



Į³─ĻüĒŻ¼ėŗ╦ŃÖC╝»│╔ųŲįņŽĄĮyį┌Ų¾śIųąĄ─æ¬ė├▓╗öÓ╔Ņ╚ļŻ¼ļSų°╩ął÷ĖéĀÄĄ─╚šęµ╝ż┴ęŻ¼Ų¾śIī”╔·«a╣ż╦ćįOėŗĄ─┐ņ╦┘ĪóųŪ─▄Īó║Ž└ĒąįĄ╚ĘĮ├µĄ─ę¬Ū¾įĮüĒįĮĖ▀Ż¼ļm╚╗CAPPŽĄĮyÅVĘ║æ¬ė├ė┌╣ż╦ćįOėŗŅIė“Ż¼Ą½Ųõ╔·│╔Ą─╔·«a╣ż╦ć═∙═∙▓╗─▄║▄║├Ąžßśī”Ų¾śI¼FėąĄ─ųŲįņ┘Yį┤¼FĀŅŻ¼╝┤╔·«a╣ż╦ć¤oĘ©ęį¼FėąųŲįņ┘Yį┤īŹ¼FĪŻę“┤╦Ż¼Ų╚ŪąąĶę¬ę╗ĘN╣ż╦ćįOėŗųŪ─▄ŽĄĮyŻ¼═©▀^┤╦ŽĄĮyŻ¼╣ż╦ć╚╦åTį┌╩ņŽżĄ─▄ø╝■ŁhŠ│Ž┬ī”╣ż╦ćįOėŗī”Ž¾ū„║åå╬Ą─▓┘ū„╝┤┐╔═Ļ│╔╣ż╦ćįOėŗĪŻ
▒Š╬─ęį▄ēĄ└▄ć▌v▐DŽ“╝▄│Żė├ø_ē║┴Ń╝■×ķ蹊┐ī”Ž¾Ż¼ßśī”Ų¾śIīŹļHųŲįņ┘Yį┤¼FĀŅŻ¼ęįųŲįņ╣ż╦ćĄ─ųŪ─▄╗»║═┐╔īŹ¼Fąį×ķ─┐Ą─Ż¼čąŠ┐┴╦CAD/CAPPŽĄĮy╝»│╔ŁhŠ│Ž┬ø_ē║╝■Ą─╣ż╦ć╠žš„ūRäeĪó╠ß╚Ī║═į┌ųŲįņ┘Yį┤╝s╩°Ž┬Ą─╣ż╦ćųŪ─▄įOėŗĄ╚ĻPµIå¢Ņ}ĪŻ╩ūŽ╚╗∙ė┌╠žš„ūRäe║═╠žš„ė│╔õīŹ¼F┴╦CAD/CAPPų«ķgĄ─¤o┐p╝»│╔Ż¼▀MČ°═©▀^Į©┴óųŲįņ┘Yį┤ī”╣ż╦ć╠žš„Ą─╝s╩°ÖCųŲŻ¼ęį╝░╗∙ė┌╣ż╦ć╠žš„Ą─ø_ē║╝■╣ż╦ć═Ų└ĒęÄätŻ¼īŹ¼F┴╦ØMūŃŲ¾śI¼FėąųŲįņ┘Yį┤╝s╩°ę¬Ū¾Ą─ø_ē║ŅÉ┴Ń╝■ųŲįņ╣ż╦ćĄ─ųŪ─▄įOėŗĪŻ
1 ╗∙ė┌╠žš„Ą─CAD/CAPPŽĄĮy╝»│╔
CADŽĄĮy╩Ū«aŲĘįOėŗĄ─ŁhŠ│Ż«═¼Ģrę▓╩Ū╣ż╦ćįOėŗ╚╦åTī”įOėŗī”Ž¾╣ż╦ćą┼Žó½@╚ĪĄ─ųžę¬╣żŠ▀Ż¼ę“┤╦Ż¼CAPP┼cCADŽĄĮyĄ─╝»│╔Ż¼┐╔īŹ¼Fī”CAPPŽĄĮyĄ─▓┘ū„Č╝─▄ē“į┌CADŽĄĮyŽ┬═Ļ│╔ĪŻ
