



ę²čį
ļSų°ūįäė(d©░ng)┐žųŲ╝╝ąg(sh©┤)Ą─▓╗öÓ╠ßĖ▀║═░l(f©Ī)š╣Ż¼Ė„ĘNÖC(j©®)┤▓ī”(du©¼)╦═┴Žčbų├Ą─ę¬Ū¾įĮüĒ(l©ói)įĮĖ▀Ż¼│╩¼F(xi©żn)│÷Ė▀Š½Č╚╗»ĪóĖ▀╦┘Č╚╗»ĪóĖ▀╚ßąį╗»ĪóĖ▀ūįäė(d©░ng)╗»ĪóĖ▀┐╔┐┐ąįĄ╚╠ž³c(di©Żn)ĪŻ╚½ūįäė(d©░ng)╔·«a(ch©Żn)ŠĆ┐╔ęįĖ─╔Ųä┌äė(d©░ng)Śl╝■║═╔·«a(ch©Żn)░▓╚½Ż¼╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩Ż¼ĘĆ(w©¦n)Č©«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ż¼ĮĄĄ═╔·«a(ch©Żn)│╔▒ŠŻ¼Ų¾śI(y©©)╔·«a(ch©Żn)▀^(gu©░)│╠ųąūįäė(d©░ng)╗»│╠Č╚Ą─ę¬Ū¾įĮüĒ(l©ói)įĮĖ▀ĪŻį┌╬ęć°(gu©«)ūó╦▄ąąśI(y©©)┼Ņ▓¬░l(f©Ī)š╣Ą─┤¾Łh(hu©ón)Š│Ž┬Ż¼║▄ČÓŲ¾śI(y©©)╠ß│÷Ė─▀M(j©¼n)é„Įy(t©»ng)▓┘ū„╣żą“Ą─ąĶŪ¾Ż¼ė╔ė┌─┐Ū░╩╣ė├Ą─ą²▒█╩ĮĪóÜŌäė(d©░ng)╩Į║═å╬▌S╦┼Ę■ūó╦▄ÖC(j©®)ÖC(j©®)ąĄ╩ų▓╗─▄ØM(m©Żn)ūŃ─│ūó╦▄ÅS╝ęĄ─╠žČ©ūįäė(d©░ng)╦═┴Žę¬Ū¾Ż¼ę“┤╦įO(sh©©)ėŗ(j©¼)┴╦ę╗ĘNČÓ▌SĄ─┼P╩Įūó╦▄ÖC(j©®)╚½ūįäė(d©░ng)╦═┴ŽŽĄĮy(t©»ng)ĪŻ
1 ŽĄĮy(t©»ng)śŗ(g©░u)│╔┼c╣żū„įŁ└Ē
įō╚½ūįäė(d©░ng)╦═┴ŽŽĄĮy(t©»ng)īóŠĒ└@į┌┴Ž▒P(p©ón)╔ŽĄ─┴ŽÄ¦╝¶│╔å╬éĆ(g©©)ŪČŲ¼Ż¼═©▀^(gu©░)ÖC(j©®)ąĄ╩ųīóŪČŲ¼╦═╚ļ┼P╩Įūó╦▄ÖC(j©®)Ż¼▓óīóūó╦▄║├Ą─│╔ŲĘ╚Ī│÷ĪŻŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)░³└©: ī¦(d©Żo)┴Ž▓█Īó╝¶┴ŽÖC(j©®)śŗ(g©░u)Īó╦═┴ŽÖC(j©®)śŗ(g©░u)ĪŻįōŽĄĮy(t©»ng)▀\(y©┤n)äė(d©░ng)┐╔ęįį┌į┌┤╣ų▒Ą─ X ▌SĪóY ▌SĪóZ ▌S╚²éĆ(g©©)ĘĮŽ“ūįė╔▀\(y©┤n)äė(d©░ng)Ż¼ėą X1 ▌SĪóY1 ▌SĪóX2 ▌SĪóZ ▌SĪóY2 ▌S5 éĆ(g©©)╗¼┼_(t©ói)Ż¼▀Ćėą 1 éĆ(g©©)┐╔ęį 90°ą²▐D(zhu©Żn)Ą─╩ųū”ĪŻ╗¼┼_(t©ói)Š∙▓╔ė├╦┼Ę■ļŖÖC(j©®)“ī(q©▒)äė(d©░ng)ĮzŚUĄ─é„äė(d©░ng)ĘĮ╩ĮŻ¼├┐éĆ(g©©)╗¼┼_(t©ói)╔Žėą 3 éĆ(g©©)╬╗ų├é„ĖąŲ„( ╔ŽŽ▐é„ĖąŲ„Īó┴Ń³c(di©Żn)é„ĖąŲ„ęį╝░Ž┬Ž▐é„ĖąŲ„) ĪŻŽĄĮy(t©»ng)┐é¾wĮY(ji©”)śŗ(g©░u)╚ńłD 1 ╦∙╩ŠĪŻ
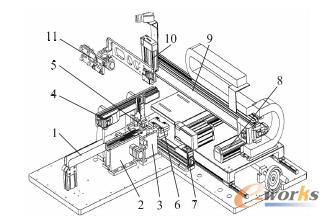
1Ż« ī¦(d©Żo)┴Ž▓█ę╗ 2Ż« ī¦(d©Żo)┴Ž▓█Č■ 3Ż« ╝¶┴ŽÖC(j©®)śŗ(g©░u) 4Ż« X1 ▌S╗¼┼_(t©ói)
5Ż« ╚Ī┴ŽÖC(j©®)śŗ(g©░u) 6Ż« Įė┴Ž▒P(p©ón) 7Ż« Y1 ▌S╗¼┼_(t©ói) 8Ż« X2 ▌S╗¼┼_(t©ói)
9Ż« Y2 ▌S╗¼┼_(t©ói) 10Ż« Z ▌S╗¼┼_(t©ói) 11Ż« ūź┴Ž╩ųū”
łD 1 ┼P╩Įūó╦▄ÖC(j©®)╚½ūįäė(d©░ng)╦═┴ŽŽĄĮy(t©»ng)┐é¾wĮY(ji©”)śŗ(g©░u)
┴ŽÄ¦╦═╚ļī¦(d©Żo)┴Ž▓█║¾Ż¼į┌ī¦(d©Żo)┴ŽļŖÖC(j©®)║═²X▌åīó┴ŽÄ¦╦═ĄĮ╝¶┴Ž▒P(p©ón)ųą╝¶┴Ž; ╝¶┴Ž═Ļ│╔║¾Ż¼╚Ī┴Ž▒P(p©ón)▀\(y©┤n)äė(d©░ng)ĄĮ╝¶┴Ž▒P(p©ón)╔ŽĘĮŻ¼į┌ÜŌĖūū„ė├Ž┬└¹ė├šµ┐šīó┴ŽŲ¼╬³ūĪ; ╚Ī┴Ž▒P(p©ón)į┌╦┼Ę■ļŖÖC(j©®)║═╔²ĮĄÜŌĖūū„ė├Ž┬īó┴ŽŲ¼Š½┤_Ę┼ų├į┌ŪČŲ¼Įė┴Ž▒P(p©ón)╔ŽŻ¼ŪČŲ¼Įė┴Ž▒P(p©ón)šµ┐š░l(f©Ī)╔·Ż¼īó┴ŽŲ¼╬³ūĪęį├ŌĄ¶┬õ; ┴ŽŲ¼Ę┼ų├║¾Ż¼Įė┴Ž▒P(p©ón)īó┴ŽŲ¼╦═ų┴įO(sh©©)Č©Ą─╣ż╬╗Ż¼┤╦Ģr(sh©¬)Ż¼ŪČŲ¼Įė┴Ž▒P(p©ón)╔ŽĄ─šµ┐šŲŲē─Ż¼ūź┴Ž╩ųū”╔ŽĄ─šµ┐š╬³▒P(p©ón)«a(ch©Żn)╔·šµ┐šŻ¼īó╦─Ų¼┴ŽŲ¼╬³ūĪŻ¼▓ó╦═ĄĮįO(sh©©)Č©Ą─╣ż╬╗Ż¼ūź┴Ž╩ųū”╔Žėą 8éĆ(g©©)šµ┐š╬³▒P(p©ón)Ż¼Ū░ 4 éĆ(g©©)╩Ū│╔ŲĘūź┴Ž╬³▒P(p©ón)Ż¼║¾ 4 éĆ(g©©)╩ŪŪČŲ¼ūź┴Ž╬³▒P(p©ón)Ż¼ĄĮ▀_(d©ó)╣ż╬╗║¾╦═┴Žšµ┐š╬³▒P(p©ón)ų¦╝▄ĘŁ▐D(zhu©Żn) 90°Ż¼Å─╦«ŲĮĀŅæB(t©żi)ĘŁ▐D(zhu©Żn)ĄĮžQų▒ĀŅæB(t©żi)ĪŻūź┴Ž╩ųū”╚ńłD 2 ╦∙╩ŠĪŻ
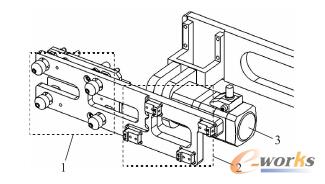
1Ż« │╔ŲĘūź┴Ž▒P(p©ón) 2Ż« ŪČŲ¼ūź┴Ž▒P(p©ón) 3Ż« ĘŁ▐D(zhu©Żn)ļŖÖC(j©®)
łD 2 ūź┴Ž╩ųū”
2 ļŖÜŌ┐žųŲŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)
š¹éĆ(g©©)ŽĄĮy(t©»ng)ė╔ 3 ┼_(t©ói) PLC( 6ES7 226-2AD23-0XB8) Īó8┼_(t©ói)╦┼Ę■ļŖÖC(j©®)╝░╦┼Ę■ļŖÖC(j©®)┐žųŲŲ„Īó2 ┼_(t©ói)▓Į▀M(j©¼n)ļŖÖC(j©®)ĪóļŖ┤┼ķy║═šµ┐šķyĄ╚įO(sh©©)éõĮM│╔ĪŻļŖÜŌ┐žųŲŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)╚ńłD3 ╦∙╩ŠĪŻ
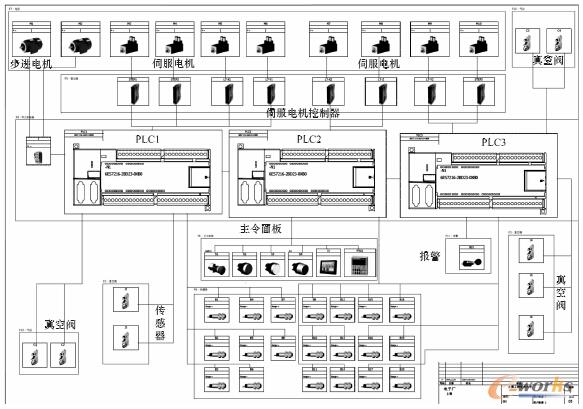
łD 3 ļŖÜŌ┐žųŲŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)łD
2.1 PLC Ą─Č╦┐┌Ęų┼õ
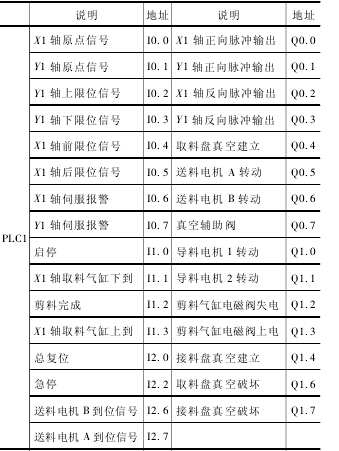
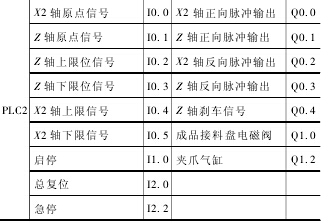
PLC ų«ķg═©▀^(gu©░) PPI ┐éŠĆĄ─ĘĮ╩Į▀M(j©¼n)ąą┬ō(li©ón)ŽĄŻ¼Ųõųą 1éĆ(g©©) PLC ┼cė|├■Ų┴▀BĮėŻ¼┴Ē═Ō 2 éĆ(g©©) PLC ā╚(n©©i)▓┐Ą─ą┼ŽóŽ╚┼cįō PLC Į╗ōQŻ¼į┘▀M(j©¼n)╚ļė|├■Ų┴ĪŻŽĄĮy(t©»ng)ų„ę¬▌ö╚ļą┼╠¢(h©żo)ėą:åó═Ż┐žųŲą┼╠¢(h©żo) 9 éĆ(g©©)Ż¼╬╗ų├Öz£y(c©©)ą┼╠¢(h©żo) 25 éĆ(g©©)Ż¼╣▓ 34 éĆ(g©©); ų„ę¬▌ö│÷ą┼╠¢(h©żo)ėą: ├}ø_▌ö│÷ą┼╠¢(h©żo) 12 éĆ(g©©)Ż¼ļŖ┤┼ķy┐žųŲą┼╠¢(h©żo)9 éĆ(g©©)Ż¼ļŖÖC(j©®)┐žųŲą┼╠¢(h©żo) 6 éĆ(g©©)Ż¼╣▓ 27 éĆ(g©©)ĪŻ▌ö╚ļ▌ö│÷ą┼╠¢(h©żo)Ą─Š▀¾wū„ė├║═ĄžųĘĘų┼õ╚ń▒Ē 1 ╦∙╩ŠĪŻ
▒Ē 1 PLC Ą─ų„ę¬ I/O Ęų┼õ▒Ē
2.2 PLC ┐žųŲ│╠ą“
1) ŽĄĮy(t©»ng)┐žųŲ┴„│╠
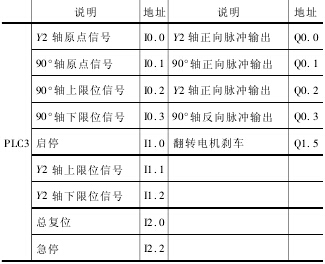
│§╩╝Ģr(sh©¬)Ż¼░┤Ž┬Å═(f©┤)╬╗░┤Ōo SB3Ż¼╩╣ÖC(j©®)ąĄ╩ų╬╗ė┌įŁ╬╗╣żū„³c(di©Żn)Ż¼╚╗║¾░┤Ž┬åóäė(d©░ng)░┤Ōo SB2Ż¼š¹éĆ(g©©)╦═┴ŽŽĄĮy(t©»ng)Ą─╣żū„▀^(gu©░)│╠╚ńŽ┬: ī¦(d©Żo)┴Ž▓█ī¦(d©Żo)┴ŽĪó╝¶┴Ž▒P(p©ón)ę╗┤╬╝¶Ūąā╔Ų¼ŪČŲ¼Īó╚Ī┴Ž▒P(p©ón)╬³╚Īā╔Ų¼ŪČŲ¼ĪóĮė┴Ž▒P(p©ón)╔ŽĘ┼ų├ā╔ŪČŲ¼Ż¼▓óŽ“Ū░ęŲäė(d©░ng)ę╗▓ĮĪóųžÅ═(f©┤)╝¶ŪąĪó╬³╚Īā╔ŪČŲ¼Ż¼▓óĘ┼ų├ė┌Įė┴Ž▒P(p©ón)╔ŽĪóĮė┴Ž▒P(p©ón)ę╗┤╬▀\(y©┤n)╦═╦─Ų¼ŪČŲ¼Īóūź┴Ž▒P(p©ón)╬³┴ŽĪóūź┴Ž▒P(p©ón)ĘŁ▐D(zhu©Żn) 90°Īó│╔ŲĘūź┴Ž▒P(p©ón)īóūó╦▄╣ż╬╗Ą─│╔ŲĘ╚Ī│÷ĪóŪČŲ¼ūź┴Ž▒P(p©ón)īóŪČŲ¼╦═ĄĮūó╦▄╣ż╬╗ĪóÖC(j©®)ąĄ╩ų═╦│÷ūó╦▄ÖC(j©®)Ż¼ūź┴Ž▒P(p©ón)ĘŁ▐D(zhu©Żn)ų┴╦«ŲĮĪóŖAū”╦╔ķ_(k©Īi)Ż¼│╔ŲĘ┬õ╚ļĮė┴Ž┐“ųąĪŻ╚Ī┴Ž▒P(p©ón)╬³┴ŽĢr(sh©¬)Ż¼×ķ┴╦▒▄├Ō┴ŽŲ¼ę“š±äė(d©░ng)Č°├ō┬õŻ¼X1 ▌S╚Ī┴ŽÜŌĖūŽ╚ąą╝¶┴ŽÜŌĖū║¾ąąĪŻ╚ń╣¹ø](m©”i)ėą═Żų╣ą┼╠¢(h©żo)Ż¼╦═┴ŽŽĄĮy(t©»ng)ÖC(j©®)ąĄ╩ų░┤ššęį╔Ž▀^(gu©░)│╠裣h(hu©ón)▓┘ū„ĪŻį┌╚╬║╬Ģr(sh©¬)║“░┤Ž┬═Żų╣░┤Ōo SB1Ż¼ÖC(j©®)ąĄ╩ųīó═Ļ│╔«ö(d©Īng)Ū░╣żū„ų▄Ų┌║¾═Żų╣╣żū„ĪŻ
