0 ę²čį
ĪĪĪĪŲ¹▄ć▄ć╔ĒŌkĮ╝■ø_ē║ŠĆ╩ŪŲ¹▄ć╔·«a(ch©Żn)▀^│╠ųąĄ─ųžę¬įOéõŻ¼Ųõ╔·«a(ch©Żn)┘|(zh©¼)┴┐║═ą¦┬╩ų▒Įėė░ĒæĄĮŲ¹▄ćĄ─┘|(zh©¼)┴┐║═╔·«a(ch©Żn)ą¦┬╩ĪŻø_ē║╔·«a(ch©Żn)ūįäė╗»╩Ū╠ßĖ▀ä┌äė╔·«a(ch©Żn)┬╩║═Ė─╔Ųä┌äėŚl╝■Ą─ėąą¦┤ļ╩®║═ų„ę¬ĘĮĘ©ĪŻļSų°╬ęć°Ų¹▄ćĪóļŖŲ„«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ą─▓╗öÓ╠ßĖ▀║═╔·«a(ch©Żn)ęÄ(gu©®)─ŻĄ─▓╗öÓöU┤¾Ż¼╬ęć°Įī┘ø_ē║ąąśI(y©©)īŹ¼F(xi©żn)╔·«a(ch©Żn)ūįäė╗»ä▌į┌▒žąąĪŻ
1 Ė„ĘN╔·«a(ch©Żn)ĘĮ╩ĮĄ─▒╚▌^
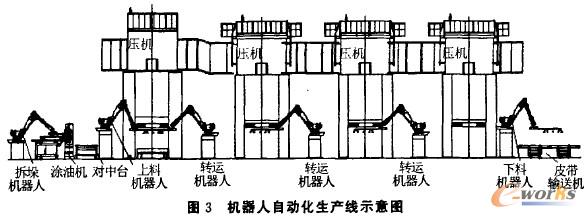
ĪĪĪĪø_ē║╣ż╦ćųąĄ─╔·«a(ch©Żn)ĘĮ╩Įėąé„Įy(t©»ng)Ą─╚╦╣ż╔·«a(ch©Żn)ĘĮ╩Į(╚ńłD1╦∙╩Š)┼cūįäė╗»╔·«a(ch©Żn)ĘĮ╩Į(╚ńłD2┼cłD3╦∙╩Š)ĪŻÅ─«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ą─ĘĆ(w©¦n)Č©ąįĪó╚╦åTä┌äėÅŖČ╚Īó░▓╚½╔·«a(ch©Żn)Īó╔·«a(ch©Żn)ą¦┬╩Ė„ĘĮ├µ▀Mąą▒╚▌^Ż¼ūįäė╗»╔·«a(ch©Żn)ĘĮ╩Įėą▌^┤¾ā×(y©Łu)ä▌Ż¼ę▓╩Ūø_ē║╔·«a(ch©Żn)ĘĮ╩ĮĄ─░l(f©Ī)š╣┌ģä▌ĪŻø_ē║ūįäė╗»╔·«a(ch©Żn)ŠĆėųĘų×ķÖCąĄ╩ųūįäė╗»╔·«a(ch©Żn)ŠĆĪóÖCŲ„╚╦ūįäė╗»╔·«a(ch©Żn)ŠĆ║═ČÓ╣ż╬╗ē║┴”ÖC╔·«a(ch©Żn)ŠĆĄ╚ĘĮ╩ĮĪŻ

ĪĪĪĪÖCąĄ╩ųūįäė╗»╔·«a(ch©Żn)ŠĆ║═ÖCŲ„╚╦ūįäė╗»╔·«a(ch©Żn)ŠĆĄ─ģ^(q©▒)äeų„ę¬▒Ē¼F(xi©żn)į┌ęįŽ┬ÄūéĆĘĮ├µŻ║
ĪĪĪĪ(1)░▓čbĘĮ╩ĮŻ║ÖCŲ„╚╦ŠĆį┌Ąž├µ░▓čbŻ¼┼cē║┴”ÖCø]ėąÖCąĄ╔ŽĄ─▀BĮėŻ╗ÖCąĄ╩ųŠĆį┌ē║┴”ÖC┴óų∙ķg░▓čbõō┴║Ż¼ĖĮų°į┌ē║┴”ÖC╔ŽĪŻ
