



0 ę²čį
ĪĪĪĪČÓŠSŪ·├µ┴Ń╝■╩ŪŪąŽ„╝ėTĄ─ę╗éĆļy³cŻ¼│²┴╦ę¬Ū¾æ¬ė├ČÓ▌SÖC┤▓ų«═ŌŻ¼ČÓ▌SŠÄ│╠╝╝ąg╩ŪŲõųąĄ─ĻPµIŻ¼║Ž└ĒĄžįOų├╝ė╣żĄČ┬Ę╩Ū┴Ń╝■▒Ē├µŠ½Č╚╝░│▀┤ńŠ½Č╚Ą─ųžę¬▒ŻūCĪŻ▒Š╬─ęį╚╦Ą─Ņ^Ž±╝ė╣ż×ķ└²Ż¼šō╩÷║═Ęų╬÷┴╦╬Õ▌SŪąŽ„ī”ČÓŠSŪ·├µ┴Ń╝■╝ė╣żĄ─īŹļHæ¬ė├ĪŻ
ĪĪĪĪŅ^Ž±╩ŪČÓ▌SöĄ┐ž╝ė╣żę╗ŅÉĄõą═Ą─«aŲĘŻ¼Š▀¾węŖłD1╦∙╩ŠŻ¼ßśī”įō«aŲĘŪ·├µČÓČ°Å═ļsŻ¼▒Ē├µ┘|┴┐Īó│▀┤ńŠ½Č╚ę¬Ū¾Ė▀Ą╚╠ž³cŻ¼į┌╝ė╣ż╣ż╦ć╔Ž▓╔ė├╚²▌S╝ė╣żķ_┤ųĪó╬Õ▌S┬ōäėŠ½╝ė╣żŽÓĮY║ŽŻ¼┼õ║Ž│╠ą“ā×╗»Ą─╦╝┬ĘŻ¼üĒ╠ßĖ▀«aŲĘĄ─╝ė╣ż┘|┴┐║═╝ė╣żą¦┬╩ĪŻ
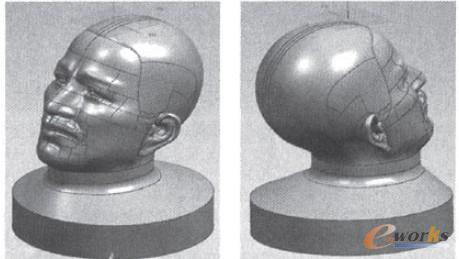
łD1Ņ^Ž±Ą──Żą═
1 Ņ^Ž±╝ė╣ż╣ż╦ćĘų╬÷
ĪĪĪĪ1.1 ─Żą═Ęų╬÷(╚ńłD1╦∙╩Š)
ĪĪĪĪ▒Š┤╬įćū÷╣ż╝■Ą─▓─┴Ž×ķė▓õXĪŻŅ^Ž±Ą─ų„ę¬│▀┤ń×ķŻ║ūŅ┤¾Ą─ų▒ÅĮ×ķ?100mmĪŻūŅąĪłAĮŪ░ļÅĮ×ķ0.6mmŻ¼╚╦Ž±Ą─łAų∙ą╬▌å└¬│▀┤ń100mm×100mmĪŻ
ĪĪĪĪė╔ė┌Ņ^Ž±▒Š╔Ēī┘ė┌Å═ļsŪ·├µ┴Ń╝■Ż¼═¼ĢrįOėŗę¬Ū¾Š½Č╚▀_ĄĮIT7Ż¼▒Ē├µ╣ŌØŹČ╚▀_Ra1.6ĪŻŲõ├µ▓┐ĮYśŗ▒╚▌^Å═ļsŻ¼į┌Č·ČõĪóč█Š”Īóūņ░═ĖĮĮ³ėąČÓéĆąĪŪ·├µŻ¼Ū·├µĄ─ūŅąĪīÆČ╚ų╗ėą1-2mmŻ¼▀@ī”ĄČŠ▀Ą─ę¬Ū¾║▄Ė▀Ż¼▀@ĘNŪ·├µų╗─▄▓╔ė├ų▒ÅĮ1mmĄ─ĄČŠ▀ĪŻė╔ė┌ĄČŠ▀ų▒ÅĮąĪŻ¼×ķ┴╦▒▄├ŌöÓĄČ╗“š│ĄČĪŻį┌īŹļH╝ė╣ż▀^│╠ųąę¬Ū¾ŪąŽ„╔ŅČ╚▓╗─▄╠½┤¾Ż¼▓╔ė├╔┘ŪąŽ„┴┐Ż¼Ė▀▐D╦┘╝ė╣żŻ¼═¼Ģr▀MĮo╦┘Č╚▓╗─▄▀^┐ņĪŻ
