



0 ę² čį
ERP(Ų¾śI┘Yį┤ėŗäØ)╩Ūį┌└^│ąMRPó“Ą─╗∙▒Š╦╝Žļ╗∙ĄA╔ŽŻ¼╚┌║ŽJITĪóOPTĪó╚½├µ┘|┴┐╣▄└ĒĄ╚╦╝ŽļĄ─ę╗ĘN╚½├µŲ¾śI╣▄└Ē─Ż╩ĮŻ¼ų„ę¬▓╔ė├Ž╚▀M╝╝ągī”Ų¾śI┘Yį┤(╬’┴„Īó┘YĮ┴„║═ą┼Žó┴„)▀Mąą╚½├µ╝»│╔Ż¼×ķŲ¾śI╠ß╣®øQ▓▀ĪóėŗäØĪó┐žųŲ┼cĮøĀIśI┐āįu╣└Ą─ŽĄĮy╗»╣▄└ĒŲĮ┼_ĪŻ
ļx╔óųŲįņśI░┤šš╔·«a«aŲĘĄ─ĘĆČ©ąį║═ųžÅ═ąį│╠Č╚┐╔ęįīóųŲįņŲ¾śIĘų×ķ┤¾┴┐╔·«aĪó│╔┼·╔·«a║═å╬╝■ąĪ┼·╔·«a3ĘN╔·«aŅÉą═ĪŻ├┐ę╗ĘN╔·«aŅÉą═ėąūį╝║Ą─╠ž³cŻ¼Ą½å╬╝■ąĪ┼·╔·«aį┌įOėŗ┼c╣ż╦ćĘĮ├µŻ║«aŲĘĮYśŗÅ═ļsŻ¼įOėŗ╣żū„┴┐┤¾Ż╗▀ģįOėŗŻ¼▀ģ╔·«aŻ¼▀ģą▐Ė─╩╣╔·«a╝╝ąg£╩éõų▄Ų┌ķLŻ╗▓╗═¼«aŲĘŲõųŲįņ╣ż╦ć┴„│╠▓╗═¼Ż¼Å─Č°ī¦ų┬Ųõ╔·«a£╩éõĪóųŲįņ▀^│╠Å═ļsŻ¼╩╣Ųõ╔·«aėŗäØ▓╗═¼ė┌Ųõ╦¹╔·«a─Ż╩ĮŻ¼ų„ę¬¾w¼F╚ńŽ┬Ż║ó┘ęį£╩ĢrĮ╗žø×ķ╩ūę¬─┐ś╦Ż╗ó┌čb┼õĻPŽĄÅ═ļsŻ¼▓┐Ęų┴Ń▓┐╝■Ą─╝ė╣ż│╔×ķĻPµI┬ĘÅĮŻ╗ó█«aŲĘĖ„▓┐╝■ų«ķgĄ─Ģrą“╝s╩°ĻPŽĄ║═│╔╠ūąįę¬Ū¾ć└Ė±Ą╚Ż¼Å─Č°╩╣ęįå╬╝■ąĪ┼·Ą─╔·«aŲ¾śI╣▄└Ēå¢Ņ}į÷ČÓŻ¼Ųõųą╔·«aėŗäØ┼c┐žųŲ╩Ū▀@ą®å¢Ņ}ųąūŅ═╗│÷Ą─Ż¼ę“┤╦▀@ĘNŅÉą═Ą─╔·«aėŗäØ▓╗─▄═©▀^å╬ę╗Ą─╔·«aėŗäØ╣▄└Ē─Ż╩ĮüĒīŹ¼FŻ¼ąĶę¬ĮY║ŽŲ¾śIĮM┐Ś╣▄└ĒĮYśŗŻ¼▓╔ė├ę╗ĘNą┬Ą─╣▄└Ē╦╝┬ĘüĒĮŌøQ▀@ŅÉŲ¾śIĄ─╔·«aėŗäØå¢Ņ}Ż¼╝┤╗∙ė┌«aŲĘĮYśŗŠWĮjłDĄ─MRP║═JITŽÓĮY║ŽĄ─Ęų╝ēėŗäØ─Ż╩ĮĪŻ
