─┐Ū░Ż¼čb┼õųŲįņŲ¾śIė╚Ųõ╩Ū’wÖCčb┼õŲ¾śI╔·«a▀^│╠ųąūŅ┤¾Ą─ļyŅ}Š═╩Ū╝╝ągĀŅæBĄ─ŪÕ└ĒŻ¼’wÖCčb┼õ▀^│╠╩ŪĄõą═Ą─Å═ļsŽĄĮyīŹ¼F▀^│╠Ż¼ļSų°’wÖC▓óąąčąųŲ▀^│╠Ą─▓╗öÓ╔Ņ╚ļŻ¼ęį╝░ą┬╝╝ągą┬╣ż╦ćĄ─░lš╣Ż¼╝╝ągĀŅæBŪÕ└Ē╣żū„┴┐▒žīóįĮüĒįĮ┤¾Ż¼’wÖCčb┼õ▀^│╠╝╝ągĀŅæB╣▄└ĒŠ═’@Ą├ė╚×ķųžę¬ĪŻ
ī”ė┌’wÖC╝╝ągĀŅæB╣▄└ĒĄ─蹊┐┤¾ČÓŠ█Į╣ė┌’wÖCįOėŗĢrĄ─«aŲĘĮYśŗ┼õų├Īóūāą═įOėŗĪóįOėŗ░µ▒Š╣▄└ĒŻ¼ęį╝░čb┼õŪ░Ą─╣ż╦ćęÄäØĪó╠ōöMčb┼õĪó╣ż╦ć░µ▒Š╣▄└ĒĄ╚Ż¼čb┼õ▀^│╠ųąĄ─īŹĢrą┼Žó▓╔╝»┼c╣▄└Ēå¢Ņ}蹊┐▌^╔┘ĪŻ’wÖCčb┼õ╝╝ągĀŅæBĄ─╣▄└Ēų„ę¬ę└┘ćė┌╔·«a▀^│╠ųą╩ų╣żėøõøĄ─ą┼ŽóŻ¼═╗│÷Ą─3éĆå¢Ņ}╩ŪŻ║(1)╣▄└Ē╚╦åT¤oĘ©į┌Ą┌ę╗Ģrķg½@╚Īčb┼õ▀^│╠ųą░l╔·Ą─įOéõ╣╩šŽą┼Žóęį╝░ė╔╚╦åTūāĖ³ę²ŲĄ─┘|┴┐å¢Ņ}Ż¼ļyęįčĖ╦┘╠Ä└Ēå¢Ņ}║═╝░Ģrš{Č╚▄ćķg┘Yį┤Ż╗(2)╬’┴Ž┼cčb┼õ╚╬äš╚▒Ę”ėąą¦Ą─Ųź┼õś╦ūRŻ¼╣ż╚╦ų╗─▄æ{ĮĶų„ė^┼ąöÓüĒ═Ļ│╔čb┼õ▀^│╠Ż¼╚▌ęūįņ│╔ÕečbŻ╗(3)čb┼õ▀^│╠ĮM┐Ś╗ņüyŻ¼┤µį┌ČÓ╣ż╬╗╚╦åTĄ─“▓óąą▓┘ū„”Ż¼╚▒Ę”ąąų«ėąą¦Ą─čb┼õ┴„│╠║═ęÄĘČĪŻę“┤╦ßśī”’wÖCųŲįņ▀^│╠ųąĄ─ČÓśėąį┼cÅ═ļsąįŻ¼Į©┴óę╗ĘN’wÖCčb┼õ╝╝ągĀŅæBöĄō■ŠWĮj─Żą═Ż¼└¹ė├╔õŅlūRäe╝╝ągüĒ┼õų├öĄō■─Żą═Ż¼▓ó═©▀^öĄō■ą┼ŽóüĒĘų╬÷čb┼õ▀^│╠Ż¼Ę■äš╔·«a╣▄└ĒŻ¼ęį┤╦üĒīŹ¼F’wÖCčb┼õ▀^│╠╝╝ągĀŅæB╣▄└ĒĪŻ
1 ’wÖCčb┼õ╝╝ągĀŅæB╣▄└Ē
1.1 ’wÖCčb┼õ╝╝ągĀŅæBį¬╦žŠWĮj─Żą═