ĪĪĪĪ1.2╝ė╣ż╣ż╦ćĘų╬÷
ĪĪĪĪį┌ĄČ┬ĘŠÄųŲ▀^│╠ųą×ķ┴╦╩╣ĄČ┬ĘĖ³╝ė┴„Ģ│Ż¼▀xė├╚²▌S╝ėČĪ▀Mąą┴Ń╝■Ą─┤ų╝ė╣żŻ¼Š½╝ė╣żät▀xō±╬Õ▌S┬ōäėĄ─╝ė╣żĘĮĘ©Ż¼╩╣ŪąŽ„▀^│╠Ė³╝ė▀B└mŻ¼£p╔┘╠¦ĄČ┤╬öĄĪŻ▒ŻūC╝ė╣ż┘|┴┐ĪŻ
ĪĪĪĪė╔ė┌┤ų╝ė╣ż▓╔ė├╚²▌SĄ─╝ė╣żĘĮĘ©ĪŻę“┤╦ąĶŽ╚Ęų╬÷┴Ń╝■į┌╝ė╣żĘĮŽ“╔ŽĄ─ĄČŠ▀Ė╔╔µå¢Ņ}ĪŻŲõųą▓╔ė├UG▄ø╝■Ą──ŻŠ▀Ęų╬÷╣”─▄Ż║═©▀^Ė„éĆĘĮŽ“Ą─Ęų╬÷┐╔ęŖŻ¼├┐éĆĘĮŽ“Č╝┤µį┌ĄČŠ▀Ė╔╔µĄ─å¢Ņ}Ż¼Ą½═©▀^ī”Ė„éĆĘĮŽ“Ą─▌å┴„╝ė╣żŻ¼┐╔ęį▒▄├ŌĄČŠ▀Ė╔╔µĄ─å¢Ņ}ĮŌøQŻ¼ę▓Š═╩Ūšf«ö▓╔ė├╬ÕéĆĘĮŽ“╝ėŽ┬Ą─įÆŻ¼┐╔ęįīóįō╚╦Ž±┴Ń╝■Ą─š¹éĆ▌å└¬Č╝┐╔ęį┤ų╝ė╣żĄĮ╬╗ĪŻ
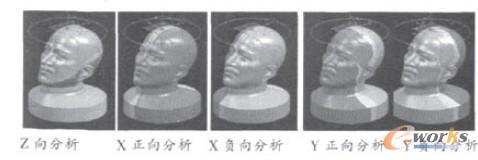
łD2ĄČŠ▀Ė╔╔µĘų╬÷ĮY╣¹
ĪĪĪĪę“┤╦┤_Č©Ņ^Ž±Ą─┤ų╝ė╣ż┴„│╠Ż║▓╔ė├╬Õ├µ╝ė╣żĪŻ╝┤×ķŪ░é╚├µĪó║¾é╚├µĪóū¾é╚├µĪóėęé╚├µ║═Ēö├µĄ─╬ÕéĆ├µ╝ė╣żĪŻ
ĪĪĪĪ1.3 ╝ė╣żĄ─įOėŗ▀^│╠Ż║
ĪĪĪĪ1.3.1 Į©┴ó╝ė╣ż╦∙ߵꬥ──Żą═Ż«░³└©«aŲĘįOėŗĪó£╩éõ┼„┴Ž║═CAD╬─╝■ĪŻ
ĪĪĪĪ1.3.2įOėŗ╝ė╣ż╦∙ąĶꬥ─öĄō■╝░╝ėT▓┘ū„ŁhŠ│Ż¼░³└©▀xō±╝ė╣żÖC┤▓(▀xė├╬Õ▌SÖC┤▓)Īó╝ė╣żū°ś╦ŽĄ(╬Õ▌SÖC┤▓Ż¼░³└©3éĆęŲäė▌S║═2éĆ▐Däė▌S)ĪóįOėŗŖAŠ▀Ż¼╠¶▀x╝ė╣żĄČŠ▀(ŲĮĄūĄČŻ¼Ū“Ņ^į┬)ĪóįOČ©╝ė╣żģóöĄĪó╝ė╣żĘĮĘ©(▓╔ė├Ū·├µ╝ė╣ż)Ą╚ĪŻ
