




╠m╣Ōäōą┬┐éĮø└Ē ųņĶIŽ╚
ę╗Īó“╣żśI4.0”Ą─ć°ā╚═Ōæ┬įŲ╩╬÷
1.Ą┬ć°╣żśI4.0Ą─Ė┼─Ņ
“╣żśI4.0”Ė┼─Ņ░³║¼┴╦ė╔╝»ųą╩Į┐žųŲŽ“Ęų╔ó╩Įį÷ÅŖą═┐žųŲĄ─╗∙▒Š─Ż╩Į▐DūāŻ¼─┐ś╦╩ŪĮ©┴óę╗éĆĖ▀Č╚ņ`╗ŅĄ─éĆąį╗»║═öĄūų╗»Ą─«aŲĘ┼cĘ■䚥─╔·«a─Ż╩ĮĪŻ
įōæ┬įīó╩ūŽ╚Å─ā╔éĆĘĮŽ“š╣ķ_Ż║
ę╗╩Ū“ųŪ─▄╣żÅS”Ż¼ųž³c蹊┐ųŪ─▄╗»╔·«aŽĄĮy╝░▀^│╠Ż¼ęį╝░ŠWĮj╗»Ęų▓╝╩Į╔·«aįO╩®Ą─īŹ¼FŻ╗
Č■╩Ū“ųŪ─▄╔·«a”Ż¼ų„ę¬╔µ╝░š¹éĆŲ¾śIĄ─╔·«a╬’┴„╣▄└ĒĪó╚╦ÖC╗źäėęį╝░3D╝╝ągį┌╣żśI╔·«a▀^│╠ųąĄ─æ¬ė├Ą╚ĪŻ
ųŪ─▄╣żÅS╩ŪĄ┬ć°īŹ¼FĖ▀Č╚ūįäė╗»╔·«aų«║¾Ż¼╠ß│÷Ą─ą┬Ė┼─ŅŻ¼╦³Ą─└Ē─Ņā×ä▌į┌ė┌═Ųäė╣żśI╔·«aųŪ─▄╗»Ż¼Å─Č°īŹ¼F┐Ų╗├░ŃĄ─╣żśI╔·«a─Ż╩ĮĪŻųŪ─▄╗»ūįäė╔·«aŠĆ┐╔▒O┐žįOéõ┐é║═ą¦┬╩Ż©Overall Equipment EffectivenessŻ¼╝┤OEEŻ®Ż¼┤┘╩╣Ųõ▀_ĄĮūŅĖ▀Ą─┘|┴┐┼cą¦┬╩Ż¼▓ó┐╔īó═ŻÖCĢrķgĮĄĄĮūŅĄ═ĪŻ
ą┼Žó╬’└ĒŻ©╚┌║ŽŻ®ŽĄĮyŻ©Cyber-Physical SystemŻ¼CPSŻ®╩Ū╣żśI4.0Ą─ų„¾wĪŻ“╣żśI4.0”蹊┐ł¾ĖµšJ×ķŻ¼Ą┌╦─┤╬╣żśIĖ’├³Ą─ųž┤¾╝╝ąg╗∙ĄA╩ŪCPSĪŻ
2.├└ć°GE╣żśI╗ź┬ōŠWĖ┼─Ņ
×ķ╠ß╔²├└ć°ųŲįņį┌ć°ļH╔ŽĄ─ĖéĀÄ┴”Ż¼2008─ĻĮ╚┌╬ŻÖCų«║¾Ż¼├└ć°š■Ė«╠ß│÷┴╦“į┘╣żśI╗»”ć°╝ęæ┬įŻ¼┤¾┴”Ę÷│ų├└ć°╣żśI░lš╣ĪŻ
