



1 ČÓCPIJå╬Ų¼ÖC(j©®)öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─ė▓╝■įO(sh©©)ėŗ(j©¼)įŁät
ŽĄĮy(t©»ng)Ą─▀\(y©┤n)╦Ń╦┘Č╚▒žĒÜØMūŃÖC(j©®)┤▓Ė„ĘN▀\(y©┤n)╦Ń╦┘Č╚ę¬Ū¾Ż¼ęįĘ¹║ŽöĄ(sh©┤)┐žÖC(j©®)┤▓Ą─īŹ(sh©¬)Ģr(sh©¬)ČÓ╚╬äš(w©┤)Ą─╠ž³c(di©Żn)Ż╗ŽĄĮy(t©»ng)ė▓╝■ĮY(ji©”)śŗ(g©░u)─▄ē“ØMūŃĮø(j©®ng)Ø·(j©¼)ą═ÖC(j©®)┤▓Ą─╣”─▄ę¬Ū¾Ż¼öU(ku©░)š╣ąį─▄║├Ż«▀mė├├µÅVŻ¼┐╔┐┐ąįĖ▀Ż¼▒Żūo(h©┤)╣”─▄║├Ż║ė▓╝■╣”─▄─ŻēK╗»įO(sh©©)ėŗ(j©¼)Ż¼▓óŪę─ŻēKäØĘųĄ├«ö(d©Īng)Ż¼▒Ńė┌öU(ku©░)│õŻ¼▒Ńė┌┼ąöÓ╣╩šŽ║═ŠSą▐Ż╗į┌▓╗į÷╝ėė▓╝■│╔▒ŠĄ─Ū░╠ߎ┬ĪŻ┐╔ęį└¹ė├ŠW(w©Żng)Įj(lu©░)Ż¼ęį╠ßĖ▀įO(sh©©)éõ└¹ė├┬╩║═╩╣ė├┘|(zh©¼)┴┐ĪŻ
2 ČÓCPUå╬Ų¼ÖC(j©®)öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─ė▓╝■╝▄śŗ(g©░u)
2.1 öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─CPU
▒ŠöĄ(sh©┤)┐žŽĄĮy(t©»ng)ŅA(y©┤)┐žųŲ╦─éĆ(g©©)ļŖÖC(j©®)Ż¼Ųõųą╚²éĆ(g©©)╔µŻ║▀M(j©¼n)▓Į╗“╦┼Ę■ļŖÖC(j©®)┐╔ęįīŹ(sh©¬)¼F(xi©żn)ā╔ā╔ų▒ŠĆĪółA╗Ī▓Õča(b©│)╗“š▀┐šķgų▒ŠĆ▓Õča(b©│)ĪŻ
─┐Ū░ą¦┐žŽĄĮy(t©»ng)░┤ššCPUĄ─öĄ(sh©┤)┴┐üĒ(l©ói)ĘųėąŻ║?ji©Żn)╬ÖC(j©®)ŽĄĮy(t©»ng)║═ČÓÖC(j©®)ŽĄæąĮy(t©»ng)ĪŻųĖš¹éĆ(g©©)CNCčbų├ų╗ėą—éĆ(g©©)CPUŻ¼╦³╝»ųą┐žųŲ║═╣▄└Ēš¹éĆ(g©©)ŽĄĮy(t©»ng)┘Yį┤Ż¼═©▀^(gu©░)ĘųĢr(sh©¬)╠Ä└ĒĄ─»¤╩ĮüĒ(l©ói)īŹ(sh©¬)Ķ┤ĘNöĄ(sh©┤)┐ž╣”─▄ĪŻŲõā×(y©Łu)³c(di©Żn)į┌ė┌═Č┘YąĪŻ¼ĮY(ji©”)śŗ(g©░u)║å(ji©Żn)å╬Ż¼ęūė┌īŹ(sh©¬)¼F(xi©żn)ĪŻĄ½ŽĄĮy(t©»ng)╣”─▄╩▄CPUūųķL(zh©Żng)ĪóöĄ(sh©┤)ō■(j©┤)īÆČ╚ĪóīżųĘ─▄┴”║═▀\(y©┤n)╦Ń╦┘Č╚Ą╚ę“╦žĄ─ųŲ╝sĪŻ¼F(xi©żn)į┌▀@ĘNĮY(ji©”)śŗ(g©░u)ęč▒╗ČÓÖC(j©®)ĮY(ji©”)śŗ(g©░u)Ą─├½Å─ĮY(ji©”)śŗ(g©░u)╦∙┤·╠µĪŻ