1 Ęų╝ēėŗäØĄ─╠ß│÷
1.1 Ęų╝ēėŗäØ
å╬╝■ąĪ┼·─Ż╩ĮŽ┬Ą─╔·«aų„ę¬ęį┐═æ¶ėåå╬“īäėŲõ╦¹ŽÓĻPĄ─śIäš╗ŅäėŻ¼░³└©«aŲĘŻ»╣ż╦ćįOėŗĪó╬’┴Ž╣®æ¬Īó╔·«aėŗäØĪó├½┼„╔·«aĪó┴Ń▓┐╝■╔·«aųŲįņĪó│╔▒Š║╦╦ŃĄ╚ĪŻįōŅÉą═Ą─Ų¾śI╔·«a╣▄└Ē═©│Ż▓╔ė├╣½╦ŠĪóĘų╣½╦ŠĪó▄ćķg╚²╝ē╣▄└Ē─Ż╩ĮŻ¼ĮY║Žå╬╝■ąĪ┼·╔·«a─Ż╩ĮĄ─«aŲĘĮYśŗ╠ž³cŻ¼ę“┤╦ŠÄųŲėŗäØę▓▓╔ė├Ęų╝ēėŗäØ▀Mąą╣▄└ĒŻ¼Č°ŪęąĶę¬▓╔ė├ė╔║¾Ž“Ū░Ą─Š½ęµ╔·«aĄ─ĘĮ╩ĮŠÄųŲ╔·«aėŗäØŻ¼▀MČ°īŹ¼FŠ½ęµ╔·«aŻ¼ĘQ▀@ĘNųŲėåėŗäØ×ķĘų╝ēėŗäØĪŻĘų╝ēėŗäØų„ę¬░³└©ā╔éĆ▓┐ĘųŻ║╣½╦Š╝ēėŗäØ║═Ęų╣½╦Š╝ēėŗäØŻ¼╚ńłD1╦∙╩ŠĪŻłD1ųąīŹŠĆ╝²Ņ^┤·▒Ēš²Ž“śIäš┴„Ż¼╠ōŠĆ╝²Ņ^┤·▒ĒĘ┤üśIäš┴„Ż¼īŹŠĆ║═╠ōŠĆ╔ŽĄ─╬─ūų┤·▒ĒöĄō■┴„(╗“öĄō■ĒŚ)ĪŻ
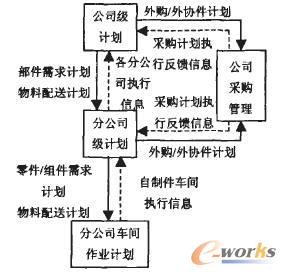
łD1 Ęų╝ēėŗäØ
Ęų╝ēėŗäØąĶę¬ĮY║Žå╬╝■ąĪ┼·╔·«aŻ¼«aŲĘĮYśŗÅ═ļsĪó╝ė╣żųŲįņ▀^│╠ķLĄ─╠ž³c║═Š½ęµ╔·«a╦╝ŽļŻ¼Ė─ūā─┐Ū░▀@ĘNĪ░═ŲĪ▒╩Į╔·«aėŗäØĄ─ŠÄųŲ║═ł╠ąą┐žųŲĘĮ╩ĮŻ¼ūāęįĪ░└ŁĪ▒×ķų„Īó▌oų·ęįĪ░═ŲĪ▒Ą─ĘĮ╩ĮŻ¼ęįėŗäØĮ╗žøŲ┌×ķ«aŲĘčb┼õ═Ļ│╔Ż¼┐╔Į╗žøĄ─Ģrķg³c×ķ╔·«aėŗäØŠÄųŲĄ─ėŗ╦ŃŲ³cŻ¼░┤╣ż╦ć┤¾ąą│╠Ą─Ēśą“Ż¼ė╔«aŲĘ░³čb═Ļ│╔×ķŲ³cŻ¼┐éčbĢrķgČ╬Īó▓┐čbĢrķgČ╬Īó┴Ń╝■╔·«aĢrķgČ╬Īó├½┼„╔·«aĢrķgČ╬ĪóįŁ▓─┴Ž▓╔┘ÅĢrķgČ╬Īó╣ż╦毻╣żčbįOėŗ£╩éõĢrķgČ╬Īó«aŲĘįOėŗĢrķgČ╬Ż¼ĄĮ║Ž═¼║×ėå╚šŲ┌Ż¼ęį┤╦×ķę└ō■üĒŠÄųŲų„╔·«aėŗäØĪó┤ų─▄┴”ŲĮ║ŌėŗäØĪó╬’┴ŽąĶŪ¾ėŗäØĪó▓╔┘ÅėŗäØĪóÄņ┤µ╣▄└ĒŻ¼╣żū„┴„“īäėĄ─īÅ┼·┴„│╠╣▄└ĒŻ¼░┤ššĄ╣┼┼Ą─ūŅ║¾čb┼õėŗäØĖ„čb┼õ³cī”┴Ń▓┐╝■Ą─ąĶŪ¾ĢrķgĪó└Łäė▀@ą®┴Ń▓┐╝■Ą─ųŲįņķ_╩╝║══Ļ╣żĢrķgŻ¼«öį┌─│čb┼õĢrķg³cąĶę¬čb┼õ▀@ą®┴Ń▓┐╝■ĢrķgŻ¼š²║├ė╔ā╚▓┐╬’┴Ž┼õ╦═╚╦åT░č╦∙ąĶ▓┐╝■╦═ĄĮįōčb┼õ╣ż╦ć³cŻ¼š¹éĆ▀^│╠Š═¾w¼F┴╦JITŠ½ęµ╔·«aĄ─╦╝ŽļĪŻ
1.2 ╣½╦Š╝ēėŗäØ
╣½╦Š╝ēėŗäØų„ę¬░³║¼┴╦žōž¤«aŲĘĄ─õN╩█ėåå╬½@╚ĪĪó«aŲĘįOėŗĪó╣ż╦毻╣żčbįOėŗĪó╬’┘Y▓╔┘ÅŻ¼┐éčb┼õų„╔·«aėŗäØĪóĻPµI┴Ń╝■ĪóĻPµI╣żą“─▄┴”ŲĮ║ŌĄ╚╝╝ąg£╩éõėŗäØĪó╔·«a£╩éõėŗäØ║═╔·«aėŗäØĄ─ŠÄųŲĪół╠ąą║═┐╝║╦Ż¼╚ńłD2╦∙╩ŠĪŻ
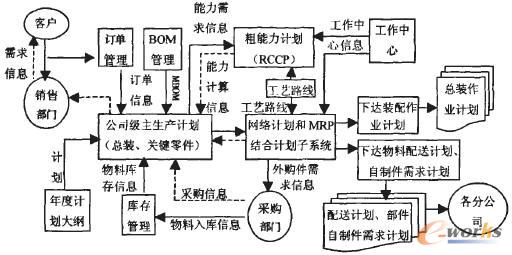
łD2 ╣½╦Š╝ēėŗäØśIäš┴„│╠
