



0 ę²čį
ĪĪĪĪ╗Ņ╚¹Ņ^╩Ū┤¾ą═┤¼ė├▓±ė═ÖCĻPµI┴Ń▓┐╝■ų«ę╗Ż¼Š▀ėąŠ½Č╚ę¬Ū¾Ė▀Ż¼ą╬ĀŅÅ═ļsŻ¼┐╔┐┐ąįę¬Ū¾Ė▀Ą─╠ž³cŻ¼▓╔ė├Ųš═©Ą─╝ė╣ż╝╝ąg╔·«a╗Ņ╚¹Ņ^Ż¼═©│ŻļyęįØMūŃŠ½Č╚║═ą╬ĀŅĄ─ę¬Ū¾Ż¼Č°öĄ┐ž╝ė╣ż╝╝ąg─▄▌^║├Ąž▀_ĄĮ╗Ņ╚¹Ņ^╝ė╣żĄ─ę¬Ū¾ĪŻ
1 ▓╔ė├öĄ┐ž╝ė╣ż╝╝ągųŲįņ╗Ņ╚¹Ņ^Ą─▒žę¬ąį
ĪĪĪĪŻ©1Ż®╗Ņ╚¹Ņ^Ą─ĮYśŗÅ═ļsŻ¼╦³Ą─Ēö▓┐╚╝¤²╩ę║═ā╚Īó═Ō└õģsŪ╗Ū·├µ╩ŪėąČÓéĆ╗ž▐DŪ·├µĮM│╔ĪŻ╗Ņ╚¹Ņ^Ēö▓┐╚╝¤²╩ęĄ─▒Ē├µ┤ų▓┌Č╚ę¬Ū¾į┌RaųĄ1.6 μmęįŽ┬Ż¼═¼Ģrā╚Īó═Ō└õģsŪ╗Ū·├µĄ─▒Ē├µ┤ų▓┌Č╚ę▓ėą▌^Ė▀ę¬Ū¾Ż¼│ŻęÄ╝ė╣żĘĮ╩Į╩Ūį┌Ųš═©▄ć┤▓╔Ž└¹ė├┐┐─Ż▀MąąĘ┬ą╬╝ė╣żŻ¼┐┐─Ż╩Ūė╔╣ż╚╦Ė∙ō■łD╝łõS─źČ°│╔Ż¼╝ė╣ż║¾Ą─┤ų▓┌Č╚║▄ļy▀_ĄĮę¬Ū¾ĪŻ
įŁę“╩ŪŻ║
ĪĪĪĪ1Ż®Ųš═©▄ć┤▓Ą─╝ė╣żŠ½Č╚▓╗Ė▀Ż¼ę╗░Ń×ķRaųĄ≥3.2 μmŻ╗
ĪĪĪĪ2Ż®╝ė╣ż┐┐─ŻĄ─╝╝ąg┬õ║¾Ż¼įņ│╔┐┐─Ż▒Š╔Ē┤µį┌ų°│▀┤ńš`▓ŅŻ╗
ĪĪĪĪ3Ż®├┐éĆ╣ż╚╦į┌▓┘ū„Įø“×ĘĮ├µČ╝┤µį┌ų°▓Ņ«ÉĪŻę╗░Ń╗Ņ╚¹Ņ^╝ė╣ż║¾ąĶę¬╚╦╣ż┤“─ź╠Ä└ĒŻ¼╝ė╣żą¦┬╩Ą═Ż¼┘|┴┐▓╗ĘĆČ©Ż¼═Ōė^▓╗├└ė^ĪŻ▓╔ė├öĄ┐ž╝ė╣ż╝╝ąg║¾Ż¼ĮŌøQ┴╦é„ĮyĄ─ė├┐┐─ŻĘ┬ą╬╝ė╣ż┘|┴┐▓ŅĪóą¦┬╩Ą═Īó╣żū„┴┐┤¾Ą─ļyŅ}Ż¼×ķ╣½╦Š╣Ø╝s┴╦│╔▒ŠĪŻ