ĪĪĪĪ(2)╩╣ė├╠ž³cŻ║ÖCŲ„╚╦ŠĆ═©▀^Č╦╩░Ų„Ą─ŪąōQ║═ÖCŲ„╚╦äėū„▄ē█EĄ─š{(di©żo)š¹Ż¼Ė³╝ė╚ßąį╗»ĪŻ
ĪĪĪĪ(3)╔·«a(ch©Żn)╣Ø(ji©”)┼─Ż║ÖCŲ„╚╦ŠĆ╔·«a(ch©Żn)╣Ø(ji©”)┼─×ķ7╝■/minĪ½10╝■/minŻ¼ÖCąĄ╩ųŠĆ×ķ8╝■/minĪ½12╝■/minĪŻ
ĪĪĪĪ(4)═Č┘Y│╔▒ŠŻ║ÖCŲ„╚╦ŠĆ═Č┘YĄ═Ż¼ÖCąĄ╩ųŠĆ═Č┘YĖ▀ĪŻę“×ķ╔·«a(ch©Żn)╣Ø(ji©”)┼─╩Ūę╗éĆŠC║ŽųĖś╦Ż¼╦³▓╗āH╚ĪøQė┌─│ę╗įOéõŻ¼Č°Ūę╚ĪøQė┌ūįäė╗»įOéõĪóē║┴”ÖCĪó─ŻŠ▀3š▀Ą─ģf(xi©”)š{(di©żo)Ųź┼õĻP(gu©Īn)ŽĄŻ¼╚ń▀_ĄĮ10╝■/minęį╔ŽŻ¼ī”ē║┴”ÖC║═─ŻŠ▀Ą─ę¬Ū¾Š═ŽÓæ¬╠ßĖ▀Ż¼ęŌ╬Čų°═Č┘Yį÷╝ėĪŻ
ĪĪĪĪŠC║Ž┐╝æ]Ż¼╩╣ė├ÖCŲ„╚╦ūįäė╗»ŠĆĖ³╝ėĮø(j©®ng)Ø·Īó▀mė├ĪŻÖCąĄ╩ųūįäė╗»ŠĆ▀mė┌┤¾ķgŠÓĄ─ē║┴”ÖC╔·«a(ch©Żn)ŠĆŻ¼═¼Ģr▀mė├ė┌ęčėą╔·«a(ch©Żn)ŠĆĄ─ūįäė╗»Ė─įņĪŻ═©▀^Ė³ōQČ╦╩░Ų„Ż¼ÖCŲ„╚╦ūįäė╗»╔·«a(ch©Żn)ŠĆ┐╔▀m║ŽČÓ▄ćą═Ą─╔·«a(ch©Żn)Ż¼╚ßąįĖ³Ė▀ĪŻ
2 ÖCŲ„╚╦ø_ē║ūįäė╗»╔·«a(ch©Żn)ŠĆįOėŗ
ĪĪĪĪÖCŲ„╚╦ūįäė╗»ø_ē║╔·«a(ch©Żn)ŠĆ▀\ąąčŁŁh(hu©ón)ĘĮ╩Į×ķŻ║ČŌ┴Ž▓ČŌ(ÖCŲ„╚╦▓ČŌ)-░Õ┴Žé„▌ö-░Õ┴Ž═┐ė═-░Õ┴Žī”ųą-╔Ž┴ŽÖCŲ„╚╦╦═┴Ž-(╩ū┼_ē║ÖCø_ē║)-Ž┬┴ŽÖCŲ„╚╦╚Ī┴ŽĪó╦═┴Ž-(ē║ÖCø_ē║)-(Ė∙ō■(j©┤)╣żą“öĄ(sh©┤)┴┐裣h(hu©ón))-Ž┬┴ŽÖCŲ„╚╦╚Ī┴ŽĪó╦═┴Ž-(─®Č╦ē║ÖCø_ē║)-ŠĆ╬▓ÖCŲ„╚╦╚Ī┴ŽĪóĘ┼┴Ž-ŲżÄ¦ÖC▌ö╦═-╚╦╣ż┤aČŌĪŻ
