



0 Ū░čį
▌S│ą╔·«a(ch©Żn)╩ŪĄõą═Ą─įO(sh©©)éõ├▄╝»ą═ųŲįņŻ¼Ųõī”(du©¼)╣ż╦ć╣żčbęį╝░ŽÓĻP(gu©Īn)Ą─╣ż╦ć╣▄└Ē╩ŪŲ¾śI(y©©)╣▄└ĒųąĄ─ųž³c(di©Żn)║═ĻP(gu©Īn)µIĪŻĮ³─ĻüĒ(l©ói)Ż¼ļSų°Ų¹▄ć(ch©ź)Īóę▒¤ÆĪóėĪ╦óĄ╚ąąśI(y©©)ųąįĮüĒ(l©ói)įĮČÓĄ─╠žĘN▌S│ąĄ─│÷¼F(xi©żn)Ż¼Ųõ╣ż╦ćįO(sh©©)ėŗ(j©¼)Īó╣żčbųŲįņ║═ITĢr(sh©¬)╣▄└ĒĄ╚ĘĮ├µĄ─ļyČ╚║═Å═(f©┤)ļsąįČ╝├„’@į÷╝ėŻ¼▓╗āHąĶę¬═Ļ│╔ØM(m©Żn)ūŃ«a(ch©Żn)ŲĘ╠ž╩ŌĮY(ji©”)śŗ(g©░u)║═ąį─▄ųĖś╦(bi©Īo)Ą─╣ż╦ć╣żčbįO(sh©©)ėŗ(j©¼)Ż¼▀ĆąĶę¬ßśī”(du©¼)╠žĘN▌S│ą╔·«a(ch©Żn)─Ż╩ĮĄ─╠ž╩ŌąįŻ¼▀M(j©¼n)ąąŲõ╣ż╦ćįO(sh©©)ėŗ(j©¼)─Ż╩ĮĄ─▐D(zhu©Żn)ūā║═ų¦ō╬ą┼ŽóŽĄĮy(t©»ng)Ą─įO(sh©©)ėŗ(j©¼)Ż¼╩╣Ųõ┐╔ęįėąą¦īóPDM┼cERP▀M(j©¼n)ąąŽĄĮy(t©»ng)╝»│╔Ż¼Å─Č°ØM(m©Żn)ūŃ╚½ĘĮ╬╗Ą─Ų¾śI(y©©)ą┼Žó╣▄└Ē╝»│╔Ż¼ęį▀mæ¬(y©®ng)ŲõÅ─┤¾┼·┴┐╔·«a(ch©Żn)Ž“ėåå╬“ī(q©▒)äė(d©░ng)ą═(MTOŻ¼Make to Order)Ą─ČÓŲĘĘNąĪ┼·┴┐Ą─┤¾ęÄ(gu©®)─ŻČ©ųŲĘĮ╩Į▐D(zhu©Żn)ūāĪŻ
1 ╗∙ė┌śI(y©©)äš(w©┤)ģf(xi©”)═¼Ą─▌S│ą╣ż╦ćįO(sh©©)ėŗ(j©¼)Ęų╬÷
▌S│ą╔·«a(ch©Żn)Š▀ėąųŲįņ╣ż╦ć┬ĘŠĆķL(zh©Żng)Īóųąķg┘|(zh©¼)┴┐┐žųŲŁh(hu©ón)╣Ø(ji©”)ČÓĪóųŲįņĄ─£╩(zh©│n)éõŲ┌(Lead Time)▌^ķL(zh©Żng)Ą╚╠ž³c(di©Żn)Ż¼╠žäe╩ŪĮY(ji©”)śŗ(g©░u)╠ž╩ŌĪó╣”─▄╝»│╔Īó▓─┴ŽÅ═(f©┤)║ŽĄ─╠žĘN▌S│ąŻ¼═∙═∙ė╔ė┌Ųõ«a(ch©Żn)ŲĘĘNŅÉ(l©©i)ČÓĪóąĶŪ¾ūā╗»┤¾Īóå╬ę╗ŲĘĘNėåå╬ąĪĪóĮ╗žøŲ┌▌^Č╠Ą╚ųŲ╝sę“╦žŻ¼ī”(du©¼)├µŽ“MTOĄ─╔·«a(ch©Żn)╣ż╦ćįO(sh©©)ėŗ(j©¼)║═╣▄└Ē╠ß│÷┴╦ą┬Ą─ę¬Ū¾ĪŻ
Ą┌ę╗Ż¼╣ż╦ć╣żčbįO(sh©©)ėŗ(j©¼)ąĶę¬īóįO(sh©©)ėŗ(j©¼)┼cųŲįņ▀M(j©¼n)ąąų¬ūR(sh©¬)ģf(xi©”)═¼Ż¼═©▀^(gu©░)õN(xi©Īo)╩█ĪóįO(sh©©)ėŗ(j©¼)Īó╔·«a(ch©Żn)Ą─▓óąąģf(xi©”)═¼Ż¼▒▄├Ōė╔ė┌śI(y©©)äš(w©┤)▓┐ķT(m©”n)ą┼Žó╣╠ėąĄ─▓╗ī”(du©¼)ĘQ(ch©źng)ąįęį╝░┴„│╠ųąą┼Žó╣▓ŽĒ▓╗╝░Ģr(sh©¬)Ą╚ųTČÓę“╦žŻ¼įņ│╔ąĶŪ¾Ęų╬÷▓╗ūŃĪóįO(sh©©)ėŗ(j©¼)Ų½▓Ņ╗“ųŲįņ£╩(zh©│n)éõŲ┌Ą─čėÕ┤ĪŻ
Ą┌Č■Ż¼╣ż╦ć╣żčbĄ─įO(sh©©)ėŗ(j©¼)▒žĒÜ┐ņ╦┘├¶Į▌ĪŻĮĶų·ė┌▌S│ą«a(ch©Żn)ŲĘ╣”─▄ę¬Ū¾ĪóĮY(ji©”)śŗ(g©░u)╠žš„Ą─ŽÓ╦ŲŻ¼Ųõ╣ż╦ć┬ĘŠĆŽÓī”(du©¼)ĘĆ(w©¦n)Č©Ż¼─Ż░Õ╩Į╣ż╦ć║═─ŻēK╗»╣żčb╩ŪīŹ(sh©¬)¼F(xi©żn)┐ņ╦┘įO(sh©©)ėŗ(j©¼)┼cųŲįņĄ─ėąą¦═ŠÅĮĪŻ
Ą┌╚²Ż¼╣ż╦ćęÄ(gu©®)äØąĶę¬ėąę╗Č©Ą─╚ßąįĪŻ─▄╠ß╣®╝s╩°Śl╝■Ž┬Ą─įO(sh©©)ėŗ(j©¼)╚▀ėÓŻ¼ęį▒Ń▀mæ¬(y©®ng)╔·«a(ch©Żn)▌d║╔Ą─īŹ(sh©¬)Ģr(sh©¬)ūā╗»Ż¼░³└©┼RĢr(sh©¬)ėåå╬(RUSH ORDER)ĪóįO(sh©©)éõ╣╩šŽ╗“į÷╝ėĄ╚ŪķørŽ┬┐ņ╦┘Ą─╣ż╦ćūāĖ³╗“š{(di©żo)š¹ĪŻ
├µŽ“MTO▌S│ąųŲįņĄ─╣ż╦接Įy(t©»ng)▒žĒÜŠ▀ėąķ_(k©Īi)Ę┼ąįĪó╝»│╔ąįĪóģf(xi©”)═¼ąįĪŻ
╩ūŽ╚Ż¼ķ_(k©Īi)Ę┼ąį╩ŪŽĄĮy(t©»ng)╚ßąįīŹ(sh©¬)¼F(xi©żn)Ą─╗∙ĄA(ch©│)Ż¼ī”(du©¼)ė┌ųŲįņ╣ż╦接Įy(t©»ng)╦∙╔µ╝░Ą─«a(ch©Żn)ŲĘŅÉ(l©©i)ą═ĪóįO(sh©©)éõĘNŅÉ(l©©i)Īó╣ż╦ćĘĮĘ©ęį╝░ų¬ūR(sh©¬)▒Ē▀_(d©ó)Ą╚Č╝ąĶę¬į┌ķ_(k©Īi)Ę┼Ą─ŽĄĮy(t©»ng)╗∙ĄA(ch©│)╔Ž╝»│╔Ż¼Å─Č°īŹ(sh©¬)¼F(xi©żn)ŽĄĮy(t©»ng)į÷┴┐╩ĮĄ─śŗ(g©░u)Į©ĪŻ
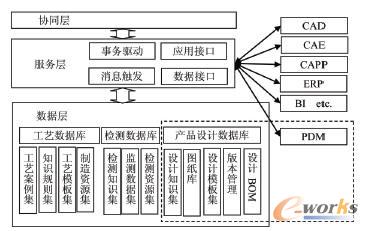
Ųõ┤╬Ż¼╝»│╔ąį╩Ū▌S│ąųŲįņ╣ż╦接Įy(t©»ng)Ą─ģf(xi©”)═¼╗∙ĄA(ch©│)║═ĻP(gu©Īn)µIŻ¼║═PDMĄ─ŽĄĮy(t©»ng)╝»│╔╩Ū╠ßĖ▀įO(sh©©)ėŗ(j©¼)ą¦┬╩Ą─ųžę¬ŽĄĮy(t©»ng)ų¦ō╬Ż¼╩Ūīó«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)PDM▐D(zhu©Żn)╗»×ķ┐╔×ķERPą┼Žó╝»│╔Ą─╣ż╦ćPDMŻ¼Å─Č°īó│ķŽ¾Ą─«a(ch©Żn)ŲĘöĄ(sh©┤)ō■(j©┤)┼cŠ▀Ž¾Ą─įO(sh©©)éõĪóĘĮĘ©Īóęį╝░┴„│╠╝»│╔Ż¼╚ńłD1╦∙╩ŠĪŻ

łD1 ▌S│ąųŲįņ╣ż╦ćą┼Žó╗»╣▄└Ē┐“╝▄
