1 ▒│Š░┼c¼FĀŅ
į┌MESųąŻ¼öĄō■▓╔╝»║═▀^│╠┐žųŲž×Åž╩╝ĮKĪŻöĄō■╩Ū╦∙ėą▀^│╠Ą─Ė∙▒ŠŻ¼▓╔╝»╔·«a▀\ąąöĄō■Īó╝»│╔įŁ┴Ž║═«aŲĘĄ─┤µā”öĄō■Īó╝»│╔įOéõĀŅæBą┼ŽóŻ¼▓óīó▀@ą®ą┼Žó▀Mąą║Ž▓óĪóģR┐éĪóęÄĘČĪó▒╚▌^ĪóĘų╬÷Ą╚ŠC║Ž╠Ä└ĒĪŻę╗ĘĮ├µ×ķ╔·«aėŗäØ┼c┼┼«a╠ß╣®ę└ō■Ż╗┴Ēę╗ĘĮ├µę▓×ķŲ¾śI┘Yį┤ėŗäØ(ERP)╠ß╣®╝░ĢrĪó┐╔┐┐Īó£╩┤_Ą─╔·«aĮøĀIøQ▓▀ģó┐╝ą┼ŽóĪŻ┐žųŲ╩Ū╦∙ėą╣▄└ĒĄ─ĻPµIŻ¼┐žųŲĄ─ūįäė╗»Īóų„äėąįĪó┐╔š{┐ž║═├¶Į▌Č╚╩ŪųŲįņł╠ąą╣▄└Ēī”┐žųŲĄ─ę¬Ū¾Ż¼ę▓╩ŪMESųą┐žųŲ─ŻēK├µ┼RĄ─╠¶æĪŻ
▒Š╬─ęį╔ŽŲ¹╝»łF▓╔░Żµ┌▐DŽ“ŽĄĮyėąŽ▐╣½╦ŠĄ─E2╣▄ų∙╔·«aŠĆ(Ž┬ĘQ─┐ś╦╔·«aŠĆ)×ķ└²Ż¼įö╝ÜĮķĮB¼Fł÷ŠWĮjĪó╔Ž╬╗ŠWĮjĄ─▄øė▓╝■įOėŗ┼c▓┐╩ĪŻ─┐ś╦╔·«aŠĆ╩Ūę╗ŚlŲ¹▄ć┴Ń▓┐╝■╝ė╣żčb┼õŠĆŻ¼ŲõįOėŗļy³c╚ńŽ┬ĪŻ
aŻ«╬’┴ŽĘ▒ČÓĪŻ╬’┴ŽĄ─ą┼Žó╣▄└Ē║═Ė·█Ö┤µį┌Įyėŗ├żģ^Ż¼▓┐Ęų╬’┴ŽĄ─└╦┘M╗“ł¾ÅUĢrėą░l╔·ĪŻ
bŻ««aŲĘŅÉą═ČÓśėĪŻ▓┐Ęų╔·«aŠĆ«aŲĘø]ėąŚl┤aĖ·█ÖŻ¼ī¦ų┬▓╗─▄½@╚Ī«aŲĘöĄō■ĪŻ
cŻ««a┴┐Ė▀Ūę┴„│╠Å═ļsĪŻ╔·«aŠĆėą░³└©£yįć╣ż╬╗į┌ā╚20ėÓĄ└╣żą“Ż¼¼Fł÷┴„│╠┐žųŲĄ─▓╗═Ļ╔ŲŻ¼į÷╝ė▓╗║ŽĖ±«aŲĘĄ─«a╔·Äū┬╩║═┴„╚ļŽ┬Ą└╣żą“Ą─┐╔─▄ĪŻ
įOėŗę²╚ļ┴╦╔·«aŠĆĘ■äšŲ„Ż¼æ¬ė├┴╦MES╝»│╔╗»īŹĢröĄō■▓╔╝»ĘĮ░Ė║═ųŪ─▄╗»ų„äė┐žųŲĘĮ░ĖŻ¼š¹¾wĘĮ░Ėį┌ļx╔óųŲįņ╔·«aŠĆĄ─MESųąŠ▀ėąĄõą═ąį║═ģó┐╝ārųĄĪŻ