ĪĪĪĪ1.3.3╝ė╣ż│╠ą“įOėŗ(įOėŗ╝ė╣żĘĮ╩Į)Ż¼ĄČŠ▀┬ĘÅĮįOėŗ«a╔·╝ė╣żĄČŠ▀┬ĘÅĮöĄō■Ż¼║¾╠Ä└Ē│╠ą“(Įøė╔║¾╠Ä└Ē│╠ą“▀Mąą╝ėTģóöĄĄ─▐DęŲ)Ż¼NC—CODE(▌ö│÷╬Õ▌SÖC┤▓╝░┐žųŲŲ„╦∙ąĶĄ─ÖCŲ„┤a▓ó▀Mąą╝ė╣ż▀^│╠)ĪŻ
2 Ņ^Ž±Ą─│╠ą“ŠÄųŲ
ĪĪĪĪ2.1 š¹¾w╝ė╣żĄČ┬ĘęÄäØ║═čbŖA
ĪĪĪĪ╬Õ▌SöĄ┐ž┤ų╝ė╣żĢrĪŻ╩ūŽ╚ęįŅ^Ž±Ą─Ąū├µ×ķčbŖA├µŻ«ī”Ņ^Ž±ę└┤╦└@C▌Są²▐D90Č╚╝ė╣ż4éĆé╚├µŻ¼4éĆé╚├µ╝ė╣ż═Ļ╣ż║¾į┘└@A▌Są²▐D90Č╚╝ė╣żĒö├µĪŻ╚╦Ž±├µ▓┐Ą─Š½╝ė╣żĘų2▓Įū▀Ż¼Ž╚ė├4▌S╝ė╣żĘĮ╩Į▀Mąą░ļŠ½╝ė╣żŻ¼į┘▀Mę╗▓Į╬Õ▌S╝ė╣żĘĮ╩ĮŠ½╝ė╣żŅ^Ž±Ēö├µ┼c├µ▓┐╔ŽĄ─ąĪŪ·├µ(Č·ČõŻ¼č█Š”Ż¼ūņ░═)Ż¼ęį▒ŻūCš¹éĆ╝ė╣ż┘|┴┐╝░▒Ē├µŠ½Č╚ĪŻŠ▀¾w╚ńłD3╦∙╩ŠĪŻ
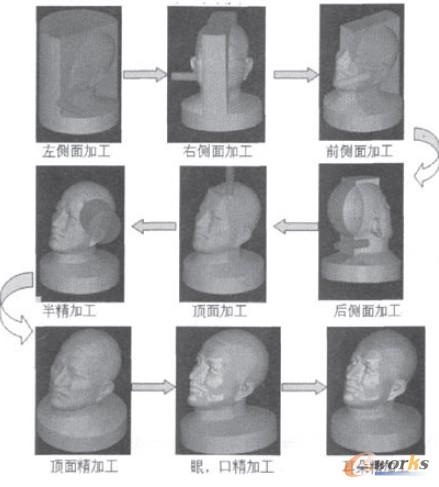
łD3Ņ^Ž±╝ė╣ż┴„│╠
ĪĪĪĪ2.2 ĄČ┬ĘŠÄųŲ▀^│╠
ĪĪĪĪ2.2.1╬Õ├µ┤ų╝ė╣żĄČ┬ĘįOėŗ(ū¾é╚├µŻ¼ėęé╚├µŻ¼Ū░é╚├µŻ¼║¾é╚├µŻ¼Ēö├µ)
ĪĪĪĪ▀xō±╝ė╣żĘĮ╩ĮŻ║ųŲįņ─ŻēK→mill→contour→'cavity_mill→╔·│╔ĪŻ
ĪĪĪĪįOų├ĄČŠ▀ģóöĄŻ║▀xō±ų▒ÅĮ×ķ10mm║„Ą─ŲĮĄūĄČŻ¼▀MĮo┬╩įOų├×ķ§ž800mm/mianŻ¼z▌S▀MĮo┬╩×ķ400mm/minŻ¼╠ߥČ╦┘┬╩×ķ3000mm/minŻ¼ų„▌S▐D╦┘×ķ500r/minĪŻ
ĪĪĪĪįOų├╝ė╣żģóöĄŻ║ģó┐╝Ė▀Č╚(╝┤░▓╚½ļxČ╚)×ķ5mmŻ¼Ž┬ĄČ╬╗Ż¼×ķ3mmŻ¼┴¶ėÓ┴┐0.3mmĪŻ
