



ĪĪĪĪöĄ(sh©┤)┐žÖC(j©®)┤▓╩ŪĖ▀Č╚ūįäė╗»ĪóųŪ─▄╗»Ą─ÖC(j©®)┤▓Ż¼┼cŲš═©ÖC(j©®)┤▓ŽÓ▒╚Ż¼┐╔īŹ(sh©¬)¼F(xi©żn)Ė▀Š½Č╚ĪóĖ▀ļyČ╚ĪóĖ▀ą¦┬╩╝ė╣żĪŻį┌öĄ(sh©┤)┐ž╝ė╣żųąŻ¼Å─┴Ń╝■łD╝łĄĮ╝ė╣ż│÷║ŽĖ±╣ż╝■Ż¼╩Ūę╗éĆ(g©©)╝╚Å═(f©┤)ļsėųć└(y©ón)├▄Ą─▀^│╠Ż¼╦³░³└©Ęų╬÷┴Ń╝■łDśė║═╣ż╦ć╠Ä└ĒĪóöĄ(sh©┤)īW(xu©”)╠Ä└ĒĪó│╠ą“ŠÄųŲ║═Öz“×(y©żn)╝░ą▐Ė─Īó╩ū╝■įćŪąĄ╚▀^│╠ĪŻ├┐éĆ(g©©)ļAČ╬Č╝ąĶę¬┐╝æ]║▄ČÓę“╦žŻ¼¤ošō──éĆ(g©©)Łh(hu©ón)╣Ø(ji©”)│÷¼F(xi©żn)å¢Ņ}Ż¼Č╝Ģ■╩╣╝ė╣ż│╔▒Šį÷╝ėŻ¼╗“╩╣╝ė╣żųąöÓŻ¼╔§ų┴╝ė╣ż│÷▓╗║ŽĖ±╣ż╝■ĪŻŽ┬├µÅ─5éĆ(g©©)ĘĮ├µüĒĻU╩÷╠ßĖ▀öĄ(sh©┤)┐ž╝ė╣żŠ½Č╚║═ą¦┬╩Ą─┤ļ╩®ĪŻ
1 ║Ž└Ē╝ė╣ż┬ĘŠĆ
ĪĪĪĪ1.1 ╝ė╣ż▄ē█EĄ─ā×(y©Łu)╗»
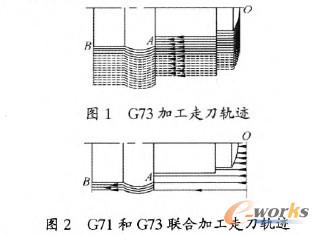
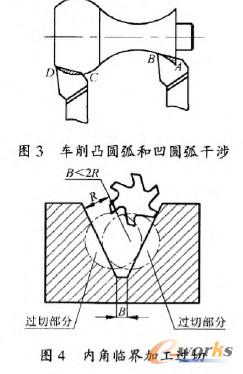
ĪĪĪĪī”ŠÄ│╠š▀Č°čįŻ¼ūŅČ╠Ą─ū▀ĄČ┬ĘŠĆ╩Ū▒žĒÜ╠ĮŠ┐Ą─šnŅ}ĪŻį┌öĄ(sh©┤)┐ž▄ć┤▓╔ŽŻ¼ī”ą╬ĀŅÅ═(f©┤)ļsĄ─Ė„ĘN▓╗═¼═Ō▌å└¬Ą─┤ų╝ė╣żŻ¼┐╔Ęųäe▓╔ė├G71ĪóG73裣h(hu©ón)ųĖ┴Ņ▀M(j©¼n)ąąŠÄ│╠Ż¼ŲõųąŻ║G71ųĖ┴ŅĄ─ū▀ĄČ▄ē█E×ķ“Šžą╬”Ż¼┤ų╝ė╣żĢr(sh©¬)ĄČŠ▀ū„ŲĮąąė┌ū°ś╦(bi©Īo)▌SĄ─ĘųīėŪąŽ„Ż¼╝ė╣żą¦┬╩ŽÓī”▌^Ė▀Ż╗G73裣h(hu©ón)ųĖ┴ŅĄ─ū▀ĄČ▄ē█E×ķ“ą═▄ć”ĘųīėŪąŽ„Ż¼┤ų╝ė╣żĢr(sh©¬)ĄČŠ▀ū„ŲĮąąė┌╣ż╝■▌å└¬Ą─ĘųīėŪąŽ„Ż¼╝ė╣żĢr(sh©¬)Ą─┐šąą│╠▌^ČÓŻ¼╝ė╣żą¦┬╩ŽÓī”▌^Ą═ĪŻīŹ(sh©¬)ļH╝ė╣żųąŻ¼ī”═Ōą╬│▀┤ńå╬š{(di©żo)▀fį÷Ą─▌å└¬Ż¼ė├“Šžą╬”ĘųīėŪąŽ„╚ź│²ėÓ┴┐┐ņŻ╗ī”═Ōą╬│▀┤ńūā╗»▓╗┤¾Ż¼▌å└¬ą╬ĀŅ▓╗╩Ūå╬š{(di©żo)▀fį÷Ą─▒Ē├µŻ¼┐╔ė├“ą═▄ć”ĘųīėŪąŽ„╚ź│²ėÓ┴┐ĪŻī”═Ōą╬│▀┤ńūā╗»▒╚▌^┤¾Ż¼▌å└¬ą╬ĀŅėų▓╗╩Ūå╬š{(di©żo)▀fį÷Ą─▒Ē├µŻ¼╚ń║╬ā×(y©Łu)╗»╝ė╣ż▄ē█EŻ¼╩╣╝ė╣żĢr(sh©¬)ķgūŅČ╠▒╚▌^łD1║═łD2ųąĄ─╝ė╣żū▀ĄČ▄ē█E(╣ż╝■├½┼„×