ĘŪ│ŻśsąęĮė╩▄č¹šłĮķĮBŻ¼╬ęį┌Ų¾śIųąę╗ų▒Å─╩┬ą┼Žó╗»Ą─╣żū„Ż¼░čę╗ą®ĮøÜvĪó¾wĢ■║═┤¾╝ę╣▓═¼Į╗┴„ę╗Ž┬Ż¼ų„Ņ}╩Ū"ųŪ─▄ųŲįņę²ŅIŲ¾śIäōą┬░lš╣"Ż¼╣▓Ęų×ķ╚²éĆĘĮ├µŻ║Å─«aśI░lš╣┐┤ųŪ─▄ųŲįņĪóéĆ╚╦īŹ█`ĘųŽĒĪóš╣═¹ĪŻ
"Å─«aśI░lš╣┐┤ųŪ─▄ųŲįņ"▀@éĆįÆŅ}ėą³c┤¾Ż¼╬ęį┌ųŲįņśI╣żū„┴╦ėą20─ĻĄ─ĢrķgŻ¼ī”ųŲįņśIėąę╗Č©Ą─┴╦ĮŌŻ¼╬ęć°ėą╚²┤¾«aśIŻ║▐rśIĪó╣żśIĪóĘ■äšśIĪŻ2000─Ļį┌╬õØh└Ņ▓²ŲĮ╔ŽĢ°«öĢrĄ─┐é└ĒųņķF╗∙Ą─ę╗ĘŌą┼ųą╚²ŠõįÆ╩ŪŻ║▐r├±šµ┐ÓĪó▐r┤ÕšµĖFĪó▐rśIšµ╬ŻļUĪŻĄ─┤_Ż¼ū„×ķę╗éĆ▐rśI┤¾ć°Ż¼▐rśIī”ųąć°Ą─░lš╣ū„│÷┴╦║▄┤¾Ą─žĢ½IŻ¼╠ß╔²Ż¼▀@ę▓╩Ūę╗éĆ▓╗ĀÄĄ─╩┬īŹĪŻūįÅ─2004─Ļ1į┬ŲŻ¼├┐ę╗─ĻĄ─ųąć°ųąčļę╗╠¢╬─╝■ĄĮ2014─Ļ╚½▓┐Č╝╩ŪĻPė┌▐r├±Īó▐r┤Õ╝░▐rśIĄ─Ż¼ę▓Š═\╩Ūšfį┌š■▓▀īė├µŻ¼╬ęéāī”ć°╝ęĪóī”▐rśIĮoėĶ┴╦ūŅ┤¾Ą─ĻPūóĪŻĘ■äšśIĄ┌╚²«aśIį┌GDPųąĄ─š╝▒╚╩Ūę╗éĆć°╝ę╩Ūʱ░l▀_Ą─ś╦ųŠŻ¼«öĢr╠ß│÷Ą─ę╗éĆĖ┼─ŅŠ═╩Ū░l▀_ć°╝ęGDPš╝ĄĮ┴╦70%Ż¼┤¾┴”░lš╣Ę■äšśIĄ┌╚²«aśI│╔×ķ║▄ČÓć°╝ęĄ──┐ś╦Ż¼ę▓╩Ū║▄ČÓć°╝ęŽ╚▀MĄ─ę╗éĆś╦ųŠĪŻ─Ū├┤╣żśI╗“╣żśI╗»╩Ūę╗éĆ╩▓├┤ą╬Ž¾─žŻ┐Ė▀═Č╚ļĪóĖ▀─▄║─ĪóĖ▀╬█╚ŠŻ¼╗∙▒Š╔Ž╚½╩Ūę╗ą®žō├µĄ─ą¦ęµŻ¼╬ęėXĄ├▀Ć╩Ū▒╚▌^Ą═Ą─ę╗éĆįuārĪŻĄ½īŹļH╔Ž╣żśIĪó▐rśIĪóĘ■äšśI──ę╗éĆĖ³ųžę¬─žŻ┐

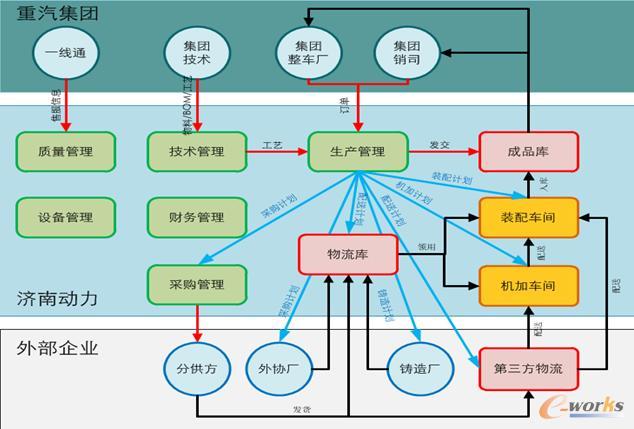
łD1 ╣żśIĪó▐rśIĪóĘ■äšśI──ę╗éĆĖ³ųžę¬─žŻ┐
▀@╩Ū╬ę▓ķĄĮĄ─Ė„ąąśI│╦öĄą¦æ¬Ż¼┤¾╝ę┐╔ęį┐┤ĄĮī”ĮøØ·Ą─░lš╣Īó┤┘▀MųŲįņśI▀Ć╩Ū▓╗┐╔╠µ┤·Ą─ĪŻųŲįņśIĄ─Ą└┬Ęį┌──└’─žŻ┐▀@ę▓╩Ū▀@Äū─Ļ┤¾╝ę╦╝┐╝Ą─ę╗éĆ─┐ś╦Ż¼╬ęéāć°╝ęŪ░Äū─ĻĖŃ▀^ę╗éĆā╔╗»╚┌║ŽŻ¼«ö╚╗ā╔╗»╚┌║Žī”ė┌Ų¾śIą┼Žó╗»╚╦åT▀Ć╩Ūę╗éĆ║▄║├Ą─ÖCĢ■Ż¼Ą½╩Ūā╔╗»╚┌║Žę╗éĆ║▄┤¾Ą─╚▒³cŠ═╩Ūą┼Žó╗»ėąėÓĪó╣żśI╗»▓╗ūŃŻ¼▒╚╚ńį┌╣żśI╗∙ĄA▒╚▌^▓ŅĄ─ŪķørŽ┬šäą┼Žó╗»ŲõīŹ╩Ūę╗éĆ┐šųąśŪķwŻ¼║▄ļyšµš²ū÷ĄĮā╔╗»╚┌║ŽĪŻį┌▀@éĆŪķørŽ┬Ą┬ć°╣żśI4.0Ą─Ė┼─ŅŻ¼▀@éĆ┤¾╝ęČ╝Č·╩ņ─▄įö┴╦Ż¼╬ęŠ═▓╗į┘░ÓķT┼¬Ė½┴╦Ż¼░³└©├└ć°Īóėóć°Īó╚ĄõĪóĘ©ć°Īó╚š▒ŠČ╝į┌╠ßĖ▀ųŲįņśIųŲįņ╦«ŲĮĄ─╗∙ĄA╔ŽĘųäe╠ß│÷┴╦ūį╝║Ą─Ė┼─ŅĪŻ
├└ć°ĪČŽ╚▀MųŲįņśIć°╝ęæ┬įėŗäØĪĘĪóĪČųžš±├└ć°ųŲįņśIš■▓▀┐“╝▄ĪĘĪóĪČŽ╚▀MųŲįņ╗’░ķėŗäØĪĘ╣▓═¼ū„×ķ├└ć°┤┘▀MŽ╚▀MųŲįņśI░lš╣Ą─"į┘╣żśI╗»"ę╗öłūėėŗäØŻ¼ėóć°"Ė▀ārųĄųŲįņ"æ┬įŻ¼╚ĄõĄ─"į┘╣żśI╗»"│╔╣¹ū┐ų°Ż¼╚½Ū“ĖéĀÄ┴”┼┼├¹ūŅĖ▀╔²ų┴Ą┌Č■╬╗Ż¼╚š▒ŠĄ─"į┘┼dæ┬į"Ż¼Ę©ć°Ą─"ą┬╣żśIĘ©ć°"Ż¼╬ęéāć°╝ęę▓╠ß│÷┴╦ųąć°╣żśI┐é¾węÄäØŻ║╚²╩«─ĻĪó╚²▓Įū▀ĪŻ