░┤šš╔Ž╩÷┐žųŲę¬Ū¾Ż¼įō╦═┴ŽŽĄĮy(t©»ng)Ą─ PLC ┐žųŲ┴„│╠╚ńłD 4 ╦∙╩ŠĪŻ┼P╩Įūó╦▄ÖC(j©®)╚½ūįäė(d©░ng)╦═┴ŽŽĄĮy(t©»ng)Š▀ėąČÓ▌S▀\(y©┤n)äė(d©░ng)▀^(gu©░)│╠Ż¼░┤ššÖC(j©®)ąĄ╩ųäė(d©░ng)ū„Ą─Ž╚║¾Ēśą“▀M(j©¼n)ąą┐žųŲŻ¼ę“┤╦▓╔ė├Ēśą“┐žųŲįO(sh©©)ėŗ(j©¼)Ę©▀M(j©¼n)ąą│╠ą“ŠÄīæ(xi©¦)ĪŻ
łD 4 PLC ┐žųŲ┴„│╠łD
2) ╦┼Ę■ļŖÖC(j©®)┐žųŲ
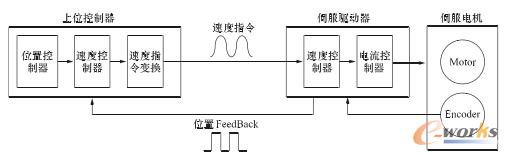
ļŖÖC(j©®)▓╔ė├ APM-SA01ACN ╦┼Ę■ļŖÖC(j©®)Ż¼┐žųŲŲ„ą═╠¢(h©żo)×ķ L7SA002AŻ¼┼c▓Į▀M(j©¼n)ļŖÖC(j©®)ŽÓ▒╚Ż¼Į╗┴„╦┼Ę■ļŖÖC(j©®)į┌┐žųŲŠ½Č╚Īó╣▓š±ęųųŲ╣”─▄Īó▀^(gu©░)▌d─▄┴”Īó┐žųŲąį─▄Ą╚ĘĮ├µČ╝ėąŲõ’@ų°Ą─ā×(y©Łu)³c(di©Żn)Ż¼Į╗┴„╦┼Ę■“ī(q©▒)äė(d©░ng)ŽĄĮy(t©»ng)×ķķ]Łh(hu©ón)┐žųŲŻ¼“ī(q©▒)äė(d©░ng)Ų„┐╔ų▒Įėī”(du©¼)ļŖÖC(j©®)ŠÄ┤aŲ„Ę┤üą┼╠¢(h©żo)▀M(j©¼n)ąą▓╔śėŻ¼ā╚(n©©i)▓┐śŗ(g©░u)│╔╬╗ų├Łh(hu©ón)║═╦┘Č╚Łh(hu©ón)Ż¼ę╗░Ń▓╗Ģ■(hu©¼)│÷¼F(xi©żn)▓Į▀M(j©¼n)ļŖÖC(j©®)Ą─üG▓Į╗“▀^(gu©░)ø_Ą─¼F(xi©żn)Ž¾Ż¼┐žųŲąį─▄Ė³×ķ┐╔┐┐ĪŻ
įō╦┼Ę■ŽĄĮy(t©»ng)Ė∙ō■(j©┤)┼c╔Ž╬╗┐žųŲŲ„Ą─ Interface ĘĮ╩Į▓╗═¼Ż¼┐╔ęį╩╣ė├ČÓśė╗»Ą─ĮY(ji©”)śŗ(g©░u): ╬╗ų├▀\(y©┤n)ąąŽĄĮy(t©»ng)Īó╦┘Č╚▀\(y©┤n)ąąŽĄĮy(t©»ng)ęį╝░┼żŠž▀\(y©┤n)ąąŽĄĮy(t©»ng)ĪŻį┌▀@└’╬ęéā▓╔ė├╦┘Č╚▀\(y©┤n)ąąŽĄĮy(t©»ng)─Ż╩ĮŻ¼─┐Ą─Š═╩Ūūī╦┼Ę■ļŖÖC(j©®)Ė∙ō■(j©┤)┐žųŲę¬Ū¾ūŅ┐ņ╦┘Ą─▀M(j©¼n)ąąäė(d©░ng)ū„Ēææ¬(y©®ng)Ż¼╦┘Č╚┐žųŲ╩Ūę╗éĆ(g©©)Ę┤ü┐žųŲŽĄĮy(t©»ng)Ż¼ĮM│╔╦┘Č╚┐žųŲ╗ž┬ĘŻ¼╝┤╦┘Č╚Łh(hu©ón)Ż¼įō┐žųŲ─Ż╩Įā×(y©Łu)³c(di©Żn)×ķ╦┼Ę■Ēææ¬(y©®ng)┐ņŪęęūė┌Š½┤_┐žųŲŻ¼Ųõ┐žųŲįŁ└Ē╚ńłD 5 ╦∙╩ŠĪŻ