’wÖCčb┼õ▀^│╠ė╔╚¶Ė╔čb┼õČ╬╬╗Ż©╚ńŪ░ĪóųąĪó║¾ÖC╔Ēčb┼õČ╬╬╗Ż®ĮM│╔Ż¼├┐éĆČ╬╬╗ėų┐╔ęį╝ÜĘų×ķ╚¶Ė╔čb┼õ╣ż╬╗ĪŻ═©│ŻŪķørŽ┬├┐éĆčb┼õ╣ż╬╗Ą─Š▀¾wł╠ąąā╚╚▌ė╔čb┼õ┤¾ŠV(AO)ųŲČ©Ż¼AOųąĄ─čb┼õ╣żą“╝Ü╗»čb┼õā╚╚▌Ż¼čb┼õ╣żą“ĮY╩°║¾ąĶę¬▀Mąąųžę¬╣żą“Ą─Öz“×ĪŻ’wÖCčb┼õ╝╝ągĀŅæBĄ─ų„ę¬į¬╦ž┐╔Üw╝{×ķŻ║čb┼õČ╬╬╗Īóčb┼õ╣ż╬╗ĪóAOĪóčb┼õ╣żą“ĪóÖz“×ĪŻĮ©┴ó’wÖCčb┼õ╝╝ągĀŅæBų„ę¬į¬╦žų«ķgĄ──Żą═ĻPŽĄŠWĮjŻ¼╚ńłD1╦∙╩ŠŻ¼īóčb┼õČ╬╬╗Īóčb┼õ╣ż╬╗ĪóAOĪóčb┼õ╣żą“ĪóÖz“×Č©┴x×ķ─Żą═Ą─5ŅÉųžę¬Ą─į¬╦žŻ¼Ęųäeė├Ę¹╠¢AĪóSĪóAOĪóPĪóEś╦ūRŻ¼5ŅÉį¬╦ž┐╔ęįį┌XOYŲĮ├µā╚ĮM│╔ę╗éĆ═Ļš¹Ą─čb┼õ╝╝ągĀŅæB─Żą═ĪŻę╗░ŃŪķørŽ┬─│ą═’wÖCų┴╔┘ėą2ĘN╗“2ĘNęį╔ŽĄ─ą═╠¢Ż¼F1║═F2Ęųäe▒Ē╩Š’wÖCĄ─2ĘNĖ─░µÖCą═Ż¼├┐ĘNÖCą═Č╝æ¬įōėą3éĆęį╔ŽĄ─čb┼õČ╬╬╗Ż¼▓╗═¼ą═╠¢ų«ķgĢ■┤µį┌ųžÅ═Ą─čb┼õČ╬╬╗Ż¼╚ńF1║═F2╣▓ė├Ą─čb┼õČ╬╬╗×ķA11Ż¼A21Ż¼A41ĪŻ═¼ĘNį¬╦ž▓╗═¼ŅÉą═ė├öĄūųėĶęįģ^äeŻ¼═¼ĘNŅÉą═Ą─▓╗═¼░µ▒Šė├╔Žś╦▀Mąąģ^äeŻ¼└²╚ńA1║═42Ęųäe▒Ē╩Š2éĆ▓╗═¼Ą─čb┼õČ╬╬╗Ż¼Č°A31║═A32▒Ē╩Š═¼ę╗čb┼õČ╬╬╗Ą─▓╗═¼░µ▒ŠĪŻčb┼õ▀^│╠ųą▀Ć┤µį┌ų°čb┼õ╣ż╬╗Ą─╣▓ė├¼FŽ¾Ż¼╚ńčb┼õ╣ż╬╗Sm1Š═╩Ūė╔▓╗═¼čb┼õČ╬╬╗Ą─ÖCą═╦∙╣▓ė├ĪŻ▀@ĘNŪķørį┌īŹļHĄ─čb┼õ▀^│╠ųą▌^×ķ│ŻęŖŻ¼ąĶę¬┐╝æ]į┌─Żą═─Ż░ÕųąŻ¼▀_ĄĮšµš²ęŌ┴x╔ŽĄ─’wÖCčb┼õ╝╝ągĀŅæBĄ─╣▄└ĒĪŻ

łD1 ÖCą═čb┼õ╝╝ągĀŅæBį¬╦žŠWĮj─Żą═
1.2 ’wÖCčb┼õ╝╝ągĀŅæBöĄō■ŠWĮj─Żą═