į┘┤╬Ż¼ģf(xi©”)═¼ąį▓╗āHāH╩ŪųŲįņ║═įO(sh©©)ėŗ(j©¼)ą┼ŽóĄ─Į╗╗ź┼c╣▓ŽĒŻ¼▀Ć░³└©┴╦╣ż╦ć╣żčbįO(sh©©)ėŗ(j©¼)┼c╣ż╦ć╣▄└ĒĄ╚ĘĮ├µĄ─▀^(gu©░)│╠ģf(xi©”)═¼ĪóITŠ▀ģf(xi©”)═¼ĪóĮM┐Śģf(xi©”)═¼Ą╚ĘĮ├µŻ¼Ųõģf(xi©”)═¼▀^(gu©░)│╠╩Ūīó▓╗═¼æ¬(y©®ng)ė├į┌▀^(gu©░)│╠Īó╣żŠ▀║═ĮM┐ŚĘĮ├µĄ─▓Ņ«Éąį═©▀^(gu©░)ą┼Žó╝╝ąg(sh©┤)║═ŽĄĮy(t©»ng)ų¦ō╬«a(ch©Żn)╔·äė(d©░ng)æB(t©żi)ę╗ų┬ąįĄ─ĮY(ji©”)╣¹ĪŻ
2 ├µŽ“ģf(xi©”)═¼Ą─▌S│ąųŲįņ╣ż╦ćą┼ŽóŽĄĮy(t©»ng)─Żą═
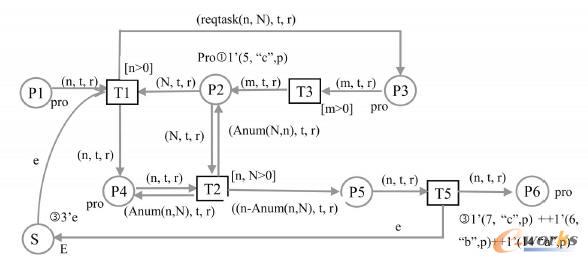
Ė∙ō■(j©┤)╔Ž╩÷▌S│ąMTOųŲįņųą╣ż╦ć╣▄└Ē║═ŽĄĮy(t©»ng)╝»│╔Ą─╠ž╩Ōę¬Ū¾Ż¼╬ęéāśŗ(g©░u)Į©┴╦├µŽ“ģf(xi©”)═¼Ą─╣ż╦ćą┼ŽóŽĄĮy(t©»ng)─Żą═ĪŻį┌─Żą═ųąŻ¼▓╔ė├┴╦SOAŽĄĮy(t©»ng)śŗ(g©░u)Į©╦╝┬ĘŻ¼īóŠ▀¾wĄ─╣”─▄īŹ(sh©¬)¼F(xi©żn)╝░ŲõŽĄĮy(t©»ng)æ¬(y©®ng)ė├▀M(j©¼n)ąąĖ¶ļxŻ¼Å─Č°īŹ(sh©¬)¼F(xi©żn)┴╦öĄ(sh©┤)ō■(j©┤)ę╗Ę■äš(w©┤)ę╗ģf(xi©”)═¼║═æ¬(y©®ng)ė├Ą─ŽÓī”(du©¼)¬Ü(d©▓)┴óŻ¼Å─Č°ėų▒ŻūC┴╦Ųõ┼cPDMĪóERPęį╝░Ųõ╦¹įO(sh©©)ėŗ(j©¼)ĪóĘų╬÷Ą╚æ¬(y©®ng)ė├Ą─┐╔ĘŌčbąįĪó═žš╣ąį┼cŽĄĮy(t©»ng)╝»│╔ąįĪŻ
į┌─Żą═ųąŻ¼║Ł╔w┴╦öĄ(sh©┤)ō■(j©┤)īėĪóĘ■äš(w©┤)īė║═ģf(xi©”)═¼īėĪŻÅ─ą┼ŽóĮŪČ╚╔ŽŻ¼─Żą═Ą─╚²īėĘųäe╠Ä└ĒöĄ(sh©┤)ō■(j©┤)┤µā”(ch©│)ĪóöĄ(sh©┤)ō■(j©┤)ūāĖ³Īóęį╝░öĄ(sh©┤)ō■(j©┤)ūāĖ³Ą─ĘĮ╩ĮĪŻ
Ą┌ę╗Ż¼öĄ(sh©┤)ō■(j©┤)īė╩Ū╗∙ĄA(ch©│)Ż¼░³└©┴╦«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)öĄ(sh©┤)ō■(j©┤)Äņ(k©┤)Īó«a(ch©Żn)ŲĘ╣ż╦ćöĄ(sh©┤)ō■(j©┤)Äņ(k©┤)Īó«a(ch©Żn)ŲĘ╣żčböĄ(sh©┤)ō■(j©┤)Äņ(k©┤)Īóęį╝░«a(ch©Żn)ŲĘÖz£y(c©©)öĄ(sh©┤)ō■(j©┤)Äņ(k©┤)Ż©║¼═Ōģf(xi©”)╝■Öz£y(c©©)öĄ(sh©┤)ō■(j©┤)Ż®ĪŻ