┴Ń╝■╣ż╦ćą┼Žó╩ŪCAPPŽĄĮyīŹ¼F╣ż╦ć╔·│╔Ą─╗∙ĄAŻ¼ī”įOėŗī”Ž¾£╩┤_Īó║åØŹĄ─╣ż╦ćą┼Žó½@╚Ī╩ŪCAPPŽĄĮy▀Mąą╣ż╦ćøQ▓▀Ęų╬÷Ą─ĻPµIŻ¼Č°┴Ń╝■ĮYśŗįOėŗęįįOėŗą┼Žó×ķ╗∙ĄAüĒ═Ļ│╔ĪŻ╠žš„╩Ūą┼ŽóĄ─│ķŽ¾┼c╝»║ŽŻ¼═¼Ģr╩Ūą┼ŽóĄ─▌d¾wŻ¼┐╔Ęų×ķįOėŗ╠žš„┼c╣ż╦ć╠žš„ĪŻį┌æ¬ė├CAPPļAČ╬Ż¼╣ż╦ćįOėŗ╚╦åTŽŻ═¹Å─┴Ń╝■Äū║╬─Żą═ųą▒M┐╔─▄═©▀^║åå╬Ą─▓┘ū„½@╚Īī”╣ż╦ćįOėŗėąė├Ą─ą┼ŽóŻ¼╔§ų┴═©▀^║åå╬Ą─╩¾ś╦³cō¶║═▓╦å╬▓┘ū„╝┤┐╔═Ļ│╔╦∙ėą╣ż╦ćą┼Žó½@╚ĪŻ¼ęį£p╔┘╚╦╣żĄ─ą┼ŽóĘų╬÷║═▌ö╚ļĄ─╣żū„┴┐ĪŻ╠žš„╝┤×ķ┴Ń╝■ą┼ŽóĄ─▌d¾wŻ¼Ųõ┐╔īóCADŽĄĮyŽ┬┴Ń╝■Ą─ą┼ŽóęįöĄō■Ą─ą╬╩Įé„▀fĮoCAPPŽĄĮyŻ¼ė╔┤╦Ż¼╠žš„ū„×ķą┼Žóé„▀fĄ─╝~ĦŻ¼═©▀^╠žš„ūRäe║═╠žš„ė│╔õīóā╔ŽĄĮy╝»│╔ŲüĒŻ¼į┌╝»│╔ŽĄĮyŽ┬Ż¼ī”┴Ń╝■ą┼ŽóĄ─▓┘ū„┐╔═©▀^ī”┴Ń╝■╠žš„Ą─▓┘ū„īŹ¼FĪŻ
╗∙ė┌╠žš„Ą─CAD/CAPP╝»│╔ŽĄĮyų„ę¬░³└©3éĆ▓┐ĘųŻ║CADŁhŠ│Ž┬╠žš„ą┼Žó½@╚Ī─ŻēKŻ¼╠žš„ė│╔õ─ŻēKŻ¼┘Yį┤╝s╩°Ž┬╣ż╦ćĘĮ░ĖĪó╣ż╦ć╬─╝■╔·│╔Ą─CAPP─ŻēKĪŻŽĄĮyĮYśŗ╝░╣żū„┴„│╠╚ńłD1╦∙╩ŠĪŻ
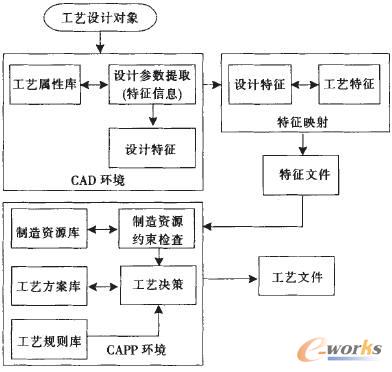
łD1 ŽĄĮyĮYśŗ╝░╣żū„┴„│╠