’wÖCčb┼õ╝╝ągĀŅæBĄ─╣▄└Ē╩Ūę╗éĆäėæB▀^│╠Ż¼×ķ┴╦├Ķ╩÷▀@ĘNäėæB▀^│╠ąĶę¬į┌XOYŲĮ├µ╗∙ĄA╔Žį÷╝ėĢrķg▌SüĒīŹĢrėøõø’wÖCčb┼õ╝╝ągĀŅæBŻ¼╚ńłD2╦∙╩ŠĪŻ

łD2 ’wÖCčb┼õ╝╝ągĀŅæBöĄō■ŠWĮj─Żą═
T1Ģr┐╠Ż¼ģóöĄ╗»Ą─’wÖCčb┼õ╝╝ągĀŅæBöĄō■─Żą═┐╔ęįė├T1üĒ▒Ē╩ŠŻ¼▓óį┌Z=T1ŲĮ├µ╔Ž▀Mąąė│╔õĪŻ═¼śėĄ─Ż¼į┌║¾└mčb┼õ▀^│╠ųąĄ─T2Ż¼T3Ż¼T4Ģr┐╠Ż¼ąĶī”čb┼õ╝╝ągĀŅæB─Żą═▀MąąģóöĄ╗»╠Ä└ĒŻ¼ą╬│╔Ą─öĄō■─Żą═Ęųäeį┌┤╣ų▒ė┌Ģrķg▌SĄ─Z=T2ĪóZ=T3ĪóZ=T4ŲĮ├µ╔Ž▀Mąąė│╔õĪŻ═©▀^į÷╝ėĢrķg▌SĄ─ĘĮ╩Į═Ļ│╔ī”’wÖCčb┼õ╝╝ągĀŅæB─Żą═öĄō■ą┼ŽóĄ─īŹĢr╗»╠Ä└ĒŻ¼ą╬│╔┴╦šµš²ęŌ┴x╔ŽĄ─╗∙ė┌īŹĢrą┼ŽóĄ─’wÖCčb┼õ╝╝ągĀŅæB╣▄└Ē─Żą═ŠWĮjĪŻ
2 ’wÖCčb┼õ▀^│╠╝╝ągĀŅæBöĄīW─Żą═
2.1 ’wÖCčb┼õ╝╝ągĀŅæBöĄīW─Żą═Č©┴x
═©▀^ī”’wÖCčb┼õ▀^│╠ųąĖ„éĆ╣ż╬╗Ą─▒O┐žŻ¼┐╔ęį½@ų¬╚╬ęŌ╣ż╬╗čb┼õ▀^│╠ųąĄ─īŹĢr╝╝ągĀŅæBŻ¼▓ó─▄ęį┤╦▀Mę╗▓ĮīŹ¼F’wÖCčb┼õ▀^│╠╝╝ągĀŅæBĄ─▒O┐žĪóī”▒╚║═╗ž╦▌ĪŻčb┼õ╔·«aĄ─▀^│╠ųąŻ¼╝╝ągĀŅæBĄ─╣▄└Ē╩ŪļSų°╝ė╣ż╚╦åTĪóĢrķgęį╝░╣ż╬╗Ą╚ę“╦žīŹĢrūā╗»Ą─ĪŻęįčb┼õ▄ćķgŠ▀¾w╣ż╬╗×ķ▒O┐ž╣سcŻ¼ą╬│╔čb┼õ▄ćķgĄ─▒O┐žŠWĮjŻ¼į┌▒O┐ž▀^│╠ųąųž³cĻPūóęįŽ┬ÄūéĆę¬╦žŻ║čb┼õ┴Ń╝■Īó╣ż╚╦ĪóĢrķgĪó╣żą“ā╚╚▌║═╣żą“ĀŅæBŻ¼╦³éā╩Ūčb┼õ╣ż╬╗╝╝ągĀŅæBĄ─╗∙▒Šę¬╦žĪŻŲõųąčb┼õ┴Ń╝■ė├DüĒųĖ┤·Ż¼╣ż╚╦ė├RüĒųĖ┤·Ż¼╣żą“ā╚╚▌┼c╣żą“ĀŅæB┐╔ė╔╣ż╬╗ą┼ŽóWüĒ╠ß╣®Ż¼Ė∙ō■ęį╔Žą┼Žóīó╣ż╬╗M╝╝ągĀŅæBĮM│╔Č©┴x╚ńŽ┬Ż║