(1)«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)öĄ(sh©┤)ō■(j©┤)╝┤╩Ū╗∙ĄA(ch©│)PDMŻ©╚ńłD2ųą╠ōŠĆ┐“╦∙╩ŠŻ®Ż¼░³└©┴╦«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)ų¬ūR(sh©¬)Äņ(k©┤)Ż©░³└©┴╦«a(ch©Żn)ŲĘś╦(bi©Īo)£╩(zh©│n)Īó▓─┴Žąį─▄Ą╚Ż®ĪółD╝łÄņ(k©┤)ĪóįO(sh©©)ėŗ(j©¼)─Ż░Õ╝»ĪóįO(sh©©)ėŗ(j©¼)BOMĪó░µ▒Š╣▄└ĒöĄ(sh©┤)ō■(j©┤)Ą╚Ż¼ŲõöĄ(sh©┤)ō■(j©┤)┐╔ęį═©▀^(gu©░)Ę■äš(w©┤)īėš{(di©żo)ė├▀M(j©¼n)ąąĮė┐┌įLå¢(w©©n)½@╚ĪĪŻ
łD2 ╗∙ė┌śI(y©©)äš(w©┤)ģf(xi©”)═¼Ą─▌S│ąųŲįņ╣ż╦ćą┼ŽóŽĄĮy(t©»ng)─Żą═
(2)«a(ch©Żn)ŲĘ╣ż╦ćöĄ(sh©┤)ō■(j©┤)Äņ(k©┤)░³└©┴╦╣ż╦ćöĄ(sh©┤)ō■(j©┤)░Ė└²╝»ĪóųŲįņ┘Yį┤╝»Ż©░³└©įO(sh©©)éõĪó╣żčbŖAŠ▀Ą╚Ż®Īóų¬ūR(sh©¬)║═ęÄ(gu©®)ät╝»Īó╣ż╦ć─Ż░Õ╝»Ż¼Ųõ║╦ą─╩Ū═©▀^(gu©░)«a(ch©Żn)ŲĘ╠žš„“ī(q©▒)äė(d©░ng)Ž┬Ą─«a(ch©Żn)ŲĘŠC║Ž╣ż╦ć║═ęÄ(gu©®)ät╝»ĪŻį┌╗∙ė┌╠žš„“ī(q©▒)äė(d©░ng)Ą─ų¬ūR(sh©¬)║═ęÄ(gu©®)ät╝»ųąŻ¼░┤šš─Ż░ÕČ©┴xĄ─öĄ(sh©┤)ō■(j©┤)ę¬Ū¾▀M(j©¼n)ąą╣ż╦ć░Ė└²š{(di©żo)ė├Īó╠žš„Ųź┼õėŗ(j©¼)╦ŃĪóęÄ(gu©®)ät╝s╩°Ą─Ū¾ĮŌĄ╚ĪŻ
(3)Öz£y(c©©)öĄ(sh©┤)ō■(j©┤)Äņ(k©┤)░³└©┴╦ūįųŲĄ─į┌ųŲŲĘĪó│╔ŲĘÖz£y(c©©)ęį╝░═Ōģf(xi©”)Īó═Ō┘Å(g©░u)╝■Ą─Öz£y(c©©)Ż¼ų„ę¬ė╔Öz£y(c©©)ų¬ūR(sh©¬)╝»Ż¼Öz£y(c©©)öĄ(sh©┤)ō■(j©┤)╝»ĪóÖz£y(c©©)┘Yį┤╝»Ż©ÖzŠ▀Īó╣żčbĪóėŗ(j©¼)┴┐┼cŠSūo(h©┤)Ą─öĄ(sh©┤)ō■(j©┤)Ż®Ą╚śŗ(g©░u)│╔ĪŻį┌Öz£y(c©©)ų¬ūR(sh©¬)╝»ųą░³└©┴╦Öz£y(c©©)ęÄ(gu©®)│╠┼cś╦(bi©Īo)£╩(zh©│n)öĄ(sh©┤)ō■(j©┤)Īó┘|(zh©¼)┴┐░Ė└²┼cĖ─▀M(j©¼n)┤ļ╩®ėøõøĄ╚ĪŻ
Ą┌Č■Ż¼Ę■äš(w©┤)īėĪŻū„×ķŽĄĮy(t©»ng)Ą─ųąķg╝■Ż¼╠ß╣®öĄ(sh©┤)ō■(j©┤)įLå¢(w©©n)╝░æ¬(y©®ng)ė├╝»│╔Ą─Įė┐┌Ż¼Ė∙ō■(j©┤)ģf(xi©”)═¼Ą─ąĶę¬┼õų├╗“─ŻēK╗»╝»│╔ę╗ą®ė├ė┌«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)ĪóįO(sh©©)ėŗ(j©¼)Ęų╬÷ĪóöĄ(sh©┤)ō■(j©┤)▀m┼õĄ─Įė┐┌Ż¼▓óĮ©┴óģf(xi©”)═¼▀^(gu©░)│╠ųąĄ─Ž¹Žóė|░l(f©Ī)┼c╩┬äš(w©┤)“ī(q©▒)äė(d©░ng)Ą─ą┼Ą└Ż¼Å─Č°×ķ▓╗═¼ė├æ¶(h©┤)Ą─▀M(j©¼n)╚ļ╠ß╣®▒žę¬Ą─öĄ(sh©┤)ō■(j©┤)═©Ą└║═Įy(t©»ng)ę╗Ą─┐╔ęĢ╗»Įń├µĪŻ