ĪĪĪĪįOų├┤ų╝ė╣żģóöĄŻ║▓Į▀MųĄ×ķĄČŠ▀░ļÅĮ50%Ż¼├┐īėŪą╔Ņ×ķ0.35mmŻ¼ŪąŽ„īė╔ŅČ╚×ķ-36mmĪŻ─µŃŖŻ¼▀xō±čž═Ōą╬Ž┬ĄČŻ¼ą▒ĮŪ5Č╚ĪŻŪąŽ„ū▀ĄČĘĮ╩ĮįOČ©×ķĖ·ļS╣ż╝■ĪŻ
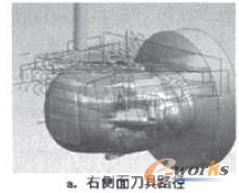
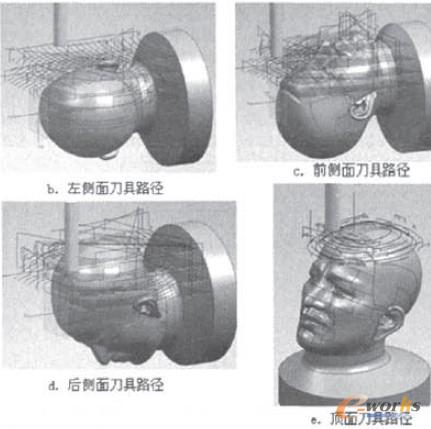
ĪĪĪĪą╬│╔ĄČ┬Ę╚ńłD╦∙╩ŠĪŻ
ĪĪĪĪa)ėęé╚├µŠ╚╝ėČĪĄČ┬ĘįOėŗ(ĄČ▌S×ķ+X)
ĪĪĪĪŲõ╦¹é╚├µĄ─ĄČ┬Ęät═©▀^Ė³Ė─ÖC┤▓Ą─ĄČ▌SĘĮŽ“ĪŻĖ³ą┬ĄČ┬Ę╔·│╔
ĪĪĪĪb)ū¾é╚├µ┤ų╝ė╣żĄČ┬ĘįOėŗ(ĄČ▌S×ķ-X)
ĪĪĪĪc)Ū░é╚├µ┤ų╝ė╣żĄČ┬ĘįOėŗ(ĄČ▌S×ķ+Y)
ĪĪĪĪd)║¾é╚├µĶ“╝ė╣żĄČ┬ĘįOėŗ(ĄČ▌S×ķ-Y)
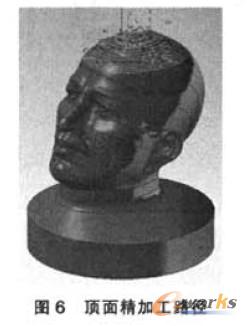
ĪĪĪĪe)Ēö├µĄČŠ▀┬ĘÅĮįOėŗ(ĄČ▌S×ķ+Z)
ĪĪĪĪ2.2.2 ░ļŠ½╝ė╣żĄČ┬ĘįOėŗ
ĪĪĪĪ▀xō±╝ė╣żĘĮ╩ĮŻ║ųŲ═Ė├■ēK→miu mulii -axis→rerinhle_canlour→▀xō±┴čäė├µ→╔·│╔ĪŻ
ĪĪĪĪįOų├ĄČŠ▀ģóöĄŻ║▀xō±ų▒ÅĮ×ķ4r2Ą─Ū“Ņ^ĄČŻ¼▀MĮo┬╩×ķ300mm/minŻ¼▌S▀MĮo┬╩×ķ150mm/minŻ¼╠ߥČ╦┘┬╩×ķ3000/mm/minŻ¼ų„▌S▐D┤■×ķ7000r/minĪŻ
ĪĪĪĪįOų├Ū·├µ╝ė╣żģóöĄŻ║ģó┐╝Ė▀Č╚(╝┤░▓╚½Ė▀Č╚Ī│×ķ5mmŻ¼Ž┬ĄČ╬╗ų├×ķ3mmĪŻ
ĪĪĪĪįOų├┤ų╝ė╣żģóöĄŻ║▓Į▀MųĄ×ķÜłėÓ▓©ĘÕĖ▀Č╚0.005mmĪŻĄČ▌SĘĮŽ“ŽÓī”ė┌“īäė├µŻ¼─µŃŖĪŻ▀MĄČĘĮ╩ĮŻ║▓╔ė├╣╠Č©Ą─ķgŽČ▒ŲĮ³ĪŻ░ļÅĮ×ķ3mmĄ─ļ]╗Ī╚ļĄČĪŻ┼cŪąŽ„ĘĮŽ“ŲĮąąĪŻŪąŽ„äōū▀ĄČĘĮ╩ĮįOČ©×ķ┬▌ą²ŠĆŻ¼ļpŽ“ū▀ĘĮĪŻ
