ĪĪĪĪ─┐Ū░ėą┴∙┼_┼õų├SINUMERIK 840DŽĄĮyĄ─Ė„ŅÉą═öĄ┐žÖC┤▓Ż¼Ųõųąėąā╔┼_┤¾ą═öĄ┐žČ©┴║²łķTńMŃŖ┤▓╩Ū╬ę╣½╦Šė┌2001─Ļ┘Åų├▓ó═Č╚ļ╩╣ė├Ą─Ż¼öĄ┐žÖC┤▓Ą─▀\ė├Ż¼śO┤¾Ą─╠ßĖ▀┴╦╝ė╣żŲĘ┘|║═ą¦┬╩Ż¼×ķ╬ę╣½╦ŠĄ─░lš╣ēč┤¾ū÷│÷┴╦▓╗ąĪĄ─žĢ½IĪŻė╔ė┌╚š│Ż╝ė╣ż╝■ęį┤¾ą═ĶTõō╝■×ķų„Ż¼Ūę┤¾▓┐ĘųŽĄ┤ų╝ė╣ż║═░ļŠ½╝ė╣żŻ¼╣ż╝■ė▓Č╚Ė▀Ż¼ÖC┤▓Ž¹║─║═─źōp▌^┤¾Ż¼ÖCąĄµ£Įė▓┐ĘųĢ■«a╔·ķgŽČŻ¼Å─Č°įņ│╔į┌╝ė╣ż▀^│╠ųąŻ¼╣ż╝■Ą─▌å└¬Ų½ļx└ĒŽļĄ─Äū║╬Ū·ŠĆŻ¼ī¦ų┬╝ė╣ż╣ż╝■«aŲĘŲĘ┘|Ą─Ž┬ĮĄĪŻ╠žäe╩Ūį┌╝ė╣ż┤¾ą═Ą─╣ż╝■ĢrŻ¼ė╔ė┌£žČ╚║═ÖCąĄ┴”Ą─ė░ĒæŻ¼╩╣Ą─╝ė╣żŠ½Č╚ōp╩¦Ė³×ķć└ųžĪŻų╗ėą═©▀^Č©Ų┌ī”öĄ┐žŽĄĮy▀MąąŠ½Č╚š{š¹Ż¼▓┼─▄ėąą¦▒ŻūCŲõ╝ė╣żŠ½Č╚ĪŻ┴Ē═ŌŻ¼═©▀^Š½Č╚š{š¹Ż¼ę▓─▄śOįńĄ─░l¼FÖC┤▓┤µį┌Ą─ļŖÜŌ║═ÖCąĄĘĮ├µĄ─╣╩šŽŻ¼īó╣╩šŽŽ¹│²į┌├╚č┐ĀŅæBŻ¼ūŅ┤¾╗»Ą─╠ßĖ▀įOéõĄ─╩╣ė├ē█├³║═╣żū„ą¦┬╩ĪŻ
ĪĪĪĪŽ┬├µęį▒▒Š®Ą┌ę╗ÖC┤▓ÅS2001─Ļ╔·«aĄ─öĄ┐žČ©┴║²łķTńMŃŖ┤▓XHA2430×80Y▌S×ķ└²Ż¼ī”┬▌ŠÓš`▓Ņčaāöį┌ŠSą▐╣żū„ųąĄ─æ¬ė├╝ėęį╠Įėæ║═├■╦„ĪŻ
1 öĄ┐žÖC┤▓š{š¹Ū░Ė┼ør
ĪĪĪĪĮ³Ų┌Ż¼▓┘ū„š▀Ę┤æ¬öĄ┐žČ©┴║²łķTńMŃŖ┤▓XHA2430×80Y▌Sį┌╝ė╣ż▀^│╠ųąŅlĘ▒│÷¼Fņoų╣š`▓ŅĪó▌å└¬▒O┐žĪóų„▌S╩╣─▄▒╗Å═╬╗Ą╚ł¾Š»Ż¼Ūę╝ė╣ż│÷üĒĄ─╣ż╝■▒Ē├µ┤ų▓┌į÷Ė▀Ż¼ŲĘ┘|╩▄ĄĮ║▄┤¾ė░ĒæŻ¼╠žäe╩Ūį┌└¹ė├╝ėķLĖĮ╝■ńMŃŖŅ^╝ė╣żē║┐sÖC¾w╗¼Ą└ĢrŻ¼╣╩šŽł¾Š»ę²Ų═ŻÖCŻ¼╚▌ęūįņ│╔ŃŖŅ^įįĄČŻ¼ōpē─╗¼Ą└¼FŽ¾Ż¼įņ│╔╣ż╝■ł¾ÅUŪķørĪŻŠSą▐╚╦åTĄĮ¼Fł÷Öz▓ķš{įć░l¼FŻ¼Y▌Sį┌▀\äė▀^│╠ųą▌SŽ“ėą▌p╬óĖZäė¼FŽ¾Ż¼«ö┬²╦┘ęŲäėĢrŻ¼ōQŽ“╦▓ķgY▌S┴’░Õėą▌^┤¾ČČäėĪŻ╩ūŽ╚Ż¼ļŖÜŌ╚╦åTŻ¼ī”Y▌S▀\ąąöĄō■▀Mąą┴╦▒O£yŻ¼¤o«É│ŻŻ╗Įėų°ī”ļŖÖCĪó“īäė─ŻēKĪó┐žųŲ─ŻēKĪóļŖ└|▓ÕŅ^ĪóĮėŠĆ▀Mąą┴╦Öz▓ķŻ¼ø]ėą░l¼F«É│ŻĪŻ│§▓Į┼ąöÓ┐╔─▄╩ŪY▌Sį┌╩╣ė├▀^│╠ųąŻ¼ė╔ė┌£y┴┐ŽĄĮy║═┴”Ą─é„▀f▀^│╠ųąĢ■«a╔·š`▓Ņ║═ÖC┤▓ūį╔Ē─źōpŻ¼įņ│╔ÖCąĄīŹļH▀MĮoųĄ┼cĮoČ©ą┼╠¢ųĄĄ─▓╗ę╗ų┬Ż¼ī¦ų┬╣ż╝■╝ė╣żŠ½Č╚▓╗ĘĆČ©Ż¼┴Ē═ŌĘ┤Ž“ķgŽČį÷┤¾ę▓╩Ūæ¬įō┐╝æ]Ą─ę╗éĆįŁę“ĪŻ
2 └¹ė├╝ż╣ŌĖ╔╔µāxī”ÖC┤▓Y▌SĄ─┬▌ŠÓš`▓ŅŠ½Č╚▀MąąÖz£y
ĪĪĪĪ└¹ė├╝ż╣ŌĖ╔╔µāxī”ÖC┤▓Y▌SĄ─┬▌ŠÓš`▓ŅŠ½Č╚▀MąąÖz£yŻ¼═©▀^öĄō■┼ąöÓ╣╩šŽįŁę“Ż¼▓óĖ∙ō■ąĶę¬ū÷│÷ŽÓæ¬Ą─ŠSą▐ĘĮ░Ėš{š¹ĪŻ╩ūŽ╚╬ęéā┐╝æ]└¹ė├Öz£yöĄō■Ż¼į┌ļŖÜŌ╔Žš{š¹ŽĄĮyŽÓĻPģóöĄŻ¼┐┤─▄ʱĮŌøQÖC┤▓╣╩šŽĪŻ┬▌ŠÓčaāöĄ─▀^│╠╚ńŽ┬Ż║
ĪĪĪĪ(1)╝▄įO╝ż╣ŌĖ╔╔µāxĪŻ╬ę╣½╦Š╩╣ė├Ą─╩ŪRENISHAw(└ū─ßĮB)╝ż╣ŌĖ╔╔µāxŻ╗
ĪĪĪĪ(2)éõĘ▌ÖC┤▓¼Fį┌Ą─NC║═PLc│╠ą“Ż¼▀ĆėąÖC┤▓ųžę¬Ą─╝ė╣ż│╠ą“║═ģóöĄŻ╗
ĪĪĪĪ(3)ŠÄųŲ▀ē▌ŗš`▓ŅčaāööĄ┐žÖC┤▓Y▌SĄ─ęŲäė▀\ąą▄ē█E│╠ą“Ż╗į┌│╠ą“ŠÄųŲ