ķ░¶┴Ž)Ż¼║▄├„’@ĮY(ji©”)╣¹╩ŪłD2ĪŻłD1å╬¬Ü(d©▓)▓╔ė├G73裣h(hu©ón)ųĖ┴Ņ▀M(j©¼n)ąąŠÄ│╠Ż¼×ķĘ└Ė╔╔µŻ¼ė├Ė▒Ų½ĮŪ▌^┤¾Ą─═ŌłA┴Ōą╬ĄČ╝ė╣żŻ¼įōĄČŠ▀äéąį▓ŅŻ¼ŪąŽ„╔ŅČ╚ŽÓī”ąĪŻ¼į┘╝ė╔Žķ_╩╝Äū┤╬裣h(hu©ón)ųąų╗ėąėęČ╦╔┘▓┐Ęų▒Ē├µ╝ė╣żĄĮŻ¼┐šĄČ║▄ČÓĪŻłD2╝ė╣żĘĮ░Ė╩Ū▓╔ė├G71║═G73┬ō(li©ón)║ŽŠÄ│╠Ż¼ŻŽĄĮAėÓūŅČÓŻ¼ė├Ė▒Ų½ĮŪ▌^ąĪĪóäéąį║├Ą─═ŌłAĄČŻ¼▓╔ė├“Šžą╬”ĘųīėŪąŽ„Ę©Ż¼┬ĘÅĮČ╠Ż╗AĄĮB═Ōą╬│▀┤ńūā╗»▓╗┤¾Ż¼╝ė╣żėÓ┴┐ąĪŻ¼ė├Ė▒Ų½ĮŪ▌^┤¾Ą─═ŌłA┴Ōą╬ĄČŻ¼▓╔ė├“ą═▄ć”ĘųīėŪąŽ„Ę©╝ė╣żŻ¼¤o┐šĄČĪŻę“┤╦į┌ŠÄ│╠Ģr(sh©¬)Ż¼╝╝ąg(sh©┤)╚╦åTę¬ĮY(ji©”)║ŽīŹ(sh©¬)ļHŪķørņ`╗Ņ▀\(y©┤n)ė├ŠÄ│╠ųĖ┴ŅŻ¼ā×(y©Łu)╗»╝ė╣ż▄ē█EŻ¼šµš²īŹ(sh©¬)¼F(xi©żn)öĄ(sh©┤)┐ž╝ė╣ż│╔▒ŠūŅĄ═Īóą¦┬╩ūŅĖ▀ĪŻ
ĪĪĪĪ1.2 ▀M(j©¼n)ĄČĘĮ╩Į
ĪĪĪĪį┌öĄ(sh©┤)┐žŃŖŽ„ųąŻ¼ę¬ĮY(ji©”)║Ž╝ė╣ż┴Ń╝■Ą─╣ż╦ćąįę¬Ū¾╚ź▀xō±║Ž▀mĄ─▀M(j©¼n)ĄČĘĮ╩ĮŻ¼▒ŻūC┴Ń╝■Ą─ŪąŽ„╝ė╣żŠ½Č╚║═╝ė╣żą¦┬╩ĪŻį┌ŃŖŽ„ŲĮ├µ┴Ń╝■ā╚(n©©i)═Ō▌å└¬Ģr(sh©¬)Ż¼æ¬(y©®ng)░▓┼┼║├ĄČŠ▀Ą─Ūą╚ļĪóŪą│÷┬ĘŠĆĪŻ▒M┴┐čž▌å└¬Ū·ŠĆĄ─čėķLŠĆŪą╚ļĪóŪą│÷Ż¼ęį├ŌĮ╗Įė╠Ä│÷¼F(xi©żn)ĄČ║█ĪŻ═¼Ģr(sh©¬)į┌ŃŖŽ„╝ė╣żųąæ¬(y©®ng)Ė∙ō■(j©┤)╣ż╝■Ūķør▀xō±ĒśŃŖ▀Ć╩Ū─µŃŖĪŻ«ö(d©Īng)╣ż╝■▒Ē├µ¤oė▓ŲżŻ¼ÖC(j©®)┤▓▀M(j©¼n)ĮoÖC(j©®)śŗ(g©░u)¤oķgą¬Ģr(sh©¬)Ż¼æ¬(y©®ng)▀xė├ĒśŃŖŻ¼░┤ššĒśŃŖ░▓┼┼▀M(j©¼n)Įo┬ĘŠĆĪŻę“?y©żn)ķ▓╔ė├ĒśŃŖŻ¼┴Ń╝■ęč╝ė╣ż▒Ē├µ┘|(zh©¼)┴┐║├Ż¼ĄČ²X─źōpąĪĪŻŠ½ŃŖĢr(sh©¬)Ż¼ė╚Ųõ╩Ū╣ż╝■▓─┴Ž×ķõXµV║ŽĮĪóŌü║ŽĮ╗“─═¤ß║ŽĮĢr(sh©¬)Ż¼æ¬(y©®ng)▒M┴┐▓╔┤©ĒśŃŖŻ¼╣ż╝■▒Ē├µėąė▓ŲżŻ¼ÖC(j©®)┤▓Ą─▀M(j©¼n)ĮoÖC(j©®)śŗ(g©░u)ėąķgŽČĮąŻ¼æ¬(y©®ng)▀xė├─µŃŖŻ¼░┤šš─µŃŖ░▓┼┼▀M(j©¼n)Įo┬ĘŠĆŻ║ę“?y©żn)ķ─µŃŖĢr(sh©¬)Ż¼ĄČ²X╩ŪÅ─ęč╝ė╣ż▒ĒČ°Ūą╚ļŻ¼▓╗Ģ■▒└ĄČŻ╗ÖC(j©®)┤▓▀M(j©¼n)ĮoÖC(j©®)śŗ(g©░u)Ą─墎Č▓╗Ģ■ę²Ųš±äė║═┼└ąąĪŻ