ĪĪĪĪŻ©2Ż®╗Ņ╚¹Ņ^╔Ž░ļ▓┐Ą─═ŌłA╩Ūė╔Š▀ėąą▒Č╚Ą─ÕF├µĮM│╔ĪŻ▓╔ė├Ųš═©▄ć┤▓╝ė╣żĢrŻ¼ąĶę¬▓┘ū„╚╦åTČÓ┤╬Š½┤_Ąžš{š¹ĄČ╝░ĄČ╝▄Ą─ĮŪČ╚Ż¼╝ė╣żŲüĒĘŪ│ŻĘ▒¼ŹŻ¼Ūę▓╗ęū▒ŻūC╝ė╣ż║¾Ą─ÕF├µĮŪČ╚Ą─Įyę╗ąįĪŻ▓╔ė├öĄ┐ž╝ė╣ż╝╝ągŻ¼└¹ė├öĄ┐žÖC┤▓Ą─╝ė╣ż╠žąįŻ¼ų╗ę¬▓┘ū„╚╦åT░┤ššŠÄīæĄ─öĄ┐ž│╠ą“▌ö╚ļĄĮ▓┘ū„├µ░ÕųąŻ¼öĄ┐žÖC┤▓▒Ń─▄ē“Ė∙ō■ųĖ┴ŅĄ─ā╚╚▌üĒ▀Mąą╝ė╣żŻ¼Č°Ūę╝ė╣żŠ½Č╚║═╝ė╣żą¦┬╩Č╝ĘŪ│ŻĖ▀Ż¼▒ŻūC┴╦«aŲĘ┘|┴┐Ą─ĘĆČ©ĪŻ
ĪĪĪĪŻ©3Ż® ╗Ņ╚¹Ņ^Ą─ų„┬▌┐ū║═╚╣▓┐┬▌┐ūŻ¼öĄ┴┐ČÓŻ¼╝ė╣żŠ½Č╚ę¬Ū¾Ė▀ĪŻ▓╔ė├Ųš═©Ń@┤▓ĢrŻ¼═©│Ż╩ŪŽ╚īóŃ@┐ū─Ż░Õū÷║├Ż¼▓┘ū„╣ż╚╦Ń@┐ūĢrīóŃ@┐ū─Ż░Õ╣╠Č©į┌╗Ņ╚¹Ņ^Ąū├µŻ¼šę│÷Č©╬╗┐ūŻ¼╚╗║¾Ė∙ō■─Ż░ÕŻ¼Č©│÷╦∙ėą┐ū╬╗Ż¼┐ūŃ@║├║¾į┘╣źč└ĪŻ▀@śėĄ─▓╗ūŃų«╠Ä╩ŪŻ║
ĪĪĪĪ1Ż®Ń@┐ū─Ż░ÕųŲū„Ę▒¼ŹŻ¼įņ│╔▓─┴Ž║═╚╦╣żĄ─└╦┘MŻ╗
ĪĪĪĪ2Ż®Ń@┐ū─Ż░Õ▒Š╔Ē╚▌ęū«a╔·└█ėŗš`▓ŅŻ¼╣ż╚╦▓┘ū„ĢrŻ¼Č©╬╗┐ūšęĄ─▓╗š²╗“╔į╬ó╩¦š`Š═Ń@╔Ņ┴╦Ż¼Č╝Ģ■įņ│╔▓╗║ŽĖ±ŲĘŻ╗
ĪĪĪĪ3Ż®╗Ņ╚¹Ņ^ÖCą═ūā╗»ŅlĘ▒Ż¼├┐ę╗ÖCą═Č╝ę¬ī”æ¬ę╗┐ŅŃ@┐ū─Ż░ÕŻ¼×ķ╣½╦Šįņ│╔Š▐┤¾└╦┘MĪŻ▓╔ė├öĄ┐ž╝ė╣ż╝╝ąg║¾Ż¼═Ļ╚½ĮŌøQ┴╦ęį╔Žå¢Ņ}Ż¼▓óŪę╗Ņ╚¹Ņ^Ą─ų„┬▌┐ū║═╚╣▓┐┬▌┐ū┤¾ČÓ╩ŪčžłAų▄Š∙ä“Ęų▓╝Ą─Ż¼└¹ė├║Ļ│╠ą“üĒ╝ė╣żŻ¼īó┤¾┤¾╠ßĖ▀╣żū„ą¦┬╩║═╝ė╣ż┘|┴┐ĪŻ
ĪĪĪĪ┐éų«Ż¼į┌ęį╔Ž▀@ą®ĘĮ├µųąŻ¼▓╔ė├öĄ┐ž╝╝ąg║¾Ż¼öĄ┐žÖC┤▓Š▀ėąĄ─Ū·├µ▀B└m╝ė╣żĪóųžÅ═Č©╬╗Īó╝ė╣żŠ½Č╚Ė▀║═╝ė╣ż┘|┴┐ĘĆČ©Ą─ā׳cīóĄ├ĄĮ│õĘų░lō]Ż¼═¼Ģr▓╔ė├öĄ┐ž╝ė╣ż╝╝ąg║¾Ż¼┬Ü╣żöĄ┴┐ļm╚╗£p╔┘┴╦Ż¼Ą½╩Ū╔·«aą¦┬╩║═╔·«a┘|┴┐Š∙½@Ą├┴╦’@ų°╠ß╔²Ż¼╔·«a│╔▒Šę▓Ą├ĄĮ┴╦ėąą¦┐žųŲĪŻ