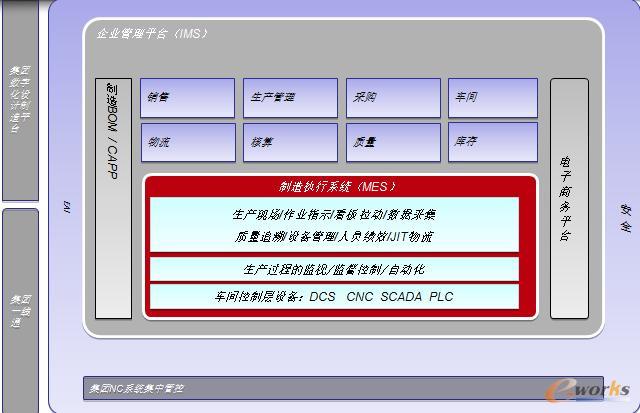
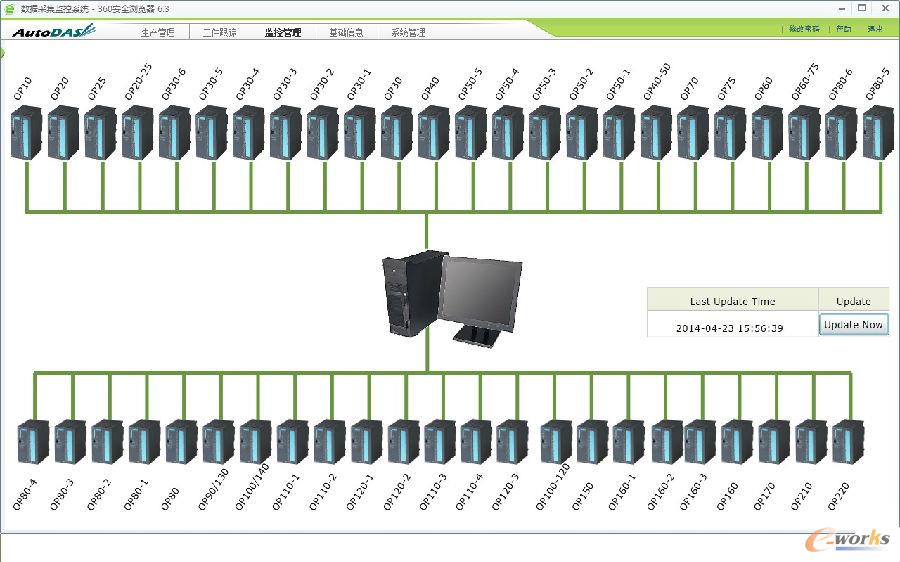
łD3 ųŪ─▄ųŲįņ┐é¾węÄäØ
į█éā┐╔ęį▒╚▌^ę╗Ž┬ųąć°ųŲįņ2025║═Ą┬ć°╣żśI4.0Ą─╣▓═¼³c╩Ū╩▓├┤Ż┐╗“š▀╦³éāĄ─ģ^äeį┌──└’Ż┐ųąć°ųŲįņ2025╩Ūųąć°š■Ė«Ą─š■▓▀Ż¼Ą½Ė³ČÓé╚ųžė┌«aśI║═š■▓▀Ż¼Č°Ą┬ć°╗∙ė┌Ž╚▀MĄ─ųŲįņśI╦«ŲĮŻ¼╦³Ė³ČÓĄž╩ŪÅ─╝╝ągĪó─Ż╩ĮŻ¼Ą½╩Ū╦³éāČ╝ėąę╗éĆ╣▓═¼³cŠ═╩ŪśO┴”═Ų│ńųŪ─▄ųŲįņŻ¼▀@ę▓╩ŪĮo╬ęéā╦∙ėąĄ─Å─śI╚╦åTųĖ├„┴╦ĘĮŽ“ĪŻųŪ─▄ųŲįņ░³║¼5éĆĘĮ├µ«aŲĘĪó╔·«aĘĮ╩ĮĪóĘ■äšĪó╣▄└ĒĪóčbéõŻ¼▀@╩Ūę╗éĆ║▄┤¾Ą─Ė┼─ŅŻ¼╔µ╝░ĄĮ├┐ę╗éĆąąśIĪóŲ¾śIŻ¼╦³Ą─¾wĢ■╗“░lš╣ĘĮŽ“╩Ū▓╗ę╗śėĄ─Ż¼ū▀║├──Äū▓Į▓┼─▄░č╬š║├ųŪ─▄ųŲįņĄ─╬┤üĒ─žŻ┐╬ęėXĄ├Å─╬ęĄ─¾wĢ■üĒųvŻ¼╩ūŽ╚╩ŪčbéõĄ─ųŪ─▄╗»╩ŪĻPµI³cŻ¼įOéõĖ▀Ą═╩Ū─Ń─▄ʱīŹ¼FųŪ─▄ųŲįņĄ─ĻPµI³cŻ¼▀Ćėą╣▄└ĒųŪ─▄╗»Ż¼╣▄└Ēš¹éĆ╦«ŲĮøQČ©┴╦ųŪ─▄ųŲįņĄ─╦«ŲĮŻ¼╬ęėXĄ├į┌Ų¾śI«öųąŻ¼ą┼Žó╗»Ą─Ė┼─Ņ╩ŪERPŻ¼ERPšä┴╦║▄ČÓ─ĻŻ¼Ą½╩Ūėąę╗éĆĖ┼─Ņ▒╗╚╦║÷┬į┴╦Ż¼Ū░Č╬Ģrķg╬ę┬ĀĄĮ┴╦ę╗éĆĮ╠╩┌č▌ųvŻ¼╦¹Š═╠ߥĮMESųŲįņł╠ąąŽĄĮy╩ŪČÓ─Ļ▒╗║÷┬įĄ─ę╗éĆĖ┼─ŅŻ¼╩ŪūŅĮ³Äū─Ļ▓┼ķ_╩╝▀M╚ļ┤¾╝ęĄ─ęĢŠĆŻ¼Č°╬ęėXĄ├ųŲįņł╠ąąŽĄĮy╩ŪųŪ─▄ųŲįņĄ─ę╗éĆ╗∙ĄAŻ¼ę╗éĆŲ¾śIųŲįņśI─▄ʱ░č╬šÖCĢ■Ż¼ųŲįņł╠ąąŽĄĮy╩Ū║▄ĻPµIĄ─ĪŻ
Ž┬├µ╬ęŠ═░čūį╝║Ą─ę╗ą®¾wĢ■║═Ė„╬╗ģRł¾ę╗Ž┬Ż¼╬ęéāųąć°ųžŲ¹Ø·─Žäė┴”╣½╦ŠīŹąą┴╦ą┼Žó╣▄└ĒŲĮ┼_╝░ųŲįņł╠ąąŽĄĮyŻ¼▀@éĆĒŚ─┐åóäė╩Ūį┌10─ĻĪó11─ĻĄ─Ģr║“ķ_╩╝▀xą═Ż¼─ŪéĆĢr║“Š═į┌ŽļERPĖ┼─Ņ╠½┤¾┴╦Ż¼īŹįÆīŹšfERP│╔╣”Ą─▓ó▓╗╩Ū║▄ČÓŻ¼╚Ī┴╦ę╗éĆ╣▄└Ēą┼ŽóŲĮ┼_▒╚▌^╚ß║═Ą─Ė┼─ŅüĒ═Ųąą╬ęéāĄ─ŽĄĮy═¼Ģr─ŪéĆĢr║“╬ęéāŠ═¾wĢ■ĄĮę¬╠ßĖ▀ą┼ŽóĄ─ųŲįņśIŻ¼ę¬░lš╣╗∙ė┌▄ćķg╝ēĄ─╣▄└ĒŻ¼ę▓Š═╩ŪųŲįņł╠ąąŽĄĮyŻ¼╬ęéā▓╗ŽļĘų×ķ2éĆČ°╩Ū░č╦³╚┌║Žį┌ę╗ŲĪŻ
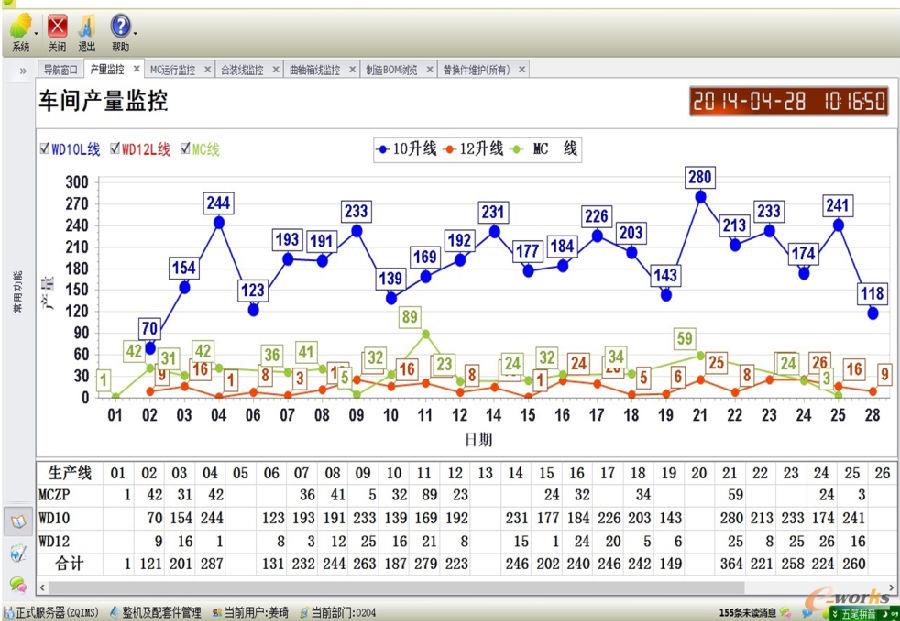
Ø·─Žäė┴”▓┐╩Ūųąć°ųžŲ¹░läėÖCā╔┤¾īŻśI╔·«a╗∙Ąžų«ę╗Ż¼ÅSģ^š╝Ąž├µĘe27.185╚fŲĮĘĮ├ūŻ¼╔·«a├µĘe12╚fŲĮĘĮ├ūŻ¼┐é═Č┘Y╝s30ā|į¬ĪŻ«aŲĘų„ę¬░³└©Ż║WDĪóMCŽĄ┴ą▓±ė═ÖCĪó╚╝ÜŌ░läėÖCĪóį┘ųŲįņ░läėÖCĪó░lļŖÖCĮMĄ╚ĪŻ╔·«aųŲįņ▀^│╠ų„ę¬░³└©Ėū¾wĪóĖū╔wĪóŪ·▌SĪó²X▌å╩ęĪó’w▌åĪó’w▌åÜżĪó▀BŚUĄ╚Ų▀┤¾┐é│╔╝ė╣żŻ¼ęį╝░š¹ÖCčb┼õĪóš{įć║══┐čbĪŻ