łD5 ╦┘Č╚▀\(y©┤n)ąą─Ż╩ĮįŁ└ĒłD
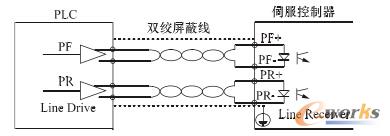
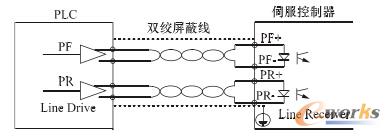
S7-200CPU PLC ╠ß╣® 2 éĆ(g©©)Ė▀╦┘├}ø_▌ö│÷³c(di©Żn)( Q0Ż« 0║═ Q0Ż« 1) Ż¼┐╔ęįĘųäe╣żū„į┌ PTO( ├}ø_┤«▌ö│÷) ║═ PWM( ├}īÆš{(di©żo)ųŲ) ĀŅæB(t©żi)Ž┬Ż¼ūŅ┤¾├}ø_▌ö│÷Ņl┬╩×ķ 20 kHzŻ¼┐╔ęįīŹ(sh©¬)¼F(xi©żn)╦┘Č╚Īó╬╗ų├║═ķ_(k©Īi)Łh(hu©ón)▀\(y©┤n)äė(d©░ng)┐žųŲĪŻĖ∙ō■(j©┤)┐žųŲę¬Ū¾Ż¼ŽĄĮy(t©»ng)▓╔ė├Ė▀╦┘├}ø_┤«▌ö│÷ PTO ╣”─▄Ż¼PTO ╣”─▄┐╔▌ö│÷ę╗Č©├}ø_éĆ(g©©)öĄ(sh©┤)║═š╝┐š▒╚×ķ 50%Ą─ĘĮ▓©ą┼╠¢(h©żo)ĪŻ
łD6 ×ķĖ▀╦┘├}ø_▌ö│÷ĘĮ╩ĮĄ─┐žųŲįŁ└ĒłDŻ¼┐žųŲ▀^(gu©░)│╠ųąŻ¼īó╦┼Ę■┐žųŲŲ„╣żū„Č©┴xį┌├}ø_ + ĘĮŽ“─Ż╩ĮŽ┬ĪŻPTO ▌ö│÷ĘĮ╩Į?j©®ng)]ėąīŻ(zhu©Īn)ķT(m©”n)Ą─╬╗ų├┐žųŲųĖ┴ŅŻ¼ų╗ėąę╗Śl├}ø_┤«▌ö│÷ųĖ┴ŅŻ¼Č°Ūęį┌├}ø_░l(f©Ī)╦═▀^(gu©░)│╠ųą▓╗─▄═Żų╣Ż¼ę▓▓╗─▄ą▐Ė─ģóöĄ(sh©┤)Ż¼×ķĮŌøQ╔Ž╩÷å¢(w©©n)Ņ}Ż¼įO(sh©©)ų├├}ø_ėŗ(j©¼)öĄ(sh©┤)ųĄĄ╚ė┌10 ╗“Ė³ąĪŻ¼▓ó╩╣├}ø_░l(f©Ī)╦═ųĖ┴Ņ PLS ╠Äė┌╝ż╗ŅĀŅæB(t©żi)Ż¼▀@śėŠ═┐╔ęįį┌╚╬ę╗├}ø_┤«░l(f©Ī)╦══Ļų«║¾ą▐Ė─├}ø_ų▄Ų┌ĪŻ
łD6 ╝»ļŖśO▌ö│÷( 24 V) ├}ø_▌ö╚ļ
3) Č©╬╗▀^(gu©░)│╠
Č©╬╗▀^(gu©░)│╠╩Ū═©▀^(gu©░) S7-200 Ą─ CPU ▌ö│÷├}ø_ą“┴ąüĒ(l©ói)īŹ(sh©¬)¼F(xi©żn)Ż¼╚ńłD 7 ╦∙╩ŠĪŻŠÄ│╠▀^(gu©░)│╠ųą╩╣ė├ĄĮÄņ(k©┤)ųąĄ─Č©╬╗─ŻēKŻ¼×ķ┴╦│õĘų└¹ė├Č©╬╗─ŻēKŻ¼▌S╔ŽąĶįO(sh©©)ų├ 3 éĆ(g©©)Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn): ģó┐╝³c(di©Żn)ķ_(k©Īi)ĻP(gu©Īn)( ┴Ń³c(di©Żn)) Ī󚲎“ėŗ(j©¼)öĄ(sh©┤)Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn)( ╔ŽŽ▐) ĪóĘ┤Ž“ėŗ(j©¼)öĄ(sh©┤)Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn)( Ž┬Ž▐) ĪŻÖC(j©®)ąĄ╩ų▓┘ū„▀^(gu©░)│╠ąĶę¬║Ō┴┐Ųõ┴Ńģó┐╝³c(di©Żn)╬╗ų├Ż¼ŠÄ│╠ųąæ¬(y©®ng)ė├ĄĮČ©╬╗─ŻēKÄņ(k©┤)ųąĄ─ Q0_x_HomeŻ¼įō─ŻēK╩Ūį┌ŅA(y©┤)įO(sh©©)ĘĮŽ“åóäė(d©░ng)īżšęģó┐╝³c(di©Żn)ĪŻ▌d╬’¾wčžų°▌SęŲäė(d©░ng)Ż¼ų▒ĄĮĄĮ▀_(d©ó)Ž▐╬╗ķ_(k©Īi)ĻP(gu©Īn)( ╔ŽŽ▐╗“Ž┬Ž▐) Ģr(sh©¬)Ż¼▌S£p╦┘▀\(y©┤n)äė(d©░ng)▓óķ_(k©Īi)╩╝Å─ŽÓĘ┤ĘĮŽ“?q©▒)żšęģó┐╝³c(di©Żn)ĪŻģó┐╝³c(di©Żn)īżšę═Ļ«ģ║¾Ż¼CPU Ž“╦┼Ę■“ī(q©▒)äė(d©░ng)Ų„░l(f©Ī)╦═ę╗éĆ(g©©)├}ø_ą“┴ą( äė(d©░ng)┴”▌ö│÷) ║═Č©Ž“ą┼Žó( ļŖÖC(j©®)ą²▐D(zhu©Żn)ĘĮŽ“) ĪŻ
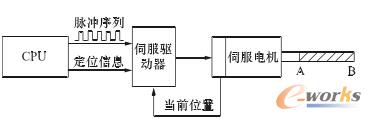
łD7 Č©╬╗▀^(gu©░)│╠╩ŠęŌłD
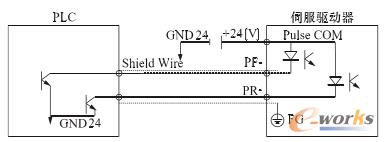
╦┼Ę■“ī(q©▒)äė(d©░ng)Ų„īóą┼╠¢(h©żo)▐D(zhu©Żn)ōQ│╔ŽÓæ¬(y©®ng)Č©ūėųą╚ĪøQė┌Ņl┬╩( ┼c╦┘Č╚│╔š²▒╚) Ą─╚²ŽÓļŖē║Ż¼▓ó╠ß╣®Įo╦┼Ę■ļŖÖC(j©®)Ż¼╦┼Ę■ļŖÖC(j©®)═©▀^(gu©░)ŠÄ┤aŲ„īó╦┘Č╚┐žųŲĄ─īŹ(sh©¬)ļHųĄĘĄ╗žĮo╦┼Ę■“ī(q©▒)äė(d©░ng)Ų„ĪŻŠÄ┤aŲ„ą┼╠¢(h©żo)ęį┐žųŲļŖį┤Ą─ GND ×ķ╗∙ĄA(ch©│)▌ö│÷Ż¼īóPLC Ą─ GND Č╦ūė┼c CN1 Ą─ GND Č╦ūėŽÓ▀BĮėŻ¼īó CN2╦∙Įė╩šĄ─╦┼Ę■ļŖÖC(j©®)Ą─ŠÄ┤aŲ„ą┼╠¢(h©żo)Ż¼Ė∙ō■(j©┤)╦∙įO(sh©©)ų├Ą─ĘųŅlŲ„▀M(j©¼n)ąąĘųŅlŻ¼ęįŠĆ“ī(q©▒)äė(d©░ng)ĘĮ╩Į▀M(j©¼n)ąą▌ö│÷ĪŻŠÄ┤aŲ„▌ö│÷ą┼╠¢(h©żo)įŁ└Ē╚ńłD 8 ╦∙╩ŠĪŻ
łD 8 ŠÄ┤aŲ„▌ö│÷ą┼╠¢(h©żo)┐žųŲįŁ└Ē
3 ÜŌäė(d©░ng)ŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)
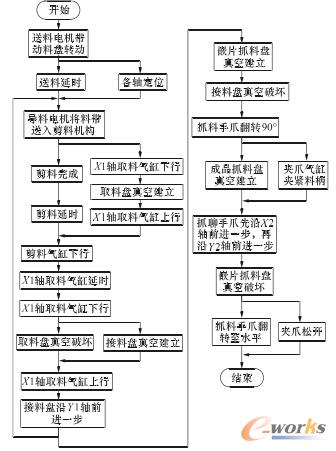
┼P╩Įūó╦▄ÖC(j©®)╚½ūįäė(d©░ng)╦═┴ŽÖC(j©®)ąĄ╩ųĄ─ÜŌäė(d©░ng)ŽĄĮy(t©»ng)╚ńłD 9╦∙╩ŠŻ¼ÜŌäė(d©░ng)ŽĄĮy(t©»ng)░³└© 4 éĆ(g©©)ÜŌĖūęį╝░ČÓéĆ(g©©)ļŖ┤┼ķyŻ¼ŲõųąÜŌĖūū„ė├╚ńŽ┬: “ī(q©▒)äė(d©░ng)╝¶┴ŽĄČŠ▀╔ŽŽ┬ąą▀\(y©┤n)äė(d©░ng)Ż¼“ī(q©▒)äė(d©░ng) X1 ▌S╔Ž╚Ī┴Ž▒P(p©ón)╔ŽŽ┬▀\(y©┤n)äė(d©░ng)Ż¼“ī(q©▒)äė(d©░ng)ūź┴Ž▒P(p©ón)ŖAū”Ą─Ę┼╦╔╗“ŖAŠoŻ¼“ī(q©▒)äė(d©░ng)│╔ŲĘūź┴Ž▒P(p©ón)▀\(y©┤n)äė(d©░ng)ĪŻ╝¶┴ŽÜŌĖūĪóX1 ▌S╚Ī┴ŽÜŌĖū║═│╔ŲĘūź┴Ž▒P(p©ón)ÜŌĖū▓╔ė├ļpū„ė├ÜŌĖūŻ¼ŖAū”▓╔ė├å╬ū„ė├ÜŌĖūŻ¼Š∙▓╔ė├─│╣½╦ŠĄ─Č■╬╗╬Õ═©├}ø_╩ĮļŖ┤┼ōQŽ“ķyū„×ķų„┐žį¬╝■ĪŻ×ķ┴╦╩╣ÜŌĖū▀\(y©┤n)ąą╦┘Č╚▒╚▌^ŲĮĘĆ(w©¦n)Ż¼╠ßĖ▀ÖC(j©®)ąĄ╩ųĄ─ĘĆ(w©¦n)Č©ąį╝░╣żū„ą¦┬╩Ż¼į┌├┐ę╗éĆ(g©©)¬Ü(d©▓)┴óĄ─ÜŌäė(d©░ng)╗ž┬ĘČ╝┼õėąå╬Ž“╣Ø(ji©”)┴„ķyĪŻįō╚½ūįäė(d©░ng)╦═┴ŽŽĄĮy(t©»ng)╦∙ÜŌäė(d©░ng)╗ž┬ĘĄ─▀\(y©┤n)äė(d©░ng)╝░Ž╚║¾Ēśą“Č╝ė╔ PLC üĒ(l©ói)▀M(j©¼n)ąą┐žųŲĪŻ
ŽĄĮy(t©»ng)┼õéõ┴╦ 4 ┬Ęšµ┐š░l(f©Ī)╔·Ų„Ż¼šµ┐š░l(f©Ī)╔·Ų„╩Ūė├ē║┐s┐šÜŌ«a(ch©Żn)╔·šµ┐šČ╚×ķ 86. 7 kPa Ą─žō(f©┤)ē║üĒ(l©ói)╬³╚ĪŪČŲ¼╗“│╔ŲĘ; ┼õéõ┴╦ 8 éĆ(g©©)ļŖ┤┼ķyŻ¼Ųõųą 3 éĆ(g©©)ļpļŖ┐žū„ė├ļŖ┤┼ķyüĒ(l©ói)┐žųŲļpū„ė├ÜŌĖūŻ¼5 éĆ(g©©)å╬ļŖ┐žļŖ┤┼ķyüĒ(l©ói)┐žųŲ╬³▒P(p©ón)║═å╬ū„ė├ÜŌĖūĪŻ
4 ╚╦ÖC(j©®)Įń├µįO(sh©©)ėŗ(j©¼)
ŽĄĮy(t©»ng)Ą─╚╦ÖC(j©®)Įń├µ▓╔ė├ WECON LEVI777A-V ą═╠¢(h©żo)Ą─ļŖūĶ╩Įė|├■Ų┴Ż¼ų¦│ų ŻęS232/ŻęS485/ŻęS422Ż¼įōė|├■Ų┴Š▀ėą 2 éĆ(g©©)┤«┐┌Ż¼ų¦│ų MPI ģf(xi©”)ūhĪŻė|├■Ų┴įO(sh©©)ėŗ(j©¼)░³└©Įń├µįO(sh©©)ėŗ(j©¼)║═įO(sh©©)Č©ūā┴┐Ż¼▓óīóūā┴┐┼c PLC ▀BĮėĪŻĮń├µįO(sh©©)ėŗ(j©¼)░³║¼▌ö╚ļ/▌ö│÷ģ^(q©▒)ė“ĮMæB(t©żi)ĪóųĖ╩Š¤¶ĮMæB(t©żi)Īó╣”─▄µIĮMæB(t©żi)║═╬─▒Š’@╩Š; įO(sh©©)Č©ūā┴┐╩Ūīóė|├■Ų┴Ą─ĮMæB(t©żi)╣”─▄┼c PLC ī”(du©¼)æ¬(y©®ng)Ą─ I/O ĄžųĘ╝░┤µā”(ch©│)å╬į¬ų«ķgŽÓ▀BĮėŻ¼īŹ(sh©¬)¼F(xi©żn)╩ųäė(d©░ng)▓┘ū„▀^(gu©░)│╠ųąīó╩ųäė(d©░ng)įO(sh©©)Č©Ą─ģóöĄ(sh©┤)▌ö╚ļĄĮ PLC ųąŻ¼ęį╝░īó PLCĄ─«ö(d©Īng)Ū░ųĄ▌ö╚ļĄĮė|├■Ų┴▓ó’@╩Šį┌Įń├µųąŻ¼▒Ńė┌ė^▓ņÖC(j©®)ąĄ╩ųĄ─▀\(y©┤n)äė(d©░ng)ĀŅæB(t©żi)ĪŻ▄ø╝■┐žųŲŽĄĮy(t©»ng)Įń├µ╚ńłD 10 ╦∙╩ŠĪŻ
1Ż« ÜŌ╣▐ 2Ż« ▀^(gu©░)×Vš{(di©żo)ē║ķy 3Ż« ļpļŖ┐žū„ė├Ą─ļŖ┤┼ķy 4Ż« å╬ļŖ┐žū„ė├Ą─ļŖ┤┼ķy 5Ż« å╬Ž“╣Ø(ji©”)┴„ķy 6Ż« X1 ▌S╚Ī┴ŽÜŌĖū 7Ż« ╝¶┴ŽÜŌĖū