ĪĪĪĪ═┌▓█║═ą═Ū╗┴Ń╝■╝ė╣żųąĄ─▀M(j©¼n)ĄČĘĮ╩Įæ¬(y©®ng)Ė∙ō■(j©┤)Š½Č╚ę¬Ū¾ĪóŪąŽ„ųąĄ─ŲĮ║Ōąį║═┐╔┐┐ąįĪóŪąŽ„ą¦┬╩Ą╚▀xō±Ž┬ĄČĘĮ╩ĮĪŻī”ŪąŽ„▓┐Ęų├µĘeąĪ╗“?q©▒)”▒Ē├µ┤ų▓┌Č╚ę¬Ū¾▓╗Ė▀┐╔▓╔ė├┤╣ų▒Ž┬ĄČŻ╗į┌─ŻŠ▀ųŲįņųąŻ¼║ŽĮ─ŻŠ▀ŃŖĄČį┌Ė▀╦┘ŪąŽ„Ģr(sh©¬)│Ż▓╔ė├┬▌ą²Ž┬ĄČŻ╗ī”ė┌ķLŚlą╬ą═Ū╗╣ż╝■Ą─╝ė╣żŻ¼į┌¤oĘ©▓╔ė├┬▌ą²Ž┬ĄČĘĮ╩Į╝ė╣żĢr(sh©¬)Ż¼æ¬(y©®ng)▓╔ė├ą▒ŠĆŽ┬ĄČĘĮ╩ĮĪŻ
ĪĪĪĪį┌Ń@┐ūĪóńM┐ūĢr(sh©¬)ę¬┐╝æ]ĄČŠ▀Ą─ę²╚ļķLČ╚║═│¼│÷ķLČ╚ĪŻį┌öĄ(sh©┤)┐ž▄ć┤▓╔Ž▄掄┬▌╝yĢr(sh©¬)Ż¼×ķ┴╦▒M┐╔─▄£pąĪ╦┼Ę■“ī(q©▒)äėŽĄĮy(t©»ng)╔²ĮĄŅl┬╩═╗ūāī”┬▌╝y▄掄╦∙«a(ch©Żn)╔·Ą─▓╗└¹ė░ĒæŻ¼ę¬ėą║Ž▀m┤¾ąĪĄ─šŁĄČę²╚ļ┴┐║═┐šĄČ═╦│÷┴┐ĪŻ
2 ĄČŠ▀Ą─▀xō±║═š²┤_░▓čb
ĪĪĪĪ2.1 ĄČŠ▀Ą─║Ž└Ē▀xō±
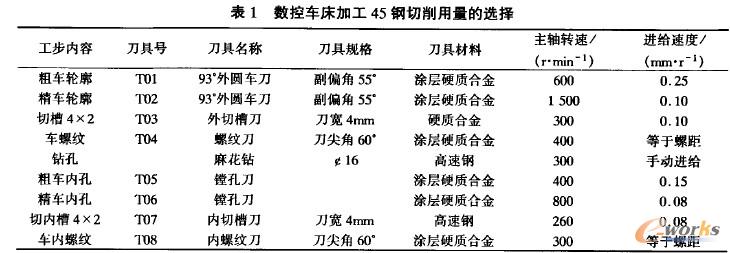
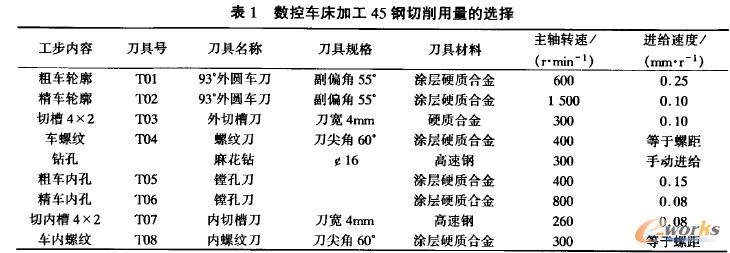
ĪĪĪĪöĄ(sh©┤)┐ž╝ė╣żę▄Ė∙ō■(j©┤)ÖC(j©®)┤▓Ą─╝ė╣ż─▄┴”Īó╣ż╝■▓─┴ŽĄ─ąį─▄Īó╝ė╣żĒśą“ĪóŪąŽ„ė├┴┐║═╝ėT▒Ē├µą╬ĀŅüĒ▀xō±ĄČŠ▀ĪŻĄČŠ▀▀xō±┐éĄ─įŁätūŃŻ║░▓čbš{(di©żo)š¹ĘĮ▒ŃĪóäéąį║├Īó─═ė├Č╚║═Š½Č╚Ė▀ĪŻį┌ØMūŃ╝ė╔Žę¬Ū¾Ą─Ū░╠ߎ┬Ż¼▒MūŅ▀xō±▌^Č╠Ą─╩ų▒·Ż¼ęį╠ßĖ▀ĄČŠ▀äéąįĪŻ▀xō±ĄČŠ▀Ģr(sh©¬)Ż¼ę¬╩╣ĄČŠ▀Ą─│▀┤ń┼c▒╗╝ė╣żĄ─▒Ē├µ│▀┤ńŽÓ▀mæ¬(y©®ng)Ż¼į┌╝ė╣żųą▓╗─▄░l(f©Ī)╔·Ė╔╔µĪŻłD3╦∙╩Š×ķ▄掄═╣łA╗Ī║═░╝łA╗ĪĢr(sh©¬)ę“ĄČŠ▀Ė▒Ų½ĮŪ╠½┤¾Č°«a(ch©Żn)╔·Ė╔╔µĪŻłD4╦∙╩ŠūŃ═∙ŃŖŽ„ā╚(n©©i)ĮŪ▀^Č╔Ģr(sh©¬)ā╔ŽÓÓÅ▌å└¬ķgĄ─šŁķgąĪė┌į┬ĄČŠ▀ų▒ÅĮĢr(sh©¬)│÷¼F(xi©żn)Ą─▀^ŪąŻ¼ąĶūóęŌĄ─╩ŪŻ¼═Ō▌å└¬▀^Č╔Ģr(sh©¬)▌å└¬╬╗ęŲąĪė┌ĄČŠ▀░ļÅĮę▓Ģ■«a(ch©Żn)╔·▀^ŪąĪŻ