WD615ŽĄ┴ą«aŲĘōĒėąęį├└ć°ą┴ą┴─Ū╠ß╝ė╣żųąą─╝»╚║×ķų„Ą─Ėū¾w╝ė╣żŠĆĪóęį╚š▒Š╚²┴Ō╝ė╣żųąą─╝»╚║×ķų„Ą─Ėū╔w╝ė╣żŠĆĄ╚8ŚlŽ╚▀M╔·«aŠĆŻ¼ųŲįņ╣ż╦ć║═čbéõŠėć°ā╚Ž╚▀M╦«ŲĮĪŻą╬│╔┴╦╣”┬╩Ė▓╔w240-460PSŻ¼┼┼┴┐10╔²║═12╔²Ż¼╚╝ė═Īó╚╝ÜŌŽĄ┴ą░läėÖC«aŲĘŻ¼─Ļ«a─▄┴”▀_12╚f┼_Ż¼ØMūŃć°ó¾Īóć°ó¶Īóć°ó§┼┼Ę┼ś╦£╩ĪŻ╠žäe╩Ūķ_░lĄ─╚╝ÜŌÖCŻ¼ūį═ČĘ┼╩ął÷ęįüĒŻ¼æ{ĮĶŲõĖ▀┐╔┐┐ąįĪó╣Ø─▄Łh▒Żąį╔Ņ╩▄ė├æ¶ŪÓ▓AĪŻ
MCŽĄ┴ą«aŲĘĄ─░läėÖCĖū¾wĪóĖū╔wĪóŪ·▌SĄ╚Ų▀┤¾┐é│╔╝ė╣żŠĆ▓╔ė├┴╦Ą┬ć°Heller╣½╦ŠMCHĪóMPĪóMPCŽĄ┴ą╝ė╣żųąą─ĪóūįäėĮM║ŽÖC┤▓╝░Ą┬ć°DURR╣½╦ŠĄ─│¼Ė▀ē║ŪÕŽ┤ÖCĪóMAUSER╣½╦ŠĄ─īŻė├╝ė╣żÖC┤▓Ą╚įOéõŻ¼╔·«aŠĆ┼õéõ┴╦Ž╚▀MĄ─╔·«a▀^│╠▒O┐žŽĄĮyŻ¼īŹ¼F┴╦├┐éĆ╣żą“╣ż╝■Ą─ūįäėūRäeĪóūįäė╝ė╣ż╝░į┌ŠĆūįäėÖz£yĪóīŹĢr▒O┐žĪóöĄō■Ą─ūįäė▓╔╝»Ą╚╣”─▄ĪŻĖū¾w▓╔ė├┴╦╚õ─½ĶTĶF▓─┴ŽŻ¼╠Ņčać°ā╚┐š░ūŻ╗Ėū¾wĪó▀BŚUĄ─╝ė╣ż▓╔ė├┴╦╩└ĮńŽ╚▀MĄ─ØqöÓ╝╝ągŻ╗MCŽĄ┴ą░läėÖC╣”┬╩┐╔▀_ĄĮ300--540±R┴”Ż╗┼┼Ę┼ś╦£╩ØMūŃÜWó¾ĪóÜWó¶ĪóÜWó§┼┼Ę┼ś╦£╩Ż¼╝┤īó═Č«aĄ─MC11ĪóMC13░läėÖC─Ļ«a─▄10╚f┼_ĪŻ
ųąć°ųžŲ¹░läėÖC║╦ą─┐é│╔╝░┴Ń▓┐╝■╚½▓┐īŹ¼F┴╦╝»łFā╚ūįųŲŻ¼ęįŽ╚▀MĄ─╔·«ačbéõ║═╣ż╦ćĪóTS16949┘|┴┐¾wŽĄĪóŠ½ęµ╔·«aĘĮ╩Į▒ŻūC┴╦╝ė╣ż║═čbš{┘|┴┐Ż¼ų„ę¬┼õ╠ū╝■▀xė├ć°ļHų¬├¹ŲĘ┼Ų«aŲĘĪŻė╚Ųõ╩Ū┼cĄ┬ć°┬³╣½╦Š║Žū„ęįüĒŻ¼═©▀^ī”┬³░läėÖCųŲįņ╝╝ągĄ─Ž¹╗»╬³╩šŻ¼▀Mę╗▓Į╠ß╔²┴╦ųąć°ųžŲ¹░läėÖC┘|┴┐╦«£╩ĪŻ
2009─ĻŻ¼ųąć°ųžŲ¹┼cĄ┬ć°┬³╝»łF┤_┴óæ┬į║Žū„ĻPŽĄŻ¼ųąć°ųžŲ¹Ø·─Žäė┴”▓┐│ąō·ųąĄ┬ļpĘĮ║Žū„ķ_░lĄ─┐©▄ćĒŚ─┐ųąĻPµI▓┐╝■-┬³D20/D26░läėÖCĄ─╔·«aĪŻį┌ę²▀Mć°ļHŽ╚▀MįOéõ┼cčb┼õŠĆĪóĮ©įOMANą┬╣żÅSĄ─═¼ĢrŻ¼äė┴”▓┐ŅIī¦╠ß│÷"ęįŽ╚▀MĄ─╣▄└Ē└Ē─Ņ┤“įņ╩└Įń╝ē╣żÅS"Ą─ę¬Ū¾ĪŻ
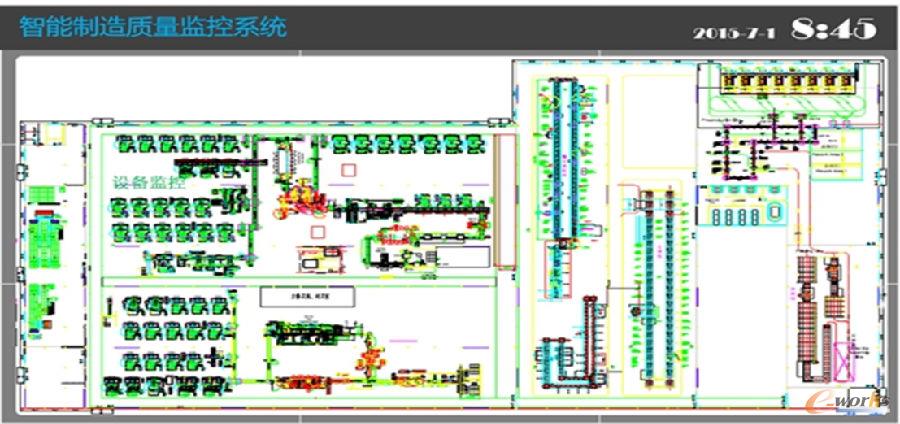
×ķ┤╦Ż¼Ø·─Žäė┴”▓┐Å─░läėÖCĖū¾wĪóĖū╔wĄ─╝ė╣żĄĮš¹ÖCčb┼õ╚½╔·«a▀^│╠Ęųäe╚ļ╩ųŻ¼▀\ė├ą┼Žó╗»Ą─╩ųČ╬īŹ╩®░läėÖCMESŽĄĮyŻ¼ī”Å─ėåå╬Ž┬▀_ĄĮ«aŲĘ═Ļ│╔Ą─š¹éĆ╔·«a▀^│╠▀Mąąā×╗»╣▄└ĒŻ¼ęį╠ß╔²š¹¾w╣▄└Ē╦«ŲĮĪŻ
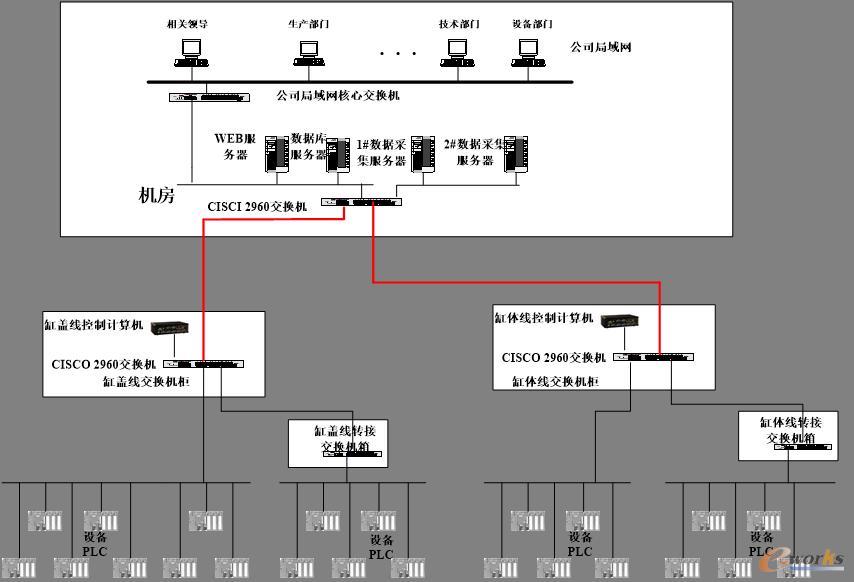
łD3 ŽĄĮyš¹¾wĄ─ę╗éĆ╝▄śŗ
▀@╩Ū╬ęéāš¹éĆŽĄĮyš¹¾wĄ─ę╗éĆ╝▄śŗŻ¼┐╔─▄║▄ČÓ╝»łF╗»Ą─Ų¾śIČ╝┤µį┌▀@śėę╗ĘNŪķørŻ¼┐┤ĄĮ╬ęéāĄ─╣▄└Ēėą╣żśI╣▄└ĒĪó╝╝ąg╣▄└Ēęį╝░ėåå╬╣▄└ĒŻ¼╗∙ė┌┘|┴┐Īó╝╝ągĪóįOéõĪó╔·«aęį╝░╬’┴„▀@ą®╣▄└ĒĪŻ
łD4 š¹éĆ▄ø╝■īŹ╩®Ą─╝▄śŗ