2 ╗∙ė┌Line ServerĄ─š¹¾wįOėŗĘĮ░Ė
(1)Line Server╝░Ųõæ¬ė├
ī”ė┌ČÓ╣ż╬╗╔·«aŠĆöĄō■═©ėŹ║═╠Ä└Ēę¬Ū¾╝░ČÓ╣ż╬╗┐žųŲą┼╠¢╣▄└ĒĄ╚Å═ļså¢Ņ}Ż¼é„ĮyĄ─ĘĮĘ©ę└┘ćė┌╣żśI┐žųŲėŗ╦ŃÖC(IPC)Ż¼╝┤į┌├┐éĆ╣ż╬╗▓┐╩1┼_IPCęį╣®öĄō■▓╔╝»╠Ä└Ē║═┐žųŲą┼╠¢Į╗╗źĪŻļSų°«aŲĘÅ═ļsČ╚į÷╝ėĪó╔·«aŠĆįOéõöĄ┴┐į÷╝ėĪó┐žųŲ╣ż╦ćÅ═ļsŻ¼×ķ┴╦╠ßĖ▀ą¦┬╩Ż¼┐╝æ]ČÓ╣ż╬╗╔·«aŠĆĄ─Śl╝■Ž▐ųŲ╝░┐žųŲę¬Ū¾Ż¼ę²╚ļLine ServerĪŻ▓╗āH╚Ī┤·┴╦╣ż╬╗²ŗ┤¾Ą─IPC¼Fł÷▓┐╩Ż¼Č°Ūę─▄ē“ėą▒╚IPCĖ³│÷╔½Ą─ąį─▄Ż¼─▄ē“Ė▀╦┘ł╠ąąČÓŠĆ│╠Ą─ėŗ╦Ń╠Ä└ĒŻ¼▀m║ŽÅ═ļs╣ż╬╗Ą─¼Fł÷MESīŹ╩®ĪŻ
Line ServerŠ▀ėąÅŖ┤¾Ą─öĄō■┤µā”┐šķgĪŻūŃē“ÅŖ┤¾Ą─▀\ąą╚▌┴┐Ż¼═¼Ģr╠Ä└ĒöĄ╩«éĆ╣ż╬╗Ą─öĄō■┼cą┼╠¢Ż¼┐╔ęį═Ļ│╔╗“ģfų·═Ļ│╔╦∙ėąMESųą╔µ╝░Ą─╠Ä└Ē╣▄└Ē╣”─▄ĪŻņ`╗ŅąįÅŖŻ¼▒Ńė┌╔·«aĄ─ŠSūo┼c╣”─▄╔²╝ēĪŻŽÓī”¬Ü┴ó┼cĘĆČ©Ą─ŠWĮjĮKČ╦Ż¼╬’└Ē╔Ž▀BĮėł╠ąąīė║═╣▄└ĒīėŻ¼╣”─▄╔Ž╩ŪŠWĮjģf═¼ųŲįņĄ─ų·═ŲŲ„ĪŻ▓┐╩Line ServerŻ¼ę╗ĘĮ├µ£p▌p┴╦Ų¾śIĘ■äšŲ„öĄō■ÄņĄ─═©ėŹē║┴”Ż║┴Ēę╗ĘĮ├µėą└¹ė┌¼Fł÷┐žųŲ░³└©öĄō■▓╔╝»╠Ä└ĒĄ─ą¦┬╩Ż¼═¼Ģr▒ŻūCį┌▄ćķg║═Ų¾śIŠWĮj░l╔·╣╩šŽĢr─▄ē“▀Mąą╩▄┐žėąą“Ą─╔·«a╗ŅäėĪŻŽÓ▒╚é„ĮyĄ─IPC┐žųŲŽĄĮyŻ¼į┌ØMūŃ╔·«ał╠ąąĪó╣▄└Ēę¬Ū¾Ą─╗∙ĄA╔Ž╠ßĖ▀┐žųŲą¦┬╩Ż¼║å╗»▄ø/ė▓╝■Ą─▓┐╩┼cŠSūoĪŻ
(2)š¹¾wįOėŗĘĮ░Ė