2009─Ļ│§Ż¼├└ć°ķ_╩╝š{š¹ĮøØ·░lš╣æ┬įŻ¼═¼─Ļ12į┬Ż¼╣½▓╝ĪČųžš±├└ć°ųŲįņśI┐“╝▄ĪĘŻ¼2011─Ļ6į┬║═2012─Ļ2į┬Ż¼ŽÓ└^åóäėĪČŽ╚▀MųŲįņśI╗’░ķėŗäØ ĪĘ║═ĪČŽ╚▀MųŲįņśIć°╝ęæ┬įėŗäØĪĘŻ¼īŹ╩®“į┘╣żśI╗»”ĪŻ
į┌┤╦ŪķørŽ┬Ż¼═©ė├ļŖÜŌŻ©GEŻ®2012─ĻŪ’╝Š╠ß│÷┴╦╣żśI╗ź┬ōŠWŻ©Industrial InternetŻ®Ė┼─ŅŻ¼ŽŻ═¹═©▀^╔·«aįOéõ┼cITŽÓ╚┌║ŽŻ¼─┐ś╦╩Ū═©▀^Ė▀ąį─▄įOéõĪóĄ═│╔▒Šé„ĖąŲ„Īó╗ź┬ōŠWĪó┤¾öĄō■╩š╝»╝░Ęų╬÷╝╝ągĄ╚Ą─ĮM║ŽŻ¼┤¾Ę∙╠ßĖ▀¼Fėą«aśIĄ─ą¦┬╩▓óäōįņą┬«aśIĪŻ
3Ż«ųąć°ā╔╗»╚┌║ŽĄ─æ┬į——ā╔╗»╔ŅČ╚╚┌║ŽĄ─Ė┼─Ņ
į┌ā╔╗»╔ŅČ╚╚┌║ŽīŻĒŚąąäėėŗäØųąųĖ│÷Ż¼┐é¾wąąäė─┐ś╦×ķŻ║├µŽ“ć°├±ĮøØ·ųž³cŅIė“ųŪ─▄ųŲįņąĶŪ¾Ż¼äōą┬ųŪ─▄ųŲįņčbéõ«aŲĘŻ¼╠ßĖ▀ųž┤¾│╔╠ūįOéõ╝░╔·«aŠĆŽĄĮy╝»│╔╦«ŲĮĪŻ╝ė┐ņ╣żśIÖCŲ„╚╦Īóį÷▓─ųŲįņĄ╚Ž╚▀MųŲįņ╝╝ągį┌╔·«a▀^│╠ųąæ¬ė├ĪŻ┼Óė²öĄūų╗»▄ćķgĪóųŪ─▄╣żÅSŻ¼═ŲÅVųŪ─▄ųŲįņ╔·«a─Ż╩ĮĪŻų„ę¬┐╔Ęų×ķŻ║
1Ż®═ŲäėųŪ─▄ųŲįņ╔·«a─Ż╩ĮĄ─╝»│╔æ¬ė├
ų▓Į═ŲÅVųž³cąąśIöĄūų╗»▄ćķgŻ¼ķ_š╣ųŪ─▄╣żÅSįć³cĮ©įOŻ¼╠Į╦„╚½śIäšµ£ŠC║Ž╝»│╔Ą─┬ĘÅĮ║═ĘĮĘ©ĪŻ▀xō±ėąŚl╝■Ą─«aśI╝»Š█ģ^Ż¼ķ_š╣ųŪ─▄ųŲįņ╩ŠĘČįć“×ģ^Į©įOĪŻ
2Ż®═Ųäė╬’┬ōŠWį┌╣żśIŅIė“Ą─╝»│╔äōą┬║═æ¬ė├ĪŻ