ĪĪĪĪ▒Š╬─ęįķL│ŪŲ¹▄ćĄ─ÖCŲ„╚╦ø_ē║ūįäė╗»╔·«a(ch©Żn)ŠĆ×ķ└²ī”Ųõš¹¾w▓╝ŠųĪóļŖŲ„┐žųŲĄ╚▀MąąŠ▀¾wįOėŗĪŻ
ĪĪĪĪ2.1 ŽĄĮy(t©»ng)ĮM│╔
ĪĪĪĪ▒ŠŽĄĮy(t©»ng)░³└©▓ČŌŽĄĮy(t©»ng)Īó═┐ė═ÖCĪóī”ųą┼_Īóē║┴”ÖC╝µ╔ŽŽ┬┴ŽŽĄĮy(t©»ng)ĪóŠĆ╬▓▌ö╦═ŽĄĮy(t©»ng)ĪŻ
ĪĪĪĪ▓ČŌŽĄĮy(t©»ng)▓╔ė├┐╔裣h(hu©ón)╩ĮļpČŌ┴Ž┼_Ż¼ī¦▄ē▓╝ų├ŲĮąąė┌ē║┴”ÖCŻ¼ø_ē║░Õ┴Žė├ąą▄ć╗“▓µ▄ćĘ┼ų├į┌ĘŪ╣żū„ČŌ┴Ž┼_╔ŽŻ¼╚╗║¾═©▀^ėąą¦ą┼╠¢┤_šJ╔Ž┴Ž═Ļ«ģŻ¼ŽĄĮy(t©»ng)īóį┌ę╗┼_▓ČŌ═Ļ│╔║¾ūįäė▐D(zhu©Żn)ōQČŌ┴Ž┼_Ż¼▒ŻūC▀B└m(x©┤)╔·«a(ch©Żn)Ż╗į┌ČŌ┴Ž▄ć╔Ž┼õéõ┤┼┴”ĘųÅłŲ„Ż¼═©▀^┤┼┴”īóČŌ┴Žūįäė▓ČŌ│╔å╬ÅłĪŻį┌▓ČŌÖCŲ„╚╦╔Žėąļp┴ŽÖz£yęį╝░ļp┴Ž╠Ä└Ēčbų├ęį▒ŻūC├┐┤╬×ķå╬Åł╦═┴ŽĪŻ▓ČŌÖCŲ„╚╦īó░Õ┴ŽĘ┼ų├į┌ķLČ╚┐╔š{(di©żo)Ą─┤┼ąįé„╦═Ħ╔ŽŻ¼░Õ┴Ž╦═ų┴═┐ė═ÖCŻ¼░Õ┴Ž╩Ūʱ═┐ė═╝░═┐ė═╬╗ų├┐╔═©▀^ŠÄ│╠ūįąąįOČ©Ż¼░Õ┴Ž═┐ė═║¾Ż¼é„╦═ĄĮī”ųą┼_ĪŻ
ĪĪĪĪī”ųą┼_▓╔ė├ÖCąĄī”ųą┼_Ż¼┐╔ĘĮ▒ŃĄž▀MąąęŲäė║═╣╠Č©Ż¼═¼Ģr╩╣ė├ųž┴”ī”ųą╗“ęĢėXī”ųąŽĄĮy(t©»ng)Ż¼▒ŻūC░Õ┴ŽĄ─ųžÅ═Č©╬╗┐ņĮ▌Īó£╩┤_┼c└╬╣╠Ż╗╔Ž┴ŽÖCŲ„╚╦Ė∙ō■(j©┤)├┐éĆ┴Ń╝■Ą─ī”ųą╬╗ų├Ż¼Ė─ūā▀\ąą▄ē█EŻ¼īó░Õ┴Ž£╩┤_Ąž░ß▀\ĄĮē║┴”ÖCā╚(n©©i)Ż╗ī”▓╗═¼Ą─ø_ē║ųŲ╝■▀MąąÖCŲ„╚╦Ą──ŻöM╩ŠĮ╠Ż¼ļxŠĆŠÄ│╠Ż¼ęį▀mæ¬ČÓĘNųŲ╝■Ą─╣▓ŠĆ╔·«a(ch©Żn)Ż╗ŠĆ╬▓▌ö╦═▓╔ė├ŲżÄ¦ÖCŻ¼į┌╔·«a(ch©Żn)ŠĆĄ──®Č╦Ę┼ų├ŲżÄ¦ÖCŻ¼▒ŻūCūŅ║¾ę╗┼_ē║┴”ÖCĄ─ÖCŲ„╚╦ų▒Įėīó┴Ń╝■Ę┼ų├ĄĮŲżÄ¦ÖC╔ŽŻ¼▀_ĄĮ│÷╝■ą¦╣¹ĪŻ