ĪĪĪĪöĄ(sh©┤)┐ž▄掄ųąŪą▓█ĄČŻ¼░ŃĖ∙ō■(j©┤)╝ė╣ż▓█īÆ▀xō±ĄČŠ▀Š▀Ż¼ĄČīÆ≤▓█īÆŻ«┬▌╝yĄČĄČ╝ŌĮŪæ¬(y©®ng)Ė∙ō■(j©┤)╣ż╝■┬▌╝yĄ─č└ą╬ĮŪüĒ▀xō±ĪŻ
ĪĪĪĪį┌öĄ(sh©┤)┐žŃŖ┤▓╔Ž┤ų╝ė╣ż▌å└¬Ģr(sh©¬)Ż¼ė├╚ąÄū▌^ČÓĄ─Ė▀╦┘õō▓©╚ą┴óŃŖĄČŻ¼Ūą│²ėÓ┴┐ą¦╣¹║├ĪŻŠ½╝ė╣ż▓╔ė├═┐īėė▓┘|(zh©¼)║ŽĮ┌AŃŖĄČŻ¼ąĶę¬ūóęŌĄ─╩Ūį┌╝ė╣żā╚(n©©i)▌å└¬Ģr(sh©¬)ꬎ╚ė├Ń@Ņ^┤“╣ż╦ć┐ūĪŻŃŖŽ„ŲĮ├µĢr(sh©¬)Ż¼▀xō±ĄČŲ¼×ķė▓┘|(zh©¼)║ŽĮĄ─▒PŃŖĄČĪŻī”ę╗ą®┴ó¾wą═├µ║═ūāą▒ĮŪ▌å└¬═Ōą╬▀M(j©¼n)ąą╝ė╣żŻ¼│Ż▓╔ė├Ū“Ņ^ŃŖĄČĪóŁh(hu©ón)ą╬ŃŖĄČĪóÕFą╬ŃŖĄČ║═▒Pą╬ŃŖĄČŻ¼ūįė╔Ū·├µ╝ė╣ż╝t▒ŻūC▓╗▀^ŪąĄ─ŪķørŽ┬Ż¼¤ošō╩ŪŠ½╝ė╣ż▀Ć╩Ū┤ų╝ė╣żŻ¼Č╝æ¬(y©®ng)ā×(y©Łu)Ž╚▀xė├Ņ^ĪŻ
ĪĪĪĪ2.2 ĄČŠ▀Ą─š²┤_░▓čb
ĪĪĪĪĄČŠ▀Ą─š²┤_░▓čbŻ¼╩Ū┤_▒ŻöĄ(sh©┤)┐ž╝ėTĄ─ĻP(gu©Īn)µIĪŻöĄ(sh©┤)┐ž▄ć┤▓╔ŽĄČŠ▀Ą─░▓čbĖ▀Č╚ꬥ╚Ė▀ė┌ų„▌Sųąą─ŠĆŻ¼Ę±ätĢ■Ė─ūāĄČŠ▀ŪąŽ„╝ė╣żäéĄ─ŪąŽ„ĮŪČ╚Ż¼▓╗āHė░Ēæ╝ė╣żĢr(sh©¬)Ą─▒Ē├µ┘|(zh©¼)┴┐▀ĆĢ■ė░Ēæ╝ė╣ż│▀┤ńĪŻį┌öĄ(sh©┤)┐ž╝ė╣żųąŻ¼ōpē─ūŅć└(y©ón)ųžĄ─ĄČŠ▀Š═ūŃŪą▓█ĄČŻ¼å¢Ņ}ų„ę¬mį┌░▓čbĪóų„▌S▐D(zhu©Żn)╦┘Īó▀M(j©¼n)Įo┴┐║═│╠ą“╔ŽŻ¼ŪąöÓ╗“Ūą▓█ĄČ░▓čbĢr(sh©¬)ĄČŅ^▓┐Ęų1ų¦Č╚ę¬▒╚ŪąŽ„╔ŅČ╚ķL2Ī½3mmŻ¼ų„ŪąŽ„╚ą▒žĒÜŲĮąąė┌ų„▌Sųąą─ŠĆŻ¼▒┬ät▌pš▀Ūą│÷Ą─▓█Ąūų▒ÅĮę╗é╚(c©©)┤¾Īóę╗é╚(c©©)ąĪŻ¼ųžš▀į┬╚ąöÓŻ╗┬▌╝y┤©į┌░▓čbĢr(sh©¬)ę¬ė├ī”ĄČ░Õ▀M(j©¼n)ąąī”ĄČŻ¼▒ŻūC┤©Š▀░ļĮŪę¬ī”ĘQĪŻā╚(n©©i)┐ūĄČį┌▒Ż═¶╝ė╔ŽķLČ╚Ą─Ū░╠ߎ┬Ż¼ĄČŚU╔ņ│÷ķLČ╚▓╗ę¬╠½ķLŻ¼Ę±ätĢ■ę“ĄČŚUäéČ╚▓ŅČ°ė░Ēæā╚(n©©i)é╚(c©©)╝ė╣ż┘|(zh©¼)┴┐ĪŻ
3 ŪąŽ„ė├┴┐Ą─║Ž└Ē▀xō±
ĪĪĪĪŪąŽ„ė├┴┐Ą─┤_Č©╩ŪöĄ(sh©┤)┐ž╝ė╣ż╣ż╦ćĄ─ųžę¬ā╚(n©©i)╚▌Ż¼╦³Ą─┤¾ąĪūŃ▒Ē╩ŠÖC(j©®)┤▓ų„▀\(y©┤n)äė║═▀M(j©¼n)Įo▀\(y©┤n)äėĄ─ųžę¬ģóöĄ(sh©┤)Ż¼ī”╝ė╣żŠ½Č╚Īó╝ė╣żą¦┬╩ĪóĄČŠ▀─źōp║═╝ė╣ż│╔▒ŠŠ∙ėą’@ų°Ą─ė░ĒæĪŻ