ČÓÖC(j©®)ŽĄĮy(t©»ng)ĪŻ╩ŪųĖš¹éĆ(g©©)cNcčbų├ųąėąā╔éĆ(g©©)╗“ā╔éĆ(g©©)ęį╔ŽĄ─CPUŻ¼ę▓Š═╩ŪŽĄĮy(t©»ng)ųąĄ──│¾½╣”─▄─ŻēKę▓ĦėąCPUŻ¼Ė∙ō■(j©┤)▀@ą®CPUķgĄ─ŽÓ╗źŪvŽĄĄ─▓╗═¼ėųŅ«ęįīóŲõĘų×ķŻ║
ó┘ų„Å─ĮY(ji©”)śŗ(g©░u)ŽĄĮy(t©»ng)Ż¼į┌įōŽĄĮy(t©»ng)ųąų╗ėąę╗éĆ(g©©)cpuīŹ(sh©¬)ļH×ķų„CPUŽĄĮy(t©»ng)Ą─┘Yį┤(ŽĄĮy(t©»ng)┤µā”(ch©│)Ų„ĪóŽĄĮy(t©»ng)┐éŠĆ▓┤J┐žųŲ║═╩╣ė├ÖÓ(qu©ón)Ż¼Č°Ųõ╦¹Ä¦ėąCPUĄ─╣”─▄─ŻēK¹É×ķųŪ─▄▓┐╝■Ż¼ät¤o(w©▓)ÖÓ(qu©ón)╩╣ė├╗“┐žųŲŽĄĮy(t©»ng)┘Yį┤Ż¼╦³ų╗─▄Įė╩šų„CPUĄ─┐žųŲ├³┴Ņ╗“öĄ(sh©┤)ō■(j©┤)Ż¼╗“Ž“ų„CPU░l(f©Ī)│÷šł(q©½ng)Ū¾ęį½@Ą├╦∙ąĶĄ─öĄ(sh©┤)ō■(j©┤)ĪŻų╗ėąę╗▀▓CPU╠Äė┌ų„ī¦(d©Żo)Ąž╬╗Ż¼Ųõ╦¹CPU╠Äė┌Å─ī┘Ąž╬╗Ż¼ĘQų«×ķų„Å─ĮY(ji©”)śŗ(g©░u)ĪŻ
ó┌ČÓų„ĮY(ji©”)śŗ(g©░u)ŽĄĮy(t©»ng)Ż¼į┌įōŽĄĮy(t©»ng)ųąŽĄĮy(t©»ng)▓┐╝■ų«ķg▓╔ė├Šo┼║║Ž(╝┤Š∙Æņį┌ŽĄĮy(t©»ng)┐éŠĆ╔ŽŻ¼╝»ųąį┌ę╗éĆ(g©©)┐žųŲŽõā╚(n©©i))Ż¼ėą╝»ųąĄ─▓┘ū„ŽĄĮy(t©»ng)Ż¼═©▀^(gu©░)┐éŠĆų┘▓├Ų„(▄ø╝■║═ė▓╝■ÅŲĮŌøQĀÄ(zh©źng)ė├┐éŠĆå¢(w©©n)Ņ}Ż¼═©▀^(gu©░)╣½╣▓└■ųZŲ„üĒ(l©ói)Į╗ōQą┼ŽóĪŻ
ó█Ęų▓╝╩ĮĮY(ji©”)śŗ(g©░u)ŽĄĮy(t©»ng)Ż¼įōŽĄĮy(t©»ng)ėąā╔éĆ(g©©)╗“š▀ā╔éĆ(g©©)ęį╔ŽĄ─ĦėąCPUĄ─╣”─▄─ŻēKŻ¼├┐éĆ(g©©)╣”─▄─ŻēKėąūį╝║¬Ü(d©▓)┴óĄ─▀\(y©┤n)ąąŁh(hu©ón)Š│(ŽĄĮy(t©»ng)┐éŠĆĪó┤µā”(ch©│)Ų„Īó▓┘ū„ŽĄĮy(t©»ng)Ą╚)Ż¼╣”─▄─ŻēKķg▓╔ė├╦╔┼║║ŽŻ¼╝┤į┌┐šķg╔ŽŻ║Ņ«ęį▌^×ķĘų╔óŻ¼Ė„─ŻēKå¢(w©©n)▓╔ė├═©ą┼Ą─ĘĮ╩ĮĮ╗ōQą┼ŽóĪŻ