ĪĪĪĪį┌│╠ą“ŠÄųŲ▀^│╠ųąę¬┐╝æ]Y▌SĄ─š²žōąą│╠Ż¼├„┤_Öz£yĘČć·Ż¼┤_Č©Öz£yĄ─³cöĄ║═▓ĮķLĪŻįōÖC┤▓Y▌SĄ─╣żū„ąą│╠ĘČć·×ķ+890mmĄĮ-3710 mmų«ķgŻ¼╬ęéā╚Ī230mm×ķÖz£y▓ĮķLŻ¼─Ū├┤╬ęéāĄ─Öz£y³cöĄ×ķ(890+3710)Ż¼230=20éĆŻ¼ŠC║Žėŗ╦ŃĮY╣¹Ż¼╬ęéāŠÄųŲ│╠ą“╚ńŽ┬Ż║
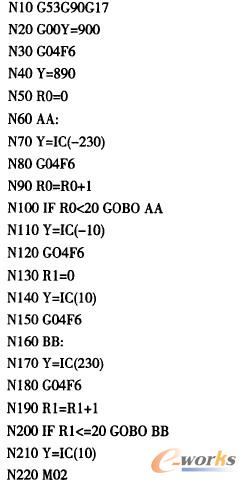
ĪĪĪĪ«ö│╠ą“ŠÄųŲĮY╩°ęį║¾Ż¼æ¬įōįć▀\ąąę╗Ž┬Ż¼┐┤Ė„éĆ³c╬╗║═▓ĮķL╩Ūʱš²┤_ĪŻįō│╠ą“┐╔ęį═©▀^═Ō▓┐ėŗ╦ŃÖCŠÄųŲ═Ļ│╔ęį║¾╔Žé„ŽĄĮyŻ¼ę▓┐╔ęįį┌ŽĄĮyųąų▒ĮėŠÄųŲĪŻ╚ń╣¹┐╝æ]Įø│Żę¬╩╣ė├▀ē▌ŗčaāöŻ¼─Ū├┤┐╔ęįīóįō│╠ą“┤µį┌╣żŽĄĮy╝■│╠ą“ųąŻ¼ĘĮ▒Ńęį║¾╩╣ė├ĪŻ
ĪĪĪĪ(4)į┌ŽĄĮyųąūįäė╔·│╔čaāö╬─╝■ĪŻūįäė╔·│╔čaāö╬─╝■▀^│╠╚ńŽ┬Ż║į┌ŽĄĮyų„Įń├µŻ¼³cō¶Ę■äš-ęŲäė╣Ōś╦ĄĮ“NC-╔·ą¦-öĄō■”-▀xō±£y┴┐ŽĄĮyš`▓Ņčaāö-£y┴┐ŽĄĮyš`▓Ņčaāö▌S2(X▌S×ķ▌S1Ż¼Y▌S×ķ▌S2Ż¼Z▌S×ķ▌S3)-³cō¶öĄō■╣▄└Ē-Å═ųŲ-╣ż╝■-š│┘NĪŻīóŽĄĮy«a╔·Ą─čaāö╬─╝■é„│÷Ż¼į┌PCÖC╔ŽŠÄ▌ŗ▓ó▌ö╚╦čaāöųĄŻ¼Įø▀^ŠÄ▌ŗŻ¼░┤ššąĶę¬īóŠÄ▌ŗ▀^Ą─čaāö╬─╝■é„╚╦ŽĄĮyĪŻ
ĪĪĪĪ(5)į┌▀@└’ę¬ė├ĄĮā╔éĆ╬„ķTūė840DŽĄĮyĄ─ā╔éĆ▌SģóöĄĪŻ
ĪĪĪĪMD38000ūŅ┤¾čaāö³cöĄŻ║ą▐Ė─┤╦ģóöĄŻ¼Ģ■ę²ŲNCKā╚┤µųžą┬Ęų┼õŻ¼Ģ■üG╩¦öĄō■Ż¼╦∙ęįę¬Ū¾▒žĒÜŽ╚ū÷║├Ą┌Č■▓ĮŻ¼éõĘ▌║├ÖC┤▓Ą─ųžę¬öĄō■ĪŻįŁät╔Ž╬ęéā▓╗ę¬▌pęūĖ─äė▀@éĆģóöĄĪŻMD32700┬▌ŠÓš`▓ŅčaāöŻ║0×ķ┬▌ŠÓčaāö▓╗╔·ą¦Ż¼į╩įSą▐Ė─čaāö╬─╝■Ż¼1×ķ┬▌ŠÓčaāö╔·ą¦Ż¼▓╗į╩įSą▐Ė─čaāö╬─╝■ĘŁĪŻ