8Ż« ŖAū”ŖAŠoÜŌĖū 9Ż« │╔ŲĘūź┴Ž▒P(p©ón)ÜŌĖū 10Ż« šµ┐š░l(f©Ī)╔·Ų„ 11Ż« ╚Ī┴Ž▒P(p©ón)╬³▒P(p©ón) 12Ż« Įė┴Ž▒P(p©ón)╬³▒P(p©ón) 13Ż« ŪČŲ¼ūź┴Ž▒P(p©ón)╬³▒P(p©ón) 14Ż« │╔ŲĘūź┴Ž▒P(p©ón)╬³▒P(p©ón)
łD 9 ÜŌäė(d©░ng)╗ž┬Ę

łD 10 X1 ▌Sš{(di©żo)įć┼_(t©ói)Įń├µ
5 ĮY(ji©”)šō
┼P╩Įūó╦▄ÖC(j©®)╚½ūįäė(d©░ng)╦═┴ŽŽĄĮy(t©»ng)╩Ūę╗éĆ(g©©)Å═(f©┤)ļsĄ─┐žųŲŽĄĮy(t©»ng)Ż¼ų„ę¬¾w¼F(xi©żn)į┌╦³┐žųŲ 6 éĆ(g©©)å╬▌S▀\(y©┤n)äė(d©░ng)üĒ(l©ói)═Ļ│╔ę╗éĆ(g©©)ąĶę¬6 éĆ(g©©)ūįė╔Č╚ÖC(j©®)ąĄ╩ų▓┼─▄═Ļ│╔Ą─ę╗ŽĄ┴ąī¦(d©Żo)┴ŽĪó╝¶┴Žęį╝░╦═┴Žäė(d©░ng)ū„ĪŻįO(sh©©)ėŗ(j©¼)Ą─ŽĄĮy(t©»ng)▓╔ė├ PLC ┐žųŲŻ¼īŹ(sh©¬)¼F(xi©żn)┴╦╚½ūįäė(d©░ng)╗»╦═┴ŽŻ¼┐╔ęįÅVĘ║æ¬(y©®ng)ė├ė┌ūó╦▄╦═┴Ž╚Ī┴ŽĪŻĮø(j©®ng)įć“×(y©żn)š{(di©żo)įćŻ¼įōŽĄĮy(t©»ng)Ą─┐žųŲŠ½Č╚▀_(d©ó)ĄĮ 0. 002 mmŻ¼┐╔ØM(m©Żn)ūŃūó╦▄ÖC(j©®)ąĄ╩ųĄ─īŹ(sh©¬)ļHæ¬(y©®ng)ė├ąĶŪ¾ĪŻĖ∙ō■(j©┤)ūó╦▄ÖC(j©®)Ą─ūó╦▄裣h(hu©ón)▀^(gu©░)│╠║═ŽÓæ¬(y©®ng)Ą─┐žųŲę¬Ū¾Ż¼įO(sh©©)ėŗ(j©¼)┴╦ęį PLC ×ķ║╦ą─Ą─┐žųŲŽĄĮy(t©»ng)Ż¼═©▀^(gu©░)įć“×(y©żn)ūC├„Ż¼įō┐žųŲŽĄĮy(t©»ng)Š▀ėą┐ņ╦┘ĪóĖ▀ą¦ĪóĖ▀┐╔┐┐ąįĪó┐╣Ė╔ö_─▄┴”ÅŖ(qi©óng)Ą╚╠ž³c(di©Żn)Ż¼īŹ(sh©¬)¼F(xi©żn)┴╦ūó╦▄ÖC(j©®)ūó╦▄╚½▀^(gu©░)│╠Ą─ūįäė(d©░ng)┐žųŲĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ć(l©żi)ŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.hanmeixuan.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╗∙ė┌ PLC Ą─┼P╩Įūó╦▄ÖC(j©®)╚½ūįäė(d©░ng)╦═┴ŽŽĄĮy(t©»ng)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.hanmeixuan.com/html/support/11121516686.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I(m©Żi)")
æ(zh©żn)┬į║Žū„")