ĪĪĪĪ3.1 ╩ų╣żŠÄ│╠╝ė╣żųąŪąŽ„ė├┴┐Ą─▀xō±
ĪĪĪĪŪąŽ„ė├┴┐░³└©ų„▌S▐D(zhu©Żn)╦┘(ŪąŽ„╦┘Č╚)Īó▒││įĄČ┴┐Īó▀M(j©¼n)Įo┴┐ĪŻŪąŽ„╔ŅČ╚ė╔ÖC(j©®)┤▓ĪóĄČŠ▀Īó╣ż╝■Ą─äéČ╚┤_Č©Ż¼į┌äéČ╚į╩įSĄ─Śl╝■Ž┬Ż¼┤ų╝ė╣ż╚Ī▌^┤¾Ą─ŪąŽ„╔ŅČ╚Ż¼ęį£p╔┘ū▀ĄČ┤╬öĄ(sh©┤)Ż¼╠ßĖ▀╔·«a(ch©Żn)┬╩Ż╗Š½╝ė╣ż╚Ī▌^ąĪĄ─ŪąŽ„╔ŅČ╚Ż¼ęį½@Ą├▌^Ė▀Ą─▒Ē├µ┘|(zh©¼)┴┐ĪŻ▒Ē1║═▒Ē2╩ŪųĖī¦(d©Żo)┬ÜśI(y©©)╝╝─▄ĶbČ©┐╝įćųą╝ė╣ż45õō╦∙ė├Ą─ŪąŽ„ė├┴┐Ż¼īW(xu©”)╔·į┌šŲ╬šę╗Č©╝╝─▄║¾Ż¼░┤┤╦ė├┴┐╝tęÄ(gu©®)Č©Ģr(sh©¬)ķgā╚(n©©i)─▄╝ė│÷▌^Ė▀┘|(zh©¼)┴┐Ą─ā╚(n©©i)═ŌŠC║Ž╝■Ż¼▒ĒųąģóöĄ(sh©┤)āx╣®┤¾╝ęģó┐╝ĪŻ▒Ē1╩Ūį┌öĄ(sh©┤)┐ž▄ć┤▓╔Ž╝ė╔ŽĄ─ŪąŽ„ė├┴┐Ż¼═Ōą╬┤ų╝ė╣żŪąŽ„╔ŅČ╚×ķ2mmū¾ėęŻ¼Š½╝ė╔ŽŪąŽ„╔ŅČ╚×ķ0.5mmū¾ėęŻ¼ā╚(n©©i)┐ū┤ų╝ė╣żŪąŽ„╔ŅČ╚×ķ1mmū¾ėęŻ¼Š½╝ė╣żŪąŽ„╔ŅČ╚×ķ0.25mmū¾ėęŻ¼ė├═┐īėė▓┘|(zh©¼)║ŽĮÖC(j©®)ŖAĄČŻ¼Š½╝ė╣żėÓ┴┐▓╗ę╦╠½ąĪŻ¼Ę±ät▒Ē├µ¤o╣ŌØ╔ĪŻ▒Ē2╩Ūį┌öĄ(sh©┤)┐žŃŖ┤▓╔Ž╝ė╣żĄ─ŪąŽ„ė├┴┐Ż¼Š½╝ė╣żŅA(y©┤)┴¶┴┐×ķ0.5mmū¾ėęĪŻ
ĪĪĪĪ3.2 ūįäėŠÄ│╠╝ė╣żųąŪąŽ„ė├┴┐Ą─▀xō±
ĪĪĪĪį┌ūįäėŠÄ│╠╝ė╣żųąŻ¼Ųš═©öĄ(sh©┤)┐ž╝ė╣żŪąŽ„ė├┴┐ģóšš╩ų╣żŠÄ│╠Ż¼╚¶▓╔ė├Ė▀╦┘öĄ(sh©┤)┐ž╝ė╣żŻ¼ė╔ė┌▀M(j©¼n)Įo╦┘Č╚║═╝ė╣ż╦┘Č╚║▄Ė▀Ż¼╦∙ęį▀M(j©¼n)Įo┴┐ꬹĪŻ¼ŪąŽ„╔ŅČ╚ę¬£\ĪŻ
4 ŠÄ│╠╝╝Ū╔
ĪĪĪĪį┌╚½├µ┴╦ĮŌÖC(j©®)┤▓ąį─▄Īó╝ė╣żĄ─├┐ę╗Łh(hu©ón)╣Ø(ji©”)ęį╝░▒žę¬Ą─ŽÓĻP(gu©Īn)ų¬ūRĄ─╗∙ĄA(ch©│)╔ŽŻ¼═©▀^▓╗öÓĄ─┐éĮY(ji©”)Ż¼╠ßĖ▀ŠÄ│╠╝╝Ū╔Ż¼┐╔ęįį┌║▄┤¾│╠Č╚╔Ž╠ßĖ▀╝ė╣żą¦┬╩║═╝ė╣żŠ½Č╚ĪŻ
ĪĪĪĪ4.1 £p╔┘öĄ(sh©┤)┐žŽĄĮy(t©»ng)└█Ęeš`▓Ņ