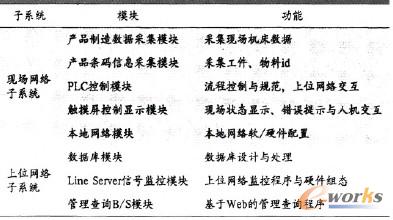
ŽĄĮyÅ─▓┐╩ĮŪČ╚Ęų×ķ¼Fł÷ŠWĮjūėŽĄĮyĪó╔Ž╬╗ŠWĮjūėŽĄĮyĪŻ¼Fł÷ŠWĮjūėŽĄĮy░³║¼«aŲĘųŲįņöĄō■▓╔╝»─ŻēKĪó«aŲĘŚl┤aą┼Žó▓╔╝»─ŻēKĪóPLC┐žųŲ─ŻēKĪóė|├■Ų┴┐žųŲ’@╩Š─ŻēKĪó▒ŠĄžŠWĮj─ŻēKĄ╚Ż║╔Ž╬╗ŠWĮjūėŽĄĮy░³║¼öĄō■Äņ─ŻēKĪó▒ŠĄžę╗▀h│╠ŠWĮją┼╠¢Į╗╗ź─ŻēKĪó╣▄└Ē▓ķįāB/S─ŻēKĄ╚ĪŻęŖ▒Ē1ĪŻ
▒Ē1 ─┐ś╦╔·«aŠĆMESįOėŗ─ŻēK┼c╣”─▄
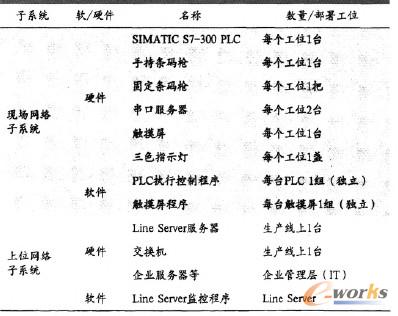
─┐ś╦╔·«aŠĆ▄øĪóė▓╝■ŪÕå╬ęŖ▒Ē2ĪŻłD1×ķ─┐ś╦╔·«aŠĆMES¼Fł÷╩ŠęŌłDĪŻ═©▀^▀@ą®▓┐╝■Ą─ģf═¼ū„ė├Ż¼Å─ŽĄĮy╔Ž▀_ĄĮ─┐ś╦╣”─▄Ż¼▓ó▒Ż│ųę╗Č©Ą─ņ`╗ŅąįĪŻ
▒Ē2 ─┐ś╦╔·«aŠĆ▄ø╝■Īóė▓╝■ŪÕå╬
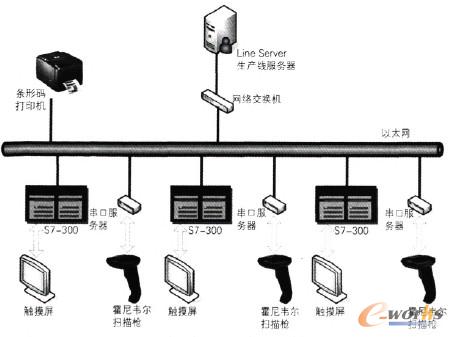
łD1 ─┐ś╦╔·«aŠĆMES¼Fł÷╩ŠęŌłD
3 öĄō■▓╔╝»╣”─▄─ŻēKįOėŗ
(1)PLCöĄō■▓╔╝»īŹ¼F
ÖC┤▓╔ŽÄ¦ėąČÓéĆ╬╗ų├é„ĖąŲ„ęįĖąų¬╣ż╝■Ą─░▓ų├Ūķør║═ļŖÖCĄ─ū▀╬╗▀M│╠ĪŻŲõĀŅæBųĄė╔PLCūx╚ĪŻ¼▓óō■┤╦═Ļ│╔╗∙▒ŠļŖÖCĄ─═Żąą╦┘┬╩ĪŻ═©▀^PLC▀Mąą½@╚Ī╗“┘xėĶ╔·«aöĄō■║═┴„│╠┐žųŲą┼╠¢ĪŻ─┐ś╦╔·«aŠĆ╩╣ė├Ą─ÖC┤▓öĄ┐žPLC╩Ū╬„ķTūė╣½╦Š╔·«aĄ─SIMATIC S7ŽĄ┴ąĪŻSIMATIC S7-300ūįĦĄ─ŠWĮj═©ėŹĮė┐┌ĘĮ▒Ń┴╦PLCĄ─öĄō■ūx╚ĪŻ╗SIMATIC S7-200ŲõPLCĄ─CPU─ŻēKø]ėąŠWĮjĮė┐┌Ż¼ę“┤╦ąĶę¬═ŌĮėŠWĮj─ŻēKCP 243-1▀Mąą═©ėŹĪŻ