ĪĪĪĪ(6)īóMD32700ų├0Ż¼į┌PCÖCīóčaāö╬─╝■ųąĄ─čaāöųĄ╚½▓┐ŪÕ┴ŃŻ¼į┘īóčaāö╬─╝■é„╚╦ŽĄĮyŻ¼īóčaāö╬─╝■ū„×ķ╝ė╣ż│╠ą“ł╠ąąę╗┤╬Ż¼īóįŁėąÖC┤▓Ą─┬▌ŠÓčaāöųĄŪÕ│²ĪŻę¬įOČ©ŽĄĮyģóöĄŻ¼ų╗ėą«öįō▌SĘĄ╗žģó┐╝³c║¾▓┼─▄╔·ą¦ĪŻ╦∙ęįīóMD32700ų├1Ż¼NCKÅ═╬╗Ż¼ÖC┤▓ųžåóŻ¼╗žģó┐╝³cłAĪŻ
ĪĪĪĪ(7)└¹ė├╝ż╣ŌĖ╔╔µāxī”ÖC┤▓Y▌S¼Fį┌Ą─┬▌ŠÓš`▓ŅŠ½Č╚▀MąąÖz£yŻ¼Ģ■Ą├│÷ŽÓæ¬Ą─čaāööĄō■ĪŻÅ─£y┴┐ĮY╣¹ųąę▓▓╗ļy┐┤│÷Ż¼ÖC┤▓Ą─Ę┤Ž“ķgŽČŲ½┤¾Ż¼īóÖC┤▓Y▌SĘ┤Ž“ķgŽČģóöĄMD32450▀MąąŽÓæ¬Ą─š{š¹ĪŻį┘īóčaāö╬─╝■░┤ūŅą┬Öz£yųĄ▀MąąčaāöųĄŠÄ▌ŗŻ¼įOČ©MD32700=0Ż¼īóą▐Ė─▀^Ą─čaāö╬─╝■ū÷×ķ╣ż╝■│╠ą“į┘ł╠ąąę╗┤╬ĪŻįOČ©MD32700=1Ż¼NCKÅ═╬╗Ż¼ÖC┤▓ųžåóŻ¼▌S╗žģó┐╝³c║¾Ż¼ą┬čaāöųĄ╔·ą¦ĪŻ
ĪĪĪĪ(8)«öčaāöĪóš{š¹═Ļ│╔║¾Ż¼čbŖA╣ż╝■įćŪąŻ¼╣ż╝■┤ų▓┌Č╚ėą╦∙Ė─╔ŲŻ¼Ą½╩ŪY▌S▌SŽ“ĖZäėŻ¼Y▌S┴’░ÕōQŽ“╦▓ķgČČäė¼FŽ¾ę└╚╗ø]ėąŽ¹│²ĪŻļŖÜŌ╔ŽĄ─ģóöĄš{š¹▓óø]ėąĮŌøQå¢Ņ}Ż¼¼Fį┌┐╔ęį├„┤_ÖC┤▓Y▌SÖCąĄ▓┐Ęų┤µį┌å¢Ņ}Ż¼┤“ķ_┴’░ÕūošųŻ¼Ę┤Å═üĒ╗žęŲäėY▌Sę╗Č╬ŠÓļxŻ¼░l¼FĮzĖ▄į┌▌SęŲäėōQŽ“ĢrŻ¼ėą├„’@Ą─ŽÓī”ė┌ĮzĖ▄ų¦ū∙Ą─╬╗ęŲ¼FŽ¾Ż¼▀@Š═╩Ūįņ│╔▌S┴’░ÕōQŽ“╦▓ķgČČäėĄ─ų▒ĮėįŁę“ĪŻŠSą▐ŃQ╣żÖz▓ķ░l¼FŻ¼ĮzĖ▄ŽÓī”ė┌ų¦ū∙Ą─Č╦├µ▓óŠo┬▌─Ė┬▌┐█ōpē─Ż¼¤oĘ©µiŠo╦─Ė▄Ż¼╦∙ęįį┌ōQŽ“ĢrĮzĖ▄ĖZäėĪŻ▓Ž┬┬▌─Ė▀Mąąą▐Å═Ż¼═Ļ│╔▓óŠoĮzĖ▄Ż¼═©ļŖįć▀\ąąŻ¼ĮzĖ▄ōQŽ“š²│ŻŻ¼┴’░ÕŲĮĘĆĪŻ