ĪĪĪĪ═©▀^▄ø╝■╩╣ÖCŲ„╚╦Ė·█Öē║ÖCĄ─▀\äėŻ¼īŹ¼F(xi©żn)ē║ÖC┼cÖCŲ„╚╦═¼▓Į╣”─▄Ż¼┐╔ęįūŅ┤¾╗»╔ŽŽ┬┴Ž┼cē║ÖC▀\äėų«ķgĄ─ųž║ŽČ╚Ż¼▀_ĄĮŲĮĘĆ(w©¦n)ŪąōQŲõ╦┘Č╚üĒ┐sČ╠╔·«a(ch©Żn)╣Ø(ji©”)┼─╝░£p╔┘ÖCąĄžō║╔Ą──┐Ą─ĪŻ
═©▀^į÷╝ė═Ō▓┐▌SŻ¼ū÷×ķÖCŲ„╚╦Ą─Ą┌Ų▀▌S▀Mąą╦┼Ę■┐žųŲŻ¼╩╣ē║┴”ÖCķgĄ─ķgŠÓ▓╝ų├Ė³╝ėūįė╔Ż╗═¼ĢrŻ¼ÖCŲ„╚╦Ą─é„╦═ĘČć·║═░ß▀\╦┘Č╚Ą├ĄĮ╠ß╔²Ż¼╔·«a(ch©Żn)╣Ø(ji©”)┼─Ė³┐ņĪŻ
ĪĪĪĪ2.2 ┐žųŲŽĄĮy(t©»ng)
ĪĪĪĪ2.2.1┐é¾w┐žųŲĘĮ░Ė
ĪĪĪĪ▒ŠŽĄĮy(t©»ng)░³└©▓ČŌÖCĪó═┐ė═ÖCĪóī”ųą┼_Īó╔ŽŽ┬┴ŽŽĄĮy(t©»ng)ĪóŠĆ╬▓▌ö╦═ŽĄĮy(t©»ng)Ż¼Ė„ĘųŽĄĮy(t©»ng)ķgĄ─ļŖÜŌ┐žųŲ░┤šš╝»ųą▒O(ji©Īn)┐žĪóĘų╔ó┐žųŲĄ─įŁätĪŻį┌Ė„┐žųŲ▓┐Ęų┐žųŲŽĄĮy(t©»ng)ųąŻ¼▓╔ė├įOéõīė║═┐žųŲīėĄ─Ąõą═┐žųŲ─Ż╩ĮŻ¼├┐éĆīė┤╬ųą╩╣ė├▓╗═¼Ą─ŠW(w©Żng)ĮjĮY(ji©”)śŗ(g©░u)╝░▄øė▓╝■┼õų├Ż¼ęįīŹ¼F(xi©żn)Ė„ūį▓╗═¼Ą─╣”─▄ĪŻ
ĪĪĪĪ2.2.2┐žųŲīė
ĪĪĪĪĖ„▓┐Ęų┐žųŲŽĄĮy(t©»ng)▓╔ė├Š▀ėą¼F(xi©żn)ł÷┐éŠĆą╬╩ĮĄ─PLC┐žųŲĘĮ╩ĮŻ¼Š▀ėąå╬¬Ü┐žųŲ╝░▀BŠĆūįäė┐žųŲĄ─╣”─▄ĪŻ×ķ▒ŻūCŽĄĮy(t©»ng)ĘĆ(w©¦n)Č©┐╔┐┐Ąž▀\ąąŻ¼┐╔▓╔ė├╬„ķTūėS7—416—2DPĄ─PLCŻ¼¼F(xi©żn)ł÷┐éŠĆ▓╔ė├╬„ķTūėProfibus┐éŠĆ╝░╣żśI(y©©)ęį╠½ŠW(w©Żng)┐žųŲŽĄĮy(t©»ng)ĪŻ├┐éĆ┐žųŲ▓┐ĘųĄ─PIŻ¼Cų«ķg╝░Ė„PLC┼c╔Ž╬╗ÖCų«ķgĄ─öĄ(sh©┤)ō■(j©┤)Į╗ōQ▓╔ė├╣żśI(y©©)ęį╠½ŠW(w©Żng)ĘĮ╩ĮŻ¼╣®▒O(ji©Īn)┐žŽĄĮy(t©»ng)┬ō(li©ón)ŠW(w©Żng)╩╣ė├ĪŻē║┴”ÖC┐žųŲŽĄĮy(t©»ng)ąĶ┼õéõEthernet