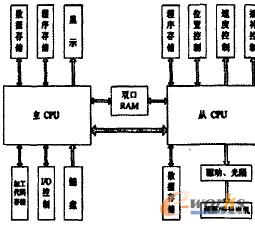
łD1ČÓCPUå╬Ų¼ÖC(j©®)öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─1Ż«Ė³4q-ĮY(ji©”)śŗ(g©░u)
─┐Ū░Ż¼ė╔ė┌ČÓų„ĮY(ji©”)śŗ(g©░u)║═Ęų▓╝ĮY(ji©”)śŗ(g©░u)Ą─ŽĄĮy(t©»ng)śŗ(g©░u)│╔Å═(f©┤)ļsŻ¼▓┘ū„ŽĄĮy(t©»ng)Ą─įO(sh©©)ėŗ(j©¼)▒╚▌^└¦ļyŻ¼╝ėų«Å─ų„ĮY(ji©”)śŗ(g©░u)ŽĄĮy(t©»ng)─▄╗∙▒ŠØMūŃöĄ(sh©┤)┐ž╝ė╣żĄ─ę¬Ū¾Ż¼╣╩▀@ā╔ĘNĮY(ji©”)śŗ(g©░u)Ą─CNCŽĄĮy(t©»ng)▌^╔┘ĪŻ
Å─ė▓╝■Ą─¾wŽĄĮY(ji©”)śŗ(g©░u)üĒ(l©ói)┐┤Ż¼å╬ÖC(j©®)ŽĄĮy(t©»ng)┼cžSÅ─ŽĄĮy(t©»ng)╝░ŲõŽÓ╦ŲŻ¼ę“?y©żn)ķų„Å─ĮY(ji©”)śŗ(g©░u)Ą─Å─CPU─ŻēK┼cå╬│»ĮY(ji©”)śŗ(g©░u)Ą─ŽÓæ¬(y©®ng)─ŻēKį┌╣”─▄╔Ž╩ŪĄ╚ār(ji©ż)Ą─Ż¼ų╗╩ŪÅ──ŻēKĄ──▄┴”Ė³ÅŖ(qi©óng)Č°ęčĪŻ
┐╝æ]ĄĮ▒ŠöĄ(sh©┤)┐žŽĄĮy(t©»ng)▀\(y©┤n)ė├å╬Ų¼ÖC(j©®)ū„×ķ╠Ä└ĒŲ„Ż¼å╬ę╗CPU▓ó▓╗─▄ē“ØMūŃČÓ╚╬äš(w©┤)Ą─┐žųŲę¬Ū¾Ż¼╦∙ęįŽĄĮy(t©»ng)▓╔ė├ļpCPU╝▄śŗ(g©░u)ĪŻ—éĆ(g©©)CPUīŹ(sh©¬)¼F(xi©żn)īŹ(sh©¬)Ģr(sh©¬)ąįę¬Ū¾▓╗Ė▀Ą─ŽĄĮy(t©»ng)╣▄└Ē║═▒O(ji©Īn)┐žŻ¼┴Ē—éĆ(g©©)CPUīŹ(sh©¬)¼F(xi©żn)īŹ(sh©¬)Ģr(sh©¬)ąįę¬Ū¾▌^Ė▀Ą─▀\(y©┤n)äė(d©░ng)┐žųŲŻ¼CPUķg═©▀^(gu©░)═©ėŹīŹ(sh©¬)¼F(xi©żn)öĄ(sh©┤)ō■(j©┤)Į╗ōQĪŻę“┤╦▒ŠŽĄĮy(t©»ng)▓╔ė├ų„Å─╩ĮļpCPU╝▄śŗ(g©░u)ĪŻ
2.2 ČÓCPUå╬Ų¼ÖC(j©®)öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─ė▓╝■┐é¾w╝▄śŗ(g©░u)
ČÓCPUå╬Ų¼ÖC(j©®)öĄ(sh©┤)┐žŽĄĮy(t©»ng)öĄ(sh©┤)┴učbų├Ą─ė▓╝■ĮY(ji©”)śŗ(g©░u)æ¬(y©®ng)Š▀ėąęįŽ┬╠ž³c(di©Żn)ĪŻ