ęį╬„ķTūėSIMATIC S7-200×ķ┐žųŲŲ„Ą─┐žųŲŽĄĮyŻ¼ė▓╝■╔Ž═Ļ│╔CP 243-1ŠWĮj─ŻēK░▓čbŻ¼ęŖłD2ĪŻė├╬„ķTūėŠÄ│╠īŻė├PC/PPIļŖ└|īóS7-200┼cļŖ─X▀BĮėŲüĒŻ¼═©▀^STEP 7 Micro/Win32▀MąąŠWĮj─ŻēKĄ─┼õų├┼cŠÄ│╠ĪŻ┤“ķ_PLC│╠ą“║¾╩╣ė├ęį╠½ŠW─ŻēKĮMæBŽ“ī¦╠Ē╝ėęį╠½ŠW─ŻēK▓Į¾E╚ńŽ┬ĪŻ

łD2 ╬„ķTūėCP 243-1ęį╠½ŠW─ŻēKė▓╝■ĮėŠĆ
aŻ«įOų├─ŻēKĄ─╬╗ų├Ż¼ę╗░ŃęįS7-200×ķĄ┌0╠¢─ŻēKŻ¼Ž“ėęé╚ę└┤╬┼┼ą“╝┤┐╔Ą├ĄĮęį╠½ŠW─ŻēKĄ─╬╗„Šų├Ż¼ę▓─▄═©▀^ūįäėūx╚Ī─ŻēKĄ─╣”─▄üĒ┤_Č©─ŻēK╗Ē╬╗ų├ĪŻ
bŻ«įOų├─ŻēKIPĄžųĘ(IP Address)Ż¼ūėŠWč┌ŪŁ┤a(Subnet Mark)─¼šJ×ķ255.255.255.0ĪŻ
CŻ«īóPLC┬ōŠW─Ż╩Į▀xō±×ķĘ■äšŲ„▀BĮė(Server Connection)Ż¼▓óį┌┐═æ¶Č╦ĄžųĘųą╠Ņ╚ļLine ServerĄ─IPĄžųĘŻ¼▒ŠĄžé„▌öĘ■äšįL墳c(TSAP)ė╔ė▓╝■ĮYśŗøQČ©Ż¼▀h│╠TSAP╩╣ė├─¼šJįOų├10.11ĪŻį┌═Ļ│╔ęį╠½ŠW─ŻēKįOų├║¾Ż¼ąĶę¬į┌│╠ą“ųą╠Ē╝ėßśī”ęį╠½ŠW─ŻēKĄ─OPCł╠ąą─ŻēKŻ¼▓óį┌ų„│╠ą“ųąš{ė├įō─ŻēKŻ¼ęŖłD3ĪŻ═Ļ│╔┼õų├║¾ŠÄūg│╠ą“▓ó═©▀^öĄō■ŠĆĖ³ą┬PLCųąĄ─│╠ą“ĪŻ
łD3 ęį╠½ŠW─ŻēK│§╩╝╗»šZŠõ
į┌Line ServerČ╦Ż¼═©▀^ŠWŠĆ┼cCP 243-1▀BĮė╗“ų▒Įė═©▀^ŠWŠĆ┼cLine Server▀BĮėŻ¼▀MČ°┼cS7-300═©ėŹĪŻSIMATIC NET═©ėŹĮMæB▄ø╝■╩Ūė├üĒĮ©┴óOPCĘ■äšŲ„Ą─▀BĮėĪŻ╩╣ė├OPC Scout▄ø╝■┐╔ęį£yįćöĄō■═©ėŹŻ¼īóĖ„╣ż╬╗Ą─┐žųŲ╬╗║═öĄō■╬╗╠Ē╝ė╚ļScoutĄ─ProjectųąŻ¼╝┤┐╔▓ķ┐┤Ė„╣ż╬╗Ą─PLCöĄō■ĪŻ