īŹ╩®╬’┬ōŠW░lš╣īŻĒŚŻ¼į┌ųž³cąąśIĮM┐Śķ_š╣įć³c╩ŠĘČŻ¼ęįé„ĖąŲ„║═é„ĖąŲ„ŠWĮjĪóRFIDĪó╣żśI┤¾öĄō■Ą─æ¬ė├×ķŪą╚ļ³cŻ¼ųž³cų¦│ų╔·«a▀^│╠┐žųŲĪó╔·«aŁhŠ│Öz£yĪóųŲįņ╣®æ¬µ£Ė·█ÖĪó▀h│╠į\öÓ╣▄└ĒĄ╚╬’┬ōŠWæ¬ė├Ż¼┤┘▀MĮøØ·ą¦ęµ╠ß╔²Īó░▓╚½╔·«a║═╣Ø─▄£p┼┼ĪŻ
ė╔┤╦┐╔ęŖŻ¼ųą├└Ą┬╚²ć°╣żśIą┼Žó╗»Ą─╣▓═¼Š█Į╣³cŻ¼į┌ė┌ųŪ─▄╣żÅSĪŻ
Č■Īó╠m╣Ōäōą┬┤“įņųąć°╠ž╔½Ą─ųŪ─▄╣żÅS
1.ĻPė┌╠m╣Ōäōą┬
▒▒Š®╠m╣Ōäōą┬┐Ų╝╝ėąŽ▐╣½╦Š╩Ūų┬┴”ė┌×ķĖ▀Č╦ļx╔óųŲįņŲ¾śI╠ß╣®ųŪ─▄╣żÅSĮŌøQĘĮ░ĖĄ─īŻśI╝╝ąg╣½╦ŠŻ¼╩Ūć°ā╚Ą┌ę╗╝ę×ķė├æ¶╠ß╣®šµš²ęŌ┴x╔ŽDNC/MDC/APS/MESĄ╚ųŪ─▄╣żÅS╚½ŠĆ«aŲʵ£Ą─īŻśI╣½╦ŠŻ¼▓óį┌ć°ā╚ėą▒ŖČÓ┐═æ¶ĪŻ
╠m╣Ō╩Ū╩└Įńā╔┤¾ų°├¹ŲĘ┼Ų——Ąż¹£CIMCO╣½╦Š║═Ą┬ć°FAUSER ╣½╦ŠĄ─╚½Ū“æ┬į║Žū„╗’░ķ║═ųąć°¬Ü╝ę┐é┤·└ĒĪŻ
2.╠m╣ŌųŪ─▄╣żÅS
ęįć°╝ęā╔╗»╚┌║Ž×ķū┌ų╝Ż¼ęįā╔╗»╔ŅČ╚╚┌║Ž×ķ═╗ŲŲ┐┌Ż¼ģó┐╝Ą┬ć°╣żśI4.0ųąĄ─ųŪ─▄╣żÅS─Ż╩Į╝░├└ć°GE╣żśI╗ź┬ōŠWĄ╚Ž╚▀M└Ē─ŅŻ¼ĮY║ŽŲ¾śIīŹļHŪķørŻ¼Į©įOŠ▀ėąųąć°╠ž╔½Ą─ųŪ─▄╣żÅSĪŻśŗĮ©ć°ā╚ŅIŽ╚Ą─“įOéõūįäė╗»+╣▄└Ēą┼Žó╗»”Ą─ųŪ─▄ą═╣żÅSĪŻ
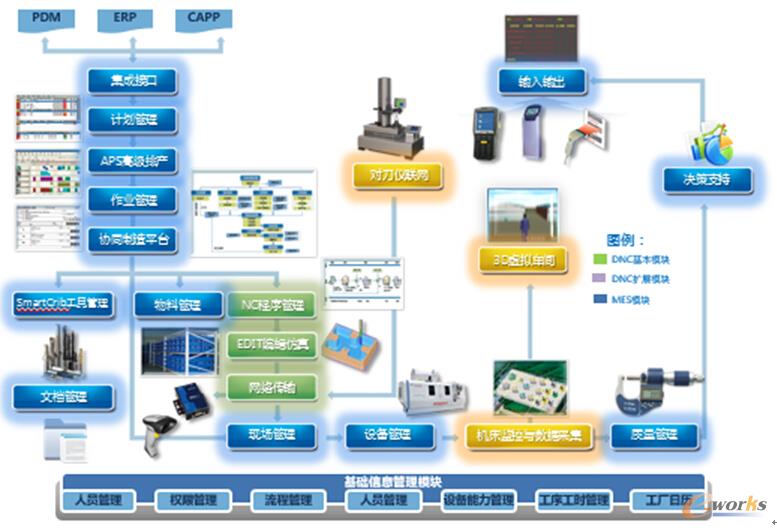
╠m╣Ōäōą┬šJ×ķŻ¼ųŪ─▄╣żÅS░³║¼┴╦┴∙éĆĘĮ├µŻ║ėŗäØ┼┼«aųŪ─▄Īó╔·«aģf═¼ųŪ─▄ĪóįOéõ╗ź┬ōųŪ─▄Īó┘Yį┤╣▄┐žųŪ─▄Īó┘|┴┐┐žųŲųŪ─▄ĪóøQ▓▀ų¦│ųųŪ─▄ĪŻ