▀@╩Ū╬ęéāš¹éĆ▄ø╝■īŹ╩®Ą─╝▄śŗŻ¼┐╔─▄║▄ČÓČ╝ėąŽÓ╦Ųų«╠Ä░╔ĪŻ╩ūŽ╚╬ęĮķĮBŽ┬╬ęéāš¹éĆūįäė╔·«aŠĆĄ─īŹĢr▒O┐žŻ¼╚½╠ūę²▀M┴╦Ą┬ć°╣½╦ŠųĖČ©Ą─ÖC┤▓įOéõŻ¼═©▀^╬„ķTūė╬ęéā┴╦ĮŌĄĮ«ö─ĻÜW├╦ī”ųąć°╩ŪŽ▐ųŲ│÷┐┌Ż¼«öĢr08─ĻÜWų▐ĮøØ·╬ŻÖCŻ¼ÜW├╦ę▓į╩įS│÷┐┌Ą½╩ŪĻPĄ¶┴╦║▄ČÓ╣”─▄Ż¼╝┤╩╣▀@śėį┌ųąć°ę▓╩Ū║▄Ž╚▀MĄ─Ż¼╗∙ė┌š¹ŠĆĄ─ūįäė╗»╦«ŲĮŻ¼īŹ╩®▒O┐žŽĄĮy┐╔ęįūĘ█ÖöĄō■Ą─ĮyėŗŻ¼╣”─▄╩Ū▒╚▌^║åå╬Ą─Ż¼╬ęéā¼Fį┌ę▓š²£╩éõ░č▀@éĆŽĄĮyū÷öUš╣╔²╝ēĪŻ
łD5 š¹éĆŽĄĮyĮYśŗłD
▀@╩Ū╬ęéāš¹éĆŽĄĮyĮYśŗłDŻ¼╦∙ėą╔·«aŠĆĄ─įOéõ╚½▓┐┬ōŠW═©▀^Į╗ōQĮė╚ļĄĮŠųė“ŠWųąŻ¼╣▄└Ēīė┐╔ęįīŹĢr╚ź▓ķ┐┤╔·«aŠĆĄ─ĀŅørĪŻ

łD6 š¹éĆ╔·«aŠĆ┐é¾w▒O┐ž
▀@Š═╩Ū╬ęéāš¹éĆ╔·«aŠĆ┐é¾w▒O┐žŻ¼├┐éĆłDś╦Ą─Ņü╔½┤·▒Ē▓╗═¼ĀŅørŻ¼ŠG╔½┤·▒ĒįOéõš²│Ż▀\ąąŻ¼³S╔½╩Ū┤²ÖCŻ¼╝t╔½╩Ū╣╩šŽŻ¼╬ęéāį┌▐k╣½╩ęŠ═┐╔ęįīŹĢr┐┤ĄĮ╔·«aŠĆ▀\ąąĀŅørĪŻ«ö╬ęéā³cō¶▀M╚źŲõųą╚╬ęŌłDś╦┐╔ęį┐┤ĄĮ▓┘ū„š▀ĢrķgĪó┘|┴┐ĀŅørČ╝┐╔ęįīŹĢr▒O┐žŻ¼ī”öĄō■Ą─īŹĢr▓╔╝»į┌▀\ąą«öųą▒╚▌^├„╝ÜĄ─┐┤ĄĮĪŻ
łD7 Ėū¾wŠĆŠWĮj▀BĮėĀŅør
▀@Š═╩ŪĖū¾wŠĆŠWĮj▀BĮėĀŅørŻ¼ę╗Ą®─│┼_įOéõ│÷¼F╣╩šŽĄ─Ģr║“Ģ■│÷¼F╝t╔½ł¾Š»Ż¼įOéõ╚╦åT╝░ą┼Žó╗»╚╦åTŠ═┐╔ęį┐┤ĄĮŻ¼╝░ĢrĄ─╚źĮŌøQå¢Ņ}Ż¼╠ßĖ▀┴╦╔·«aŠĆš¹¾wĄ─╣▄└Ē╦«ŲĮŻ¼10-12─Ļ▀@╚²─Ļ╬ęéāķ_╩╝īŹ╩®▀@éĆĒŚ─┐ų«║¾Ż¼▓╗╣▄╩ŪŲ¾śI┐é¾w╔·«aą¦┬╩ĪóOEEĄ╚Č╝Ą├ĄĮ┴╦╠ßĖ▀Ż¼╠ßĖ▀┴╦š¹ŠĆĄ─╣▄└Ē╦«ŲĮĪŻ
ų„ę¬Å─╣ż╦ćĪó▓╔┘ÅĪó╬’┴„Īó╔·«a▒O┐žĄ╚▀@ą®ĘĮ├µüĒ┴╦ĮŌŽ┬Ż¼╩ūŽ╚╩ŪÅ─įOėŗBOMĄĮųŲįņBOMŻ¼BOMį┌Ų¾śI«öųąæ¬ė├Ą─ĘČć·▀Ć╩Ū║▄ÅVĘ║Ą─Ż¼▓╗╣▄╩Ū╝╝ąg▓┐ķTĪó╔·«a╣▄└Ē▓┐ķTĪó▓╔┘Å▓┐ķTĪó╬’┴„Īóčbéõ╝ė╣żĪóžöäš▓┐ķTČ╝Ģ■æ¬ė├ĄĮĪŻ║▄ČÓ╝»łF╗»Ų¾śIČ╝┤µį┌▀@ĘNŪķørŻ¼╣ż╦ć╣▄└Ē╩Ū╝»łFĮyę╗╣▄└ĒŻ¼╔·«aųŲįņ╩ŪĖ„Č■╝ē╣½╦Š╚źīŹ¼FŻ¼Ą½▀@Š═įņ│╔┴╦įOėŗ┼cųŲįņ├ō╣ØĄ─ŪķørŻ¼į┌ęį═∙Ą─ŪķørŻ¼╬ęéāĄ─╔·«aėŗäØų▒ĮėĻP┬ōĄ─╝»łFBOMŻ¼╬’┴„ĀŅørĪó┘|┴┐å¢Ņ}Č╝▓╗┐╔─▄į┌įOėŗBOMųą¾w¼F│÷üĒŻ¼▀@Š═įņ│╔╬ęéāĄ─╔·«aėŗäØ▓╗─▄ē“īŹĢrĄ─ųŲįņ╔·«aĪŻ║¾üĒ╬ęéāŠ═Ė─ūā┴╦ę╗ĘNĘĮ╩ĮŠ═╩Ūį┌╬ęéā║═╝»łFų«ķgū÷┴╦ę╗Ą└ķlŻ¼▀@śė╝»łFöĄō■▓╗Ģ■ų▒Įė▀M╚ļŻ¼Č°╩Ū▀Mąą▒╚ī”▓Ņ«Éų«║¾Š═┐╔ęį╝░Ģr═©ų¬ĄĮ╣ż╦ć╚╦åTĪŻ
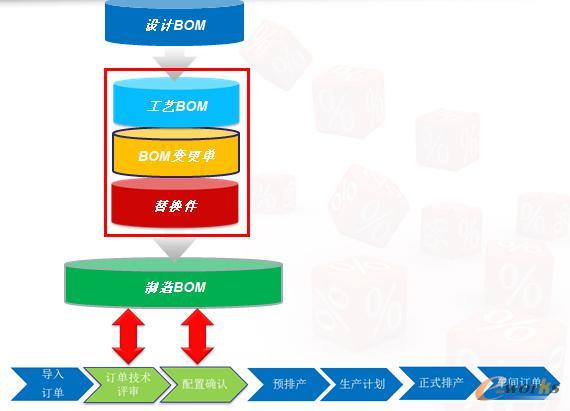
łD8 ųŲįņBOM
Ė∙ō■╣ż╦ćBOM▒╚ī”│÷╔·«aĄ─BOMūāĖ³å╬═©▀^╠µōQ╝■ūŅĮK╔·│╔Ą─╩ŪųŲįņBOMŻ¼▀@▓┼╩Ūšµš²ųĖī¦╬ęéāĄ─ėåå╬Īó╝╝ągįuīÅĪó┼õų├┤_šJŻ¼▀@Š═▒ŻūC┴╦╬ęéāĄ─┼õ╦═Īó╔·«aėŗäØĄ─£╩┤_ąįĪŻ