(2)Śl┤aą┼Žó▓╔╝»īŹ¼F
čb┼õŠĆ╔ŽĄ─«aŲĘĮø▀^├┐ę╗Ą└╣żą“Ż¼ę“┤╦įō«aŲĘĄ─ų„ę¬▓┐╝■╗“š▀Ą┌ę╗Ą└┴„│╠Ą─▓┐╝■īó▒╗┘xėĶ«aŲĘIDŻ¼▒ŠŠĆ╩╣ė├ę╗ŠSŚl┤a▀Mąą«aŲĘŠÄ┤aĪŻ├┐┤╬╝ė╣żŪ░▒žĒÜī”«aŲĘĄ─Śl┤a▀Mąą▓╔╝»ĪŻ┐╝æ]╬’┴ŽŚl┤aą┼Žó┼c╣ż╝■«aŲĘŚl┤aą┼Žó▓╔╝»Ą─╦┘Č╚║═Ņl┬╩Ż¼╩╣ė├╩ų│ų┼c╣╠Č©ā╔┐ŅÆ▀├ĶśīĪŻ╬’┴ŽŚl┤aĄ─▓╔╝»═©▀^╩ų│ų╩ĮÆ▀├Ķśī▓╔╝»Ż¼«aŲĘ/╣ż╝■Ą─Śl┤a═©▀^╣╠Č©Śl┤aūx╚ĪŲ„▓╔╝»ĪŻ╬’┴Ž(Žõ)Ę┼į┌ÖC┤▓▀ģĄ─╬’╝▄╔ŽŻ¼Ūęę╗░ŃāHį┌Ė³ōQą┬Ą─╬’┴ŽĢr▓┼ąĶę¬▀Mąąš¹ŽõÆ▀├ĶŻ¼╣╩╩╣ė├╩ų│ų╩ĮŚl┤aśī▓╔╝»▓┘ū„ĪŻ╣ż╝■Ą─Śl┤a┘Nį┌╣ż╝■ųĖČ©╬╗ų├Ż¼ā×╗»įOėŗ║¾Ż¼īóąĪą═╣╠Č©Śl┤aūx╚ĪŲ„░▓čbį┌ÖC┤▓╠žČ©╬╗ų├Ż¼╣ż╝■Š═╬╗╝┤┐╔Æ▀├ĶŚl┤aŻ¼īŹ¼FĘ┼ų├→Æ▀├Ķ→▓╔╝»→╝ė╣żūįäė═Ļ│╔Ż¼┤¾┤¾╠ßĖ▀┴╦╣ż╝■Śl┤aĄ─öĄō■▓╔╝»ą¦┬╩ĪŻ
Ķbė┌┤«┐┌į┌╣żśIöĄō■é„▌öųąĄ─╝µ╚▌ąį┼cĘĆČ©ąįŻ¼╩╣ė├Śl┤aūx╚ĪŲ„Ą─┤«┐┌ū„×ķé„▌öĮė┐┌ĪŻļm╚╗Śl┤aūx╚ĪŲ„ąĶę¬═ŌĮėļŖį┤Ż¼Ą½┐╝æ]ĄĮė├ė┌╣żśI¼Fł÷Ż¼ÖC┤▓ļŖį┤╚▀ėÓ╗“┐╔═žš╣╩╣╣®ļŖ▓╗śŗ│╔å¢Ņ}ĪŻ┤╦║¾Ż¼═©▀^┤«┐┌Ę■äšŲ„▀Mąą┤«┐┌-ŠWĮją┼╠¢▐DōQĪŻ
4 ų„äė┐žųŲ╣”─▄─ŻēKįOėŗ