╠m╣ŌųŪ─▄╣żÅS─ŻēKĮM│╔Ż¼Ęų×ķ╦─éĆīė┤╬Ż¼19éĆ─ŻēKŻ¼╚ńłD1ĪŻ

łD1 ╠m╣ŌųŪ─▄╣żÅSĮM│╔
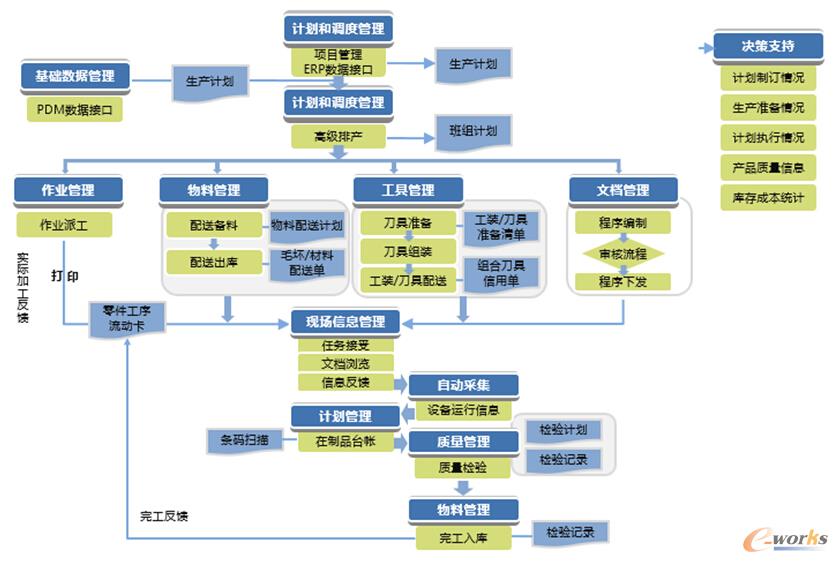
ųŪ─▄╣żÅSĄ─æ¬ė├ł÷Š░╚ńłD2ĪŻ
łD2 ųŪ─▄╣żÅSæ¬ė├ł÷Š░
╠m╣ŌųŪ─▄╣żÅS╔µ╝░ĄĮųŪ─▄╗ź┬ō╗ź═©ĪóųŪ─▄ėŗäØ┼┼«aĪóųŪ─▄╔·«aģf═¼ĪóųŪ─▄┘Yį┤╣▄└ĒĪóųŪ─▄øQ▓▀ų¦│ų╬Õ┤¾ĻPµI╝╝ągĪŻ
1Ż®ųŪ─▄Ą─įOéõ╗ź┬ō╗ź═©
ųŪ─▄įOéõ╗ź┬ō╗ź═©¾w¼Fį┌ęįŽ┬ÄūéĆĘĮ├µŻ║
*įOéõŠWĮj╗»Ęų▓╝╩Į═©ėŹŻ║╦∙ėąĄ─ĒöīėįOéõ▀Mąą┬ōŠWĪó╝»ųą┐žųŲŻ¼ą╬│╔įOéõŠWĮj╗»Ęų▓╝╩Į═©ėŹĪŻ
*╝ė╣ż│╠ą“╝»ųą╩Į╣▄└ĒŻ║┐╔ęįų▒Įė×gė[NCĪóTXTĪóDOCĪóBMPĪóPDFĪó AutocadĪóSolidworksĪóCATIAĪóPRO/EĪóUGĄ╚ČÓĘNöĄō■╬─╝■Ż¼ī”CATIA ĪóPRO/EĪóUGĄ╚╚²ŠSłDą╬╬─╝■─▄ų▒Įė▀Mąą┐sĘ┼Īóą²▐DĪóŲĮęŲĪóŲ╩ŪąĪŻ│╠ą“ū„×ķöĄ┐ž▄ćķgūŅųžę¬Ą─╝╝ąg╬─╝■Ż¼╩ŪöĄūų╗»▄ćķg└’├µųžę¬Ą─ę╗ŁhŻ¼ų¦│ųÖÓŽ▐╣▄└ĒĪó┴„│╠╣▄└ĒĪó░µ▒Š╣▄└ĒĪóą┼Žó╣▄└ĒĄ╚ĪŻ
*│╠ą“╠ōöM╗»ųŲįņŻ║į┌ŽĄĮy─ŻöMųŲįņ▀^│╠Ż¼5▌SĄČ╬╗▄ē█E║═3▌SīŹ¾wĄ─äėæB─ŻöM╣”─▄Ż¼īó│╠ą“Õeš`ūŅ┤¾│╠Č╚Ąž▒▄├Ōį┌╠ōöMųŲįņŁhŠ│ĪŻ
*ųŪ─▄╗»Ą─öĄō■▓╔╝»Ż║═©▀^īŹĢrĪó£╩┤_Īó┐═ė^ĪóūįäėĄ─öĄō■▓╔╝»Ż¼ī”▓╗═¼įOéõ▀Mąą▒O╣▄ĪŻ