į┌ųŲįņŲ¾śIĖ╔▀^Ą─┐╔─▄Č╝ėą▀@śėĄ─¾wĢ■Ż¼╣ż╦ć▓Ņ«É╝■║═¼Fł÷ėą▓Ņ«ÉĄ─Ż¼Ž±╣ż╦ć╚▒╝■Īó│÷┐┌«aŲĘųĖČ©Ą─┴Ń▓┐╝■▀@ą®å¢Ņ}įŁüĒ╩Ū║▄ļyį┌ŽĄĮyųą¾w¼F│÷üĒĄ─Ż¼ęį═∙Ą─ŠÄųŲ╚╦åTĢ■░č╦³ū÷│╔excel▒ĒŻ¼╔·«aėŗäØ║═╔·«aĄ─BOM«a╔·│÷üĒ║═excel▒Ē▀Mąą▒╚ī”Ż¼ūįäė╔·«a┼õ╦═ėŗäØŻ¼▀@éĆ╣żū„┤¾Ė┼ė├4éĆąĪĢrĄ─ĢrķgŻ¼¼Fį┌╬ęéāū÷┴╦ę╗éĆ╠µōQ╝■üĒ═Ļ│╔ĪŻ

łD9 ┤“═©╣®æ¬µ£
Ą┌Č■▓┐ĘųŠ═╩Ū┤“═©╣®æ¬µ£Ż¼īŹ¼F╣®æ¬╔╠ģf═¼ą¦æ¬Ż¼╣®æ¬µ£ģf═¼╩Ūę╗éĆ║▄Å═ļsĄ─Łh╣ØŻ¼╔µ╝░ĄĮ╔·«a▀^│╠Īó╣®æ¬╔╠Īó╬’┴„Ą╚Ż¼ĮŌøQ║├╣®æ¬µ£ģf═¼īóśO┤¾Ą─┤┘▀M╔·«aĪŻį┌╬ęéāĄ─ŽĄĮyųąę“×ķ╣®æ¬╔╠┤µį┌ŽĄĮy▒╚└²Ą─Ė┼─ŅŻ¼▀@ą®öĄō■Č╝┐╔ęįūįäė╣▄┐žŻ¼ū÷Ą─ūŅ║├Ą─ĄžĘĮ╩ŪļŖūė╔╠äšŲĮ┼_īŹ¼F╣®ąĶļpĘĮ╗źäėŻ¼▀@Š═╩Ū╬ęéāĄ─ļŖūė╔╠äšŲĮ┼_Ż¼┤¾╝ę┐┤ĄĮ▒╚▌^║åå╬Ż¼ę“×ķ╣®æ¬╔╠ĄŪĻæŠ═┐╔ęį┐┤ĄĮ▀@éĆŲĮ┼_ėą▓╔┘Åėåå╬Īó░lžøĪó╬’┴„ŪķørŻ¼║Ž═¼Ą╚Ż¼├┐éĆ╣®æ¬╔╠Č╝┐╔ęį┐┤ĄĮūį╝║Ą─ą┼ŽóŻ¼īŹ¼F┴╦ąĶĘĮ║═╣®ĘĮĄ─Į╗╗źŻ¼╣®æ¬╔╠═©▀^ŲĮ┼_┐╔ęį▓ķįāĄĮ├┐ę╗éĆ┴Ń▓┐╝■Ą─Äņ┤µŪķørŻ¼░³└©ėåå╬Īó░lŲ▒ĮY╦ŃŪķørĪŻ
łD10 ░lžøŪÕå╬
ŽĄĮy×ķ╣®æ¬╔╠╠ß╣®å╬ō■╝░░³čbś╦║×┤“ėĪ▄ø╝■Ż¼▒M┐╔─▄Ą─į┤Ņ^╣▄└ĒŻ¼Ģ■╩╣ą┼Žó╗»╣żū„Ą─╩┬░ļ╣”▒ČŻĪ×ķ┴╦īŹ¼Fś╦£╩╗»Ż¼ė╔╬ęéāüĒĮyę╗▄ø╝■Ą─æ¬ė├Ż¼╣®æ¬╔╠┐╔ęį═©▀^▄ø╝■┤“ėĪ░lžøŪÕå╬Ż¼¼Fī”äōą┬ę╗³cĄ─Š═╩Ū┤¾╝ę┐╔ęį┐┤ĄĮŽ┬├µėąéĆČ■ŠS┤aŻ¼▀@éĆČ■ŠS┤a┐╔ęį╝»│╔░lžøŪÕå╬Ą─╦∙ėąą┼ŽóŻ¼«aŲĘĄ─öĄ┴┐ĪóŠÄ┤aĪó├¹ĘQĪó┼·┤╬╠¢Č╝┐╔ęį╝»│╔ĄĮ▀@éĆČ■ŠS┤aųąĪŻ

łD11 ļŖ┐žECRÜŌĖū┐é│╔
▀@╩ŪĮo╬ęéā╣®æ¬╔╠┤“ėĪĄ─ś╦║׌l┤aŻ¼ĻPųž╝■▓╔ė├Č■ŠS┤a▀Mąą┘|┴┐ūĘ╦▌ĪŻČ■ŠS┤aų„ę¬æ¬ė├ė┌Į╗žøŁh╣ØŻ¼Š═╩Ū╣®æ¬╔╠░čžø╦═ĄĮ╬’┴„é}ÄņĄ─Ģr║“Ż¼╩š½@╚╦åT─├Æ▀├ĶĮKČ╦Æ▀├ĶČ■ŠS┤aŠ═┐╔ęį░čš¹éĆ░lžøėåå╬╦∙ėąą┼Žó╚½▓┐Įė╩▄▀^üĒ╚╗║¾ī”ĮKČ╦╔ŽĄ─öĄō■³cžøŠ═┐╔ęįŻ¼ø]å¢Ņ}³cō¶┤_šJš¹éĆžøŠ═╩š▀MüĒ┴╦Ż¼śO┤¾Ą─╠ßĖ▀┴╦╩š½@Ą─ą¦┬╩║═£╩┤_ąįŻ¼ęį═∙╬ęéāĄ─é}Äņ╬’┴„į┌╩š½@Ą─Ģr║“Ģ■│÷¼FŲ¹▄ć┼┼ĻĀ║▄┬²Ą─▀@ĘNĀŅørŻ¼▀@ĘNĘĮ╩Į║▄║åØŹĪóĘĮ▒ŃŻ¼┤_īŹ╠ßĖ▀┴╦ą¦┬╩═¼Ģrę▓£p╔┘┴╦Õeš`░l╔·ĪŻ
łD12 ĮKČ╦Ą─╩ŪīŹļHŪķør
▀@Š═╩Ū╬ęéāĮKČ╦Ą─╩ŪīŹļHŪķørŻ¼┐╔ęįÆ▀├Ķ├┐éĆå╬ō■Įė╩▄öĄō■Ż¼═¼ĢrŽĄĮyĢ■Ė∙ō■┘|┴┐“×╩šś╦£╩╔·│╔╬’┴ŽĄ─┘|Özå╬Ż¼┤¾┤¾╠ßĖ▀┴╦┘|ÖzĄ─╦┘Č╚ĪŻ╬ęéāĄ─▓╔┘Å╚╦åT┐╔ęįÅ─ŽĄĮyųą┐┤ĄĮ▀@éĆöĄō■Ż¼├┐╣Pėåå╬Ą─öĄ┴┐╝░ĄĮžøŪķør╝░╬┤ĄĮžøŪķørŻ¼╬ęéāĄ─╣®æ¬╔╠ŲõīŹę▓┐╔ęį┐┤ĄĮŻ¼▀@śė▒Ńė┌ļpĘĮĄ─Į╗┴„╝░Ģr▒ŻūCžø╬’Ą─╣®æ¬ĪŻæ¬įōšf▓╔┘ÅŁh╣Ø╩Ūę╗éĆ║▄┬■ķLĄ─▀^│╠Ż¼ę“×ķ╣®æ¬╔╠ą┼Žó╗»╦«ŲĮ▀Ć╩Ūģó▓Ņ▓╗²RĄ─Ż¼▀^│╠║▄ŠÅ┬²Ż¼Ą½╩Ū╬ęéāłį│ų╚źū÷Ż¼æ¬įōšf▀@╦──ĻüĒŻ¼ļm╚╗▓╗öÓę▓ėąą®å¢Ņ}Ż¼š¹éĆæ¬ė├ą¦╣¹▀Ć╩Ū▒╚▌^║├Ą─Ż¼ī”╬ęéā▓╔┘Å╣żū„ę▓╩Ūę╗éĆśO┤¾Ą─┤┘▀MĪŻ

