į┌ėŗ╦ŃÖC▌oų·╣ż╦ćįOėŗ(CAPP)ŽĄĮyųąŻ¼┴Ń╝■ą┼Žó├Ķ╩÷Ą─£╩┤_ąįĪó┐ŲīWąį║═╚½├µąįīóų▒Įėė░Ēæ╦∙įOėŗ╣ż╦ć╬─╝■Ą─┘|┴┐║═┐╔┐┐ąįŻ¼╩ŪįOėŗ╣ż╦ć╬─╝■Ą─╗∙ĄAĪŻČ°╣ż╦ćøQ▓▀▀^│╠Š▀ėąĮø“׹įĪóČÓśėąį║═ÅVĘ║ąįŻ¼ėų╩╣╣ż╦ćįOėŗśO×ķÅ═ļsŻ¼╩ŪįOėŗ╣ż╦ć╬─╝■Ą─ųž³c║═ļy³cĪŻė├ŠÄ┤aī”┴Ń╝■ą┼Žó▀Mąą├Ķ╩÷ęč▒╗╣ż│╠īŹ█`ūC├„╩Ūę╗ĘNĘŪ│Żėąą¦Ą─ĘĮĘ©ĪŻĖ∙ō■┴Ń╝■ŠÄ┤aą┼ŽóŻ¼░┤ššĮø“×ęÄätüĒ┤_Č©╝ė╣żĘĮĘ©║═▓Į¾E─▄ėąą¦ĮŌøQ╣ż╦ćøQ▓▀å¢Ņ}ĪŻ
1 ┴Ń╝■ŠÄ┤a
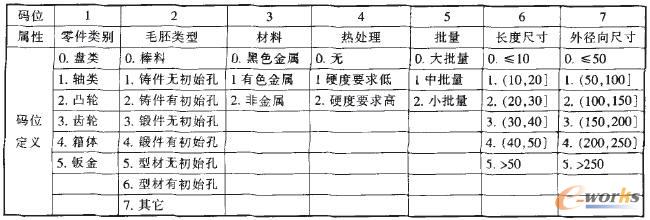
┴Ń╝■Ą─ą┼Žó░³└©ā╔éĆĘĮ├µĄ─ā╚╚▌Ż¼╝┤┴Ń╝■Ą─Äū║╬ą┼Žó║═╣ż╦ćą┼ŽóĪŻ┴Ń╝■Ą─Äū║╬ą┼Žóę▓Š═╩Ū┴Ń╝■Ą─łDą╬ą┼ŽóŻ¼░³└©┴Ń╝■Ą─ĮYśŗą╬ĀŅĪó│▀┤ńĄ╚Ż╗┴Ń╝■Ą─╣ż╦ćą┼Žóät░³└©┴Ń╝■Ė„▒Ē├µĄ─╝ė╣żŠ½Č╚Īó▒Ē├µ┤ų▓┌Č╚Īó┴Ń╝■▓─┴ŽĪó├½┼„ŅÉą═Īó¤ß╠Ä└ĒĘĮ╩ĮĪóą╬ĀŅ╬╗ų├╣½▓ŅĄ╚ĪŻęį╗ž▐D¾w┴Ń╝■×ķ└²Ż¼╗ž▐D¾w┴Ń╝■░┤▒Ē1╦∙╩ŠĮYśŗ▀MąąŠÄ┤aĪŻŠÄ┤aĘĮĘ©┐é¾w╔Ž▓╔ė├ĘųČ╬╩ĮĮYśŗŻ¼ė╔20éĆ┤a╬╗ĮM│╔Ż¼┴Ń╝■┤·┤aĘų×ķ5éĆą┼ŽóČ╬Ż¼Ą┌1╬╗ĄĮĄ┌5╬╗×ķ╗∙▒Šą┼ŽóČ╬Ż¼├Ķ╩÷┴Ń╝■Ą─▓─┴ŽĪó├½┼„ŅÉą═║═¤ß╠Ä└ĒĄ╚Ż╗Ą┌6╬╗ĄĮ8╬╗×ķ▌å└¬│▀┤ńČ╬Ż║Ą┌9╬╗ĄĮ14╬╗×ķ═Ō▓┐ą╬ĀŅ╝░╝ė╣żŠ½Č╚Č╬Ż¼├Ķ╩÷┴Ń╝■═Ō▓┐Ą─ļA╠▌Īó┬▌╝yĄ╚╠žš„Ż╗Ą┌15╬╗ĄĮ18╬╗×ķā╚▓┐ą╬ĀŅ╝░╝ė╣żŠ½Č╚Č╬Ż¼├Ķ╩÷┴Ń╝■ā╚▓┐Ą─ļA╠▌Īó┬▌╝yĄ╚╠žš„Ż╗Ą┌19╬╗ĄĮ20╬╗×ķča│õ╠žš„Č╬ĪŻ
▒Ē1 ▓┐Ęų┤a╬╗▒Ē
2 ęÄätÄņĄ─Į©┴ó
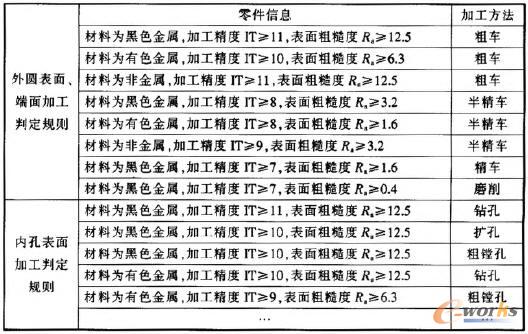