*╔·«a╣ż╦ćģóöĄĄ─īŹĢr▒O£yĪóäėæBŅAŠ»Ż║═©▀^╣żśI╗ź┬ōŠWĄ─ą╬╩Įī”╚█¤ÆĪóē║ĶTĪó¤ß╠Ä└ĒĪó═┐čbĪóX╣ŌÖCĪółDŽ±ūRäeŽĄĮyĄ╚öĄūų╗»įOéõ▀Mąą▓╔╝»┼c╣▄└ĒŻ¼░³└©▓╔╝»įOéõ╗∙▒ŠĀŅæBĪóĖ„ŅÉ╣ż╦ć▀^│╠öĄō■▀MąąīŹĢr▒O£yĪóäėæBŅAŠ»Īó▀^│╠ėøõøĘų╬÷Ą╚╣”─▄ĪŻ
2Ż®ųŪ─▄Ą─ėŗäØ┼┼«a
ų¦│ųČÓĘNĖ▀╝ēūįäė┼┼«a╦ŃĘ©Ż¼Š▀ėą░┤Į╗žøŲ┌ĪóŠ½ęµ╔·«aĪó╔·«aų▄Ų┌ĪóūŅā×Äņ┤µĪó═¼ę╗čbŖAā׎╚Īóęč═Č«aėåå╬ā׎╚Ą╚ČÓĘN┼┼«aĘĮ╩ĮŻ¼┐╔ūŅ┤¾│╠Č╚ĄžØMūŃĖ„ŅÉÅ═ļsĄ─┼┼«aę¬Ū¾ĪŻłDą╬╗»Ą─Įń├µ╩╣┼┼«aą╬Ž¾ų▒ė^Ż¼═©▀^╩ų╣ż═Žū¦Š═┐╔š{š¹ėŗäØŻ¼ęūė┌šŲ╬š║═╩╣ė├ĪŻ
3Ż®ųŪ─▄╗»Ą─╔·«aģf═¼
ųŪ─▄╗»Ą─╔·«aģf═¼Ż¼╚ńłD3ĪŻ
łD3 ųŪ─▄╗»Ą─╔·«aģf═¼
4Ż®ųŪ─▄╗»Ą─╔·«a┘Yį┤╣▄└Ē
░³║¼Ż║╔·«a┘Yį┤Ż©╬’┴ŽĪóĄČŠ▀Īó┴┐Š▀ĪóŖAŠ▀Ż®│÷╚ļÄņĪó▓ķįāĪó▒P³cĪół¾ōpĪó▓óąą£╩éõĪóŪąŽ„īŻ╝ęÄņĪóĮyėŗĘų╬÷Ą╚╣”─▄Ż¼īŹ¼FÄņ┤µĄ─Š½ęµ╗»╣▄└ĒĪŻ
5Ż®ųŪ─▄╗»Ą─øQ▓▀ų¦│ų
╠ß╣®Ė„ĘNų▒ė^Ą─ĮyėŗĪóĘų╬÷ł¾▒ĒŻ¼×ķŽÓĻP╚╦åTøQ▓▀╠ß╣®Ä═ų·Ż¼░³└©ėŗäØųŲėåŪķørĪóėŗäØł╠ąąŪķørĪó┘|┴┐ŪķørĪóÄņ┤µŪķørĄ╚ĪŻ═¼ĢrŻ¼┐╔īŹ¼Fė├æ¶į┌╩ųÖCĪóIPADĄ╚ęŲäėįOéõ╔Žī”¼Fł÷╔·«aŪķørĪóįOéõ▀\ąąŪķørĪó┘|┴┐ŪķørĄ─öĄō■×gė[Īó«É│Ż╠Ä└ĒĪŻ
╚²ĪóĄõą═░Ė└²ĘųŽĒ
░Ė└²1Ż║║ė─ŽŲĮįŁ╣ŌļŖėąŽ▐╣½╦Š
ŲĮįŁ╣ŌļŖļ`ī┘ė┌ųąć°▒°Ų„╣żśI╝»łFŻ¼ŲõųŲįņ╝ė╣żĘĮ╩Į×ķąĪ┼·┴┐ĪóČÓŲĘĘNŻ¼╩ŪĄõą═Ą─ļx╔óą═╝ė╣żĪŻ