Ą┌╚²Ż¼ģf(xi©”)═¼īėĪŻų„ę¬╩Ū▀M(j©¼n)ąą╣ż╦ć╣▄└ĒĄ─WorkflowŻ©æ¬(y©®ng)ė├│╠ą“Ą─▀ē▌ŗĢr(sh©¬)ą“Ą╚Ż®ĪóĮŪ╔½┼c▓┘ū„Ą╚▀M(j©¼n)ąą╣▄└ĒŻ¼▓óČ©┴xŽ¹Žóė|░l(f©Ī)ÖC(j©®)ųŲ║═╩┬äš(w©┤)ģf(xi©”)═¼▓▀┬įĪŻģf(xi©”)═¼īė▓ó▓╗ų▒Įėī”(du©¼)Š▀¾w╣ż╦ćįO(sh©©)ėŗ(j©¼)╝░Ųõ╩┬äš(w©┤)▀M(j©¼n)ąą▓┘ū„Ż¼Č°╩Ūī”(du©¼)═©▀^(gu©░)Ę■äš(w©┤)īėĮė╚╦Ą─įO(sh©©)ėŗ(j©¼)æ¬(y©®ng)ė├ī”(du©¼)Ž¾(CADĪóCAPPĪóCAEĪóERPĄ╚)▀M(j©¼n)ąą╣żū„┴„│╠╣▄└ĒŻ¼ī”(du©¼)įO(sh©©)ėŗ(j©¼)ģf(xi©”)═¼ųąĄ─╩┬äš(w©┤)“ī(q©▒)äė(d©░ng)║═Ž¹Žóė|░l(f©Ī)ÖC(j©®)ųŲ▀M(j©¼n)ąąČ©┴xŻ¼░³└©ė|░l(f©Ī)▀ē▌ŗįO(sh©©)ėŗ(j©¼)Īó“ī(q©▒)äė(d©░ng)ķōųĄįO(sh©©)Č©Ą╚ĪŻ
3 ╗∙ė┌PetriŠW(w©Żng)Ą─╣ż╦ćįO(sh©©)ėŗ(j©¼)ģf(xi©”)═¼
ė╔ė┌╣ż╦ćįO(sh©©)ėŗ(j©¼)ųą╝╚┤µį┌ąĶŪ¾-╣”─▄-ĮY(ji©”)śŗ(g©░u)Ą─įO(sh©©)ėŗ(j©¼)Ēśą“▀ē▌ŗŻ¼═¼Ģr(sh©¬)▀ĆŠ▀ėąČÓ╚╦╗“▓┐ķT(m©”n)ģf(xi©”)═¼Ą─▓óąą“ī(q©▒)äė(d©░ng)ĪóįO(sh©©)ėŗ(j©¼)╚╬äš(w©┤)š{(di©żo)Č╚Ęų┼õĄ─▀xō±ĻP(gu©Īn)ŽĄĪóęį╝░įO(sh©©)ėŗ(j©¼)Ęų╬÷“×(y©żn)ūCį┘裣h(hu©ón)Ą─┴„│╠Ą╚Ż¼╬ęéā▓╔ė├ų°╔½PetriŠW(w©Żng)(Colored Petri NetŻ¼║å(ji©Żn)ĘQ(ch©źng)CPN)ū„×ķ╣ż╦ćįO(sh©©)ėŗ(j©¼)ģf(xi©”)═¼Ą─Ęų╬÷─Żą═ĪŻ
PetriŠW(w©Żng)▒╗šJ(r©©n)×ķ╩Ū▀mæ¬(y©®ng)ė┌╬┤üĒ(l©ói)šZ(y©│)ė├ėŗ(j©¼)╦ŃÖC(j©®)Ą─├Ķ╩÷šZ(y©│)čįŻ¼ėąäeė┌═©▀^(gu©░)┐žųŲ┴„Č°▓╔ė├┴╦ą┼Žó┴„─Ż╩Į▀M(j©¼n)ąąŽĄĮy(t©»ng)ŠÄą“╗“▓ó░l(f©Ī)Ą╚ĻP(gu©Īn)ŽĄĄ─├Ķ╩÷Ż¼ūŅįń╩Ūė╔CralAdam