Ė∙ō■┴Ń╝■Ą─▓─┴ŽĪóą╬ĀŅĮYśŗęį╝░╝ė╣żŠ½Č╚Ą╚ę¬╦ž┤_Č©╝ė╣żĘĮĘ©║═▓Į¾EŻ¼╩Ūę╗éĆśOŲõÅ═ļsĄ─▀^│╠ĪŻ×ķ┴╦ūīŽĄĮy─▄Ė∙ō■┴Ń╝■ŠÄ┤a╠ß╣®Ą─ą┼Žóūįäė╔·│╔Ųõ╝ė╣żĘĮĘ©║═▓Į¾EŻ¼ąĶę¬░čęį═∙Ą─╝ė╣żĮø“×║═╝ė╣żĘĮĘ©Ą─▀xō±ęÄätĮ©│╔ę╗éĆęÄätÄņĪŻęÄätÄņ└’┴_┴ą│÷Ė„ĘNŪķørĄ─╝ė╣żĘĮĘ©▀xō±ęÄät(ęŖ▒Ē2)ĪŻ
▒Ē2 ▓┐Ęų╝ė╣żĘĮĘ©ęÄätÄņ
3 ŽĄĮyīŹ¼F
3.1 ŽĄĮyįOėŗ
▓╔ė├╬ó▄øDot NetŲĮ┼_║═SQL ServeröĄō■ÄņŻ¼ė├VC×ķķ_░l╣żŠ▀śŗĮ©┴╦ę╗éĆ╣ż╦ć▌oų·įOėŗŽĄĮyŻ©ęŖłD1Ż®ĪŻŽĄĮy╠ß╣®ę╗éĆė├æ¶Į╗╗źĮń├µŻ©ęŖłD2Ż®Ż¼ė├æ¶Ė∙ō■Įń├µ╠ß╩Š▌ö╚ļ┴Ń╝■ŽÓĻPą┼ŽóŻ¼į┘ė╔ŽĄĮyūįäė╔·│╔┴Ń╝■ŠÄ┤aŻ¼ūŅ║¾ŽĄĮyĖ∙ō■┴Ń╝■ŠÄ┤aį┌ęÄätÄņųąÖz╦„│÷ŽÓæ¬Ą─╝ė╣żĘĮĘ©║═▓Į¾EŻ¼╔·│╔┴Ń╝■╝ė╣ż╣ż╦ć┬ĘŠĆĪŻ
łD1 ŽĄĮyĮń├µ
łD2 ┴Ń╝■ą┼Žó▌ö╚ļĮń├µ
3.2 æ¬ė├īŹ└²
ė├æ¶Å─ŽĄĮyĮń├µ▌ö╚ļ┴Ń╝■ŽÓĻPą┼ŽóŻ¼ŽĄĮy╔·│╔┴Ń╝■ŠÄ┤a020114321155451-24413Ż©ęŖ▒Ē3Ż®Ż¼į┘ė╔┴Ń╝■ŠÄ┤a╔·│╔╝ė╣ż╣ż╦ć┬ĘŠĆŻ¼Ųõ▀^│╠╚ńŽ┬ĪŻ
▒Ē3 Ąõą═┴Ń╝■ŠÄ┤a

ķ_╩╝→ūx╚Ī┴Ń╝■ŅÉą═ŠÄ┤a×ķ0(╗ž▐D¾w┴Ń╝■)→ūx╚Ī├½┼„ŅÉą═ŠÄ┤a×ķ2(ĶT╝■ėą│§╩╝┐ūŻ®→Ė∙ō■├½┼„ŅÉą═┤_Č©Ą┌ę╗Ą└╣żą“×ķ“éõ║ŽĖ±ĶT╝■”→Ž┬ę╗╣żą“×ķ“¤ß╠Ä└Ēš²╗”→Ž┬ę╗╣żą“×ķ“┤ų▄ć═ŌłA”→═Ų└Ē║¾┤_Č©┐ū┤ų╝ė╣żĘĮĘ©×ķ“┤ųńM┐ū”→ŠC║Ž┼ąöÓ┐ūĪó═ŌłA╝░Č╦├µ┤ų╝ė╣ż║¾─▄ʱ▀_ę¬Ū¾Ż©▓╗─▄Ż®→Ž┬ę╗╣żą““░ļŠ½▄ć═ŌłA”→═Ų└Ē┤_Č©┐ū░ļŠ½╝ė╣żĘĮĘ©×ķ“░ļŠ½ńM┐ū”→ūx╚Ī═Ō▓┐╣”─▄ę¬╦žŠÄ┤aŻ¼┼ąöÓ╩ŪʱėąąĶ╝ė╣żŻ©Ą┌10╬╗ŠÄ┤aŻ¼▀xō±ųĄ1Ż¼╝┤═Ō▓┐ėąé╚Ž“ąĪ┬▌╝y┐ūŻ¼ąĶę¬╝ė╣żŻ®→š{ė├═Ō▓┐╣”─▄ę¬╦ž╝ė╣żęÄätĄ├╣żą“×ķ“ŃQ╣żŻ║╝ė╣żé╚Ž“ąĪ┬▌╝y