ŽĄĮyęį╣ż╦ćįOėŗī”Ž¾Ż©┴Ń╝■Ą─╚²ŠS─Żą═Ż®×ķ▌ö╚ļŻ¼ęį╚╦ÖCĮ╗╗źĄ─ĘĮ╩Įį┌CADŁhŠ│Ž┬╠ß╚Ī┴Ń╝■Ą─įOėŗ╠žš„ęį╝░▀xō±┴Ń╝■Ą─▓─┘|Ż¼Å─Č°╔·│╔═Ļš¹Ą─įOėŗ╠žš„Ż¼Įø╠žš„ė│╔õīóįOėŗ╠žš„▐D╗»×ķ╣ż╦ć╠žš„Ż¼▓óęį╠žš„╬─╝■Ą─ą╬╩Į┤µā”Ż¼╠žš„╬─╝■┐╔ęį═©▀^─ŻēKķgĄ─═©ą┼īó┴Ń╝■Ą─ą┼Žóé„▀fĄĮCAPP─ŻēKųąŻ¼į┌ųŲįņ┘Yį┤╝s╩°Ą─Śl╝■Ž┬Ż¼╔·│╔Ę¹║ŽīŹļHĄ─╣ż╦ćĘĮ░ĖŻ¼▀MČ°═©▀^╣ż╦ćøQ▓▀╔·│╔╣ż╦ć╬─╝■ĪŻ
╠žš„ė│╔õęį╠žš„ė│╔õÖC└Ē×ķ╗∙ĄAŻ¼▓╔ė├«a╔·╩ĮęÄät═Ų└ĒĄ─ĘĮĘ©īóįOėŗ╠žš„ė│╔õ×ķ╣ż╦ć╠žš„ĪŻ╝»│╔ŽĄĮy╠ß╣®─ŻēK╗»╣▄└ĒĮė┐┌Ż¼ė│╔õ╣”─▄─ŻēK┼cŽĄĮyķgęįäėæBµ£ĮėĄ─ą╬╩ĮĮY║ŽŻ¼▀@śėęūė┌╣”─▄─ŻēKŠSūoŪę┐╔į┌▓╗ą▐Ė─ŽĄĮy│╠ą“┐“╝▄Ą─ŪķørŽ┬╔²╝ēą┬╣”─▄ĪŻ╠žš„ė│╔õ▀^│╠×ķŽĄĮy║¾┼_▀\ąą╣”─▄Ż¼Ųõ╣żū„▀^│╠╚ńłD2╦∙╩ŠĪŻ
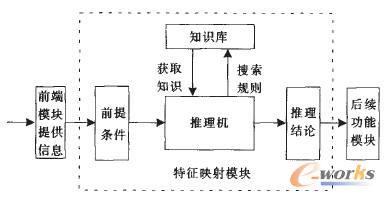
łD2 ŽĄĮy╠žš„ė│╔õ
CAD/CAPPŽĄĮy╝»│╔Ą─īŹ¼F╩Ūęį╠žš„╝╝ąg×ķ╗∙ĄAĄ─Ż¼ū„×ķą┼Žó▌d¾wŻ¼╠žš„─▄ē“┐ńŲĮ┼_Ąžé„▀f┴Ń╝■Ą─Äū║╬ą┼ŽóĪó╣ż╦ćą┼Žóęį╝░Ųõ╦³ī┘ąįą┼ŽóĪŻ╗∙ė┌╠žš„╝╝ągĄ─CAD/CAPPŽĄĮyŻ¼ęį═©ė├CADŽĄĮy×ķŲĮ┼_Ż¼═©▀^Č■┤╬ķ_░l╝╝ągŻ¼öUš╣CADŽĄĮyĄ─╠žš„ūRäe║═ą┼Žó╠Ä└Ē╣”─▄─ŻēKŻ¼╣ż╦ć╚╦åTęį╚╦ÖCĮ╗╗źĄ─ĘĮ╩Įį┌╩ņŽżĄ─CADŁhŠ│Ž┬Ż¼╝┤┐╔═Ļ│╔ī”┴Ń╝■Äū║╬ą┼ŽóĪó╣ż╦ćą┼ŽóĄ─½@╚ĪĪŻī”ė┌▀@ą®ą┼ŽóŻ¼ŽĄĮyęį╠žš„╬─╝■Ą─ą╬╩Į┤µā”Ż¼įō╬─╝■×ķ╬─ÖnĖ±╩ĮĄ─ČÓŽĄĮy┐╔ūRäeĄ─ųąąį╬─╝■Ż¼═©▀^Č©┴x╬─╝■Ą─Ė±╩ĮŻ¼ęį╝░×ķCADĪóCAPPŽĄĮyķ_░