Petriė┌1962─Ļ╠ß│÷Ą─ę╗ĘN─Żą═ĪŻĮĶų·Ųõėąą¦Ą─łDą╬╗»║═ć└(y©ón)Ė±Ą─öĄ(sh©┤)īW(xu©”)Į©─Żā×(y©Łu)ä▌(sh©¼)Ż¼PetriŠW(w©Żng)┐╔ęįų▒ė^ėąą¦Ąžīó╣ż╦ćįO(sh©©)ėŗ(j©¼)┴„│╠ųąĄ─┤«ąąĪó▓óąąĪó▀xō±Īó裣h(hu©ón)Ą╚┬Ęė╔ĻP(gu©Īn)ŽĄ▀M(j©¼n)ąą┐ŲīW(xu©”)ć└(y©ón)ųö(j©½n)?sh©┤)─Č©┴x║═▒Ē▀_(d©ó)ĪŻPetriŠW(w©Żng)┐╔║å(ji©Żn)å╬└ĒĮŌ×ķė╔Äņ(k©┤)╦∙(Place)║═ūā▀w(Transition)śŗ(g©░u)įņĄ─ėąŽ“łD─Żą═Ż¼ę╗░Ń│Żė├Ž┬╩Į▒Ē▀_(d©ó)Ż║
PN={PŻ¼TŻ¼AŻ¼TokenŻ¼MO)Ż╗
ŲõųąŻ¼P┤·▒ĒĄ─Äņ(k©┤)╦∙Ż¼╩ŪŽĄĮy(t©»ng)Ą─ėąŽ▐ĀŅæB(t©żi)╝»Ż╗T┤·▒ĒĄ─ūā▀wŻ¼╩ŪŽĄĮy(t©»ng)ūā╗»Ą─ėąŽ▐╝»Ż¼ī”(du©¼)ė┌Š▀¾wŽĄĮy(t©»ng)┐╔ęįū„×ķ╚╬äš(w©┤)Ż╗A╩ŪėąŽ“╗ĪŻ¼ę▓ĘQ(ch©źng)×ķ┴„Ż¼╩ŪĀŅæB(t©żi)║═ūā▀wų«ķgĄ─ėąŽ“ĻP(gu©Īn)ŽĄŻ¼ę▓╩Ū╚╬äš(w©┤)Ą─“ī(q©▒)äė(d©░ng)Ż¼AĪ╩((PĪ┴TU(TĪ┴P))Ż╗Token┤·▒Ē┴Ņ┼ŲŻ¼╩ŪÄņ(k©┤)╦∙ųąĀŅæB(t©żi)┐╔┴┐╗»Ą─┴┐╗»ųĄŻ¼ļm╚╗Äņ(k©┤)╦∙P╩Ūę└ō■(j©┤)ŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)╣╠Č©Ą─Ż¼Ą½╩ŪųąĀŅæB(t©żi)┴┐╗»ųĄToken╩Ū┐╔ūāĄ─Ż¼ū„×ķ┴┐╗»ųĄę▓│╔×ķėąŽ“╗ĪAė|░l(f©Ī)Ą─Ž¹Žóé„▀fÖC(j©®)ųŲŻ╗MO╩ŪŽĄĮy(t©»ng)│§╩╝ĀŅæB(t©żi)ĪŻ
į┌ę╗░ŃPetriŠW(w©Żng)ųąŻ¼ė╔ė┌Token▓╔ė├å╬ę╗┴┐╗»ųĄ▓ó▓╗ūŃęį▒Ē▀_(d©ó)ėąŽ“╗Īė|░l(f©Ī)Ą─ÖC(j©®)ųŲĪŻ╠žäe╩ŪŻ¼├µī”(du©¼)MTOųŲįņĄ─ģf(xi©”)═¼ŽĄĮy(t©»ng)ę¬Ū¾Ą─╣▄└Ē╚ßąį║═Ģr(sh©¬)čė┐žųŲÖC(j©®)ųŲĘĮ├µŻ¼ąĶę¬īóTokenĄ─šZ(y©│)ęŌ▀M(j©¼n)ę╗▓ĮžSĖ╗ĪŻų°╔½PetriŠW(w©Żng)╩Ūī”(du©¼)ę╗░ŃPetriŠW(w©Żng)Ą─═žš╣Ż¼ę╗ĘĮ├µī”(du©¼)Token▀M(j©¼n)ąąų°╔½Ż¼ęįĮŌøQŲõČ■┴xąįĄ─Ų┐ŅiŻ¼┴Ēę╗ĘĮ├µśŗ(g©░u)įņ┴╦ėąŽ“╗Ī▒Ē▀_(d©ó)╩ĮE║═╩žąl(w©©i)║»öĄ(sh©┤)Gęį▒Ńņ`╗ŅČÓśėĄž┐žųŲų°╔½TokenĄ─┬Ęė╔ĪŻę“┤╦Ż¼ų°╔½PetriŠW(w©Żng)(CPN)┐╔ęį▒Ē▀_(d©ó)×ķŻ║CPN=(ĪŲŻ¼PŻ¼TŻ¼AŻ¼cŻ¼GŻ¼EŻ¼I)Ż¼ŲõųąŻ¼c╩Ūų°╔½╝»Ż¼╩Ūī”(du©¼)Token▀M(j©¼n)ąąų°╔½ėŗ(j©¼)╦ŃŻ╗G╩Ū╩žąl(w©©i)║»öĄ(sh©┤)Ż¼╩Ū┐žųŲToken┴„▐D(zhu©Żn)Ą─ķōųĄ║»öĄ(sh©┤)Ż╗E╩ŪėąŽ“╗Ī║»öĄ(sh©┤)Ż¼I╩Ū│§╩╝ĀŅæB(t©żi)║»öĄ(sh©┤)ĪŻ