ĪĪĪĪ2.2.3 Š½╝ė╣żĄČ┬ĘįOėŗ:
ĪĪĪĪ▀xō±╝ė╣żĘĮ╩ĮŻ║ųŲ▀x─ŻēK→mill→contour→cavity_mill→╔·│╔ĪŻ
ĪĪĪĪįOų├ĄČŠ▀ģóöĄŻ║▀x╩Ńų▒ÅĮ×ķ4r2Ą─Ū“Ņ^ĄČŻ¼▀MĮo┬╩╗\×ķ300mm/minŻ¼ų„▌S▀MĮo┬╩×ķ150mm/minŻ¼╠ߥČ╦┘┬╩×ķ3000mm/minŻ¼ų„▌S▐D├į×ķ7000mm/minĪŻ
ĪĪĪĪįOų├Ū·├µ╝ė╣żģóöĄŻ║ģó┐╝Ė▀Č╚(╝┤░▓╚½Ė▀Č╚Ī│×ķ5mmŻ¼Ž┬ĄČ╬╗ų├×ķ3mmĪŻ
ĪĪĪĪįOų├┤ų╝ė╣żģóöĄ:▓Į▀MųĄ×ķĄČŠ▀░ļÅĮ5mm,├┐īėŪą╠Į×ķ0.05mm
ĪĪĪĪįOų├┤ų╝ė╣żģóöĄŻ║▓Į▀MųĄ×ķĄČŠ▀░ļÅĮĄ─50%Ż¼├┐īėŪą╔Ņ×ķ0.05mmĪŻŪąŽ„īė╔ŅČ╚×ķ-10mmŻ¼─µŃŖŻ¼▀xō±čž═Ōą╬Ž┬ĄČŻ¼ą▒ĮŪ5Č╚ĪŻŪąŽ„ū▀ĄČĘĮ╩ĮįOČ©×ķĖ·ļS╣ż╝■ĪŻ
ĪĪĪĪ2.2.4 Šų▓┐Š½ą▐ĄČ┬ĘįOėŗ:
ĪĪĪĪĘųā╔▓Į╝ė╣ż:╩ūŽ╚╩Ūļpč█┼cūņ░═Ż¼╚╗║¾╩ŪČ·ČõĪŻ
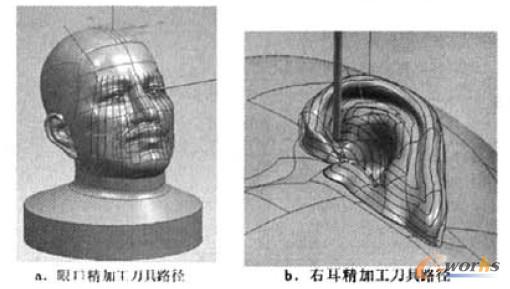
ĪĪĪĪa)č█┐┌▓┐Ęų╝ė╣żŻ¼ł¾ō■┼cŅ^Ž±ŽÓ╦ŲĄ─═Ō▌å└¬Ż¼ą┬Į©ę╗éĆŪ“Ņ^Ą─łDų∙¾wū„×ķŠ½╝ė╣żĄ─“īäė├µ(7)Ż¼┐╔ęį╩╣ĄČ▌SĖ³║├Ą─┼cŅ^Ž±▌å└¬Įėė|ĪŻ╝ė╣żĖ³╝ėĄĮ╬╗ĪŻ
ĪĪĪĪ▀xō±╝ė╣żĘĮ╩ĮŻ║ųŲįņ├■ēK→mill_multi-axis→vareable_contaur→▀xō±“īäė├µ→╔·│╔
ĪĪĪĪįOų├ĄČŠ▀ģóöĄŻ║▀xō±ų▒ÅĮ×ķ4r0.5Ą─Ū“Ņ^Ż¼▀MĮo┬╩įOų├×ķ200mm/minŻ¼Z▌S▀MĮo┬╩×ķ100mm/minŻ¼╠ߥČ╦┘┬╩×ķ3000mm/minŻ¼╔Ž▌S▐D╦┘×ķ8000r/minĪŻ