╩ĮųąŻ║D={di|i=1Ż¼2Ż¼3Ż¼…Ż¼mŻ╗}Ż¼┤·▒Ē╦∙ėąčb┼õ┴Ń╝■Ą─╝»║ŽŻ¼diĄ─ųĄ×ķ┴Ń╝■╠¢Ż╗R={rj|j=1Ż¼2Ż¼3Ż¼…Ż¼nŻ╗}Ż¼┤·▒Ē╦∙ėą╣ż╚╦Ą─╝»║ŽŻ¼rj×ķ╣ż╚╦Ą─╣ż╠¢Ż╗W={Wk|k=1Ż¼2Ż¼3Ż¼…Ż¼zŻ╗}Ż¼┤·▒Ē▄ćķgųą╦∙ėąĄ─╣ż╬╗Ą─╝»║ŽŻ¼wk×ķĖ„éĆ╣ż╬╗Ą─┤·┤aŻ¼└²╚ń’wÖCÖCęĒČ╬Ą─╣ż╬╗Ż¼░³└©Ū░ŠēĮ¾ęĒó±Č╬čb┼õ╣ż╬╗ĪóŪ░ŠēĮ¾ęĒó“Č╬čb┼õ╣ż╬╗ĪóÖCęĒ═Ō╝▄┐éčb╣ż╬╗ĪóÖCęĒŠ½╝ė╣ż╣ż╬╗Ą╚Ż╗Q ={ql|l=1Ż¼2Ż¼3Ż╗}Ż¼┤·▒ĒĖ„éĆ┴Ń╝■į┌Ė„éĆ╣ż╬╗╦∙╠ÄĄ─čb┼õĀŅæBŻ¼░³└©┤²čb┼õĪóčb┼õųąĪóęččb┼õŻ╗T={tdi[wkŻ¼qlŻ¼rj]}Ż¼┤·▒Ēčb┼õ┴Ń╝■Ą─īŹĢrĀŅæBŻ¼╝┤čb┼õ┴Ń╝■į┌«öŪ░ĀŅæBŽ┬Ą─╣ż╬╗ą┼ŽóĪó╣żą“ĀŅæBęį╝░▓┘ū„╚╦åTą┼ŽóŻ¼īóęį╔Ž3éĆą┼Žó┴ą×ķį┌─│ę╗Ģr┐╠Ą─ĀŅæB╝»Ż¼─Ū├┤├┐ę╗ĮMŽÓ╗źĻP┬ōĄ─(diŻ¼rjŻ¼wkŻ¼qlŻ¼t)Š═śŗ│╔┴╦ę╗éĆ╬©ę╗Ą─čb┼õ┴Ń╝■īŹĢrĀŅæBĪŻ░čdiŻ¼rjŻ¼wkŻ¼qlŻ¼tČ©┴x×ķčb┼õŽĄĮy╝╝ągĀŅæB(Technology State of Assembly System)Ą─5éĆ╗∙▒Šī┘ąįŻ║

╩ĮųąŻ║DT={dtn}Ż¼┤·▒Ē─│╣ż╬╗╔Žčb┼õ┴Ń╝■ĘNŅÉĄ─╝»║ŽĪŻĪ„T={Ī„tdtn[wkqlŻ¼wk+xql+y]}Ż¼▒Ē╩ŠdtnĘNŅÉĄ─┴Ń╝■Å─Ż©╣ż╬╗wkŻ¼╣żą“ĀŅæBqlŻ®ĄĮŻ©╣ż╬╗wk+xŻ¼╣żą“ĀŅæBql+yŻ®ĮøÜvĄ─Ņ~Č©Ģrķg╝»║ŽĪŻA={A[tdtn]}Ż¼┤·▒Ē╦∙ėą┴Ń╝■čb┼õ╣ż╦ćĄ─ŠžĻć╝»║ŽŻ¼┴ŅAŻ¦={AŻ¦[di]}Ż¼▒Ē╩Š╦∙ėą┴Ń╝■īŹĢrčb┼õĄ─▀MČ╚ĀŅæB╝»║ŽŻ¼A[d*]┼cAŻ¦[di]═¼×ķkąąl┴ąĄ─ŠžĻćŻ¼ąą┤·▒Ē╣ż╬╗wkŻ¼┴ą▒Ē╩Š╣żą“ĀŅæBqlŻ¼Ųõųąα[dtn]kŻ¼l=1Ż¼▒Ē╩ŠdtnĘNŅÉĄ─┴Ń╝■▒žĒÜĮø▀^╣ż╬╗Wk▓ó╠Äė┌╣żą“ĀŅæBqlŻ¼α[dtn]kŻ¼l=0Ż¼┤·▒Ē┤╦ĘNŅÉ┴Ń╝■¤oąĶĮø▀^┤╦╣ż╬╗▀Mąą┤╦Ą└╣żą“Ą─▓┘ū„Ż╗αŻ¦[di]kŻ¼l=1Ż¼▒Ē╩Š┴Ń╝■dięčĮø▀^╣ż╬╗wkŪę╠Äė┌╣żą“ĀŅæBqlŻ¼αŻ¦[di]kŻ¼l=0Ż¼▒Ē╩Šįō┴Ń╝■▓ó╬┤Įø▀^┤╦╣ż╬╗ĪŻ
2.2 ’wÖCčb┼õ╝╝ągĀŅæBöĄīW─Żą═ėŗ╦Ń
┴Ń╝■čb┼õ▀^│╠╣żĢrČ©┴x×ķÅ─╔µ╝░┴Ń╝■čb┼õĄ─╣żą“ķ_╩╝ĄĮūŅ║¾ę╗Ą└╣żą“Įžų╣Ż¼┐╔Ą├┴Ń╝■═Ļ│╔╚½▓┐čb┼õ▀^│╠╣żĢrŻ║

╩ĮųąĪ„t╩Ū┴Ń╝■diÅ─(╣ż╬╗wkŻ¼╣żą“ĀŅæBql)ĄĮ(╣ż╬╗wk+xŻ¼╣żą“ĀŅæBql+y)╦∙Įø▀^Ą─ĢrķgĪŻ
┴Ń╝■čb┼õ▀MČ╚Č©┴x×ķ«öŪ░čb┼õ┴┐┼c┐éčb┼õ┴┐ų«ķgĄ─░┘Ęų▒╚Ż║

«öĪ„A[di]=0Ż¼▒Ē╩Š┴Ń╝■dięčĮø═Ļ│╔┴╦čb┼õ┴„│╠Ż¼▓óėøf(di)=1Ż╗«öĪ„A[di]≠0ĢrŻ¼▒Ē╩Š┴Ń╝■╬┤═Ļ│╔čb┼õŻ¼ėøf(di)=0Ż¼┤╦Ģr┴Ń╝■ęč═Ļ│╔čb┼õ┴┐Ą─░┘Ęų▒╚×ķηŻ║
čb┼õł╠ąą▀^│╠ųąŻ¼╚¶α[dtn]kŻ¼l=1Ż¼αŻ¦[dtn]kŻ¼l=0Ż¼─Ū├┤įō╣ż╬╗╣żą“ā╚╚▌▓ó╬┤š²│Żł╠ąąŻ¼ī”æ¬╣ż╬╗╝»║ŽW={wk|k=1Ż¼2Ż¼3Ż¼…Ż¼zŻ╗}╝░╣ż╚╦╝»║ŽR={rj|j=1Ż¼2Ż¼3Ż¼…Ż¼nŻ╗}ųąėą«É│ŻŪķør│÷¼FĪŻ
«örj=1Īówk=0ĢrŻ¼ąĶę¬ī”ŽÓæ¬╣ż╬╗įOéõ▀Mąą╣╩šŽÖz£yŻ¼ųžą┬░▓┼┼╔·«a╚╬䚯¼Ž┬▀_š{Č╚ėŗäØĪŻ«öwk=1Īórj=0ĢrŻ¼▒Ē├„ī”æ¬╣ż╬╗Ą─▓┘ū„╚╦åT╬┤░┤ųĖČ©╣ż╦ćę¬Ū¾▀Mąą╔·«aŻ¼ąĶ꬚{Č╚╚╦åT┤_šJ╔·«a¼Fł÷ĀŅørŻ¼║Ž└Ēš{Č╚░▓┼┼╔·«aėŗäØĪŻ
3 ’wÖCčb┼õ╝╝ągĀŅæBīŹ└²Ęų╬÷
3.1 ╗∙ė┌RFID’wÖCčb┼õ╝╝ągĀŅæBŠWĮj─Żą═Ą─öĄō■┼õų├