ĪĪĪĪį÷┴┐ĘĮ╩ĮŠÄ│╠Ż¼╩ŪęįŪ░ę╗³c(di©Żn)×ķ╗∙£╩(zh©│n)Ż¼▀B└m(x©┤)ł╠(zh©¬)ąąČÓČ╬│╠ą“▒ž╚╗«a(ch©Żn)╔·└█Ęeš`▓ŅŻ¼╦∙ęįį┌│╠ą“ŠÄųŲĢr(sh©¬)▒M┴┐╩╣ė├Į^ī”ĘĮ╩ĮŠÄ│╠Ż¼╩╣├┐éĆ(g©©)│╠ą“Č╬Č╝ęį╣ż╝■įŁ³c(di©Żn)×ķ╗∙£╩(zh©│n)Ż¼▀@śėŠ═─▄£p╔┘öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─└█Ęeš`▓ŅĪŻ┴Ē═Ōį┌│╠ą“ųą▀m«ö(d©Īng)▓Õ╚ļ╗žģó┐╝³c(di©Żn)ųĖ┴ŅŻ¼┐╔ęįŽ¹│²öĄ(sh©┤)┐žŽĄĮy(t©»ng)▀\(y©┤n)╦ŃĄ─└█Ęeš`▓ŅŻ¼▒ŻūC╝ė╣żŠ½Č╚ĪŻ
ĪĪĪĪ4.2 Ū╔├Ņ╩╣ė├╣╠ėą│╠ą“
ĪĪĪĪŪ╔├Ņ╩╣ė├öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─╣╠ėą│╠ą“Ż¼╚ń▌å└¬čŁŁh(hu©ón)ĪóŪą▓█裣h(hu©ón)Īó┬▌╝y裣h(hu©ón)ĪóŃ@┐ū裣h(hu©ón)ĪóńM┐ū裣h(hu©ón)Ż¼╩╣│╠ą“║åØŹ▓╗╚▀ķLŻ╗Ū╔ė├ģóöĄ(sh©┤)ŠÄ│╠Īóė├æ¶║Ļ│╠ą“ŠÄ│╠ĮŌøQė╔öĄ(sh©┤)īW(xu©”)▒Ē▀_(d©ó)╩ĮĮo│÷Ą─╚ńÖEłAĪóÆü╬’ŠĆĪ󚲎ęŪ·ŠĆĄ╚▌å└¬Ą─╝ė╣żå¢Ņ}ĪŻ
ĪĪĪĪ4.3 ņ`╗Ņ▀\(y©┤n)ė├ų„│╠ą“┼cūė│╠ą“
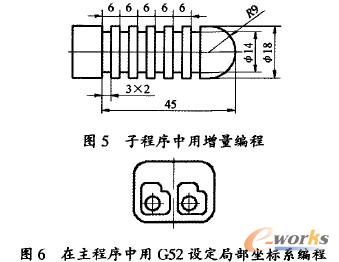
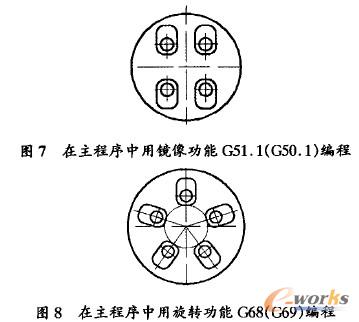
ĪĪĪĪį┌─ŻŠ▀╝ė╣żųąŻ¼│Ż▓╔ė├ę╗─ŻČÓ╝■╝ė╣żĪŻ╚ń╣¹┴Ń╝■╔ŽėąÄū╠ÄŽÓ═¼Ą─ą╬ĀŅŻ¼æ¬(y©®ng)ņ`╗Ņ▀\(y©┤n)ė├ų„│╠ą“┼cūė│╠ą“Ą─ĻP(gu©Īn)ŽĄŻ¼į┌ų„│╠ą“ųąĘ┤Å═(f©┤)š{(di©żo)ė├ūė│╠ą“Ż¼ų▒ĄĮ═Ļ│╔╝ė╣żĪŻį┌│╠ą“ŠÄųŲĢr(sh©¬)┐╔ęįį┌ūė│╠ą“ųąė├į÷┴┐ŠÄ│╠(╚ńłD5╦∙╩Š)╗“į┌ų„│╠ą“ųąė├G52įO(sh©©)Č©Šų▓┐ū°ś╦(bi©Īo)ŽĄ(╚ńłD6╦∙╩Š)Īóį┌ų„│╠ą“ųą▓╔ė├ńRŽ±╣”─▄G51.1(G50.1)(╚ńłD7╦∙╩Š)Īóį┌ų„│╠ą“ųą▓╔ė├ą²▐D(zhu©Żn)╣”─▄G68(G69)(╚ńłD8╦∙╩Š)Ą╚(ūóęŌųĖ┴Ņ╩ŪFANUCŽĄĮy(t©»ng))Ż¼╩╣│╠ą“║åØŹ▓╗╚▀ķLĪŻ
ĪĪĪĪ4.4 š²┤_╩╣ė├ĄČ╝ŌłA╗Ī░ļÅĮča(b©│)āö╣”─▄