łD13 Š½£╩ģf═¼Ą─╬’┴„┼õ╦═
Ą┌╚²▓┐ĘųŠ═╩ŪŠ½£╩ģf═¼Ą─╬’┴„┼õ╦═Ż¼ę“×ķ╬’┴„ŲõīŹ╩Ūę╗éĆ║▄Å═ļsĄ─Łh╣ØŻ¼ę▓ė░ĒæĄĮ╔·«aĄ─▀MČ╚ĪŻų„ę¬ĻPūóā╔éĆĘĮ├µŻ║ĢrķgĪóöĄ┴┐Ż¼į┌▒ŻūCöĄ┴┐Ą─ŪķørŽ┬▀Ćę¬▒ŻūCĢrķgŻ¼╝░ĢrĄ─┼õ╦═ĄĮĪŻ┼õ╦═Ą─įŁätŻ║ĘųĢrŻ¼╠ņĘų╚¶Ė╔ĢrČ╬Ż¼░┤ĢrČ╬╩╣ė├▀MąąĘųÆ■║═┼õ╦═Ż╗▓ŽõŻ¼«ö╔·«aŠĆ▓╗─▄Ę┼Ž┬╚½▓┐╬’┴ŽĢrŻ¼░┤žø╝▄ØM┼┼┴┐║═╔·«a╣Ø┼─ūįäė▓ŽõŻ╗ØMŽõŻ¼«öę╗éĆĢrČ╬┼õ╦═Ą─╬’┴Ž▓╗ØMę╗ŽõŻ¼Č°║¾├µĄ─╔·«a▀ĆąĶę¬╩╣ė├įō╬’┴ŽĢrŻ¼ūįäėØMŽõ┼õ╦═Ż¼ęį£p╔┘╬’┴„Īó░ß▀\╝░¼Fł÷“×╩šĄ─╣żū„┴┐Ż╗Ž¹║─ŠĆ┤µŻ¼«ö╬’┴Žį┌ŠĆ▀ģėąžøĢrŻ¼ā׎╚╩╣ė├ŠĆ▀ģÄņ┤µŻ¼£p╔┘┼õ╦═öĄ┴┐ĪŻę“×ķ├┐ĘN╬’┴ŽĄ─ę¬Ū¾╩Ū▓╗ę╗śėĄ─Ż¼╬ęéā░č╦∙ėą╬’┴Ž▀MąąĘųŅÉŻ¼──ą®╬’┴Ž╩Ū─▄▓ŽõĪó──ą®▓╗─▄▓ŽõŻ¼▀@ą®Č╝ėą║▄Š½╝ÜĄ─ėŗ╦ŃŻ¼į┌ŽĄĮyųą¾w¼F│÷üĒĪŻį┌╬ęéāš¹éĆ╬’┴„┼õ╦═Ą─Łh╣ØŻ¼īŹ¼FŚl┤a╗»Ż¼Å─╬’┴„Ą─ĘųĢr┼õ╦═Īó╔·«aŠÅ┤µģ^Įė╩šĄĮ╔·«a╔ŽŠĆĪó│╔ŲĘ╚ļÄņŻ¼īŹ¼FÅSā╚╚½▀^│╠╬’┴„Śl┤aĖ·█ÖĄĮ╬’┴ŽĄ─ÅS╝ęĪó┼·┤╬╝░╩╣ė├ĀŅæBĪŻ
Ą┌╦─▓┐ĘųŠ═╩ŪīŹĢrĪóŠ½ęµĄ─¼Fł÷╣▄└ĒŻ¼ūŅ│§Ą─Ė┼─ŅŠ═╩Ū╗∙ė┌▄ćķgīė┤╬Ą─╣▄└ĒŻ¼▀@ę▓╩ŪMESūŅś╦£╩ĪóīŹļHĄ─ę╗éĆ╣”─▄Ż¼į┌▀@éĆ▀^│╠ųąöĄō■▓╔╝»╩Ū║▄ųžę¬Ą─ę╗éĆ▓Į¾EŻ¼öĄō■▓╔╝»Ż¼╬’┴ŽöĄō■▓╔╝»Ż©╬’┴ŽLotNo╗“S/Ną┼ŽóŻ®Ż¼╝ė╣ż▀^│╠▓╔╝»Ż¼┼żŠžĪóĮŪČ╚Īóē║┴”Īó╬╗ęŲĄ╚Č╝Ģ■ė░ĒæŻ¼įOéõ▒O┐žĪóčb┼õĘ└ÕeĪó╬’┴Ž└ŁäėĪó«É│Żł¾Š»ĪŻ
łD14 īŹĢrĪóŠ½ęµĄ─¼Fł÷╣▄└Ē
¼Fł÷öĄō■┴„
DLIMSŽĄĮyīó«ö╚š╔·«aą“┴ą░l╦═ĄĮ╔ŽŠĆ╣ż╬╗Ą─HMIųąŻ¼¼Fł÷╣ż╚╦Ė∙ō■╔·«aą“┴ą╝░ū„śIųĖ╩ŠŻ¼═Ļ│╔╝ė╣żū„śIĪŻ╬’┴„▓┐ķTĖ∙ō■DLIMSŽĄĮyųąĄ─╔·«aą“┴ąŻ¼īó╦∙ąĶ╬’┴Ž░┤šš╔ŽŠĆą“┴ąŻ¼ĘųĢr┼õ╦═ų┴ųĖČ©╣ż╬╗ĪŻ╣ż╬╗įOéõ┼õų├Ż║ZQHMIĪóŚl┤aÆ▀├ĶśīŻ¼├┐┼_░läėÖCĄĮ╬╗ĢrŻ¼ŽĄĮyĢ■ūįäė╠ß╣®čbÖCųĖ╩ŠŻ¼ÕečbĪó┬®čbĢrŻ¼ŽĄĮyėĶęįł¾Š»╠ß╩ŠĪŻ╬ęéāĄ─ŽĄĮy║═PRC▀MąąĻP┬ōŻ¼Ģ■īŹĢrūx╚Īµ£ĮėĄ─öĄō■Ż¼═¼Ģrį┌ŽĄĮyųąĢ■ū÷Ž▐Č©Ż¼▀@śėę╗Ą®│÷¼F│¼Ž▐Ą─Ģr║“ŽĄĮyĢ■ł¾Š»╠ß╩ŠĘ└ų╣Õeš`«a╔·ĪŻ░läėÖC┘|┴┐Ön░Ė╠ßĮ╗Ż¼ė├ė┌┘|┴┐ļpŽ“ūĘ╦▌Ż¼Ž┬ŠĆ┤_šJŻ¼ŽĄĮyūįäėł¾═Ļ╣żŻ¼Ė∙ō■īŹļHųŲįņBOMŻ¼═Ļ│╔╬’┴Ž║╦õNĪŻ