löUš╣╬─╝■Įė┐┌│╠ą“Ż¼╝┤┐╔īŹ¼F┴Ń╝■ą┼Žóį┌ČÓŽĄĮyų«ķgĄ─é„▀fĪŻ╠žš„╬─╝■░³║¼┴╦┼cįOėŗėąĻPĄ─Äū║╬ą┼ŽóŻ¼═¼Ģr░³║¼┼c╔·«aŽÓĻPĄ─ųŲįņą┼ŽóŻ¼▀@ą®ą┼Žó═©▀^╠žš„ė│╔õŻ¼Įø│╠ą“─ŻēK╠Ä└ĒĪó╠ß╚Ī║¾╔·│╔┼c╣ż╦ćįOėŗŽÓĻPĄ─╣ż╦ćą┼ŽóŻ¼╝┤╣ż╦ćą┼Žó╬─╝■ĪŻįō╬─╝■ĮøųŲįņ┘Yį┤╝s╩°─ŻēKūx╚ĪŻ¼ū„│÷┐╔ųŲįņąį┼ąČ©║¾╝┤┐╔ęį┤╦×ķ╗∙ĄA▀Mąą╣ż╦ćøQ▓▀Ż¼╔·│╔Ę¹║Ž«öŪ░Ų¾śIųŲįņ─▄┴”ę¬Ū¾Ą─╣ż╦ć╬─╝■ĪŻ
▒Š╬─▓╔ė├┼õų├╬─╝■ū„×ķ╠žš„╬─╝■Ą─┤µā”ą╬╩ĮŻ¼×ķ┴╦╩╣┤µā”ė┌Ė„ŽĄĮyųąĄ─╠žš„ą┼Žó▒Ńė┌æ¬ė├╝░╠Ä└ĒŻ¼ėą▒žę¬æ¬ė├ėŗ╦ŃÖC│╠ą“šZčįĮ©┴ó┼õų├╬─╝■Ą─▓┘ū„╣”─▄Įė┐┌ĪŻ╣Pš▀įOėŗ┴╦╗∙ė┌┼õų├╬─╝■ą┼Žó┤µā”─Żą═Ą─öĄō■ą┼Žó▓┘ū„Įė┐┌Ż¼ė╔┤╦┐╔īŹ¼F╗∙ė┌┼õų├╬─╝■Ą─╠žš„ą┼ŽóĄ─▒Ż┤µĪóą▐Ė─║═ĮŌ╬÷Ż¼╩╣Ą├╣ż╦接Įy┐╔ęįęį┤╦ūx╚Ī╠žš„ą┼ŽóŻ¼═¼Ģrę▓┐╔ęįīó┼õų├╬─╝■ųą▒Ż┤µĄ─╠žš„ą┼Žó▀ĆįŁĄĮįOėŗŽĄĮyųąŻ¼×ķīŹ¼F║¾└m╣żū„╠ß╣®ą┼Žóų¦│ųĪŻłD3×ķ╗∙ė┌┼õų├╬─╝■Ą─╠žš„ą┼Žó▐DōQĮė┐┌╣”─▄╩ŠęŌłDĪŻ
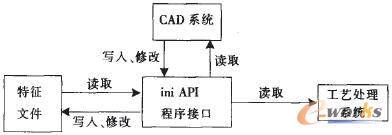
łD3 ╬─╝■ą┼Žó▐D╗»Įė┐┌
2 ųŲįņ┘Yį┤ī”╔·«a╣ż╦ćĄ─╝s╩°
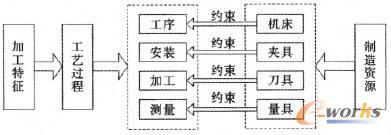
╔·«a╣ż╦ć▒žĒÜį┌Ų¾śIųŲįņ┘Yį┤╝s╩°Ž┬▓┼─▄ī”╔·«a╗ŅäėŲĄĮš²┤_Ą─ųĖī¦ū„ė├Ż¼į┌╣ż╦ćįOėŗ▀^│╠ųąŻ¼ŽŻ═¹Ų¾śIĄ─ųŲįņ┘Yį┤╩ŪŪÕ╬·├Ķ╩÷Ą─Ż¼▓óŪę╩Ū─▄ē“ī”╣ż╦ćįOėŗŲĄĮųĖī¦║═╝s╩°ū„ė├Ą─ĪŻ