ĪĪĪĪöĄ(sh©┤)┐ž▄掄╝ė╣żųą╩╣ė├Ą─═ŌłAĄČ║═ā╚(n©©i)┐ūńMĄČī┘ė┌╝Ōą╬▄ćĄČŻ¼ĄČ╝Ō┤µį┌łA╗ĪŻ¼Š½╝ė╣żÕF├µ╗“łA╗ĪŪ·├µĢr(sh©¬)æ¬(y©®ng)┐╝æ]ĄČ╝ŌłA╗Ī░ļÅĮī”╝ė╣żŠ½Č╚Ą─ė░ĒæŻ¼▄掄═Ō▌å└¬Ģr(sh©¬)æ¬(y©®ng)▀xō±G42ĪóG40Į©┴ó║═╚ĪŽ¹ėęča(b©│)āöŻ¼▄掄ā╚(n©©i)▌å└¬Ģr(sh©¬)æ¬(y©®ng)▀xō±G41ĪóG40Į©┴ó║═╚ĪŽ¹ū¾ča(b©│)āöĪŻ╚¶┤ų╝ė╣żĢr(sh©¬)╩Ūė├G71ĪóG73ŠÄ│╠Ż¼░ļÅĮča(b©│)āö?sh©┤)─Į©┴ó║═╚ĪŽ¹┐╔Ę┼į┌│╠ą“ųąŠ½╝ė╣ż▌å└¬├Ķ╩÷Č╬Ī?/p>
5 │▀┤ńŠ½Č╚┐ņ╦┘┐žųŲ
ĪĪĪĪ5.1 öĄ(sh©┤)┐ž▄ć┤▓│▀┤ńŠ½Č╚┐ņ╦┘┐žųŲ
ĪĪĪĪöĄ(sh©┤)┐ž▄掄ųąė╔ė┌ĄČŠ▀─źōpĪóī¦(d©Żo)▄ē─źōpĪóĮzĖ▄┬▌─ĖķgŽČĄ╚įŁę“Ż¼ÖC(j©®)┤▓╩╣ė├ę╗Č╬Ģr(sh©¬)ķg║¾Ģ■ėąš`▓ŅŻ¼į┘╝ė╔Ž£y┴┐ūxöĄ(sh©┤)ūxÕe(cu©░)Ż¼ī”ĄČĢr(sh©¬)╣ż╝■▒Ē├µ┤ų▓┌Ą╚Č╝Ģ■ė░Ēæ┴Ń╝■│▀┤ńŠ½Č╚Ż¼╦∙ęį£y┴┐Ģr(sh©¬)┐╔Ž╚ė├ė╬ś╦(bi©Īo)┐©│▀£y┴┐ūx┤¾öĄ(sh©┤)Ż¼į┘ė├Ū¦Ęų│▀£y┴┐ūxąĪöĄ(sh©┤)Ż¼▀@śėŠ═▓╗╚▌ęūūxÕe(cu©░)ĪŻī”ė┌ÖC(j©®)┤▓Ą─š`▓ŅŻ¼┐╔æ¬(y©®ng)ė├─ź║─▀M(j©¼n)ąąą▐š{(di©żo)Ż¼Š▀¾w▓┘ū„╩Ūį┌ī”║├ĄČĪóūįäė╝ė╣ż╣ż╝■ų«Ū░Ż¼į┌ī”æ¬(y©®ng)ĄČŠ▀Ą──ź║─ųąŅA(y©┤)┴¶Š½╝ė╣żėÓ┴┐(ę╗░Ń═ŌłAÖC(j©®)ŖAĄČ┐╔┴¶1mmū¾ėę)Ż¼░┤│╠ą“═Ļ│╔ŽÓæ¬(y©®ng)▒Ē├µĄ─┤ųŠ½╝ė╣ż║¾Ż¼ė├Ū¦Ęų│▀£y┴┐ą▐Ė──ź║─(╚¶īŹ(sh©¬)£y│▀┤ńäé║├Ą╚ė┌ŅA(y©┤)┴¶│▀┤ń╝ė╣ż╝■│▀┤ńŻ¼ätīó─ź║─ųąĄ─ŅA(y©┤)┴¶┴┐ė╔įŁüĒĄ─1mmĖ─×ķ0mmŻ¼╚¶īŹ(sh©¬)£y│▀┤ń▒╚ŅA(y©┤)┴¶│▀┤ń╝ė╣ż╝■│▀┤ń┤¾┴╦0.05mmŻ¼ätīó─ź║─ųąĄ─ŅA(y©┤)┴¶┴┐ė╔įŁüĒĄ─1mmĖ─×ķ-0.05mm)Ż¼ūóęŌFANUCŽĄĮy(t©»ng)║═SIEMENSŽĄĮy(t©»ng)▌ö╚ļĢr(sh©¬)Ą─ģ^(q©▒)äeŻ¼į┌ą▐Ė──ź║─Ģr(sh©¬)┐╝æ]ųąķg╣½▓ŅŻ¼į┘┤╬ł╠(zh©¬)ąąŠ½╝ė╣ż│╠ą“▀M(j©¼n)ąąŠ½╝ė╣ż║¾£y┴┐Ż¼ę╗░ŃČ╝─▄ėąą¦┐žųŲ║├│▀┤ńŻ¼╚¶£y┴┐│▀┤ń╚į┤¾Ż¼▀Ć┐╔░┤┤╦ĘĮĘ©└^└m(x©┤)ą▐š{(di©żo)(ūóęŌ│▀┤ń┤¾┴╦ČÓ╔┘Ż¼─ź║─ųąŠ═æ¬(y©®ng)įōĖ─×ķŽÓæ¬(y©®ng)Ą─žō(f©┤)ČÓ╔┘Ż¼ąĪ┴╦ČÓ╔┘Š═æ¬(y©®ng)įōĖ─×ķš²ČÓ╔┘)ĪŻ«ö(d©Īng)łDųąėąÄū╠Ä═ŌłA│▀┤ńėą╣½▓Ņę¬Ū¾Ģr(sh©¬)Ż¼░┤ę¬Ū¾ūŅĖ▀Ą─ą▐š{(di©żo)ĪŻ╚¶ÖC(j©®)┤▓ī¦(d©Żo)▄ēš`▓Ņī¦(d©Żo)ų┬ėąĄ─│▀┤ń▀ƤoĘ©ØMūŃę¬Ū¾Ż¼┐╔ą▐Ė─│╠ą“╗“?q©▒)”Šų▓┐▒Ē├µ╩ųäė▄ć╚źČÓėÓĮī┘Ż¼ų▒ĄĮØMūŃ│▀┤ńŠ½Č╚ę¬Ū¾ĪŻ