Ž┬ę╗▓┐Ęų╩Ū═Ė├„╗»Ą─╔·«a▒O┐žŻ¼¼Fį┌ųŲįņśI▓╗āHāH╩Ū╔·«aųŲįņĄ─╣▄└ĒŻ¼Ė³ųžę¬Ą─╩Ū╠ß╣®øQ▓▀ų¦│ųĪŻ╔·«aėŗäØ▒O┐žŻ║▒O┐ž╔·«aėŗäØ═Ļ│╔ŪķørŻ¼ęį╝░╔·«aėŗäØł╠ąąŪķør▓ķįāĪŻ«a┴┐▒O┐žŻ║Ė∙ō■╔·«a¼Fł÷įOéõīŹĢr╔·«aĀŅæBĘ┤üŻ¼ŽĄĮyęįłD▒ĒĄ─ą╬╩Įų▒ė^▒O┐ž╔·«aėŗäØ═Ļ│╔ŪķørŻ¼╔·«aŠĆ«a┴┐Ą╚ŪķørĪŻčb┼õŠĆ▒O┐žŻ║Ė∙ō■╔·«a¼Fł÷įOéõīŹĢr╔·«aĀŅæBĘ┤üŻ¼ŽĄĮy┐╔ų▒ė^▒O┐žčb┼õŠĆį┌ųŲŲĘčb┼õ╣żą“Īó«a┴┐Ą╚ŪķørĪŻÖC╝ėŠĆ▒O┐žŻ║Ė∙ō■╔·«a¼Fł÷įOéõīŹĢr╔·«aĀŅæBĘ┤üŻ¼ŽĄĮy┐╔ų▒ė^▒O┐žÖC╝ėŠĆį┌ųŲŲĘÖC╝ė╣żą“Īó«a┴┐Ą╚ŪķørĪŻ┘|┴┐▒O┐žŻ║═©▀^╩š╝»╔·«a¼Fł÷┘|┴┐Öz£yāxŲ„öĄō■Īóč▓ÖzåT┼cūįÖz╚╦åTÖz“×ĮY╣¹Ż¼ŽĄĮy┐╔īŹĢr▒O£yį┌ųŲŲĘ┘|┴┐ĀŅæBĪŻį┌ųŲŲĘ▒O┐žŻ║═©▀^╔·«a¼Fł÷įOéõ╔·«aĀŅæBą┼ŽóĪóį┌ųŲŲĘ╝ė╣ż╣żą“Ą╚ą┼ŽóŻ¼ī”╔·«aŠĆ╔Žį┌ųŲŲĘ║═ŠÅ┤µģ^į┌ųŲŲĘ▀Mąą▒O┐ž╣▄└ĒĪŻī”ė┌čb┼õŠĆąĶꬒ@╩ŠŠĆ▀ģ╬’┴ŽĄ─įö╝Üą┼ŽóĪŻžöäš▒O┐žŻ║═©▀^╔·«a¼Fł÷įOéõ╔·«aĀŅæBą┼ŽóĪóį┌ųŲŲĘ╝ė╣ż╣żą“Ą╚ą┼ŽóŻ¼ėŗ╦Ń│÷░ļ│╔ŲĘīŹĢr╣żĢr┘Mė├Ą╚ĪŻ
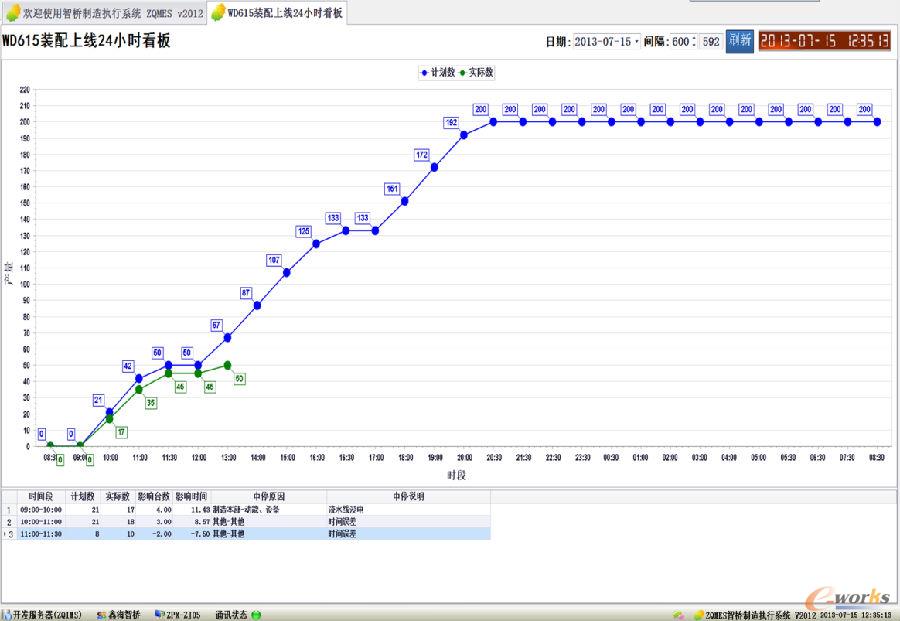
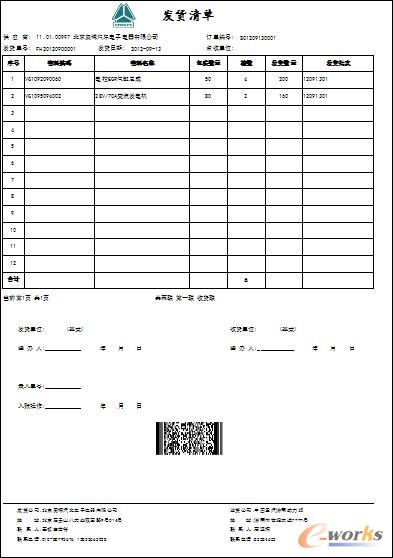
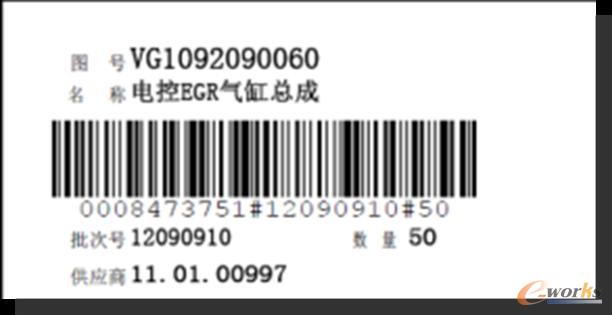
łD15 ╔·«aŠĆ24ąĪĢr╔ŽŠĆĄ─Ūķør
▀@Š═╩Ū╬ęéāĄ─╔·«aŠĆ24ąĪĢr╔ŽŠĆĄ─ŪķørŻ¼┐╔ęį┐┤ĄĮīŹĢrĄ─╔·«aöĄō■Č╝┐╔ęįį┌ŽĄĮyųą╝░Ģr┐┤ĄĮĪŻ
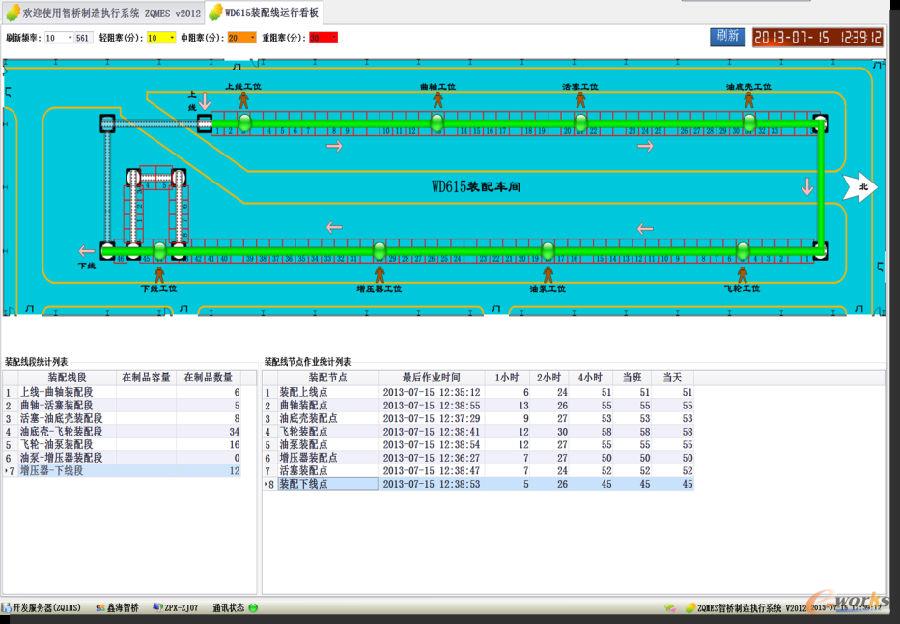
łD16 š¹éĆ╔·«aŠĆ▀MČ╚łD
▀@╩Ūš¹éĆ╔·«aŠĆ▀MČ╚łD
łD17 ▄ćķg«a┴┐▒O┐žłD
▄ćķg«a┴┐▒O┐žłDŻ¼ī”īóüĒ«a┴┐Ą─┌ģä▌ŅA£y╠ß╣®öĄō■ų¦│ų

łD18 MC▀\ąą▒O┐ž
▀@╩Ūš¹éĆįOéõ▀\ąąĀŅørŻ¼MC▀\ąą▒O┐ž
╔·«aöĄō■ų╝ēģR┐éŻ¼Å─╣ż╬╗╝ēĪó▄ćķg╝ēĪó╣żÅS╝ēŻ¼├┐╝ēĄ─╣▄└Ēš▀Č╝┐╔ęį┐┤ĄĮŽÓĻPą┼ŽóĪŻ╗∙ė┌ęį╔Ž▀@ą®ŪķørŻ¼╬ęéāį┌╔·«aųŲįņ▀^│╠ųąū÷┴╦ą®╣żū„═¼Ģrę▓┐╝æ]ū÷ųŪ─▄ųŲįņĄ─╔²╝ē╣żū„Ż¼MESųąėą┤¾┴┐Ą─öĄō■Ż¼ę▓┐╔ęįĖ∙ō■▀@ą®öĄō■▀MąąĘų╬÷ĪŻ
łD19 Ęų╬÷ŠSČ╚
ų„Įń├µŻ║īóŽĄĮyų„ę¬╣▄┐žā╚╚▌į┌ų„Įń├µ╝»ųąš╣╩ŠŻ¼│õĘų¾w¼FųžŲ¹ųŪ─▄ųŲįņ╣▄└Ē╦«ŲĮĪŻ

łD20 ╣▄┐žā╚╚▌į┌ų„Įń├µ╝»ųąš╣╩Š
ęĢŅl▒O┐žŻ║į┌▒O┐ž³cįOų├Ū“├µözŽ±Ņ^Ż¼īŹ¼F360Č╚¼Fł÷īŹĢr▒O┐žĪŻ░┤╣ż╝■ĄĮ╬╗ą┼╠¢õøųŲĻPµI╣ż╬╗Ą─ęĢŅlŻ¼▓ó┼c╣ż╝■╠¢ĮēČ©▒Ż┤µŻ¼▒Ńė┌ūĘ╦▌▓ķįāĪŻ
łD21 ęĢŅl▒O┐ž
įOéõ▒O┐žŻ║¾w¼Fčb┼õĪóÖC╝ė╣ż▄ćķgŲĮ├µ▓╝Šųą¦╣¹ĪŻ═©▀^▓╗═¼Ņü╔½▒Ē╩ŠįOéõ▀\ąąĀŅæBĪŻöĄō■üĒį┤Ż║═©▀^┼cMESŽĄĮy╝»│╔Ż¼½@╚Ī╔·«a▀MČ╚║═įOéõ▀\ąąĀŅæBĪŻįOéõ▒O┐žĮń├µ┐╔įOų├ØLäėŅl┬╩Ż¼ė├ė┌ØLäė’@╩Ščb┼õŠĆĪóĘųčbŠĆĪóÖC╝ėŠĆĄ╚Ė„«aŠĆĄ─╔·«a▒O┐žą┼ŽóĪŻ