ųŲįņ┘Yį┤├Ķ╩÷ų„ę¬╩Ūī”ŲõųŲįņ─▄┴”Ą─├Ķ╩÷Ż¼ųŲįņ─▄┴”╩ŪųĖæ¬ė├Ų¾śIųŲįņ┘Yį┤╦∙─▄═Ļ│╔Ą─╔·«a╚╬䚥─│╠Č╚Ż¼╚ńÖC┤▓Ą─╝ė╣żĘČć·Īó╝ė╣żŠ½Č╚Ż¼š█ÅØÖCĄ─ūŅ┤¾š█ÅØ┴”Ą╚ĪŻųŲįņ┘Yį┤Ęų×ķÖC┤▓įOéõĪó─ŻŠ▀ĪóĄČŠ▀Īó╣żčbĪó┴┐Š▀Ą╚ĪŻųŲįņ┘Yį┤ęįöĄō■Ą─ą╬╩Į┤µā”ą┼ŽóŻ¼öĄō■ų„ę¬░³└©╣▄└Ēą┼Žó║═─▄┴”ą┼Žóā╔ĘĮ├µā╚╚▌Ż¼ęŖ▒Ē1ĪŻ
▒Ē1 ųŲįņ┘Yį┤öĄō■
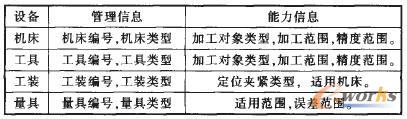
ųŲįņ┘Yį┤Äņ░³└©╣ż╦ćų¬ūRÄņ║═┘Yį┤įOéõÄņā╔▓┐ĘųĪŻ╣ż╦ćų¬ūRÄņ┤µā”ęįųŲįņ┘Yį┤ą┼Žó×ķ╗∙ĄAĄ─╣ż╦ć╝s╩°ąįų¬ūRŻ¼╚ńßśī”─│ę╗╣ż╦ćī”Ž¾Ą─įOéõĪó╣żčbĄ╚Ą─▀xō±ęÄätŻ¼╣ż╦ćģóöĄĄ─┤_Č©ęÄätĄ╚ĪŻ
┘Yį┤įOéõÄņų„ę¬░³└©Ė„ŅÉÖC┤▓Īó─ŻŠ▀ĪóĄČŠ▀Īó╣żčb║═┴┐Š▀Ą╚Ż¼▀@ą®įOéõęįöĄō■ÄņĄ─ą╬╩Į┤µā”║═╣▄└ĒĪŻ═¼ĢrŻ¼öĄō■Äņ×ķė├æ¶╠ß╣®╣▄└ĒĮė┐┌Ż¼Ė∙ō■Ų¾śIųŲįņ┘Yį┤Ą─ūāĖ³Ż¼┐╔╝░Ģrī”Ųõ▀MąąŠSūoŻ¼Å─Č°┐╔īŹĢr£╩┤_ĄžĘ┤æ¬Ų¾śIĄ─ųŲįņ┘Yį┤¼FĀŅŻ¼╝░Ģrėąą¦ĄžųĖī¦╔·«aĪŻ
į┌┴Ń╝■╔·«a╣ż╦ć▀^│╠ųąŻ¼╣żą“ųą╔µ╝░ŽÓæ¬Ą─ÖC┤▓Ż¼╣ż╝■░▓čb╔µ╝░ŽÓæ¬Ą─ŖAŠ▀Ż¼ÖC┤▓║═ŖAŠ▀┤_Č©║¾ė╔ĄČŠ▀īŹ¼F╝ė╣żŻ¼╗“ė╔─ŻŠ▀īŹ¼F│╔ą═Ż¼ūŅ║¾ė╔┴┐Š▀īŹ¼FÖz£yŻ¼ę“┤╦Ż¼╣ż╦ć▀^│╠ųąĖ„éĆŁh╣ØČ╝╩▄ĄĮųŲįņ┘Yį┤Ą─╝s╩°ĪŻ╣ż╦ć▀^│╠┘Yį┤╝s╩°ĻPŽĄ╚ńłD4╦∙╩ŠĪŻ
łD4 ╣ż╦ć▀^│╠┘Yį┤╝s╩°
ī”╣ż╦ćų¬ūR║═ųŲįņ┘Yį┤Ą─╣▄└ĒŻ¼═©▀^ī”CADŽĄĮy▀MąąČ■┤╬ķ_░lęį╝░öUš╣╣ż╦ćų¬ūRÄņ║═ųŲįņ┘Yį┤Äņ╣▄└Ē╣”─▄─ŻēKėĶęįīŹ¼FĪŻŽĄĮy×ķė├æ¶╠ß╣®┴╦ę╗éĆ╣▄└ĒĮė┐┌Ż¼Å─Č°īŹ¼F┴╦ī”╣ż╦ćų¬ūRĪóųŲįņ┘Yį┤ą┼ŽóĄ─╠Ē╝ėĪóą▐Ė─║═äh│²Ż¼═©▀^▀@ę╗Įė┐┌Ż¼╣ż╦ć╚╦åTęį╝░ŽĄĮyŠSūo╚╦åT┐╔ęįīó«aŲĘ╔·«a▀^│╠ųąĘe└█Ą─╣ż╦ćĮø“×ęį╝░╣ż╦ćĖ─▀M║═äōą┬Ż¼īŹĢrĄž╠Ē╝ėĄĮ╣ż╦接ĮyųąŻ¼═¼Ģr┐╔Ė∙ō■Ų¾śIųŲįņ┘Yį┤ūāäėš{š¹┘Yį┤ą┼ŽóŻ¼ė╔┤╦īŹ¼F┴╦ėąārųĄĄ─╔·«a╣ż╦ćęį╝░Įø“ץ─Ęe└█║═é„│ąŻ¼═¼Ģr▒ŻūC┴╦ųŲįņ┘Yį┤Ą─īŹĢrĖ³ą┬Ż¼╩╣ŽĄĮy╣ż╦ć╔·│╔Ą─ųŪ─▄ąįĪó║Ž└Ēąį▓╗öÓ╠ß╔²ĪŻ
ęįõō░ÕŅÉ┴Ń╝■š█ÅØ│╔ą═▀^│╠×ķ└²Ż¼╣▓╔µ╝░ÖC┤▓Īó╣żŠ▀Īó┴┐Š▀3ŅÉųŲįņ┘Yį┤Ż¼ŲõųąÖC┤▓░³└©öĄ┐žš█ÅØÖCŻ¼╣żŠ▀░³└©š█ÅØ─ŻŠ▀Ż¼┴┐Š▀░³└©š█ÅØÖz£y╣żŠ▀ĪŻ
Ę┤æ¬ųŲįņ┘Yį┤─▄┴”Ą─ģóöĄ×ķŻ║1)š█ÅØÖCŻ¼ūŅ┤¾š█ÅØ┴”Ż¼ūŅ┤¾┐╔š█╣ż╝■ķLČ╚Ż¼ūŅ┤¾┐╔š█╣ż╝■īÆČ╚Ż¼ūŅ┤¾ķ_åóĖ▀Č╚Ż╗2)š█ÅØ─ŻŠ▀Ż¼ūŅ┤¾╣ż╝■īÆČ╚Ż¼š█ÅØłA╗Ī░ļÅĮŻ¼š█ÅØłA╗ĪÅłĮŪŻ╗3)£y┴┐╣żŠ▀Ż¼š█ÅØłA╗Ī░ļÅĮŻ¼š█ÅØłA╗ĪÅłĮŪĪŻ
ęį─│ę╗ĮMųŲįņ┘Yį┤×ķ└²Ż¼╝s╩°ģóöĄ▒Ē╩ŠĘĮ╩Į╚ńŽ┬ĪŻ
š█ÅØÖCAŻ║š█ÅØ┴”≤1200kNŻ¼┐╔š█╣ż╝■ķLČ╚≤3200mmŻ¼┐╔š█╣ż╝■īÆČ╚≤2700mmŻ¼ķ_åóĖ▀Č╚≤620mmĪŻ