2 öĄ┐ž╝ė╣ż╝╝ągį┌╗Ņ╚¹Ņ^ųŲįņųąĄ─īŹ└²æ¬ė├
ĪĪĪĪļSų°┤¼▓░ąąśIĄ─▓╗öÓ░lš╣Ż¼╣½╦ŠĄ─śIäšę▓╚šØuöU┤¾Ż¼ų┴Į±Ż¼╣½╦ŠŽ╚║¾┘Å┘I┴╦öĄ┐ž▄ć┤▓3┼_Ż©ą═╠¢CKJ61100ĪóCAK6763ĪóCA5116Ż®ĪóöĄ┐žŃ@┤▓1┼_Ż©ą═╠¢ZK5150AŻ®Ż¼┐╝æ]ĄĮ╝ė╣żĄ─ĮøØ·ąį║═╔·«aą¦┬╩Ż¼ų„ę¬ī”╗Ņ╚¹Ņ^Ą─Ēö▓┐╚╝¤²╩ęĪóā╚Īó═Ō└õģsŪ╗╩ęĪóų„┬▌┐ū║═╚╣▓┐┬▌┐ūĄ─Ń@┐ū╝ė╣ż╣ż╦ć▓╔ė├┴╦öĄ┐ž╝ė╣ż╝╝ągĪŻė╔ė┌Ų¬Ę∙ėąŽ▐Ż¼▒Š╬─ų„ę¬ųv╩÷Š▀ėą┤·▒ĒąįĄ─S60ME-C╗Ņ╚¹Ņ^Ą─Ēö▓┐╚╝¤²╩ę║═ų„┬▌┐ū Ż©ā╚┐ūŻ®Ą─öĄ┐žŠ½╝ė╣ż▀^│╠ĪŻ
ĪĪĪĪ2.1 ╩╣ė├öĄ┐ž┼P▄ćŠ½▄ć╗Ņ╚¹Ņ^Ą─Ēö▓┐╚╝¤²╩ę
ĪĪĪĪ2.1.1┴Ń╝■Ė┼ør
ĪĪĪĪ┤¼ė├▓±ė═ÖC┴Ń▓┐╝■╗Ņ╚¹Ņ^S60ME-CŻ¼▓─┴Ž×ķS17MoSŻ¼¤ß╠Ä└Ēė▓Č╚×ķHB219Ī½220Ż¼╗Ņ╚¹Ņ^Ēö▓┐╚╝¤²╩ęŻ¼Š½▄ć╣żą“łD╚ńłD1╦∙╩ŠĪŻ
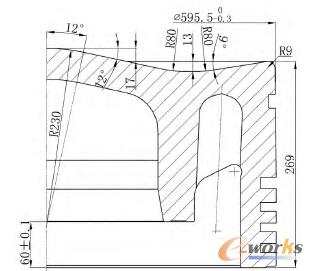
łD1 ╗Ņ╚¹Ņ^Ēö▓┐╚╝¤²╩ęŠ½▄ć╣żą“łD
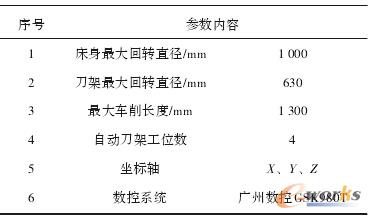
ĪĪĪĪ2.1.2öĄ┐ž▄ć┤▓Ą─▀xė├▀xė├░▓Ļ¢ÖC┤▓ÅS╔·«aĄ─öĄ┐ž┼P▄ćŻ¼ą═╠¢×ķCKJ61100Ż¼ÖC┤▓ų„ę¬ģóöĄęŖ▒Ē1ĪŻ
▒Ē1 ÖC┤▓ų„ę¬ģóöĄ