▓╔ė├ų„Å─CPUĮY(ji©”)śŗ(g©░u)┐žųŲŽĄĮy(t©»ng)Ż¼ų„ĪóÅ─CPUČ╝▓╔ė├Ė▀ąį─▄å╬Ų¼ÖC(j©®)Ż¼├┐éĆ(g©©)ūėŽĄĮy(t©»ng)Č╝ėąūįęč¬Ü(d©▓)┴óĄ─▀\(y©┤n)ąąŁh(hu©ón)Š│║═┐žųŲ╣”─▄Ż╗ų„ĪóÅ─CPUų«ķg▓╔ė├╠žČ©Ą─═©ą┼ģf(xi©”)ūh▀M(j©¼n)ąąöĄ(sh©┤)ō■(j©┤)═©ėŹŻ¼Į╗ōQą┼ŽóĪŻ▓╔ė├╣▓ŽĒļpVI RAMĮY(ji©”)śŗ(g©░u)╗“š▀ų▒Įėą┼ŽóĮ╗ōQĘĮ╩ĮīŹ(sh©¬)¼F(xi©żn)═©ą┼ĪŻė├æ¶┐╔▀xŻ╗ė▓╝■╣”─▄─ŻēK╗»įO(sh©©)ėŗ(j©¼)Ż¼ų„ę¬Ęų×ķµI▒P(p©ón)─ŻēKŻ¼’@╩Š─ŻēKŻ¼öU(ku©░)š╣Ą\)─ŻēKŻ¼│╠ą“▓┘ū„─ŻēKŻ«▓Õča(b©│)┐žųŲ─ŻēKŻ¼╬╗ų├┐žųŲ─ŻēKŻ¼ļŖ┬Ę“ī(q©▒)äė(d©░ng)─ŻēK║═ļŖį┤Ė¶ļx─ŻēKĄ╚╣”─▄─ŻēKŻ╗žSĪóÅ─CPUĘų╣ż║Žū„ĪŻų„CPU═Ļ│╔Ū░┼_(t©ói)┐žųŲŻ«╝┤ŽĄĮy(t©»ng)│§╩╝╗»Īó╚╦ÖC(j©®)Įń¹É╣▄└ĒĪóŽĄĮy(t©»ng)▒O(ji©Īn)┐žĪóµI▒P(p©ón)Æ▀├ĶĪó╝ė╣ż│╠ą“ŠÄ▌ŗĪóFO┐žųŲĄ╚╣▄└Ē┐žųŲ╣żū„ĪŻÅ─CPUät╔Žę¬▀M(j©¼n)ąą▓Õča(b©│)╠Ä└ĒĪó╬╗ų├┐žųŲĪóų„▌S┐žųŲĪó╦┘Č╚┐žųŲĄ╚īŹ(sh©¬)Ģr(sh©¬)┐žųŲ╣żū„ĪŻ
3 ČÓCPUå╬Ų¼ÖC(j©®)öĄ(sh©┤)┐žŽĄĮy(t©»ng)▄ø╝■┐é¾w╝▄śŗ(g©░u)
CNCŽĄĮy(t©»ng)Ą─│╠ą“žSę¬ė╔ęįŽ┬ÄūéĆ(g©©)▓┐ĘųĮM│╔Ż║▌ö╚ļöĄ(sh©┤)ō■(j©┤)╠Ä└Ē│╠ą“ĪŻ▌ö╚╦öĄ(sh©┤)ō■(j©┤)╠Ä└Ē│╠ą“Ą─╚╬äš(w©┤)╩ŪĮė╩š▌ö╚ļĄ─┴Ń╝■│╠ą“Ż¼▓óī”(du©¼)Ųõ▀M(j©¼n)ąąŅA(y©┤)╠Ä└ĒĪŻ—░ŃCNCŽĄĮy(t©»ng)Ą─ŅA(y©┤)╠Ä└Ē░³└©Ż║ī”(du©¼)╩╣ė├ISO╗“EIA┤·┤aĄ─┴Ń╝■│╠ą“▀M(j©¼n)ąąĘŁūgĪóš¹└Ē’░┤╦∙ęÄ(gu©®)Č©Ą─Ė±╩Į▀M(j©¼n)ąą┤µĘ┼ĪŻī”(du©¼)┴Ń╝■│╠ą“Ą─╝ė╣żųĖ┴Ņ▀M(j©¼n)ąąūg┤aŻ¼ī”(du©¼)Ųõū°ś╦(bi©Īo)öĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąą╩«▀M(j©¼n)ųŲĄĮę╗ähĄ─▐D(zhu©Żn)ōQ╠ŠÄ│╠▄ē█E▀M(j©¼n)ąąĄČŠ▀░ļÅĮŲ½ęŲųŁ╦ŃŻ¼ęįĄ├ĄĮĄČŠ▀ĮĒą─Ą─▀\(y©┤n)äė(d©░ng)└š█EŻ¼▓ó└^Č°╠ÄļŽ│╠ą“Č╬Ą─▐D(zhu©Żn)ōQå¢(w©©n)_Ņ}Ż╗ī”(du©¼)▓Õča(b©│)ėŗ(j©¼)╦Ń╝░╦┘Č╚┐žųŲ▀^(gu©░)│╠ĮĒę¬ė├ĄĮĄ─ę╗ą®│ŻöĄ(sh©┤)▀M(j©¼n)ąąĒöėŗ(j©¼)╦ŃĄ╚ĪŻ«ö(d©Īng)╚╗Ż¼▓╗═¼╣”─▄Ą─CNCŽĄĮy(t©»ng)Ż¼ŲõŅA(y©┤)╠Ä└ĒŠ▀¾wā╚(n©©i)╚▌▓╗▒MŽÓ═¼Ż¼Ą½Ųõ─┐Ą─Č╝╩Ū╣▓═¼Ą─Ż║╝┤×ķ▓Õča(b©│)▀\(y©┤n)╦ѱ¶╝sĢr(sh©¬)ķgĪŻCNCŽĄĮy(t©»ng)ī”(du©¼)▌ö╚╦öĄ(sh©┤)ō■(j©┤)╠Ä└Ē│╠ą“Ą─īŹ(sh©¬)Ģr(sh©¬)ąįę¬Ū¾▓╗Ė▀Ż¼╦³┐╔į┌╝ė╣żŪ░╗“╝ė╣ż▀^(gu©░)│╠ųąĄ─┐šķeĢr(sh©¬)ķg▀M(j©¼n)ąąĪŻ▌ö╚ļöĄ(sh©┤)ō■(j©┤)╠Ä└Ē▀M(j©¼n)ąąĄ─│õĘų—ą®Ż«Ņ«£p▌p╝ė╣ż▀^(gu©░)│╠ųąīŹ(sh©¬)Ģr(sh©¬)ąį▌^ÅŖ(qi©óng)Ą─▓Õča(b©│)▀\(y©┤n)╦Ń╝░╦┘Č╚┐žųŲ│╠ą“Ą─žō(f©┤)ō·(d©Īn)ĪŻ
▓Õča(b©│)▀\(y©┤n)╦Ń│╠ą“ĪŻ▓Õča(b©│)▀\(y©┤n)╦Ń│╠ą“═Ļ│╔NCŽĄĮy(t©»ng)ĮĒ▓Õča(b©│)Ų„Ą─╣”─▄Ż¼╝┤īŹ(sh©¬)¼F(xi©żn)╬©ś╦(bi©Īo)▌S├}ø_Ęų┼õĄ─╣”─▄ĪŻ─Žė┌¼F(xi©żn)┤·╬óą═ėŗ(j©¼)╦ŃÖC(j©®)╗“╬ó╠Ä└ĒŲ„ÖnųŲŲ„Ą╚Š▀ėą╣”─▄ÅŖ(qi©óng)┤¾║══Ļ╔ŲĄ─ųĖ┴ŅŽĄĮy(t©»ng)║═▒žę¬Ą─╦Ńąg(sh©┤)┴╦│╠ą“Ż¼Įo▓Õča(b©│)▀\(y©┤n)╦Ń╠ß╣®┴╦įSČÓ┴”‘▒ŃĪŻ┐╔ęį▓╔ė├—ą®Ė³ĘĮ▒ŃĄ─öĄ(sh©┤)īW(xu©”)ĘĮĘ©╠ßĖ▀▌å└¬┐žųŲĄ─Š½Č╚Ż¼Č°▓╗▒žÄ²╬õÓß╝ėė▓╝■ŠĆ┬ĘĪŻ▓Õča(b©│)▀\(y©┤n)╦Ń╩ŪīŹ(sh©¬)Ģr(sh©¬)ąį║▄ÅŖ(qi©óng)Ą─│╠ą“Ż¼ę¬▒M┐╔─▄£p╔┘įō│╠ą“ųąĄ─Ą─ųĖ┴ŅŚlöĄ(sh©┤)Ż¼╝┤┐sČ╠▀M(j©¼n)ąąę╗┤╬▓Õča(b©│)▀\(y©┤n)╦ŃĄ─Ģr(sh©¬)ķgĪŻę“?y©żn)ķ▀@éĆ(g©©)Ģr(sh©¬)ķgų▒ĮėøQČ©┴╦▓Čča(b©│)▀M(j©¼n)ĮoĄ─ūŅĖ▀╦┘