card┼cÖCŲ„╚╦┐žųŲŽĄĮy(t©»ng)Įė┐┌Ż¼┐žųŲŽĄĮy(t©»ng)┼cÖCŲ„╚╦ŽĄĮy(t©»ng)ķg═©▀^Profibus—DP¼F(xi©żn)ł÷┐éŠĆą╬╩ĮīŹ¼F(xi©żn)ą┼ŽóĮ╗ōQ║═▀Bµiī”ĮėĪŻ
ĪĪĪĪ2.2.3 įOéõīė
ĪĪĪĪįOéõīėį┌š¹éĆ┐žųŲŽĄĮy(t©»ng)ųą╠Äė┌ūŅĄūīėŻ¼╩Ūš¹éĆ┐žųŲŽĄĮy(t©»ng)Ą─ĻP(gu©Īn)µIŁh(hu©ón)╣Ø(ji©”)Ż¼ų„ę¬░³└©¼F(xi©żn)ł÷▓┘ū„šŠĪó¼F(xi©żn)ł÷įOéõÖz£yå╬į¬(╚ńĮėĮ³ķ_ĻP(gu©Īn)Īó╣ŌļŖķ_ĻP(gu©Īn))Īó¼F(xi©żn)ł÷Ųõ╦¹▌ö╚ļįOéõĪó¼F(xi©żn)ł÷ł╠(zh©¬)ąąÖCśŗ(g©░u)(╚ńļŖäėÖCĪóļŖ┤┼ķy)Ą╚Ż¼ų▒Įė╗“═©▀^¼F(xi©żn)ł÷┐éŠĆ┼c┐žųŲīėųąĄ─PLCŽÓ┬ō(li©ón)ŽĄŻ¼īó▌ö╚ļą┼╠¢░l(f©Ī)╦═ĮoPLCŻ¼▓óīóPLC▌ö│÷ųĖ┴Ņ░l(f©Ī)╦═ĄĮ¼F(xi©żn)ł÷įOéõĪŻĖ„ĘNé„ĖąŲ„║═ķyĄ─ĮėŠĆ║ą═©▀^¼F(xi©żn)ł÷┐éŠĆ(Profibus—DP)║═ŽÓæ¬┐žųŲå╬į¬═©ėŹĪŻ
ĪĪĪĪ2.2.4 ╚╦ÖCĮń├µHMI
ĪĪĪĪ▒ŠŽĄĮy(t©»ng)HMI▓╔ė├SIEMENSĄ─ė|├■Ų┴Ż¼į┌├┐éĆ┐žųŲå╬į¬Š∙┼õų├ę╗éĆė|├■Ų┴Ż¼▓╔ė├Profibus┐éŠĆ═©ėŹĪŻå╬į¬ė|├■Ų┴Š▀ėąųĖ╩Š¤¶╝░▓┘ū„░┤Ōo(╗“ą²Ōo)Ż¼┐╔’@╩ŠÕeš`ł¾Š»╝░ūįį\öÓĄ╚ą┼ŽóŻ¼▒Šå╬į¬ŽÓĻP(gu©Īn)Ą─I/Oą┼╠¢į┌HMI╔Ž’@╩ŠŻ¼▓óęį▓╗═¼Ņü╔½ģ^(q©▒)ĘųĪŻę╗Ą®ėą╣╩šŽ╣Ø(ji©”)³cŻ¼ŽĄĮy(t©»ng)īó│ų└m(x©┤)ł¾Š»Ż¼HMI╔Žīóį┌«öŪ░«ŗ├µ’@╩Š╣╩šŽ³cŻ¼ęį▒Ń╣żū„╚╦åT▓ķšęĪŻ
ĪĪĪĪ2.3 ░▓╚½ŽĄĮy(t©»ng)