3 ĮY╩°šZ
ĪĪĪĪ═©▀^╣ż╝■įćŪą║═ę╗Č╬ĢrķgĄ─ė^▓ņŻ¼ÖC┤▓Ą─╣╩šŽ¼FŽ¾═Ļ╚½ĮŌøQŻ¼ŽĄĮy▀\ąąš²│ŻĪŻį┌ŠSą▐▀^│╠ųąŻ¼╬ęéā└¹ė├╝ż╣Ōė┌╔µāxī”ÖC┤▓Ą─ŽÓĻPŠ½Č╚▀Mąą┴╦Öz£yŻ¼┐ņĮ▌Ą─┼ąöÓ│÷┴╦ÖC┤▓╣╩šŽįŁę“Ż¼╠ßĖ▀┴╦ŠSą▐Ą─╣żū„ą¦┬╩Ż¼═¼ĢrūŅą┬čaāöĮY╣¹ę▓▒ŻūC┴╦ÖC┤▓Š½╝ė╣żĄ─Š½Č╚ę¬Ū¾ĪŻ┬▌ŠÓčaāöęčĮøį┌╬ę╣½╦ŠČÓ┼_840DöĄ┐žŽĄĮyĄ─╚š│ŻŠSūo║═Š½Č╚▒ŻšŽ╔ŽĄ─ĄĮÅVĘ║Ą─æ¬ė├ĪŻ╬ęéāĮ©ūhŻ¼ėąŚl╝■Ą─Ų¾śIČ╝æ¬įōČ©Ų┌╩╣ė├╝ż╣ŌĖ╔╔µāxī”öĄ┐žÖC┤▓Ą─Š½Č╚▀Mąąš{š¹Ż¼▒ŻūCÖC┤▓Ą─ūŅ╝č╣żū„Š½Č╚Ż¼ę╗ĘĮ├µ─▄ėąą¦┐žųŲ╦∙╔·«aĄ─«aŲĘŲĘ┘|Ż¼┴Ēę╗ĘĮ├µę▓─▄╠ßŪ░░l¼FÖC┤▓╦∙┤µį┌Ą─╚▒Ž▌Ż¼╝░ĢrŠSūo▒ŻB╠ßĖ▀ÖC┤▓įOéõĄ─╩╣ė├ē█├³ĪŻ
ĪĪĪĪūŅ║¾ĮYšōŻ¼ĖŃŠSą▐╣żū„Ż¼Š═▒žĒÜīW¤oų╣Š│Ż¼ė┬ė┌├■╦„Īóäōą┬Ż¼┐éĮYĮø“×Į╠ė¢Ż¼ķ_═ž╦╝ŠSŻ¼ņ`╗Ņėąą¦Ą─└¹ė├Ė„ĘNą┬ą═Ą─Öz£yāxŲ„Īóāx▒ĒŻ¼┼cĢrŠ▀▀M▓┼─▄▀mæ¬▓╗öÓ░lš╣Ą─öĄ┐žÖC┤▓Ą─ŠSą▐╣żū„ąĶę¬ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║£\šä╬„ķTūė840DŽĄĮy┬▌ŠÓčaāöį┌ŠSą▐ųąĄ─▀\ė├
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/solutions/1401939424.html