╣żÅSŪ░Ų┌īŹ╩®┴╦PDMĪóCAPP ĪóERPĪóCADŽĄĮyĪŻĄ½öĄ┐ž│╠ą“ĪóöĄ┐žįOéõĪóęį╝░╔·«a¼Fł÷Ą─╣▄└Ē╗∙▒Š▓╔ė├╩ų╣żĘĮ╩ĮĪŻöĄ┐ž│╠ą“Ą─é„▌ö╝░╣▄└ĒĪó▄ćķgĄ─ū„śIėŗäØ┼┼│╠ĪóīŹĢr▀MČ╚Ė·█ÖĘ┤üĪó¼Fł÷╬’┴ŽŽ¹║─Īó┘|┴┐å¢Ņ}ūĘ█ÖĪóöĄō■▓╔╝»ĪóĮyėŗĄ╚Äū║§▓╔ė├╩ų╣żĘĮ╩ĮĪŻ
┤╦ĒŚ─┐īŹ╩®ā╚╚▌║Ł╔w┴╦5éĆĘųÅSĄ─ėŗš{ĮMĪó╝╝ągĮMĪó╔·«a╣żČ╬Īó╔·«a▒ŻšŽĮMĪóÖz“×ĮMĪó╣▄└ĒĮMĄ╚▄ćķg╦∙ėą░ÓĮMĄ─śIäš═∙üĒŻ¼Å─ėŗäØŽ┬▀_ĄĮ▄ćķg╝ė╣żęį╝░│╔ŲĘ═Ļ│╔Ą─š¹éĆśIäš▀^│╠ĪŻ║Ł╔w┴╦╔·«aųŲįņ▀^│╠Äū║§╦∙ėąĄ─ĘĮĘĮ├µ├µĪŻ═©▀^īŹļH▀\ąąęÄĘČ┴╦Ė„ĒŚ╔·«a╣▄└ĒŻ¼├„’@╠ßĖ▀┴╦Ų¾śIĄ─╔·«aą¦┬╩ĪŻ
įōŽĄĮy▓╗āHĄ├ĄĮ┐═æ¶Ą─Ė▀Č╚ŲĮārŻ¼▀ĆĒś└¹Ąž═©▀^ć°Ę└┐Ų╣żŠųĄ─▓┐╝ē“×╩šŻ¼½@Ą├┴╦┼cĢ■īŻ╝ęĄ─ę╗ų┬║├įuĪŻ
░Ė└²2Ż║║ŻĀ¢─ŻŠ▀ėąŽ▐╣½╦Š
║ŻĀ¢─ŻŠ▀Ą─╔·«a─Ż╩Į×ķå╬╝■╔·«aĪŻ
MES╔ŽŠĆŪ░Ż¼Ųõ╔·«aĘĮ╩Į×ķ┤«ąąū„śIŻ¼═Ļ╚½┐┐▓┘ū„╣ż┤«ąą£╩éõŻ¼▓┘ū„╣ż╝╝─▄ę¬Ū¾Ė▀Ż¼╣żū„Ę▒ļsŻ¼ęū│÷ÕeŻ¼╣żū„ą¦┬╩Ą═Ż¼╔·«a╣Ø┼─┬²ĪŻ═¼Ģr¤oŽĄĮy╣▄┐žŻ¼ĘŪ┐╔ęĢ╗»╣▄└ĒŻ¼ė╔ė┌£Ž═©▓╗╝░ĢrŻ¼Įø│Żī¦ų┬╔·«a╝ė╣ż▓╗▒žę¬Ą─┤²ÖCĪŻ