ĪĪĪĪ2.1.3Ęų╬÷Ēö▓┐╚╝¤²╩ęĮYśŗŻ¼ŠÄųŲöĄ┐ž╝ė╣ż│╠ą“×ķ┴╦▒Ńė┌ī”ĄČŻ¼R9łA╗ĪŽ╚▓╗╝ė╣żŻ¼▒Ż┴¶ę╗éĆŲĮ┼_ĪŻė╔ė┌╩ŪŠ½▄ćŻ¼╝ė╣żėÓ┴┐╔┘Ż©╝s×ķ0.5 mmŻ®Ż¼├┐ ┤╬ ▀M Įo ┴┐ ╩Ū0.25 mmŻ¼ ╩╣ ė├ ę╗ ░č łA ╗Ī ╝Ō ĄČŻ©R0.5Ż®čŁŁh╝ė╣żā╔┤╬Š══Ļ│╔┴╦ĪŻ▀xė├Į^ī”ū°ś╦ŽĄŠÄ│╠Ż¼╚Ī╗Ņ╚¹Ņ^Ēö▓┐ųąą─³c×ķ╣ż╝■įŁ³cŻ¼╝┤X=0Ż¼Y=0Ż¼Z=0ĪŻöĄ┐ž╝ė╣ż│╠ą“╚ńŽ┬Ż║
ĪĪĪĪN10 G92 X600 Z100
ĪĪĪĪN15 G90G95
ĪĪĪĪN20 G97 S200 T0101
ĪĪĪĪN25 M03 M08
ĪĪĪĪN35 G00 X598 Z2
ĪĪĪĪN40 G00 Z-17
ĪĪĪĪN45 G01 X576.08 F60
ĪĪĪĪN50 G03 X399.34 Z-30 R80
ĪĪĪĪN55 G01 X347.44
ĪĪĪĪN60 G03 X314.18 Z-28.25 R80
ĪĪĪĪN65 G01 X95.64 Z-5.03
ĪĪĪĪN70 G02 X0 Z0 R230
ĪĪĪĪN80 M09 M30
ĪĪĪĪ2.1.4 öĄ┐ž╝ė╣ż▀^│╠
ĪĪĪĪ▓┘ū„╣ż╚╦īóŠÄųŲ║├Ą─öĄ┐ž│╠ą“▌ö╚ļ▄ć┤▓Ą─┐žųŲ├µ░ÕŻ¼└¹ė├┐š▀\▐D╗“─ŻöMÖz“×│╠ą“Ą─š²┤_ąįĪŻ╚╗║¾īó╣ż╝■ŖAŠoŻ¼ąŻš²Ż¼ī”ĄČŻ¼Š═┐╔ęįīŹ╩®╝ė╣ż┴╦ĪŻė╔ė┌╗Ņ╚¹Ņ^Ēö▓┐╚╝¤²╩ęą╬ĀŅŠ½Č╚ę¬Ū¾Ė▀Ż¼ę¬Ū¾╣ż╚╦į┌╝ė╣ż▀^│╠ųąę¬ņ`╗Ņ▀\ė├ĄČ╝Ō░ļÅĮčaāöŻ©G41 G42Ż®ųĖ┴ŅĪŻ
ĪĪĪĪ2.1.5 «aŲĘöĄ┐ž╝ė╣ż║¾Ą─Öz“׹¦╣¹
ĪĪĪĪ▓╔ė├öĄ┐žÖC┤▓╝ė╣ż═Ļ│╔Ą─╗Ņ╚¹Ņ^Ż¼Š½Č╚┐╔ęį▀_ĄĮRa1.6Ż¼ė├ś╦£╩śė░ÕÖz“ׯ¼│▀┤ń═Ļ╚½┐žųŲį┌±0.02 mmĘČć·Ż¼▓óŪę╚½▓┐ę╗ų┬Ż¼Ū·ŠĆą╬ĀŅĘŪ│Ż╬Ū║ŽŻ¼▒Ē├µ┤ų▓┌Č╚═Ļ╚½Ę¹║ŽłD╝łę¬Ū¾Ra1.6ĪŻ└¹ė├öĄ┐žÖC┤▓Ą─╝ė╣ż╠žąįŻ¼ų╗ę¬╝ė╣ż╚╦åT░┤ššŅAČ©Ą─ųĖ┴ŅüĒ▌ö╚ļĖ„ĘNģóöĄŻ¼öĄ┐žÖC┤▓▒Ń─▄ē“Ė∙ō■ųĖ┴ŅĄ─ā╚╚▌üĒ▀Mąą╝ė╣żŻ¼Č°Ūę╝ė╣żŠ½Č╚║═╝ė╣żą¦┬╩Č╝ĘŪ│ŻĖ▀Ż¼▒ŻūC┴╦«aŲĘ┘|┴┐Ą─ĘĆČ©ĪŻ