═©▀^RFID╝╝ąg┼õų├╝╝ągĀŅæBöĄō■─Żą═Ż¼īó╦∙ėąį¬╦žĄ─öĄō■īŹ└²╗»Ż¼╩╣Ą├’wÖCčb┼õ╝╝ągĀŅæBöĄō■─Ż░Õųą▓┐Ęų▓╗┤_Č©Ą─ą┼ŽóĄ├ęį┤_Č©ĪŻ’wÖCčb┼õł╠ąą▀^│╠ųąŻ¼čb┼õī”Ž¾║═čb┼õ┘Yį┤╔ŽĖĮų°Ą─RFIDś╦║×ā╚╚▌╩ŪļSų°▓┘ū„┴„│╠Ą─▓╗═¼Č°īŹĢrūā╗»Ą─Ż¼ęį─│╣ż╬╗čb┼õī”Ž¾öĄō■│§╩╝╗»▓┘ū„×ķ蹊┐ī”Ž¾Ż¼Š▀¾wīŹ╩®▀^│╠╚ńłD3╦∙╩ŠŻ¼čb┼õī”Ž¾ųŪ─▄ś╦║×öĄō■─Żą═╚ńłD4╦∙╩ŠĪŻ
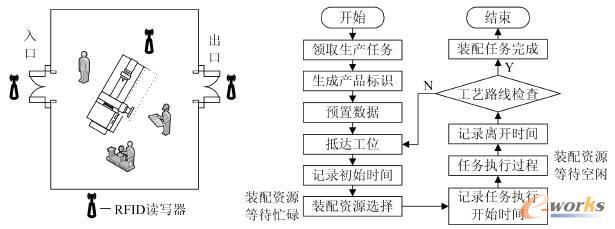
łD3 ╗∙ė┌RFIDčb┼õī”Ž¾╝╝ągĀŅæB╣▄└Ē┴„│╠
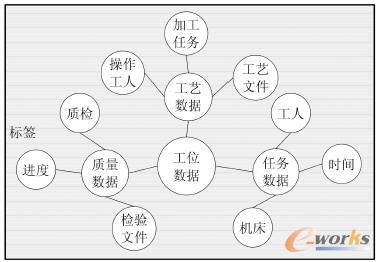
łD4 čb┼õī”Ž¾RFIDś╦║×öĄō■─Żą═
ęį─│╣ż╬╗×ķ蹊┐ī”Ž¾Ż¼į┌╣ż╬╗╚ļ┐┌Īó│÷┐┌╝░įOéõ╔ŽĘųäe░▓ų├RFIDūxīæŲ„Ż¼═©▀^3éĆūxīæŲ„üĒ┤_Č©’wÖCčb┼õųŲįņ▀^│╠Ą─╝╝ągĀŅæBŻ¼Š▀¾w┴„│╠▓Į¾E╚ńŽ┬Ż║
Step1Ż¼═©▀^Ų¾śI╔·«a╣▄└ĒŽĄĮy(MES)ŅI╚Ī▄ćķg╔·«a╚╬䚯¼ųŲČ©┐╔ł╠ąąĄ─╔·«aėŗäØĪŻ
Step2Ż¼Ė∙ō■«aŲĘĄ─╔·«aėŗäØ╔·│╔«aŲĘĄ─╬©ę╗ś╦ūRŻ¼░³└©«aŲĘŠÄ╠¢Īó┼·┤╬║═╚ļÄņĢrķgŻ¼čb┼õ▀^│╠ųąś╦ūRą┼Žóīó╩╝ĮK┼c«aŲĘŽÓĻP┬ōŻ¼×ķą┼ŽóĄ─Įyėŗ║═╦▌į┤╠ß╣®ę└ō■ĪŻ
Step3Ż¼į┌«aŲĘł╠ąąčb┼õ╚╬äšŪ░ąĶę¬═©▀^RFIDūxīæ┐žųŲŲ„Ž“«aŲĘRFIDś╦║×ųąīæ╚ļŅAų├ą┼ŽóŻ¼░³└©╣ż╬╗IDĪó╣ż╚╦IDĪó╣ż╦ć┬ĘŠĆIDĪŻ
Step4Ż¼«ö«aŲĘė╔ųĖČ©Ą─╣ż╚╦Ħ╚╦ĄĮųĖČ©Ą─╣ż╬╗║¾Ż¼RFIDūxīæ┐žųŲŲ„į┌«aŲĘRFIDś╦║×ųąėøõøčb┼õł╠ąą▀^│╠Ą─│§╩╝ĢrķgĪŻ
Step5Ż¼RFID┐žųŲŲ„īó╣ż╬╗ś╦║׹┼ŽóĄ─ĀŅæBė╔“┐šķe”Ė─×ķ“├”┬Ą”Ż¼ś╦║×ā╚ėøõøčb┼õ╣ż╬╗Ą─ķ_╩╝ĢrķgĪŻ
Step6Ż¼čb┼õ╚╬äš═Ļ│╔║¾Ż¼ŽÓæ¬Ą─╣ż╬╗ś╦║׹┼ŽóĀŅæBė╔“├”┬Ą”Ė─×ķ“┐šķe”Ż¼ś╦║×ā╚ėøõøčb┼õ╣ż╬╗Ą─ĮY╩°ĢrķgĪŻ