┐ū”→ŠC║Ž┼ąöÓ┐ūĪó═ŌłA╝░Č╦├µ░ļŠ½╝ė╣ż║¾─▄ʱ▀_ę¬Ū¾Ż©┼ąöÓ║¾×ķ▓╗─▄Ż®→ūx╚Īā╚▓┐╣”─▄ę¬╦žŠÄ┤aŻ¼┼ąöÓ╩ŪʱėąąĶ╝ė╣żŻ©Ą┌16╬╗ŠÄ┤aŻ¼▀xō±ųĄ2Ż¼╝┤ā╚▓┐╣”─▄ę¬╦žėąµI▓█Ż¼ąĶę¬╝ė╣żŻ®→š{ė├ā╚▓┐╣”─▄ę¬╦ž╝ė╣żęÄätĄ├╣żą“×ķ“ŃŖµI▓█”→ūx╚ĪČ╦├µ╣”─▄ę¬╦žŠÄ┤aŻ¼┼ąöÓ╩ŪʱėąąĶ╝ė╣żŻ©Ą┌19╬╗ŠÄ┤aŻ¼ųĄ×ķ1Ż¼╝┤Č╦├µ╠žš„×ķų▒│┴Ņ^┐ūŻ¼ąĶę¬╝ė╣żŻ®→š{ė├Č╦├µ╣”─▄ę¬╦ž╝ė╣żęÄätĄ├╣żą“×ķ“ŃQ╣żŻ║╝ė╣żČ╦├µ┐ū”→ūx╚Īą╬╬╗╣½▓ŅŠÄ┤aĪó¤ß╠Ä└ĒŠÄ┤aŻ©Ą┌4╬╗¤ß╠Ä└ĒŠÄ┤a×ķ1Ż¼Ą┌20╬╗ą╬╬╗╣½▓ŅŠÄ┤a×ķ3Ż¼╝┤ė▓Č╚ę¬Ū¾Ą═Ż¼ą╬╬╗╣½▓Ņę¬Ū¾Ė▀Ż®→═Ų└Ē┤_Č©═ŌłAŠ½╝ė╣ż╣żą“×ķ“─źŽ„”→═Ų└Ē┤_Č©ā╚┐ūŠ½╝ė╣żĘĮĘ©×ķ“─źŽ„”→ŠC║Ž┼ąöÓ┐ūĪó═ŌłA╝░Č╦├µŠ½╝ė╣ż║¾╩ŪʱČ╝─▄▀_ę¬Ū¾Ż©ā╚┐ū▀_ę¬Ū¾Ż¼═ŌłA╝░Č╦├µ╚į╬┤▀_ę¬Ū¾Ż®→╣żą“Ż║“Š½─ź═ŌłA”→╣żą“Ż║“Š½─źČ╦├µ”→╣żą“Ż║“Öz“×”→╔·│╔╣ż╦ć▀^│╠┐©Ż©å╬ō¶“╔·│╔╣ż╦ć▀^│╠┐©”░┤ŌoŻ¼ī¦│÷×ķWord╬─ÖnŻ®→╚╦╣ż╠Ä└Ē╣ż╦ć▀^│╠┐©→┤“ėĪ▌ö│÷╣ż╦ć▀^│╠┐©ĪŻ
4 ĮY╩°šZ
▒Š╬─═©▀^ī”┴Ń╝■ą┼Žó▀Mąąš¹└ĒĪóŠÄ┤aŻ¼▀MČ°į┌ęÄätÄņĄ─ų¦ō╬Ž┬Ż¼ūįäė╔·│╔╝ė╣ż╣ż╦ć┴„│╠ĪŻĄ½▀@╣ż╦ć┴„│╠ųąų╗ėą╝ė╣żĘĮĘ©║═╝ė╣ż▓Į¾EŻ¼ø]ėą├┐ę╗▓Į╝ė╣żĄ─│▀┤ńą┼ŽóŻ¼▀Ć▓╗─▄ų▒Įėū„×ķ╝ė╣żĄ─ųĖī¦ąį╬─╝■ĪŻĮėŽ┬üĒę¬┐╝æ]╚ń║╬į┌╝ė╣ż▓Į¾Eųą╝ė╚ļ│▀┤ńą┼ŽóŻ¼ūįäė╔·│╔╣żą“┐©ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║┴Ń╝■ŠÄ┤aĮY║ŽęÄätÄņį┌╣ż╦ćøQ▓▀ųąĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/solutions/1401938646.html