ĪĪĪĪ2.2 ╩╣ė├öĄ┐žŃ@┤▓╝ė╣żų„┬▌┐ū
ĪĪĪĪ2.2.1┴Ń╝■Ė┼ør
ĪĪĪĪ╗Ņ╚¹Ņ^Ąū▓┐ų„┬▌╦©┐ū╣żą“łD╚ńłD2╦∙╩ŠĪŻ
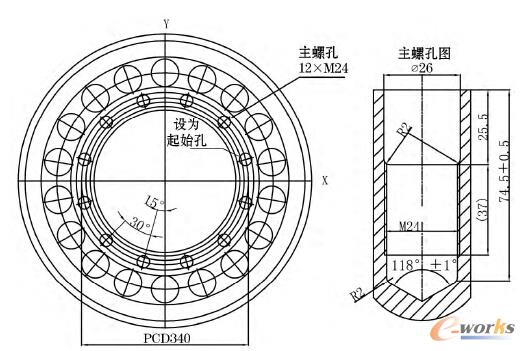
łD2 ╗Ņ╚¹ĻPĄū▓┐ų„┬▌┐ūŃ@┐ū╣żą“łD
ĪĪĪĪ2.2.2 öĄ┐žŃ@┤▓Ą─▀xė├
ĪĪĪĪ▀xė├╣┴ųš²┴ŌĄ┌Č■ÖC┤▓ėąŽ▐╣½╦Š╔·«aĄ─öĄ┐ž┴ó╩ĮŃ@┤▓Ż¼ą═╠¢×ķZK5150AŻ¼ūŅ┤¾Ń@┐ūų▒ÅĮ×ķ50 mmŻ¼öĄ┐žŽĄĮy╩ŪÅVų▌öĄ┐žGSK983MĪŻ
ĪĪĪĪ2.2.3Ęų╬÷ų„┬▌┐ūĘų▓╝╠žš„Ż¼ŠÄųŲöĄ┐ž╝ė╣ż│╠ą“Ż¼ė╔łD┐╔ęŖŻ¼12ų╗ų„┬▌┐ūčžłAų▄│╩Š∙ä“Ęų▓╝Ż¼Ų╩╝┐ū┼cX▌S│╩15°ŖAĮŪŻ¼ŽÓÓÅ┐ū│╩30°ŖAĮŪĪŻ┼cXOYŲĮ├µ┤╣ų▒Ą─▌S×ķ ZĪŻ▀xė├ų▒ÅĮ×ķ21 mmĄ─Ń@Ņ^Ż¼▀xė├Į^ī”ū°ś╦ŽĄŻ¼╚Ī╗Ņ╚¹Ņ^ĄūŲĮ├µųąą─³c×ķ╣ż╝■įŁ³cŻ¼╝┤X=0Ż¼Y=0Ż¼Z=0Ż¼ąĪöĄ³cŠÄ│╠Ż¼│╠ą“ŠÄųŲ╚ńŽ┬Ż║
ĪĪĪĪN10 G0 G90 G54 L0;
ĪĪĪĪN20 S800 M3;
ĪĪĪĪN25 M08;
ĪĪĪĪN30 Z10. F20.;
ĪĪĪĪN40 G81 R-57. Z-134. ;
ĪĪĪĪN50 G65 P0000 X0 Y0 R170 A15. H12.;
ĪĪĪĪN60 G80;
ĪĪĪĪN70 G0 Z10.;
ĪĪĪĪN80 M09;
ĪĪĪĪN90 M5;
ĪĪĪĪį┌š²╩ĮŃ@┐ūŪ░Ż¼×ķ┴╦░▓╚½Ż¼Ž╚▀Mąą┐ūČ©╬╗Ż¼Č©╬╗ė├Ą─öĄ┐ž│╠ą“┼cŃ@┐ū│╠ą“ŽÓ═¼Ż¼ų╗╩Ū▀MĄČ┴┐▓╗═¼Ż¼Ė─×ķ0.20 mmŠ═┐╔ęį┴╦ĪŻ