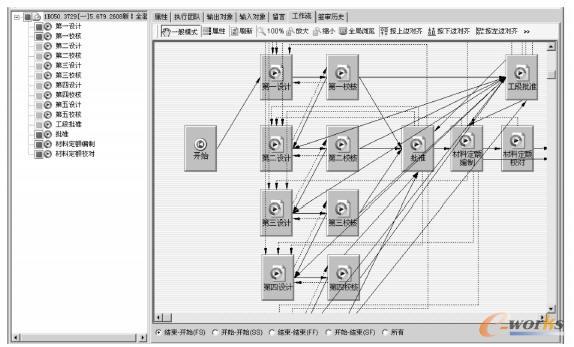
łD3└²┴╦ę╗éĆ(g©©)Ąõą═Ą─╣ż╦ćįO(sh©©)ėŗ(j©¼)╚╬äš(w©┤)Ęų┼õĄ─PetriŠW(w©Żng)─Żą═ĪŻŲõųąŻ¼Äņ(k©┤)╦∙PnĄ─║¼┴xĘųäe╩ŪŻ║P1▒Ē╩Š╣ż╦ć╚╬äš(w©┤)Ž┬▀_(d©ó)Ż¼Š▀¾wįO(sh©©)ėŗ(j©¼)╚╬äš(w©┤)öĄ(sh©┤)×ķnŻ¼P2▒Ē╩Š─│─│╣ż╦ćåTA┐╔Įė╝{Ą─įO(sh©©)ėŗ(j©¼)╚╬äš(w©┤)öĄ(sh©┤)NŻ©×ķŲõįO(sh©©)ėŗ(j©¼)▌d║╔£p╚źęčėą╚╬äš(w©┤)öĄ(sh©┤)Ż®Ż¼P3╩ŪŽ“Ž┬ę╗éĆ(g©©)╣ż╦ćåT┼╔╦═╚╬äš(w©┤)Ż¼P4▒Ē╩ŠŲź┼õ▀^(gu©░)│╠Ż¼P5▒Ē╩ŠūŅĮKé„▀fĮo╚╬äš(w©┤)Ęų┼õš▀Ą─╚╬äš(w©┤)öĄ(sh©┤)Ż¼P6╩ŪŽ“Ž┬ę╗╝ē(j©¬)╗“Ųõ╦¹ģf(xi©”)═¼īė░l(f©Ī)╦═╚╬äš(w©┤)öĄ(sh©┤)┴┐Ž¹ŽóŻ¼Äņ(k©┤)╦∙S╩Ūį┌ę╗▀^(gu©░)│╠ųą┘Yį┤Ž¹║─ĪŻūā▀wTnĄ─║¼┴xĘųäe╩ŪŻ║T1╩Ū╣ż╦ćįO(sh©©)ėŗ(j©¼)╚╬äš(w©┤)╠Ä└ĒŻ¼T2╩ŪśI(y©©)äš(w©┤)åTĖ∙ō■(j©┤)ūį╔ĒśI(y©©)äš(w©┤)─▄┴”┤_Č©Įėå╬▀^(gu©░)│╠Ż¼╚ń╣¹įō╣ż╦ćåT─▄╚½▓┐ĮėŽ┬néĆ(g©©)╣żå╬Ż¼ät▓╗ąĶę¬Ųõ╦¹╣ż╦ćåT┼╔å╬Ż¼╝┤Anum(nŻ¼N)=0Ż¼╚ń╣¹▓╗ØM(m©Żn)ūŃätąĶꬎ“Ž┬ę╗éĆ(g©©)╣ż╦ćåTB┼╔å╬Ż╗T3╩ŪŽ┬ę╗éĆ(g©©)╣ż╦ćåTBĮėå╬Ą─ą┼ŽóĪŻ
łD3 PetriŠW(w©Żng)─Żą═
ė╔ė┌╣ż╦ćįO(sh©©)ėŗ(j©¼)╣▄└ĒųąąĶę¬ģ^(q©▒)Ęų╗“└ÕŪÕ▓╗═¼ļyČ╚╗“įO(sh©©)ėŗ(j©¼)╣żū„┴┐Ż¼ęį▒ŃįO(sh©©)ėŗ(j©¼)╚╬äš(w©┤)▌d║╔Ą─Š∙║Ō▓óĘĮ▒Ń║¾└m(x©┤)┐ā(j©®)ą¦╣▄└ĒŻ¼═¼Ģr(sh©¬)ę▓×ķ┴╦▒▄├Ōė╔ė┌╣ż╦ćįO(sh©©)ėŗ(j©¼)╚╬äš(w©┤)▓Ņ«Éąį╝Ü(x©¼)╗»įņ│╔PetriĻP(gu©Īn)┬ō(li©ón)ŠžĻćĄ─Å═(f©┤)ļsąįŻ¼į┌╔Ž─Żą═ųąŻ¼▓╔ė├Delphi Methodī”(du©¼)╣ż╦ć╚╬äš(w©┤)▀M(j©¼n)ąąų°╔½ėŗ(j©¼)╦ŃŻ¼ęįaŻ▄bŻ▄eŻ▄ĪŁĄ╚ī”(du©¼)ŲõįO(sh©©)ėŗ(j©¼)╚╬äš(w©┤)╗“įO(sh©©)ėŗ(j©¼)ļyČ╚▀M(j©¼n)ąąų°╔½Ż¼łDųąŠ═░³└©┴╦ļyČ╚aĄ─įO(sh©©)ėŗ(j©¼)╚╬äš(w©┤)14ĒŚ(xi©żng)Ż¼ļyČ╚bĄ─įO(sh©©)ėŗ(j©¼)╚╬äš(w©┤)6ĒŚ(xi©żng)ęį╝░ļyČ╚cĄ─╚╬äš(w©┤)7ĒŚ(xi©żng)ĪŻ
