║═õō░ÕīÆČ╚ĘĮŽ“ųąą─ŠĆ╗∙▒Šī”²RĪŻ▀@éĆ╣”─▄ė╔ŲĮęŲļŖÖC═Ļ│╔Ż¼š²│Ż▀\ąąĢrŲĮęŲĘČć·į┌900 mmęįā╚Ż¼ŲĮęŲ╬╗ų├Ą─Öz£yė╔░▓čbį┌é„äė▌S╔ŽĄ─į÷┴┐╩ĮŠÄ┤aŲ„═Ļ│╔Ż¼é„äė▌S├┐▐Dę╗╚”(ŲĮęŲ600mm)ŠÄ┤aŲ„┐╔░l│÷4 096éĆ├}ø_Ż¼Č©╬╗Š½Č╚ĘŪ│Ż£╩┤_ĪŻ6éĆļŖ┤┼╬³▒PŲĮŠ∙Ęų▓╝į┌╚ļ┐┌▌üĄ└╔ŽĘĮŻ¼┐žųŲŽĄĮyų╗ąĶĖ∙ō■õō░Õ╬╗ų├▀xō±Įo┤┼╬³▒PöĄ┴┐ĪŻ
µ£╩ĮÖMęŲ╝▄╚ļ┐┌Īó│÷┐┌µ£ŚlĘųäe╔ņ╚ļĄĮ╚ļ┐┌Īó│÷┐┌▌üĄ└ų«ķgŻ¼õō░Õį┌▌üĄ└╔Ž▀\▌öĢr╔ņ╚ļ▌üĄ└ų«ķgĄ─▓┐ĘųĮĄĄĮ▌üĄ└├µęįŽ┬Ż¼ėą╔Ž░Õ╗“Ž┬░Õę¬Ū¾ĢrŻ¼╠¦╔²čbų├╔Ž╔²Ż¼µ£Śl╔ņ╚ļ▌üĄ└ų«ķgĄ─▓┐Ęų▀_ĄĮµ£╩ĮÖMęŲ╝▄ŲĮ├µĖ▀Č╚ĪŻ
łD2 │╔ŲĘ╩š╝»╣ż╦ć┴„│╠
2 ūįäėČčČŌ┐žųŲ╝╝ągĘĮ░Ė
õō░Õį┌Č©│▀╝¶Ū░ėąūįäėī”ųą▀^│╠Ż¼į┌╝¶ŪąĪóś╦ėĪ╝░▌üĄ└▀\▌öĢrŻ¼õō░Õį┌▌üĄ└īÆČ╚ĘĮŽ“Ą─╬╗ų├▓╗ūāŻ¼ų╗ę¬üĒ┴Žõō░ÕīÆČ╚▓╗ūāŻ¼ČčČŌÖC┤┼┴”Ą§¤oąĶį┌õō░ÕīÆČ╚ĘĮŽ“ŲĮęŲī”╬╗ĪŻ«öõō░Õ╬▓Č╦ļxķ_ś╦ėĪÖC║¾Ą─Įī┘Öz£yŲ„ĢrŻ¼ČčČŌÖCL1╝ē┐žųŲšŠPLCŠ═┐╔ęį╩šĄĮüĒūįL2╝ēöĄō■Ę■äšŲ„ĻPė┌üĒ┴Žõō░ÕĄ─ķLĪóīÆĪó║±ĪóĀt╠¢ĪóõōĘNĄ╚ą┼ŽóŻ¼L1╝ēŽĄĮy═Ļ│╔╩Ūʱ┐╔ęį│╔ČŌĄ─┼ąöÓĪŻ╚ń╣¹┐╔ęį│╔ČŌŻ¼į┌üĒ┴Žõō░Õ═Ļ│╔ūįäėČ©╬╗ų«Ū░Ż¼╠ßŪ░═Ļ│╔ŲĮęŲī”ųąĪóĮo┤┼╬³▒PöĄ┴┐▀xō±Ż¼ų╗ę¬üĒ┴Žõō░ÕķLČ╚▓╗ūāŻ¼Įo┤┼╬³▒PöĄ┴┐ę▓▓╗Ģ■Ė─ūāĪŻßśī”éĆäeąĶŽ┬ŠĆ╠Ä└Ē(ą▐─źĪóĘŁ├µÖz▓ķ)Ą─░ÕŻ¼┐žųŲŽĄĮy¤oĘ©ūRäeŻ¼įOų├┴╦╚╦╣ż┤_šJ╣”─▄Ż¼╝┤īŹ¼FŽĄĮyĪó╚╦╣żļpųž┼ąöÓŻ¼Č┼Į^╗ņĀt╠¢Īó╗ņõōĘNĪó╚▒Ž▌░Õ│╔ČŌĄ╚ć└ųž┘|┴┐╩┬╣╩ĪŻ
3 ČčČŌ▀^│╠ūįäė┐žųŲĄ─īŹ¼F
õō░ÕČčČŌ▀^│╠ūįäė┐žųŲ░³└©õō░Õį┌µ£╩ĮÖMęŲ╝▄╚ļ┐┌▌üĄ└╔ŽĄ─ūįäėČ©╬╗ĪóČčČŌÖC┐žųŲšŠPLCĄ─▀ē▌ŗ┼ąöÓĪó╠ņ▄ć┤┼┴”Ą§Ą─▓Įą“┐žųŲĪóµ£╩ĮÖMęŲ╝▄µ£ŚlĄ─▓Įą“┐žųŲĪŻ
3.1 õō░ÕČ©╬╗┐žųŲ
õō░ÕČ©╬╗┐žųŲė╔Ė·█Ö┐žųŲĘ■äšŲ„═©▀^╣żśI┐žųŲŠWĮoČ©▌üĄ└▀\ąą╦┘Č╚ģóöĄīŹ¼FĪŻ«öDevice-NETÖz£yĄĮļŖ┤┼ŲĄ§ÖCśŗ╠ß╔²Ė▀Č╚250 mm≤H≤360 mm(╠ß╔²Ė▀Č╚£y┴┐ŠÄ┤aŲ„)Īóµ£╩ĮÖMęŲ╝▄╔ņ╚ļČčČŌÖC╚ļ┐┌▌üĄ└▓┐ĘųŽ┬ĮĄĄĮ╬╗(ĮėĮ³ķ_ĻP)Ż¼Ż¼TL-S20Öz£yĄĮČčČŌÖC╚ļ┐┌▌üĄ└╔Ž¤o░ÕŪę▌üĄ└╦┘Č╚×ķ┴Ń║¾Ż¼ČčČŌÖCL1╝ē┐žųŲŲ„PLC═©▀^╣żśI┐žųŲŠWĖµų¬L2Ė·█Ö┐žųŲĘ■äšŲ„ČčČŌÖC╠Äė┌ę¬õō┤²┴ŽĀŅæBŻ¼L2Ė·█Ö┐žųŲĘ■äšŲ„╩šĄĮL1╝ēĄ─┤²┴Žą┼╠¢║¾Ż¼═©▀^Ė·█Ö┐žųŲĘ■äšŲ„→PLC→VVVFĮo│÷▌üĄ└Ųäė├³┴ŅŻ¼▌üĄ└▀\ąą╝ė╦┘Č╚×ķ60 r/minŻ¼ūŅ┤¾╦┘Č╚Vmax=95r/minĪŻ╚ńłD3╦∙╩ŠŻ¼ś╦ėĪ▌üĄ└ĪóČčČŌÖC▌ö╚ļ▌üĄ└īóä“╦┘Č╚Ž“ČčČŌÖC╚ļ┐┌ĘĮŽ“▀\ąąŻ¼õō░ÕĄ─▀\ąąŠÓļxL=ftoVdtĪŻ«öL2Ė·█Ö┐žųŲĘ■äšŲ„ėŗ╦ŃĄĮõō░ÕŅ^▓┐ĄĮ▀_ČčČŌÖC▌ö╚ļ▌üĄ└7.5 