PLCĄ─ų„äė┐žųŲ╩Ū╗∙ė┌MESĄ─┐žųŲŽĄĮyųąĄ─║╦ą─ų«ę╗ĪŻPLC╩ŪųŲįņł╠ąąŽĄĮyųą┼cįOéõÖC┤▓┬ōŽĄūŅŠo├▄Ą─▓┐╝■ĪŻ═©▀^PLC│╠ą“įOėŗ┼cŠWĮj▓┐╩Ż¼į┌Line ServeröĄō■Äņ╣▄└Ē┼c▒O┐ž│╠ą“Ą─ģf═¼Ž┬Ż¼īŹ¼FųŲįņ╝ė╣ż┘|┴┐╝░▓┘ū„┴„│╠Ą─ūįäė╗»┐žųŲŻ¼ų¦│ų═Ļ╔ŲMESĄ─š¹¾w╣”─▄ĪŻ
ęįPLC×ķų„Ą─MESų„äė┐žųŲ─ŻēK│õĘų└¹ė├┐žųŲŲ„PLC┼cÖC┤▓įOéõų«ķgīŹĢrĄ─é„▌ö─▄┴”║═PLC▌^ÅŖĄ─┐žųŲ╠Ä└Ē╣”─▄Ż¼į┌ą┼╠¢é„▌öĪóöĄō■▓╔╝»Īó┐žųŲ╠Ä└ĒĄ╚Łh╣ØŻ¼PLCČ╝─▄ē“▒Ē¼F│÷▌^╔Ž╬╗ŽĄĮy(╚ńIPC)Ė³─▄ØMūŃMESī”┐žųŲ╣”─▄─ŻēKĄ─ę¬Ū¾ĪŻį┌┐╔┐┐ąį┼c▀mæ¬ąįĘĮ├µŻ¼PLCū„×ķÖC┤▓Ą─┐žųŲŲ„Ż¼ÖC┤▓ų▒Įė╩▄┐žė┌Ż¼ų▓╚ļPLC│╠ą“ųąĄ─┐žųŲ─ŻēK▓╗╩▄═ŌĮńĄ─Ė╔ö_┼cŽ▐ųŲŻ¼┐žųŲ─ŻēKĄ─┐╔┐┐ąį╚ĪøQė┌ÖC┤▓š¹¾wŽĄĮyįOėŗĄ─┐╔┐┐│╠Č╚Ż¼ę“┤╦ī”ė┌Ę¹║Žę¬Ū¾Ą─ÖC┤▓ŽĄĮyŻ¼Ųõ┐žųŲ─ŻēKę▓ØMūŃ╣żśIę¬Ū¾ĪŻÅ─ķ_░lįOėŗĮŪČ╚Ęų╬÷Ż¼ę└┐┐PLCīŹ¼Fų„äė┐žųŲ╩Ū═©▀^ų▒ĮėĮoPLCČ©┴x┐žųŲ╬╗║═╠Ē╝ė│╠ą“┐žųŲšZŠõŻ¼┐╔šŲ┐žÖC┤▓Ą─ąąų╣║═ÖC┤▓ĀŅæBĄ─ą┼ŽóŻ¼╝µ╚▌ąįÅŖĪóņ`╗ŅąįĖ▀Ūęķ_░lų▄Ų┌Č╠ĪŻPLC┼cÖC┤▓ų«ķgé„▌öŠÓļx║═Ģrķg╩ŪūŅČ╠Ą─Ż¼ę“┤╦PLCīŹ¼FĄ─ų„äė┐žųŲ╣”─▄Ą─īŹĢrąį╩ŪūŅāץ─ĪŻ│²┤╦ų«═ŌŻ¼ļSų°╣żśIė├ė|├■Ų┴╝╝ąg╝░«aŲĘĄ─ķ_░lŻ¼╣żśIė├ė|├■Ų┴─▄ūx╚Ī▓ó’@╩Š┐žųŲ╬╗ĀŅæBŻ¼Ė³║├═Ļ╔Ų┴╦¼Fł÷ų„äė┐žųŲĄ─╣”─▄ĪŻ
(1)ÖÓŽ▐┐žųŲ
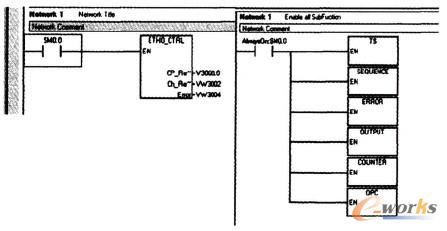