Step7Ż¼«öčb┼õ«aŲĘļxķ_«öŪ░╣ż╬╗ĢrŻ¼RFIDūxīæ┐žųŲŲ„į┌«aŲĘś╦║×ųąėøõøļxķ_ĢrķgĪŻ
Step8Ż¼RFID┐žųŲŲ„║╦īŹ«aŲĘś╦║×ā╚Ą─╣ż╦ć┬ĘŠĆŻ¼┼ąöÓ╩Ūʱ┤µį┌╩ŻėÓ▓┘ū„Ż¼╚¶╚į┤µį┌╩ŻėÓ▓┘ū„ätĘĄ╗žŽÓæ¬Ą─╣ż╬╗ł╠ąą╩ŻėÓčb┼õ╚╬䚯¼═¼Ģrėøõøą┬ę╗┤╬Ą─čb┼õķ_╩╝Ģrķg┼cĮY╩°ĢrķgŻ¼ų▒ų┴═Ļ│╔×ķų╣ĪŻ
3.2 čb┼õŽĄĮy╝╝ągĀŅæBīŹ└²Ęų╬÷
į┌čb┼õ▀^│╠ųąŻ¼RFIDūxīæįOéõīóīŹĢrą┼ŽóĘųŅÉģR┐éė┌▓╗═¼Ą─čb┼õ╣ż╬╗─Żą═śõųąŻ¼▒Ē1╠ß╣®┴╦ĘųŅÉģR┐é║¾Ą─Į¾Ė▒ęĒčb┼õ╣ż╬╗ųą╣żą“ā╚╚▌┼cŽÓæ¬Ą─╣żĢrĪó╣ż╚╦ĪóÖz“׹┼ŽóĪŻ
▒Ē1 Į¾Ė▒ęĒčb┼õ╣ż╬╗ASTSöĄō■┼õų├Ż©╣ż╬╗Ż║Į¾Ė▒ęĒčb┼õ╣ż╬╗Ż®
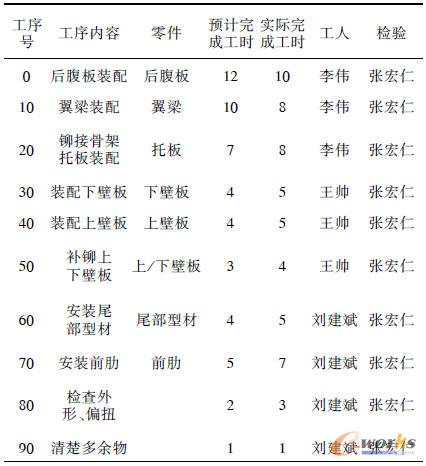
┤╦╠ÄdiųąĄ─i╚ĪųĄ×ķ1Ż¼2Ż¼3Ż¼4Ż¼5Ż¼6Ż¼7Ż¼Ęųäeī”æ¬║¾Ė╣░ÕĪóęĒ┴║Īó═ą░ÕĪóŽ┬▒┌░ÕĪó╔Ž▒┌░ÕĪó╬▓▓┐ą═▓─ĪóŪ░└▀ĪŻ╝┘Č©čb┼õ╣żą“Ģ║Ģrł╠ąąĄĮ╣żą“40Ż¼─Ū├┤Ė∙ō■čb┼õįŁ└Ē┐╔Į©┴ó╚ńŽ┬ŠžĻćĻPŽĄŻ╗
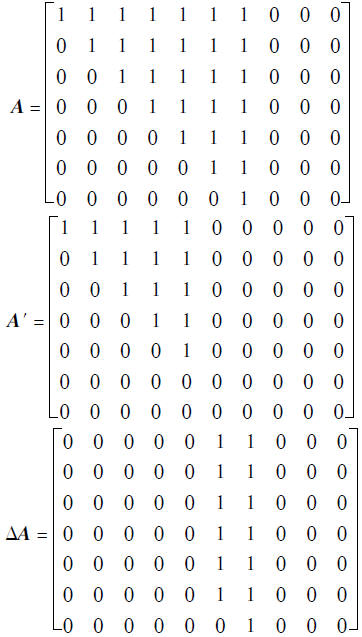
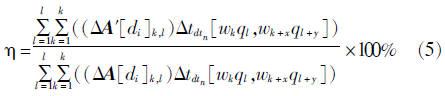
A×ķ┴Ń╝■čb┼õ╣ż╦ćĄ─ŠžĻć╝»║ŽŻ¼AŻ¦×ķ┴Ń╝■īŹĢrčb┼õĄ─▀MČ╚ĀŅæB╝»║ŽŻ¼▓ŅäeŠžĻćĪ„Aė╔╣½╩Į(4)┐╔Ą├ĪŻė╔αŻ¦[d5]1.40=0┐╔ų¬čb┼õ╣żą“50╔ą╬┤ł╠ąąŻ¼ė╔╣½╩Į(3)┐╔ų¬┴Ń╝■╔Ž▒┌░ÕąĶꬥ─čb┼õĢrķg×ķŻ║

┴Ń╝■╔Ž▒┌░Õ═Ļ│╔Ą─čb┼õ▀MČ╚ė╔╣½╩Į(5)┐╔Ą├Ż║