ĪĪĪĪ░▓╚½╩Ūūįäė╗»╔·«a(ch©Żn)ŠĆĄ─ūŅ┤¾╠ž³cŻ¼▒ŠŽĄĮy(t©»ng)▓╔ė├╗∙ė┌Ą┬ć°PILZ░▓╚½PLCĄ─SafetyBus▒ŻūoŽĄĮy(t©»ng)Ż¼▓ó┼õų├┴╦═Ļ╔ŲĄ─░▓╚½čbų├Ż¼īŹĢr┐žųŲ’@╩Š░▓╚½ģ^(q©▒)ė“ĀŅørŻ¼╝░Ģr░l(f©Ī)│÷┬Ģ╣Ōł¾Š»ą┼╠¢╗“═ŻÖCŻ¼┼cų„PLCŽĄĮy(t©»ng)═©ėŹ▓╔ė├Profibus—DP┐éŠĆĪŻ┬Ģ╣Ōł¾Š»å╬į¬ū„×ķš¹ŠĆ░▓╚½ŽĄĮy(t©»ng)Ą─▌oų·╣żŠ▀Ż¼─▄ē“į┌įOéõåó═ŻĪóįOéõ╣╩šŽĪó╔ŽŽ┬┴Ž╣╩šŽęį╝░░▓╚½ŽĄĮy(t©»ng)ųąĖ„░▓╚½▒O(ji©Īn)┐ž³cł¾Š»Ą╚«É│ŻĀŅør░l(f©Ī)╔·Ģr╝░Ģr═©ų¬▓┘ū„╚╦åT╠Ä└ĒĪŻ
ĪĪĪĪį┌▓ČŌŽĄĮy(t©»ng)Ū░įOėąę╗╔²ĮĄķTŻ¼įōķT×ķŠĒ║¤ķTĪŻ╔²ĮĄķTĄ─ķ_ķ]┼cā╔éĆČŌ┴Ž┼_Ą─▐D(zhu©Żn)ōQ╗źµiŻ¼«öę╗éĆČŌ┴Ž┼_¤o┴ŽĢrŻ¼┴Ēę╗éĆČŌ┴Ž┼_▀M╚ļŪ░Ż¼╔²ĮĄķT┤“ķ_Ż¼ČŌ┴Ž┼_ķ_▀MŻ╗«öŪ░ę╗éĆČŌ┴Ž┼_ķ_│÷║¾Ż¼╔²ĮĄķT┬õŽ┬ĪŻ╔²ĮĄķT╩ŪļŖäė╔²ĮĄŻ¼▓óŪęė╔▓┘ū„åTÅ─ŽÓæ¬Ą─▓┘ū„┼_┐žųŲŻ¼į┌ĻP(gu©Īn)ķ]Ģr╦³éāÖz£y2éĆąą│╠ķ_ĻP(gu©Īn)Ż¼┤“ķ_Ģrė├ę╗éĆé„ĖąŲ„Öz£yĪŻį┌▒ŻūC╣żū„å╬į¬░▓╚½Ą─ŪķørŽ┬Ż¼ę╗éĆ╣Ō─╗å╬į¬(░l(f©Ī)╔õŲ„/Įė╩šŲ„)į╩įSŽÓĻP(gu©Īn)Ą─ČŌ┴Ž┼_▄ćĄ─▀M│÷Ż¼ę▓Š═╩Ūšfø_ē║ŠĆūįäė▀\ąąĪŻ╚ń╣¹ŽÓĻP(gu©Īn)Ą─ČŌ┴Ž┼_▄ć▓╗╩Ū╠Äė┌▀^Č╔ļAČ╬Ż¼Č°╩Ū╚╦╗“š▀«É╬’ūĶō§╣Ō─╗Ż¼▀@éĆ╣Ō─╗å╬į¬Ą─öÓķ_īóī¦ų┬š¹éĆø_ē║ŠĆÖCŲ„╚╦äė┴”Ą─ŪąöÓ(│²┴╦╠Äė┌ŠÄ│╠─Ż╩ĮĄ─ÖCŲ„╚╦)Ż¼▓óŪę▓ČŌå╬į¬Ą─┐žųŲ╗ž┬ĘļŖį┤öÓķ_ĪŻ
ĪĪĪĪš¹éĆ┐žųŲŽĄĮy(t©»ng)Ą─╦∙ėąŠo╝▒═Żų╣ą┼╠¢ęį╝░ē║ÖC║═ÖCŲ„╚╦ų«ķgĄ─░▓╚½▀Bµią┼╠¢Č╝▀B╚ļ░▓╚½PLCŽĄĮy(t©»ng)Ż¼═©▀^PLC│╠ą“▀Mąą╗źµi┐žųŲĪŻ