ĶŠŽ▐┐žųŲ╔µ╝░╚╦åTĪóŚl┤aĪó╬’┴ŽĄ╚ÖÓŽ▐║═ęÄĘČĄ─▒O┐žŻ¼╩ŪÖC┤▓╝ė╣żčŁŁhŪ░Ą─┐žųŲĪŻ└¹ė├PLC┐žųŲ╬╗Ą─║Ž└ĒįOČ©╝░│╠ą“ųąī”ŲõĄ─ūxīæĪó┼ąöÓüĒ═Ļ│╔š¹╠ū┴„│╠Ą─┐žųŲĪŻį┌PLC│╠ą“ųąŻ¼Č©┴xę╗éĆintŅÉą═Ą─═©ė├┐žųŲ╬╗║═2éĆboolŅÉą═Ą─ś╦ėø┐žųŲ╬╗Ż¼═©ė├┐žųŲ╬╗ęį▓╗═¼Ą─öĄųĄ┤·▒Ē▓╗═¼Ą─┼ąöÓĮY╣¹Ż¼ś╦ėø┐žųŲ╬╗ätś╦ėø═©ė├┐žųŲ╬╗Ą─ūā╗»ĪČ╝sČ©ėąūā╗»ų├╬╗1ĪĘĪŻį┌PLC┐žųŲÖC┤▓Ą─▀^│╠ųąŻ¼ė÷ĄĮėą┴„│╠ęÄĘČĄ─Łh╣Øūx╚Īś╦ėø┐žųŲ╬╗Ż¼ūxĄĮų├╬╗ą┼╠¢║¾Ż¼ūx╚Ī═©ė├┐žųŲ╬╗Ą─ųĄŻ¼Ė∙ō■╝sČ©ł╠ąąÖC┤▓╗“Į¹ų╣ÖC┤▓ĪŻŅÉ╦ŲĄžŻ¼PLC┐žųŲą┼╠¢ūx╚Ī╬╗Ż¼▓ó═©▀^ś╦ėø┐žųŲ╬╗═©ų¬Line server│╠ą“ĪŻ┤╦ĘĮ░Ėā׳c╩ŪĘĮ▒Ń┐žųŲā╚╚▌Ą─öUš╣ĪŻ
(2)┘|┴┐┐žųŲ
┘|┴┐┐žųŲ╩ŪMES┐žųŲ╣”─▄Ą─ųž³cĪŻ┘|┴┐┐žųŲ░³└©▒ŠĄ└┘|┴┐┐žųŲ║═╔ŽĄ└┘|┴┐┐žųŲĪŻ┘|┴┐┐žųŲ═©▀^ī”«aŲĘ╝ė╣żĄ─īŹļH╣ż╦ćģóöĄ┼cäėæB╣ż╦ćģóöĄķōųĄ▒╚▌^üĒ┐žųŲÖC┤▓Ą─ąąų╣ĪŻ╣ż╦ćģóöĄ╝┤╝ė╣żģóöĄŻ¼┐╔ęį═©▀^PLC┼cÖC┤▓Ą─Į╗╗źų▒Įė½@╚ĪŻ¼ę“┤╦į┌PLCČ╦ū÷╣ż╦ćģóöĄĄ─┐žųŲ╩ŪūŅĖ▀ą¦Ą─ĘĮ░ĖĪŻīŹ¼F▒ŠĄ└┘|┴┐┐žųŲ╩ūŽ╚ąĶꬎ┬▌däėæB╣ż╦ćģóöĄķōųĄ▒ĒŻ¼į┌PLCųąįOČ©ę╗Č©Ą─┤µā”┐šķgŻ¼į┌PLCĄ─│§╩╝╗»│╠ą“ųą═©▀^Ž┬▌dLine