ĪĪĪĪ┬▌┐ū▓╔ė├öĄ┐žŃ@┤▓╝ė╣żŻ¼╩╣╣żū„║åå╬╗»Ż¼▓╗Ą½╠ßĖ▀┴╦╣żū„ą¦┬╩Ż¼▀Ć╣Ø╝s┴╦│╔▒ŠĪŻė╔ė┌╗Ņ╚¹Ņ^ŽĄ┴ą«aŲĘĄ─╣ż╦ćŅÉ╦ŲŻ¼┐╔ęįĮ©┴ó╗Ņ╚¹Ņ^╝ė╣żĄ─ś╦£╩│╠ą“Ė±╩ĮŻ¼ī”«aŲĘĄ─ķ_░lĪó╝ė╣ż│╠ą“Ą─ŠÄųŲęį╝░╝ė╣ż┘|┴┐Ą─┐╔┐┐ąį▒ŻūCŻ¼Š▀ėą▌^┤¾Ą─ęŌ┴xĪŻ
3 ĮY╣¹Ęų╬÷
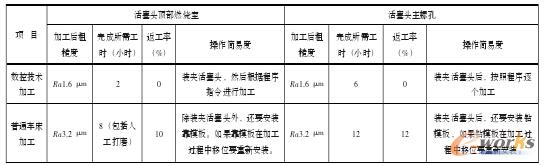
ĪĪĪĪĖ∙ō■ęį╔Žā╔éĆ╝ė╣żīŹ└²Ż¼┴ą▒ĒĘų╬÷╗Ņ╚¹Ņ^▓╔ė├öĄ┐ž╝ė╣ż┼cŲš═©▄ć┤▓╝ė╣żĄ─▓Ņ«ÉŻ¼ęŖ▒Ē2ĪŻ
▒Ē2 ╗Ņ╚¹Ņ^Ą─Ēö▓┐╚╝¤²╩ę┼cų„┬▌┐ū▓╔ė├öĄ┐ž╝ė╣ż═¼Ųš═©╝ė╣żĄ─▓Ņ«É
4 ĮYšZ
ĪĪĪĪÅ─öĄ┐ž╝╝ągīŹļHæ¬ė├Ą─ą¦╣¹üĒ┐┤Ż¼╗Ņ╚¹Ņ^Ą─╝ė╣ż┘|┴┐ėą┴╦▒ŻūCŻ¼«aŲĘųŲįņų▄Ų┌┤¾┤¾┐sČ╠Ż¼╔·«aą¦┬╩ėą┴╦├„’@╠ßĖ▀Ż¼╝ė╣ż│╔▒Šę▓’@ų°ĮĄĄ═ĪŻę“┤╦Ż¼░lš╣öĄ┐ž╝ė╣ż╝╝ąg╩Ū╠ßĖ▀╗Ņ╚¹Ņ^╝ė╣ż┘|┴┐║═╔·«aą¦┬╩Ą─ėąą¦═ŠÅĮĪŻ═¼Ģr▓╔ė├öĄ┐ž╝ė╣ż╝╝ągĮŌøQ┴╦╣żū„ą¦┬╩║═«aŲĘ┘|┴┐å¢Ņ}Ż╗ī”š¹éĆ╝ė╣ż▀^│╠┐╔ęį▀MąąīŹĢr▒O┐žŻ¼▒Ńė┌╝░ĢrĮŌøQÕeš`Ż╗ė├ųŪ─▄╗»╝ė╣żŻ¼ėąą¦Ąž░čĘ▒¼ŹĄ─╝ė╣ż╣żą“║åå╬╗»ĪŻ╦∙ęį╗Ņ╚¹Ņ^╝ė╣ż╣ż╦ć▀^│╠ųąę¬┤¾┴”░lš╣öĄ┐ž╝╝ągĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║öĄ┐ž╝ė╣ż╝╝ągį┌╗Ņ╚¹Ņ^ųŲįņųąĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/support/11121816653.html






