m╠ÄĢrŻ¼ęį═¼śėĄ─╦┘Č╚ģóöĄŲäėČčČŌÖC╚ļ┐┌▌üĄ└Ż¼ėŗ╦ŃĄĮõō░Õ╬▓Č╦ļxś╦ėĪ▌üĄ└ĢrŻ¼ś╦ėĪ▌üĄ└═Ż▄ćĪŻ«öĖ·█Ö┐žųŲĘ■äšŲ„╩šĄĮČčČŌÖC╚ļ┐┌Įī┘Öz£yŲ„ėąõōą┼╠¢║¾Ż¼į┌ī”õō░Õ╬╗ų├▀Mę╗▓ĮąŻš²Ą─═¼ĢrŻ¼ČčČŌÖC▌ö╚ļ▌üĄ└▀M╚ļČ©╬╗┐žųŲ▓Įą“Ż¼Å─ČčČŌÖC╚ļ┐┌Įī┘Öz£yŲ„╦ŃŲŻ¼õō░Õę¬Ū¾į┌12 sā╚ąąū▀╦³▒Š╔ĒķLĄ─ŠÓļxŻ¼╦┘Č╚Å─95 r/minĮĄ×ķ0Ż¼╝ė╦┘Č╚a=2(LõōŻŁ12Vmax)/122Ż¼╝┤«öĮī┘Öz£yŲ„▒╗õō╬▓Č╦ė|░l║¾Ż¼▌üĄ└╦┘Č╚š²║├×ķ0Ż¼▌üĄ└═Ż▄ćŻ¼L2╝ēŽĄĮyŽ“ČčČŌÖCL1ŽĄĮy░lõō░ÕČ©╬╗═Ļ│╔ą┼╠¢ĪŻ
3.2 L1╝ē│╔ČŌ┼ąöÓ┐žųŲ
╚ńłD3╦∙╩ŠŻ¼«öõō░Õ╬▓Č╦ļxķ_ś╦ėĪÖC║¾Ą─Įī┘Öz£yŲ„ĢrŻ¼ČčČŌÖCL1╝ē┐žųŲŲ„PLCŠ═┐╔ęįÅ─L2╝ēöĄō■Ę■äšŲ„ūx╚ĪĄĮįōõō░Õą┼Žó(Āt╠¢ĪóõōĘNĪóķLĪóīÆĪó║±)Ż¼▓óū÷╚ńŽ┬┼ąöÓ╠Ä└ĒŻ║╚ń╣¹╩ŪČčČŌĄ┌ę╗Åł░ÕŻ¼īóĖ∙ō■õō░ÕķLČ╚Å─ėęĄĮū¾▀xō±Įo┤┼ļŖ┤┼╬³▒PöĄ┴┐Ż¼Ė∙ō■õō░ÕīÆČ╚═Ļ│╔ŲĮęŲī”ųąŻ╗ʱätīó┼ąöÓ│╔ČŌŚl╝■Ż¼│╔ČŌŚl╝■×ķüĒ┴Žõō░Õ║═ęč│╔ČŌõō░Õ▒žĒÜ═¼õōĘNĪóķLČ╚Č╚Ų½▓ŅąĪė┌500 mmĪó║±Č╚ŽÓ═¼ĪóīÆČ╚ŽÓ═¼Ż¼▓óīó┼ąöÓĮY╣¹«ŗ├µ╠ß╩ŠĮo▓┘ū„åTĪŻ
łD3 L1╝ē▀ē▌ŗ┼ąöÓ┐žųŲ┴„│╠
3.3 ļŖ┤┼ŲĄ§ÖCśŗĄ─äėū„▓Įą“┐žųŲ