ServeröĄō■ÄņųąĄ─äėæB╣ż╦ćģóöĄķōųĄ▒Ē═Ļ│╔Ė³ą┬ĪŻį┌ÖC┤▓╝ė╣ż═Ļ«ģ║¾PLCĢ■½@Ą├ę╗ŽĄ┴ąīŹļH╣ż╦ćģóöĄŻ¼═©▀^┼cäėæB╣ż╦ćģóöĄķōųĄĄ─▒╚▌^Ż¼┼ąöÓ«aŲĘĄ─┘|┴┐ŪķørŻ¼ī”ė┌▓╗║ŽĖ±Ą─«aŲĘŻ¼Ė∙ō■╣ż╦ćįOėŗüĒ┐žųŲÖC┤▓▀Mąą╝┤ĢrĄ─ĘĄ╣ż╗“ū„ł¾ÅU╠Ä└ĒĪŻį┌╝ė╣żŪ░▀Mąą╔ŽĄ└┘|┴┐“×ūC┐žųŲ╩Ū×ķ┴╦▒▄├Ō╔ŽĄ└Ą─▓╗║ŽĖ±ŲĘ└^└m╝ė╣żŻ¼įņ│╔ÅUŲĘ║═╬’┴ŽĄ─└╦┘MĪŻį┌ł╠ąą╔ŽĄ└┘|┴┐┐žųŲĢrŻ¼Ė∙ō■«aŲĘŚl┤aŽ“Line Server▓ķįā╔ŽĄ└Ą─╝ė╣żĮY╣¹Ż¼╚ńė÷▓╗║ŽĖ±«aŲĘīóĮ¹ų╣ÖC┤▓äėū„ĪŻ═©▀^▒ŠĄ└┘|┴┐┐žųŲ║═╔ŽĄ└┘|┴┐┐žųŲļp╣▄²RŽ┬Ż¼─▄╝░Ģr░l¼F«aŲĘ┘|┴┐å¢Ņ}Ż¼▓ó┐žųŲÖC┤▓ū„▀Mę╗▓Į╠Ä└ĒĪŻŽÓ▒╚é„ĮyĄ──®Ą└╗“čbŽõĢrĄ─«aŲĘ│ķ▓ķ╗“Ųš▓ķŻ¼īŹĢrĄ─ų„äė┐žųŲĘĮ░Ė▒▄├Ō┴╦▓╗▒žę¬Ą─╬’┴ŽŽ¹║─Īó╝ė╣żĢrķgŻ║ŽÓ▒╚▌^╚╦╣żĄ─Öz“×ĘĮĘ©Ż¼╗∙ė┌PLCĄ─ų„äė┐žųŲĘĮ░Ė╠ßĖ▀┴╦┘|┴┐┐žųŲĄ─ą¦┬╩║═┐╔┐┐ąįĪŻ
5 ĮY╩°šZ
į┌╔ŽŲ¹╝»łF▓╔░Żµ┌▐DŽ“ŽĄĮyėąŽ▐╣½╦ŠĄ─╣▄ų∙E2╔·«aŠĆ╔ŽįOėŗīŹ╩®┴╦īŹĢröĄō■▓╔╝»║═ų„äė┐žųŲŽĄĮyĪŻ└¹ė├PLCŠWĮj─ŻēK║═OPCĮė┐┌╝╝ągŻ¼īŹ¼FPLC┼cĘ■äšŲ„Ą─īŹĢr═©ėŹŻ║īó┐žųŲ▀ē▌ŗų▓╚ļPLC┐žųŲ│╠ą“ā╚Ż¼ęįīŹ¼FįOéõīėĄ─ų„äė┐žųŲŻ¼║å╗»┴╦╣▄└ĒīėĄ─╣żū„Ż╗▓┐╩╔·«aŠĆĘ■äšŲ„Ż¼īŹ¼FöĄō■ųąą─┼c¼Fł÷PLC┐žųŲŲ„Ą─öĄō■é„▌ö║═ą┼╠¢═©ėŹŻ¼═Ļ│╔ŠWĮj╗»ģf═¼┐žųŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║Ų¹▄ćčb┼õŠĆMESīŹĢröĄ▓╔║═┐žųŲŽĄĮyĄ─īŹ¼F╝░ā×╗»
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/solutions/1401936958.html