ĪĪĪĪįOų├Ū·├µ╝ė╣żģóöĄŻ║ģó┐╝Ė▀Č╚(╝┤░▓╚½Ė▀Č╚)×ķ5mm,Ž┬ĄČ╬╗ų├×ķ3mmĪŻ
ĪĪĪĪįOų├Š½╝ė╣żģóöĄŻ║▓Į▀MųĄÜłėÓ▓©ĘÕĖ▀Č╚0.005mmĪŻŪ·├µ░┘Ęų▒╚×ķ30-80Ż¼▓ĮķL×ķ10-40▌SĘĮŽ“×ķŽÓī”Ū¦±Säė├µŻ¼ĒśŃŖŻ¼▀xō±▀MĄČĘĮ╩ĮŻ║▀bĮ³ĘĮ╩Į▓╔ė├╣╠Č©Ą─ķgŽČĪŻ▀xō±░ļÅĮ×ķ3mmĄ─łA╗Ī╚ļĄČŻ¼┼cŪąŽ„ĘĮŽ“ŲĮąąĪŻŪąŽ„ū▀ĄČĘĮ╩ĮįOČ©×ķŲĮąąŠĆŻ¼ļpŽ“ū▀ĄČĪŻ
ĪĪĪĪb)ėęČ·▓┐Ęų╝ė╣żŻ║ł¾ō■Č·ČõĄ─īŹļH▌å└¬Ż¼į┌▓╗«a╔·ĄČŠ▀Ė╔╔µå¢Ņ}Ą─ĘĮŽ“╔ŽĮ©┴óą┬Ą─╣ż╝■ū°ś╦ŽĄĪŻ╚╗║¾ęįįōū°ś╦ŽĄ▀MąąĄČŠ▀┬ĘÅĮŠÄųŲĪŻ
ĪĪĪĪ▀xō±╝ė╣żĘĮ╩ĮŻ║ųŲ═Ė├■ēK→mill_contour→contour→▀xō±╝ė╣żŪ·├µ→╔·│╔ĪŻ
ĪĪĪĪįOų├ĄČŠ▀ģóöĄŻ║▀x╩Ńų▒ÅĮ×ķ1r0.5Ą─Ū“Ņ^ĄČŻ¼▀MĮo┬╩×ķ200mm/minŻ¼Z▌S▀MĮo┬╩×ķ100mm/minŻ¼╠ߥČ╦┘┬╩×ķ3000mm/minŻ¼ų„▌S▐D├į×ķ8000mm/minĪŻ
ĪĪĪĪįOų├Ū·├µ╝ė╣żģóöĄŻ║ģó┐╝Ė▀Č╚(╝┤░▓╚½Ė▀Č╚Ī│×ķ5mmŻ¼Ž┬ĄČ╬╗ų├×ķ3mmĪŻ
ĪĪĪĪįOų├┤ų╝ė╣żģóöĄŻ║▓Į▀MųĄ×ķ0.01mm,▀xō±×ķ0.005mmĪŻŪąŽ„īė╔ŅČ╚×ķ-36mmĪŻĄČ▌SĘĮŽ“×ķŽÓī”ė┌“īäė├µĪŻĒśŃŖŻ¼▀xō±▀MĄČĘĮ╩ĮŻ║╩ų╣ż░ļÅĮ3mmłA╗Ī╚ļĄČŻ¼┼cŪąŽ„ĘĮŽ“ŲĮąąĪŻŪąŽ„ū▀ĄČĘĮ╩ĮįOČ©×ķĖ·ļS╣ż╝■Ż¼ļpŽ“ū▀ĄČĪŻ
ĪĪĪĪū¾Č·ĄČŠ▀┬ĘÅĮ▓╔ė├ūāōQńRŽ±Å═ųŲĄ─ĘĮ╩Į╔·│╔.