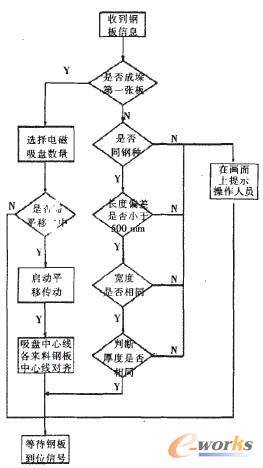
ČčČŌÖCL1ŽĄĮy╩šĄĮõō░ÕČ©╬╗═Ļ│╔ą┼╠¢║¾Ż¼ĮY║Žą┼ŽóĮ╗ōQ▀^│╠ųąĄ─▒╚▌^┼ąöÓĮY╣¹Ż¼╚ń╣¹┐╔ęį│╔ČŌŻ¼ļŖ┤┼ŲĄ§ÖCśŗŽ┬ĮĄĄĮ╬╗Ż¼│╔ČŌÅłöĄėŗöĄŲ„╝ė1Ż¼╚¶╝ė1║¾Ą─│╔ČŌÅłöĄĄ╚ė┌įOČ©ųĄŻ¼ļŖ┤┼╬³▒PŽ¹┤┼Ż¼ŲĄ§ÖCśŗ╔²ŲŻ¼│╔ČŌõō░ÕĘ┼ų├į┌ČčČŌÖC╚ļ┐┌▌üĄ└╔ŽŻ¼▓óį┌L1╝ē▒O┐ž«ŗ├µ╠ß╩ŠČčČŌ═Ļ│╔(PILENOWūāŠG╔½)Ż¼Ą╚┤²▓┘ū„åT┤_šJųĖ┴ŅŻ¼╚¶╝ė1║¾Ą─│╔ČŌÅłöĄąĪė┌įOČ©ųĄŻ¼ät░┤õō░Õųž┴┐╝ė┤¾Įo┤┼┴┐Ż¼ļŖ┤┼ŲĄ§ÖCśŗ╔²ĮĄĄĮ╬╗║¾Ž“L2╝ēŽĄĮy░l│÷┤²┴Žą┼╠¢ĪŻ╚ń╣¹▓╗┐╔│╔ČŌŻ¼ätļŖ┤┼ŲĄ§ÖCśŗ▓╗Ģ■ūįäėäėū„ĪŻ╚ń╣¹õō░Õ▒Ē├µėąŽ┬ŠĆ╠Ä└ĒĄ─ś╦ūRŻ¼▓┘ū„åTīóČčČŌÖCL1╝ē┐žųŲ«ŗ├µŪąōQĄĮ╩ųäėĀŅæBŻ¼ļŖ┤┼ŲĄ§ÖCśŗ▓╗äėū„ĪŻ┐žųŲ┴„│╠╚ńłD4╦∙╩ŠĪŻ
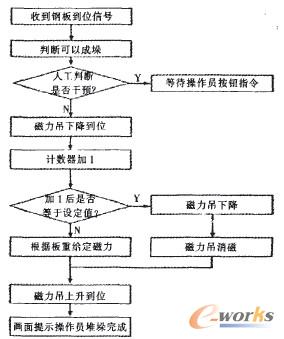
łD4 ┤┼┴”Ą§┐žųŲ┴„│╠
3.4 µ£╩ĮÖMęŲ╝▄Ą─äėū„▓Įą“┐žųŲ
µ£╩ĮÖMęŲ╝▄Ą─äėū„ķ_╩╝ė┌▓┘ū„åTĄ─ā╔éĆ░┤ŌoųĖ┴ŅŻ¼ę╗éĆ╩ŪČčČŌ═Ļ│╔░┤ŌoŻ¼ę╗éĆ╩Ū═©▀^░┤ŌoĪŻČčČŌ═Ļ│╔░┤ŌoĄ─ł╠ąąŚl╝■╩ŪŻ║L1╝ē▒O┐ž«ŗ├µ╠ß╩ŠČčČŌ═Ļ│╔║¾Ą─▓┘ū„åT┤_šJ░┤ŌoĪŻ═©▀^░┤Ōoł╠ąąŚl╝■╩ŪŻ║ą┼ŽóĮ╗ōQ▀^│╠ųąL1ŽĄĮyĄ─▒╚▌^┼ąöÓĮY╣¹╩Ū▓╗┐╔ęį│╔ČŌ╗“Įø╚╦╣żūRäeõō░Õ▒Ē├µėąŽ┬ŠĆ╠Ä└ĒĄ─ś╦ūRĄ─▓╗┐╔ęį│╔ČŌüĒ┴Žõō░ÕĄ─┤_šJ░┤ŌoĪŻę╗Ą®▓┘ū„åT░┤Ž┬╔Ž╩÷õ@ŌoĄ─╚╬║╬ę╗éĆŻ¼L1╝ēŽĄĮyīóėŗ╦ѵ£╩ĮÖMęŲ╝▄├µ░Õ╔ŽõōČŌ╦∙š╝Ą─├µĘeĪóõōČŌų«ķgĄ─ķgŽČ(╣╠Č©ųĄŻ¼500 