š█ÅØ╔Ž─ŻAŻ║╣ż╝■īÆČ╚≤1000mmŻ¼50mm≤š█ÅØłA╗Ī░ļÅĮ≤60mmŻ¼50°≤š█ÅØłA╗ĪÅłĮŪ≤120°ĪŻ
š█ÅØŽ┬─ŻAŻ║╣ż╝■īÆČ╚≤1000mmŻ¼Ž┬─Żķ_┐┌īÆČ╚=100mmŻ¼30mm≤š█ÅØłA╗Ī░ļÅĮ≤180mmŻ¼90°≤š█ÅØłA╗ĪÅłĮŪ≤120°ĪŻ
£y┴┐╣żŠ▀AŻ║10mm≤š█ÅØłA╗Ī░ļÅĮ≤150mmŻ¼š█ÅØłA╗ĪÅłĮŪ≤180°ĪŻ
═©▀^ī”š█ÅØī”Ž¾╠žš„╠ß╚ĪĄ─╠žš„ą┼Žó░³└©░Õ┴Ž║±Č╚SĪó░Õ┴Žš█ÅØīÆČ╚Lęį╝░▓─┴Ž┐╣└ŁÅŖČ╚bŻ¼Ė∙ō■╣ż╦ćĮø“ׯ¼Ž┬─Żķ_┐┌īÆČ╚V┼c░Õ┴Ž║±Č╚Sų«ķgĄ─╝s╩°ĻPŽĄ×ķŻ║
8S≤V≤10S
š█ÅØ░ļÅĮR┼cŽ┬─Żķ_┐┌īÆČ╚Vų«ķgĄ─ĻPŽĄ×ķŻ║
0.16V≤R≤0.17V
š█ÅØ┴”PĄ─ėŗ╦Ń╣½╩Į×ķŻ║
P=1.42bS2L/V
═©▀^ī”įOėŗī”Ž¾╠žš„ą┼Žó╠Ä└ĒŻ¼Ą├ĄĮ╣ż╦ćģóöĄVĪóSĪóPŻ¼į┘═©▀^ī”ųŲįņ┘Yį┤ą┼ŽóÖz╦„╝░ī”╝s╩°ĻPŽĄ▀Mąą▀ē▌ŗ┼ąöÓŻ¼╝┤┐╔įuār│÷┤╦╣ż╝■╩Ūʱ┐╔ęį¼FėąųŲįņ┘Yį┤üĒ▀_ĄĮ└ĒŽļįOėŗę¬Ū¾ĪŻ
╚¶═©▀^╝s╩°┼ąČ©║¾┐╔īŹ¼FŻ¼ŽĄĮyĢ■ūįäė▀xō±¼FėąįOéõĪó─ŻŠ▀Īó╣żčbĪó┴┐Š▀Ą─ųŲįņ┘Yį┤Ż¼═©▀^╣ż╦ćøQ▓▀╔·│╔┴Ń╝■│╔ą═╣ż╦ćĪŻ
3 īŹ└²
łD5×ķ▐DŽ“╝▄é╚┴║Ž┬╔w░Õš█ÅØ│╔ą═║¾Ą─╚²ŠS─Żą═Ż¼Š▀¾wģóöĄ╚ńłD6╦∙╩ŠĪŻ

łD5 ╚²ŠS─Żą═

łD6 ┴Ń╝■│╔ą═ģóöĄ
į┌CADŁhŠ│Ž┬Ż¼═©▀^ī”Äū║╬─Żą═▀Mąą╠žš„▀x╚ĪŻ¼ęį╝░Įø▀^ŽĄĮy╠žš„ė│╔õĪóųŲįņ┘Yį┤╝s╩°┼ąöÓĪó╣ż╦ćĘĮ░Ė▀xō±ęį╝░╣ż╦ćøQ▓▀Ż¼ŽĄĮy╔·│╔╠žš„ųąąį╬─╝■Ż║
[XGB(01)]
R1=50
V1=140