Č╚ĪŻėąĒ╬CNCŽĄĮy(t©»ng)ųąŻ¼▀Ć▓╔ė├┤ų▓Õča(b©│)┼cŠ½═▒ča(b©│)ŽÓĮY(ji©”)║ŽĄ─ĘĮĘ©Ż¼▄ø╝■ų╗ū„┤ų│ķča(b©│)Ż¼╝┤├┐┤╬▓Õča(b©│)ę╗Śl╬óąĪų▒ŠĆČ╬Ż¼ė▓╝■į┘īó┤╦╬óąĪų▒ŠĆČ╬Ęų│╔å╬éĆ(g©©)├}ø_▌ö│÷Ż¼═Ļ│╔Š½▓Õča(b©│)ĪŻ▀@śė╝╚┐╔╠ßĖ▀▀M(j©¼n)Įo╦┘Č╚Ż¼┴x─▄╩╣ųŁ╦ŃÖC(j©®)╣Ø(ji©”)╩Ī│÷Ė³ČÓĄ─Ģr(sh©¬)å¢(w©©n)▀M(j©¼n)ąą▒žę¬Ą─öĄ(sh©┤)ō■(j©┤)╠Ä└ĒĪŻ
╦┘Č╚┐žųŲ│╠ą“ĪŻ╦┘Č╚┐žųŲ│╠ą“Ą──┐Ą─Š═╩Ū┐žųŲ├}ø_Ęų┼õĄ─╦┘Č╚ĪŻ╝┤Ė∙ō■(j©┤)ĮoČ©Ą─╦┘Č╚┤·┤a(╗“ŲõŽÓæ¬(y©®ng)Ą─╦┘Č╚ųĖ┴Ņ)Ż¼┐žųŲ▓Õča(b©│)▀\(y©┤n)╦ŃĄ─Ņl┬╩Ż¼ęį▒ŻūC░┤ŅA(y©┤)Č©Ą─╦┘Č╚▀M(j©¼n)ĮoĪŻį┌╦┘Č╚├„’@═╗ūāĢr(sh©¬)Ż¼ę¬▀M(j©¼n)ąąūįäė(d©░ng)╝ė£p╦┘┐žųŲŻ«▒▄├Ō╦┘Č╚═╗ūā?c©©)ņ│╔“?q©▒)äė(d©░ng)ŽĄĮy(t©»ng)Ą─╩¦▓ĮĪŻ╦┘Č╚┐žųŲ┐╔ęį═Ļ╚½ė╔▄ø╝■ĘĮĘ©Ļūą“ėŗ(j©¼)Ģr(sh©¬)Ę©īŹ(sh©¬)¼F(xi©żn)Ż¼ę▓┐╔ęį▒Ż┴¶ė├╦┘Č╚Ø╔┤a┐žųŲš±╩ÄŲ„Ą─ė▓╝■ŠĆ┬ĘŻ¼Įø(j©®ng)ųąöÓ╗“│╠ą“įāå¢(w©©n)▀M(j©¼n)╚ļę╗┤╬▓Õča(b©│)▀\(y©┤n)╦ŃŻ¼▀_(d©ó)ĄĮ╦┘Č╚┐žųŲĄ─╚šĄ─ĪŻ┤╦═ŌŻ¼ė├▄ø╝■ī”(du©¼)╦┘Č╚┐žųŲöĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąą╠Ä└ĒŻ¼▓ó┼cė▓╝■Ą─╦┘Č╚ĘeĘųŲ„ŽÓĮY(ji©”)║ŽŻ¼┐╔ęįīŹ(sh©¬)¼F(xi©żn)Ė▀ąį─▄Ą─║ŃČ©║Ž│╔╦┘Č╚┐žųŲĪŻ▓ó┤¾┤¾╠ßĖ▀▓Õča(b©│)▀M(j©¼n)ĮoĄ─╦┘Č╚ĪŻ
╣▄└Ē│╠ą“ĪŻ╣▄└Ē│╠ą“╩ŪīŹ(sh©¬)¼F(xi©żn)CNCŽĄĮy(t©»ng)ģf(xi©”)š{(di©żo)╣żū„Ą─ų„¾w▄ø╝■ĪŻ░┤▓┘ū„ŽĄĮy(t©»ng)Ą─ė^³c(di©Żn)Ż║—éĆ(g©©)ÖC(j©®)ÖC(j©®)ŽĄĮy(t©»ng)ėąCPUĪó┤µā”(ch©│)Ų„Īó═ŌįO(sh©©)╝░╬─╝■╦─ĒŚ(xi©żng)┘Yį┤ąĶę¬╣▄└ĒŻ¼Č°ę╗░ŃCNCŽĄĮy(t©»ng)ųąĄ─╣▄└Ē│╠ą“ŲõęÄ(gu