═©▀^RFIDŽĄĮyī”čb┼õ╣ż╬╗▀MąąīŹĢrą┼ŽóĄ─▓╔╝»┼cĘų╬÷Ż¼ęį┤╦üĒīŹ¼Fčb┼õ▄ćķg┘Yį┤Ą─ā×╗»š{Č╚ĪŻ╚¶čb┼õ┴Ń╝■ĄĮ▀_ŽÓæ¬╣ż╬╗Įė╩šĄĮ“├”┬Ą”Ę┤üĢrŻ¼ŽĄĮyĢ■Ą┌ę╗Ģrķgį┌▄ćķgŁhŠ│ā╚╦č╦„┐╔ęį═Ļ│╔ŽÓ═¼čb┼õ╚╬䚥─╣ż╬╗Ż¼Ęų┼õ╠Äė┌┐šķeĀŅæBĄ─╝ė╣ż╚╦åTŻ¼ęį┤╦üĒ═Ļ│╔┘Yį┤Ą─┐ņ╦┘╦č╦„║═į┘└¹ė├ĪŻöĄīW─Żą═ųą┐╔ęį▀@śėČ©┴xŻ║
┐╔ęį═Ļ│╔ŽÓ═¼Ą─╚╬䚥─╣ż╬╗╝»║Ž×ķŻ║

ī”æ¬čb┼õ╚╬äšėąčb┼õÖÓŽ▐Ą─╚╦åT╝»║Ž×ķŻ║

Ųõųąwk={0Ż¼1}Ż¼0┤·▒Ē┐šķeŻ¼1┤·▒Ē├”┬ĄĪŻ
Ė∙ō■RFIDŽĄĮyī”čb┼õ╣ż╬╗╝╝ągĀŅæBīŹĢrą┼ŽóĄ─Ę┤üŻ¼╚¶čb┼õī”Ž¾į┌▀M╚ļčb┼õ╣ż╬╗Ū░▓╔╝»ĄĮ╣ż╬╗ą┼Žó“1”Ż¼╔·«aš{Č╚╚╦åTŠ═ąĶę¬ųžą┬░▓┼┼╔·«a╚╬䚯¼Ęų┼õ┐šķe╣ż╬╗Įočb┼õī”Ž¾Ż¼Ž┬▀_čb┼õ├³┴ŅĮo▀m«ö╚╦åTŻ¼ęį┤╦üĒ╠ßĖ▀čb┼õ▄ćķgĄ─┘Yį┤└¹ė├┬╩ĪŻ
4 ĮY╩°šZ
╬─ųąī”ė┌’wÖCčb┼õ▀^│╠╝╝ągĀŅæB╣▄└ĒĘĮĘ©Ą─蹊┐Š▀ėą¼FīŹ┐╔ąąĄ─ęŌ┴xŻ¼┐╔ęį×ķķLŲ┌└¦ö_’wÖCčb┼õŲ¾śIĄ─čb┼õ▀^│╠▓╗═Ė├„╗»å¢Ņ}╠ß╣®ĮŌøQĘĮ░ĖĪŻ┼cé„ĮyęŌ┴x╔ŽĄ─╝╝ągĀŅæB╣▄└ĒŽÓ▒╚Ż¼▒Š╬─é╚ųžė┌’wÖCčb┼õ▀^│╠ųąĄ─īŹĢrą┼Žó╠Ä└ĒŻ¼═©▀^īŹĢrą┼ŽóĄ─┼õų├Į©┴ó’wÖCčb┼õ▀^│╠╝╝ągĀŅæBŠWĮj─Żą═Ż«ą╬│╔┴╦╠žėąĄ─’wÖCčb┼õ▀^│╠čąųŲ┘Y┴ŽĪŻ╬─ųąļm╚╗╠ß│÷┴╦└¹ė├RFID╝╝ągüĒīŹ¼Fčb┼õ▀^│╠öĄō■▓╔╝»Ż¼Ą½ī”ė┌RFIDųąķg╝■╝╝ąg▀ĆąĶę¬▀Mąą╔Ņ╚ļĄ─īW┴Ģ║═╠Į╦„ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌īŹĢrą┼ŽóĄ─’wÖCčb┼õ╝╝ągĀŅæB╣▄└ĒĘĮʩ蹊┐
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/solutions/14019313512.html