ĪĪĪĪ5.2öĄ(sh©┤)┐žŃŖ┤▓│▀┤ńŠ½Č╚┐ņ╦┘┐žųŲ
ĪĪĪĪöĄ(sh©┤)┐žŃŖŽ„ųąė├═¼ę╗│╠ą“Īó═¼ę╗│▀┤ńĄ─ĄČŠ▀Ż¼└¹ė├ĄČŠ▀░ļÅĮča(b©│)āö║═ķLČ╚ča(b©│)āöŻ¼┐╔▀M(j©¼n)ąą┤ųŠ½╝ė╣żĪŻį┌┤ų╝ė╣żĢr(sh©¬)Ż¼═©▀^į┌ĄČŠ▀░ļÅĮča(b©│)āö║═ķLČ╚ča(b©│)āöųą▌ö╚ļ▀m«ö(d©Īng)?sh©┤)─ö?sh©┤)ųĄŅA(y©┤)┴¶Š½╝ė╣żėÓ┴┐Ż¼┤ų╝ė╣ż║¾Ż¼Ė∙ō■(j©┤)£y┴┐Ūķørį┌ĄČŠ▀░ļÅĮča(b©│)āö║═ķLČ╚ča(b©│)āöųą▌ö╚ļ▀m«ö(d©Īng)?sh©┤)─ö?sh©┤)ųĄŻ¼į┘▀M(j©¼n)ąąŠ½╝ė╣żŻ¼│▀┤ń┐ŽČ©į┌╣½▓ŅĘČć·ā╚(n©©i)ĪŻ
6 ĮY(ji©”)╩°šZ
ĪĪĪĪļSų°įĮüĒįĮČÓĄ─öĄ(sh©┤)┐žÖC(j©®)┤▓į┌╔·«a(ch©Żn)ųąĄ├ĄĮÅVĘ║Ą─æ¬(y©®ng)ė├Ż¼öĄ(sh©┤)┐ž╝╝ąg(sh©┤)╚╦åTų╗ėąį┌╔·«a(ch©Żn)īŹ(sh©¬)█`ųą▀ģ╣żū„▀ģ╦╝┐╝▀ģīW(xu©”)┴Ģ(x©¬)▀ģ┐éĮY(ji©”)Ż¼▓╗öÓžSĖ╗╝ė╣żĮø(j©®ng)“×(y©żn)Ż¼▓óīóų¬ūR║═╝╝Ū╔ŽÓ╚┌║ŽŻ¼▓┼─▄šµš²šŲ╬šöĄ(sh©┤)┐ž╝ė╣żĄ─īŹ(sh©¬)ė├╝╝─▄Ż¼▓┼─▄šµš²╩╣öĄ(sh©┤)┐žÖC(j©®)┤▓īŹ(sh©¬)¼F(xi©żn)Ė▀Š½Č╚ĪóĖ▀ą¦┬╩ĪóĖ▀ļyČ╚Ą─╝ė╣żŻ¼▓┼─▄šµš²░l(f©Ī)ō]öĄ(sh©┤)┐ž╝ė╣ż╝╝ąg(sh©┤)Ą─ā×(y©Łu)ä▌ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.hanmeixuan.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║öĄ(sh©┤)┐ž╝ė╣żųą╠ßĖ▀Š½Č╚║═ą¦┬╩Ą─ėąą¦═ŠÅĮ
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.hanmeixuan.com/html/support/1112159284.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