MES╔ŽŠĆ║¾Ż¼īŹ¼F┴╦│╠ą“ūįäėą▐Ė─ĪóĄČŠ▀ģóöĄūįäėé„▌öĪó£╩éõ╣żū„¼Fł÷Ę┤ü═¼▓Įš╣╩ŠĪŻ═¼ĢrŻ¼═©▀^ģf═¼ŲĮ┼_▀Mąą┐╔ęĢ╗»╣▄└ĒŻ¼═©▀^╝tŠG¤¶┐┤░Õų▒ė^’@╩ŠĖ„ĒŚ╚╬䚥─═Ļ│╔ŪķørŻ¼░³└©│╠ą“ĪóĄČŠ▀ĪóļŖśO£╩éõĄ─ļAČ╬ą┼ŽóŻ¼╚ń│╠ą“ŠÄųŲ═Ļ│╔Ż¼│╠ą“Ė±╩Į▐DōQ═Ļ│╔Ż¼ĄČŠ▀┼õ╦══Ļ│╔Ż¼ļŖśO═Ļ╣żĪó┼õ╦═Ą╚ą┼ŽóŻ¼╠ßĖ▀¼Fł÷╣▄└Ēą¦┬╩Ż¼▓ó╝»│╔Č╠ą┼ŲĮ┼_ī”╚╬äš▀Mąą┤▀▐kĪŻ
░Ė└²3Ż║ųąą┼┤„┐©╣╔Ę▌ėąŽ▐╣½╦Š
ųąą┼┤„┐©╩Ū╚½Ū“ūŅ┤¾Ą─õX║ŽĮ▄ć▌åųŲįņŲ¾śIŻ¼╩Ūųąć°╬©ę╗▀M╚ļ╚½Ū“Ų¹▄ć┴Ń▓┐╝■┼õ╠ū╣®æ¬╔╠100ÅŖĄ─ųąć°Ų¾śIĪŻ
2013─Ļ11į┬Ż¼ųąą┼┤„┐©īŹ╩®═Ļ│╔┴╦LPSŽĄĮyŻ¼║Ł╔w┴╦╚█¤ÆĪóĶTįņĪóÖC╝ėĪó▒Ē├µ╠Ä└ĒĄ╚╣ż╦ćŁh╣Ø,īŹ¼F┴╦Ż║
*īŹĢr┴╦ĮŌįOéõ▀\ąąĀŅæBĪó╔·«aą═╠¢ĪóöĄ┴┐Īóį┌ųŲŲĘĪó┘|┴┐ĀŅæBĄ╚ĪŻ
*ī”╔·«aĄ─š¹¾w┴╦ĮŌė╔0.5ąĪĢr┐s£pų┴ 1ĘųńŖĪŻ
*ī”╔·«aöĄō■Ą─Ęų╬÷ė╔1ąĪĢr┐s£pų┴5ĘųńŖĪŻ
*╔·«a▀MČ╚ą┼ŽóīŹĢrĪó£╩┤_ĄžĘ┤üĮoSAPŽĄĮyĪŻ
*ŽÓ▒╚ęįŪ░Ą─╚╦╣żĮyėŗŻ¼¼Fį┌Ą─öĄō■Ė³╝░ĢrĪó£╩┤_ĪŻ
▒Š╬─Ė∙ō■╠m╣Ōäōą┬┐éĮø└ĒųņĶIŽ╚į┌2015Ą┌╩«ī├ųąć°ųŲįņśIMESæ¬ė├─ĻĢ■╔ŽĄ─░lčįš¹└ĒČ°│╔Ż¼╬┤Įø▒Š╚╦┤_šJĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║Ų╩╬÷╣żśI4.0 ┤“įņųąć°╠ž╔½Ą─ųŪ─▄╣żÅS
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/support/11121518229.html






