ŠÄųŲ═Ļ╣½╦Š╝ēčb┼õų„╔·«aėŗäØ║¾Ż¼Ė„Ęų╣½╦Š└^└mŠÄųŲĘų╣½╦ŠĄ─▓┐╝■ų„╔·«aėŗäØŻ¼Ė„Ęų╣½╦Šį┌ųŲėåūį╝║Ą─▓┐╝■ų„╔·«aėŗäØĢrĪŻ░č╣½╦Š╝ēĄ─╬’┴ŽąĶŪ¾ėŗäØ«ö│╔ūį╝║Ą─ėåå╬▌ö╚ļŻ¼▀MąąĘų╣½╦Š╬’┴ŽąĶŪ¾ėŗäØĪó╝Ü─▄┴”ąĶŪ¾ėŗäØ┼cŲĮ║ŌĪóį┌ųŲŲĘ│÷╚ļÄņ╣▄└ĒĪó▄ćķgū„śIėŗäØŠÄųŲŻ¼░┤╣½╦Š╝ēčb┼õ╬’┴ŽąĶŪ¾ėŗäØųąī”Ė„Ęų╣½╦Š┴Ń▓┐╝■╝ė╣żūŅ║¾═Ļ│╔Ģrķg³cŻ¼Ą╣┼┼▄ćķgū„śIėŗäØŻ¼Č╝╩Ūė╔║¾ę╗Ą└╣żą“Ą─ķ_╣żĢrķgüĒ└ŁäėŪ░ę╗Ą└╣żą“Ą─═Ļ╣żĢrķgŻ¼ę└┤╦ŅÉ═ŲŠ═┐╔═Ļ│╔╦∙ėą┴Ń▓┐╝■Ą─╝ė╣żųŲįņėŗäØ║══Ō┘Å╝■ĪóįŁ▌o▓─┴ŽĄ─▀_ĄĮĢrķgĪŻ╣½╦ŠĪóĘų╣½╦ŠėŗäØų«ķgų„ę¬ęįėåå╬Ą─ą╬╩Į┤_Č©│÷ąĶę¬▓┐╝■╝■╠¢ĪóąĶŪ¾ĢrķgĪóąĶŪ¾öĄ┴┐Īó┼õ╦═ėŗäØ▒ĒĄ╚ą┼ŽóĪŻ
1.3 Ęų╣½╦Š╝ēėŗäØ
Ė„Ęų╣½╦ŠĮėĄĮ╣½╦Š╝ēĄ─▓┐╝■ąĶŪ¾ą┼Žó(▓┐╝■╝■╠¢ĪóąĶŪ¾öĄ┴┐ĪóĢrķgĪó┼õ╦═ėŗäØĄ╚)║¾Ż¼ŠÄųŲįōĘų╣½╦ŠėŗäØ║═╬’┴ŽąĶŪ¾ėŗäØĪó▓óū÷╣żū„ųąą─Ą─╝Ü─▄┴”ŲĮ║ŌĪŻ▄ćķgį┌Ęų╣½╦ŠĘųĮŌĄ─ėŗäØ╗∙ĄA╔ŽŻ¼Ė∙ō■īŹļH«a─▄║═žō║╔ŪķørĪóęč═Ļ╣żĪó╬┤═Ļ╣żŪķør═Ļ│╔▄ćķgū„śIėŗäØš{Č╚Īó▄ćķgį┌ųŲŲĘ╣▄└ĒĪó╣żą“═ŌģfĪó┘|┴┐ą┼Žó▓╔╝»Īó║ŽĖ±┬╩öĄō■▓╔╝»║═Ę┤üĄ╚╣żū„Ż¼╚ńłD3╦∙╩ŠĪŻ
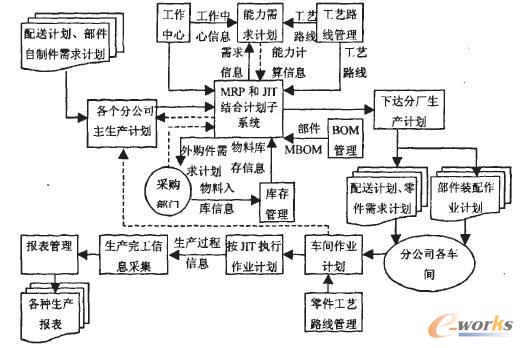
łD3 Ęų╣½╦ŠėŗäØśIäš┴„│╠
2 Ęų╝ēėŗäØīŹ¼FĄ─ĻPµIģóöĄ