mm)Ż¼▓ó║═µ£╩ĮÖMęŲ╝▄┐é├µĘe▒╚▌^╩Ūʱėą┐š╬╗Ż¼╚ń╣¹┐š╬╗ūŃē“Ż¼µ£╩ĮÖMęŲ╝▄╚ļ┐┌µ£Śl╠¦╔²ĄĮ╬╗▓óŽ“│÷┐┌ĘĮŽ“ÖMęŲŻ¼ų▒ų┴╚ļ┐┌▌üĄ└╔ŽĄ─õō░Õ(õōČŌ)═Ļ╚½ļxķ_▌üĄ└Ż¼╚ļ┐┌µ£ŚlŽ┬ĮĄĄĮ╬╗▓óŽ“L2╝ē░l┤²┴Žą┼╠¢ĪŻ╚ń╣¹µ£╩ĮÖMęŲ╝▄├µ░Õ╔Ž┐š╬╗▓╗ūŃęį╔Ž░ÕŻ¼µ£╩ĮÖMęŲ╝▄│÷┐┌µ£Śl╠¦╔²ĄĮ╬╗Ż¼╚ļ┐┌µ£ŚlĪó│÷┐┌µ£Śl╚½╦┘Ž“│÷┐┌ĘĮŽ“ÖMęŲŻ¼ų▒ų┴┐š╬╗ūŃē“╚╗║¾ķ_╩╝╔Ž░ÕĪŻ╚ńąĶŽ┬░ÕŻ¼µ£╩ĮÖMęŲ╝▄├µ░Õ╔Ž┐┐Į³│÷┐┌▌üĄ└Ą─õō░Õ(õōČŌ)═Ļ╚½▀M╚ļ│÷┐┌▌üĄ└Ż¼│÷┐┌µ£ŚlŽ┬ĮĄĄĮ╬╗Ż¼┐žųŲ┴„│╠╚ńłD5╦∙╩ŠĪŻ
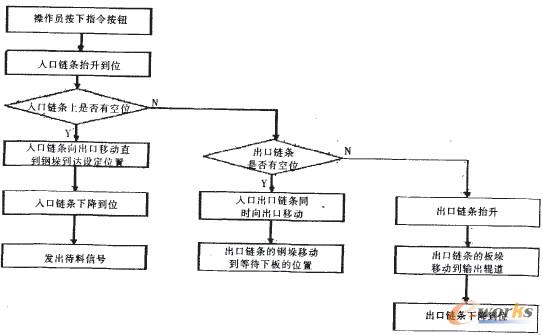
łD5 µ£╩ĮÖMęŲ╝▄┐žųŲ┴„│╠
4 ĮY╩°šZ
õō░ÕČčČŌ▀^│╠īŹ¼Fūįäė╗»┐žųŲ║¾Ż¼į┌╠ßĖ▀«a┴┐ĪóĖ─╔Ų«aŲĘ┘|┴┐Īó£p▌pä┌äėÅŖČ╚Īó╠ßĖ▀įOéõ└¹ė├┬╩Ą╚Ė„ĘĮ├µ╚ĪĄ├┴╦┴╝║├Ą─ą¦╣¹Ż¼▀m║Žė┌ėąę╗Č©ūįäė╗»╗∙ĄAĄ─Ė„ĘN░Õ▓─╔·«aŠĆĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║õō░ÕČčČŌ▀^│╠ūįäė╗»┐žųŲīŹ█`
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/solutions/1401938890.html