©®)─Ż┼c═©ė├ąį▓╗┤¾Ż¼╦∙ęį▓╗─▄ĘQ×ķ▓┘ū„ŽĄĮy(t©»ng)Č°ĘQ×ķ╣▄└Ē│╠ą“╗“▒O(ji©Īn)┐ž│╠ą“Ż¼╦³ų„ę¬ī”(du©¼)öĄ(sh©┤)ō■(j©┤)Ą─▌ö╚ļĪó╠Ä└Ē╝░ŪąŽ„╝ė╣ż▀^(gu©░)│╠ųąĄ─Ė„ĘNŽĄĮy(t©»ng)│╠ą“▀M(j©¼n)ąąĮy(t©»ng)ę╗Ą─š{(di©żo)Č╚Ż¼ęįīŹ(sh©¬)¼F(xi©żn)┴Ń╝■╝ė╣żĄ─īŹ(sh©¬)Ģr(sh©¬)┐žųŲĪŻ╣▄└Ē│╠ą“▀Ćę¬ī”(du©¼)├µ░Õ├³┴ŅĪóĢr(sh©¬)ńŖą┼╠¢(h©żo)Īó╣╩šŽą┼╠¢(h©żo)Ą╚ę²ŲĄ─ųąöÓ▀M(j©¼n)ąą╠Ä└ĒĪŻ╦«ŲĮ▌^Ė▀Ą─╣▄└Ē│╠ą“┐╔╩╣ČÓĄ└│╠ą“▓óąą╣żū„Ż¼╚ńį┌▓Õča(b©│)▀\(y©┤n)╦Ń┼c╦┘Č╚┐žųŲĄ─┐šķeĢr(sh©¬)å¢(w©©n)▀M(j©¼n)ąąöĄ(sh©┤)ō■(j©┤)╠Ä└ĒŻ¼╗“?q©▒)”ŽĄĮy(t©»ng)▀M(j©¼n)ąą▒žę¬Ą─¼ŹĘ└ąįį\öÓĄ╚ĪŻ
į\öÓ│╠ą“ĪŻ─▄ē“ĘĮ▒ŃĄžįO(sh©©)ų├Ė„ĘNį\öÓ│╠ą“╩ŪCNCŽĄĮy(t©»ng)Ą─╠ž³c(di©Żn)ų«ę╗ĪŻį\öÓ│╠ą“Ņ«ęįį┌▀\(y©┤n)ąąųą╝░Ģr(sh©¬)░l(f©Ī)¼F(xi©żn)ŽĄĮy(t©»ng)Ą─╣╩šŽŻ¼▓óųĖ│÷╣╩šŽĄ─ŅÉą═ĪŻę▓Ņ«ęįį┌▀\(y©┤n)ąąŪ░╗“░l(f©Ī)╔·╣╩šŽ║¾Ż¼Özį┌Ė„ĘN▓┐╝■(Įė1Ż║3Īóķ_(k©Īi)ĻP(gu©Īn)Īó╦┼Ę■ŽĄĮy(t©»ng)Ą╚)Ą─╣”─▄╩Ūʱš²│Ż▓╗š²│ŻĢr(sh©¬)ųĖf“╣╩šŽĄ─▓┐╬╗▒Ńė┌ŠSą▐╚╦åT╝░Ģr(sh©¬)╠Ä└Ē£p╔┘╣╩šŽ═ŻÖC(j©®)Ģr(sh©¬)ķgĪŻ
ę“?y©żn)ķ┤╦ŽĄĮy(t©»ng)ė▓╝■×ķžSÅ─CPU╝▄śŗ(g©░u)Ż¼ĮY(ji©”)║Ž├┐éĆ(g©©)CPUĄ─╣▄└Ē╣”─▄▓╗═¼Ż¼Ė„éĆ(g©©)žō(f©┤)ž¤(z©”)Ą──ŻēK▄ø╝■╚ńłD2╦∙╩ŠĪŻ
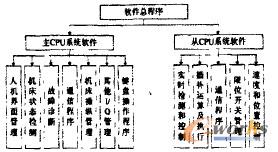
ė▓╝■▓╔ė├─ŻēK╗»įO(sh©©)ėŗ(j©¼)Ż¼▄ø╝■Ė³ę¬═╗│÷─ŻēK╗»Ą─įO(sh©©)ėŗ(j©¼)╦╝ŽļĪŻßśī”(du©¼)▓╗═¼Ą─öĄ(sh©┤)┐žŽĄĮy(t©»ng)▄ø╝■╣”─▄śŗ(g©░u)Į©─ŻēK╗»Ą─│╠ą“Ż¼╝┤öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─▄ø╝