ĪĪĪĪ2.4 Ę┬šµ─ŻöM
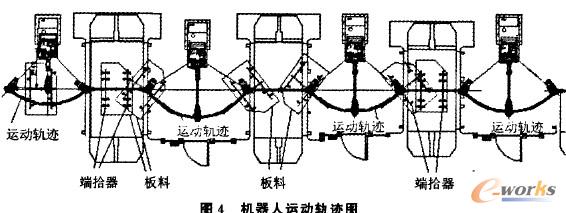
ĪĪĪĪį┌╠ōöMŁh(hu©ón)Š│ųąĘ┬šµø_ē║ŠĆĄ─▀\ąąŪķørŻ¼▒▄├ŌĄĮ╔·«a(ch©Żn)¼F(xi©żn)ł÷▓┼░l(f©Ī)¼F(xi©żn)ųT╚ńĖ╔╔µĪó╣Ø(ji©”)┼─▓╗║Ž└ĒĄ╚Õeš`Ż╗═©▀^ÖCŲ„╚╦ļxŠĆŠÄ│╠Ż¼ī”ÖCŲ„╚╦Ą─▀\äė▄ē█E║═┬ĘŠĆ▀Mąą─ŻöMŻ¼ęį┐sČ╠¼F(xi©żn)ł÷Ą─š{(di©żo)įćų▄Ų┌ĪŻÖCŲ„╚╦▀\ąą▄ē█E╚ńłD4╦∙╩ŠĪŻ
3 ĮY(ji©”)šZ
ĪĪĪĪÖCŲ„╚╦ø_ē║╝ė╣żūįäė╗»Ą─æ¬ė├Ż¼╝╚Ė─╔Ų┴╦ä┌äėŚl╝■Ż¼£p▌p┴╦╣ż╚╦ä┌äėÅŖČ╚Ż¼ėų┐╔┤_▒Ż╔·«a(ch©Żn)░▓╚½Ż¼╠ßĖ▀ä┌äė╔·«a(ch©Żn)┬╩║═«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ż¼▀Ć─▄ĮĄĄ═─▄į┤╝░įŁ▓─┴ŽŽ¹║─Ż¼╣Ø(ji©”)╩Ī▌oų·╝ė╣żĢrķgŻ¼ĮĄĄ═«a(ch©Żn)ŲĘ│╔▒ŠĪŻļSų°╔·«a(ch©Żn)ŠĆĄ─ųŲū„Īóš{(di©żo)įćų▄Ų┌ų▓Į┐sČ╠Ż¼ÖCŲ„╚╦ūįäė╗»╔·«a(ch©Żn)ŠĆįĮüĒįĮ×ķŲ¹▄ćų„ÖCÅS╦∙Įė╩▄Ż¼│╔×ķø_ē║ūįäė╗»╔·«a(ch©Żn)ŠĆĄ─ų„┴„ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äšŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äšŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║╣żśI(y©©)ÖCŲ„╚╦į┌ø_ē║ūįäė╗»╔·«a(ch©Żn)ŠĆųąĄ─æ¬ė├
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.hanmeixuan.com/html/solutions/1401939092.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")