łD22 ╔·«a▒O┐žą┼Žó
╔·«aŁhŠ│▒O┐žŻ¼═©▀^į÷╝ėé„ĖąŲ„Ż¼īŹ¼Fī”¼Fł÷Ą─£žČ╚ĪóرČ╚ĪóĘ█ēmĄ─▓╔╝»┼c▒O┐žĪŻ

łD23 ╔·«aŁhŠ│▒O┐ž
─▄į┤▒O┐žŻ¼═©▀^į÷╝ė▓╔╝»įOéõŻ¼īŹ¼F╦«ĪóļŖĪóÜŌĄ──▄║─▓╔╝»ĪŻ
╗∙ė┌ęį╔ŽĖ„ĘNæ¬ė├Ż¼╬ęéā┐╔ęį▀Mąą┤¾─æĄ─öĄō■Ęų╬÷Ż¼īŹ¼F╔·«a▒O┐žĘų╬÷Ż║╔·«a▀MČ╚Īó«a┴┐ĮyėŗĪó╣Ø┼─Ęų╬÷Ą╚Ż¼«aŲĘ┘|┴┐Ęų╬÷Ż║ę╗┤╬Öz“×║ŽĖ±┬╩Īó«aŲĘ║ŽĖ±┬╩ĪóÅUŲĘ┬╩/ĘĄą▐┬╩Īó╣╩šŽTOPNĄ╚Ż¼┘Yį┤Ž¹║─Ęų╬÷Ż║╦«ĪóļŖĪóÜŌŻ¼╩█║¾Ę■äšĘų╬÷Ż║Ę■äš│╔▒ŠĘų╬÷Ż©═¼▒╚ĪóŁh▒╚Ż®Īó╣╩šŽĘų▓╝Ęų╬÷Ż©Ąū▒PĪó░läėÖCĪóūā╦┘Žõ……Ż®ĪóĘ■äšØMęŌČ╚Īó╣╩šŽ┬╩/ł¾ą▐┬╩ĪŻ═©▀^Ęų╬÷┐╔ęįī”╬ęéāĄ─øQ▓▀╠ß╣®ų¦│ųŻ¼Ė─╔Ų╔·«a▀^│╠ĪŻ
ūŅ║¾Š═╩ŪŻ║Š½£╩ĪóĖ▀ą¦Ą─▄ćķg║╦╦ŃŻ¼į┌Ų¾śI«öųąŲõīŹ╩Ū║▄Å═ļsĄ─ę╗éĆŁh╣ØŻ¼┼õ╠ū╝■░┤╔·«aėŗäØ║╦õNŻ¼½@╚Ī╔·«aŠĆ╔ŽĖ„╔·«aėŗäØĄ─ėåžø╠¢ī”æ¬Ą─ųŲįņBOMŻ¼═©▀^ųŲįņBOMėŗ╦Ń╬’┴ŽłD╠¢╝░öĄ┴┐Ż¼īó╬’┴ŽÅ─ŠĆ▀ģÄņ▀Mąą║╦õN│÷ÄņĪŻī”═╦╗ž╣®æ¬╔╠Ą─╬’┴ŽŻ¼ŽĄĮyūįäė╔·│╔╝tūųĢ║╣└Ż¼▓ó▐DĘĄõN│÷ÄņŻ¼╔·│╔ĀIśI═©ų¬å╬ĪŻ▓╔┘Å▓┐▀Mąą╚ļÄņ┤_šJĢrŻ¼š²│Ż╚ļÄņ║═╝tø_Ą─Įyę╗ėŗ╦ŃŻ¼▒ŻūCžöäšĮY╦ŃĄ─£╩┤_ąįĪŻ╔·«aą¦┬╩╠ßĖ▀25%Ż¼═©▀^ī”╔·«aą┼ŽóĄ─ųŪ─▄╗»Ęų╬÷║═Ė·█ÖŻ¼▓╗öÓ═┌Š“įOéõęį╝░ū„śIØō─▄Ż¼╠ßĖ▀╔·«aą¦┬╩Ż¼│ų└mĖ─╔Ų╣▄└Ē─┐ś╦ĪŻīŹ¼FŠ½ęµ╗»╔·«aŻ¼═©▀^ė|░l╩ĮūįäėöĄō■▓╔╝»Ż¼£p╔┘õø╚ļŁh╣ØŻ¼×ķĖ„╝ē╔·«a╣▄└Ē╚╦åT╠ß╣®╦∙ąĶīŹĢr╔·«aöĄō■ĪŻ▀_ĄĮļpŽ“┘|┴┐ūĘ╦▌Ż¼═©▀^╔·«aŪ░ŅAĘ└Īó╔·«aųą▒O┐ž║═╔·«a║¾Ęų╬÷Ą╚┘|┴┐╣▄┐žĘĮĘ©Ż¼Å─Č°╠ßĖ▀«aŲĘ┘|┴┐╦«ŲĮĪŻ╠ßĖ▀╔·«ał╠ąą─▄┴”Ż¼▓╔ė├Ž╚▀MĄ─ųŲįņ╬’┬ō╝╝ągŻ¼ęÄĘČ╣▄└ĒĪóīó▄ćķg╔·«aĄ─"║┌Žõ"═Ė├„╗»Ż¼╠ßĖ▀Ų¾śIĄ─║╦ą─ĖéĀÄ┴”ĪŻ
łD24 ųŪ─▄įOéõ
╣żśI4.0ĻPµIę¬╦ž
łD25 ųŲįņąąśI░lš╣┌ģä▌
ī”ė┌╬ęéāüĒųvŻ¼░č╬šųŪ─▄ųŲįņĄ─ĢrÖCŻ¼╗∙ė┌ūį╝║Ų¾śIĄ─īŹļHĀŅør╚źū÷Ż¼ī”ė┌╬ęéāą┼Žó╗»╣żū„š▀üĒųv╩Ūę╗éĆ║▄║├Ą─Ų§ÖCĪŻ¼Fį┌ę▓Ėą╩▄ĄĮ┴╦ųŲįņśIĄ─Ūķør▓ó▓╗╩Ū║▄║├Ż¼─┐Ū░┐┤▀Ćø]ėą╗ž┼»Ą─█EŽ¾Ż¼Ą½╩ŪųŲįņśI«ģŠ╣╩Ūę╗éĆć°╝ęūŅ║╦ą─Ą─ā╚╚▌ĪŻūŅ║¾╬ęĮĶė├ėóć°└╦┬■ų„┴xįŖ╚╦į┌╬„’LĒ×ųąĄ─ę╗ŠõįÆ"Č¼╠ņüĒ┴╦Ż¼┤║╠ņ▀ĆĢ■▀hå߯┐"ūī╬ęéā╣▓═¼Ų┌┤²ųŲįņśIĄ─┤║╠ņĄ─ĄĮüĒŻĪųxųx┤¾╝ęŻĪ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║ū▀║├▀@Äū▓ĮŻ¼ūźūĪųŪ─▄ųŲįņĄ─╬┤üĒ
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/support/11121819557.html