═©▀^(gu©░)╣ż╦ćįO(sh©©)ėŗ(j©¼)ģf(xi©”)═¼ŽĄĮy(t©»ng)PetriŠW(w©Żng)Į©─ŻŻ¼▓╗āH┐╔ėąą¦Ęų╬÷Ųõ┴„│╠╗“ĮY(ji©”)śŗ(g©░u)Ą─║Ž└ĒąįŻ¼▓ó┐╔ßśī”(du©¼)Š▀¾w┴„│╠ėŗ(j©¼)╦ŃŲ„ŽĄĮy(t©»ng)Ģr(sh©¬)čėĄ╚ĻP(gu©Īn)µIųĖś╦(bi©Īo)Ż¼×ķØM(m©Żn)ūŃMTOųŲįņ╠ß╣®┴╦┴╝║├öĄ(sh©┤)īW(xu©”)Ęų╬÷╩ųČ╬ĪŻ
4 ╗∙ė┌PetriŠW(w©Żng)Ą─╣ż╦ćįO(sh©©)ėŗ(j©¼)ģf(xi©”)═¼
ė╔ė┌╣ż╦接Įy(t©»ng)Ą─Ęųīė─Żą═ĪŻ▓óĮĶų·PetriŠW(w©Żng)ū„×ķ┴„│╠Į©─Ż║═Ęų╬÷╣żŠ▀Ż¼ĮY(ji©”)║ŽPDM┼cERPŽĄĮy(t©»ng)╝»│╔śŗ(g©░u)įņ║═ķ_(k©Īi)░l(f©Ī)┴╦Š▀ėąśI(y©©)äš(w©┤)ģf(xi©”)═¼Ą─▌S│ą«a(ch©Żn)ŲĘ╣ż╦ćą┼Žó╗»╣▄└ĒŽĄĮy(t©»ng)ĪŻłD4’@╩Š┴╦Ųõųą╣ż╦ćįO(sh©©)ėŗ(j©¼)▀^(gu©░)│╠Ą─ŽĄĮy(t©»ng)Įń├µĪŻ
łD4 ╣ż╦ćįO(sh©©)ėŗ(j©¼)▀^(gu©░)│╠Ą─ŽĄĮy(t©»ng)Įń├µ
5 ąĪĮY(ji©”)
╬ęéāßśī”(du©¼)▌S│ąMTO╔·«a(ch©Żn)ĘĮ╩ĮŻ¼įO(sh©©)ėŗ(j©¼)┴╦╗∙ė┌śI(y©©)äš(w©┤)ģf(xi©”)═¼Ą─╣ż╦ć╣▄└Ēą┼Žó╗»ŽĄĮy(t©»ng)┐“╝▄Ż¼▓ó└¹ė├PetriŠW(w©Żng)ū„×ķŽĄĮy(t©»ng)╣▄└Ē┴„│╠Ą─Ęų╬÷╣żŠ▀Ż¼īŹ(sh©¬)¼F(xi©żn)┴╦╣ż╦ć╣▄└ĒĄ─ģf(xi©”)═¼╗»Ż¼▓ó╚┌ģRž×┤®┴╦░³└©įO(sh©©)ėŗ(j©¼)Īó╣ż╦ćĄĮųŲįņĄ─ą┼Žó┴„Ż¼Å─Č°═Ųäė(d©░ng)┴╦╣ż╦ć╣▄└Ēą┼Žó╗»ŽĄĮy(t©»ng)┼cPDM║═ERPĄ─ŽĄĮy(t©»ng)╝»│╔ĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.hanmeixuan.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╗∙ė┌śI(y©©)äš(w©┤)ģf(xi©”)═¼Ą─▌S│ąųŲįņ╣ż╦ćą┼Žó╗»╣▄└Ē
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.hanmeixuan.com/html/support/11121513267.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I(m©Żi)")
æ(zh©żn)┬į║Žū„")