■ąŠŲ¼╗»į┌▄ø╝■╣ż│╠╦╝ŽļĄ─ųĖī¦(d©Żo)Ž┬Ż¼┴”Ū¾╠ßĖ▀▄ø╝■Ą─ųžė├┬╩Ż¼╩▄ė▓╝■ŽĄĮy(t©»ng)ķ_(k©Īi)░l(f©Ī)Ą─åó░l(f©Ī)Ż¼═©▀^(gu©░)ī”(du©¼)öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─╣”─▄äØĘųŻ¼Į©┴óŅÉ╦Ųė▓╝■ąŠŲ¼Ą─öĄ(sh©┤)┐žŽĄĮy(t©»ng)▄ø╝■ąŠŲ¼Äņ(k©┤)ĪŻ«ö(d©Īng)Į©┴óą┬Ą─öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ģr(sh©¬)ĪŻų╗ąĶÅ─▄ø╝■ąŠŲ¼Äņ(k©┤)ųą╚Ī│÷ŽÓæ¬(y©®ng)Ą──ŻēK╝ėęįĮM║Ž╝┤┐╔Ż¼▒žę¬Ģr(sh©¬)╝ėęįöU(ku©░)│õŻ¼Č°Ż¼į¬ąĶÅ─Ņ^ķ_(k©Īi)░l(f©Ī)š¹éĆ(g©©)ŽĄĮy(t©»ng)ĪŻ
▄ø╝■ąŠŲ¼ę▓ĘQ▄ø╝■ĮM╝■Ż¼╩Ū▀\(y©┤n)ė├ŅÉī┘╗»Īó│ķŽ¾ĪóĘŌčbĪó└^│ąĄ╚¼F(xi©żn)┤·▄ø╝■╣ż│╠╝╝ąg(sh©┤)Ą─Ż¼═Ļ│╔╠žČ©╣”─▄Ż¼▓óŪęėą┴╝║├Įė┐┌Ą─ūį░³║¼īŹ(sh©¬)¾wĪŻ
į┌▄ø╝■ąŠŲ¼╝»│╔▀\(y©┤n)ąąŁh(hu©ón)Š│Ą─Įy(t©»ng)ę╗╣▄└ĒŽ┬ĪŻ├┐éĆ(g©©)”▄ø╝■ąŠŲ¼”┐╔ęįņ`╗ŅĄž▀M(j©¼n)ąąųžĮMĪŻ▀@ą®╣”─▄▓╗═¼Ą─▄ø╝■ąŠŲ¼═©▀^(gu©░)öĄ(sh©┤)┐žŽĄĮy(t©»ng)▄ø╝■ąŠŲ¼Äņ(k©┤)Ą─╝»│╔Łh(hu©ón)Š│▀M(j©¼n)ąą┼õų├Ż«Å─Č°ą╬│╔—éĆ(g©©)ėąÖC(j©®)Ą─š¹¾wŻ«┤µ╚╬äš(w©┤)š{(di©żo)Č╚Ž┬Ż¼═Ļ│╔CNC╚╦ÖC(j©®)Į╗╗źęį╝░Ė„ĘN▀\(y©┤n)äė(d©░ng)┐žųŲ╣”─▄ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.hanmeixuan.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║ČÓCPUå╬Ų¼ÖC(j©®)öĄ(sh©┤)┐žŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.hanmeixuan.com/html/support/11121510603.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I(m©Żi)")
æ(zh©żn)┬į║Žū„")