R2=100
V2=160
R3=100
V3=120
L1=71.5
L2=350.6
L3=255.4
L4=1036.3
S=14
ŲõųąŻ║R▒Ē╩ŠłA╗Ī░ļÅĮŻ╗V▒Ē╩ŠłA╗ĪÅłĮŪŻ╗L▒Ē╩ŠłA╗ĪķgŠÓŻ║S▒Ē╩Š▓─┴Ž░Õ║±ĪŻ
ė╔ęį╔ŽģóöĄ┐╔ęį═©▀^ŽĄĮy╠Ä└ĒĄ├ĄĮųŲįņ┘Yį┤╝s╩°ĮY╣¹Ż¼╚¶Š▀éõ┐╔ųŲįņąįŻ¼ät╔·│╔š█ÅØ╣ż╦ć╬─╝■ĪŻ
4 ĮY╩°šZ
▒Š╬─╠ß│÷┴╦ųŲįņ┘Yį┤╝s╩°Öz▓ķĘĮĘ©Ż¼Į©┴ó┴╦╗∙ė┌╠žš„║═ųŲįņ┘Yį┤╝s╩°Ą─š█ÅØ╣ż╦ćįOėŗįŁą═ŽĄĮyŻ¼▓óęį▐DŽ“╝▄│Żė├╝■ū„×ķįOėŗī”Ž¾ī”Ųõ▀MąąÖz“ׯ¼Ą├ĄĮ╚ńŽ┬ĮYšōĪŻ
(1)ŽĄĮyė╔┴Ń╝■─Żą═╠ß╚ĪĄ─╠žš„ą┼Žó─▄ē“═Ļš¹Ąž├Ķ╩÷┴Ń╝■Äū║╬ĮYśŗ║═╣ż╦ćę¬Ū¾ĪŻ
(2)įOėŗ╠žš„┐╔Ž“╣ż╦ć╠žš„ė│╔õŻ¼ŽĄĮy═©▀^╚²ŠSłDą╬’@╩ŠĄ─ĘĮ╩ĮŻ¼▒Ē¼FįOėŗ╚╦åTĄ─ęŌłDĪŻ
(3)╣ż╦ć═Ų└Ē─ŻēK─▄ē“═©▀^ūx╚Ī╝ė╣ż╠žš„╬─╝■Ż¼½@╚Ī┴Ń╝■įOėŗą┼ŽóŻ¼╔·│╔╣ż╦ć┴„│╠Ż¼īŹ¼FųŲįņ╣ż╦ćųŪ─▄╔·│╔ĪŻ
(4)ŽĄĮyī”╣ż╦ć╠žš„▀MąąųŲįņ┘Yį┤╝s╩°Öz▓ķŻ¼▒ŻūC╦∙įOėŗĄ─╔·«a╣ż╦ć╩Ū▒ŠŲ¾śI¼FļAČ╬┐╔ųŲįņĄ─Ż¼£p╔┘┴╦ė╔ė┌┴Ń╝■▓╗┐╔╝ė╣żįņ│╔Ą─Ę┤Å═įOėŗå¢Ņ}Ż¼╠ßĖ▀┴╦«aŲĘįOėŗą¦┬╩║═╩ął÷ĖéĀÄ┴”ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌╠žš„║═ųŲįņ┘Yį┤╝s╩°Ą─š█ÅØ╣ż╦ćįOėŗĘĮʩ蹊┐
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/support/11121513390.html






