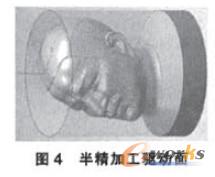
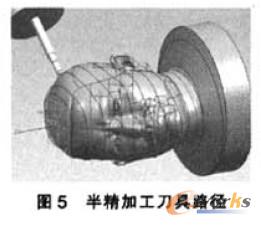
3 «aŲĘą¦╣¹Ęų╬÷
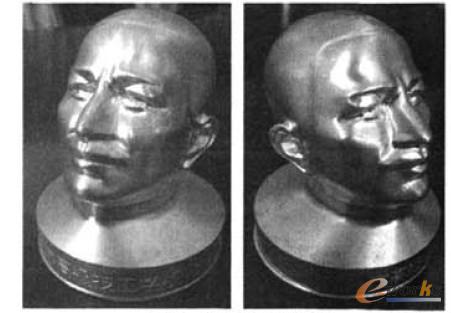
ĪĪĪĪĖ∙ō■ęį╔ŽĄČŠ▀┬ĘÅĮ▀MąąŠÄ│╠Ż¼╝ėŽ┬│÷ęįŽ┬Ņ^Ž±«aŲĘŻ¼╝ė╣żĢrķg╝s×ķ120minŻ¼Š½Č╚▀_ĄĮIT7 ,▒Ē├µ┤ų▓┌Č╚×ķRa1.6(łD8)
4 ĮY╩°šZ
ĪĪĪĪ═©▀^ī”Ņ^Ž±ČÓ▌SöĄ┐ž╝ė╣żĘĮĘ©╝░╣ż╦ćĄ─蹊┐Ż¼▒Ē├„▓╔ė├CADįOėŗ║═CNCöĄ┐ž╝ė╣żĄ─ųŲįņĘĮ╩ĮŻ¼┐╔╝ė╣żČÓŪ·├µŻ¼╠m▌S╝ė╣żųą┤µį┌ĄČŠ▀Ė╔╔µĄ─┴Ń╝■Ż¼▓óŪę┐╔ęį▒ŻūC▌^Ė▀Ą─┘|┴┐ĪóŠ½Č╚ĪŻ═¼ĢrČÓ▌S┴Ń╝■Ą─╝ė╣żæ¬│õĘų┐╝æ]╝ė╣żĄ─╠ž³cŻ¼▀Mąą║Ž└ĒĄ─╝ė╣żĄČ┬ĘįOų├Ż¼▓ó▓╔ė├╚²▌SĘĮ╩Į┤ų╝ė╣żŻ¼╬Õ▌SĘĮ╩ĮŠ½╝ė╣żĄ─╣ż╦ćĘĮ░ĖüĒ╠ßĖ▀┴Ń╝■Ą─╝ė╣żą¦┬╩ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║╬Õ▌SöĄ┐ž╝╝ągį┌ČÓŠSŪ·├µ┴Ń╝■╝ė╣żĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/support/1112189754.html






