▀m║Žå╬╝■ąĪ┼·╔·«a─Ż╩ĮĄ─Ęų╝ēėŗäØĄ─īŹ¼FģóöĄų„ę¬ėą╬’┴ŽŪÕå╬(BOM)Īó╣żū„ųąą─Īó╣ż╦ć┬ĘŠĆĪó╠ßŪ░Ų┌Ą╚Ż¼Ųõųą╣żū„ųąą─║═╣ż╦ć┬ĘŠĆ░┤šš│Żė├ERPĄ─ę¬Ū¾▀MąąįOų├Ż¼Ą½ę¬īŹ¼FĘų╝ēėŗäØį┌╬’┴ŽŪÕå╬║═╠ßŪ░Ų┌Ą─įOų├▓╗═¼ė┌Ųõ╦¹╔·«a─Ż╩ĮŻ¼Š▀¾w╚ńŽ┬Ż║
2.1 Į©┴ó▀m║ŽĘų╝ēėŗäØĄ─╬’┴ŽŪÕå╬(BOM)
ī”å╬╝■ąĪ┼·╔·«aųąĄ─«aŲĘĮYśŗ▀Mąą£╩┤_Ą─Į©─ŻŻ¼╩Ū▀Mąą╔·«aū„śIėŗäØĘųĮŌĄ─ę└ō■Ż¼Å═ļs«aŲĘĄ─═©ė├ĮYśŗ░³└©3éĆ▓┐ĘųŻ║┐éčb▓┐ĘųĪó▓┐╝■╗“ĮM╝■▓┐ĘųĪóūįųŲ┴Ń╝■▓┐ĘųĪŻŲõųąį┌å╬╝■ąĪ┼·╔·«a─Ż╩ĮŽ┬«aŲĘĮYśŗæ¬▒M┴┐£p╔┘īėöĄŻ¼ę“«aŲĘĄ─ĮYśŗ▒Š╔Ē║▄Å═ļsŻ¼╚ń«aŲĘĮYśŗīėöĄį÷ČÓŻ¼ī”╔·«aėŗäØ┼c┐žųŲļyČ╚║═╣żū„┴┐╝▒äĪį÷╝ėŻ¼▓╗└¹ė┌ėŗäØ║═ł╠ąąĪŻ
å╬╝■ąĪ┼·╔·«aĄ─BOM▀MąąĘų╝ē╠Ä└ĒŻ¼ėą└¹ė┌īŹ¼FĘų╝ēėŗäØŻ¼╣½╦Š╝ēėŗäØų╗╠Ä└Ē┐éčb║═ĻPµI╝■Ż¼Č°ĘųÅS╗“▄ćķgĘųäe╠Ä└Ēčb┼õ▓┐╝■╗“ūįųŲ┴Ń╝■Ż¼ę“┤╦ąĶę¬ī”╦∙ėą╬’┴ŽŪÕå╬(BOM)░┤šš«aŲĘīŹ¼F▀^│╠▀MąąĘų╝ē╠Ä└Ē╝┤┤_Č©┐éčbĪó▓┐╝■ĪóūįųŲ┴Ń╝■Ż╗└¹ė├ā╔ĘN▓╗═¼Ą─MBOMČ©┴xĘĮ╩ĮĄ─ā׳cŻ¼ßśī”▓╗═¼╝ēäeĄ─«aŲĘĮYśŗ(BOM)▓╔ė├▓╗═¼Ą─ĘĮ╩ĮŻ¼┐éčbĪó▓┐╝■▓╔ė├ęį╣ż╦ć×ķųąą─Ą─╬’┴ŽŪÕå╬Ż¼░ččb┼õĮM╝■╗“┴Ń╝■┼cŽÓæ¬Ą─╣ż╦ć┬ĘŠĆųą╣żą“╠¢▀Mąąī”æ¬Ż¼×ķį┌ł╠ąą▀^│╠▒Ńė┌░┤ššJITĄ─╦╝Žļ▀Mąą┐žųŲ║═╬’┴Ž┼õ╦═Ż¼╚ńłD4╦∙╩ŠŻ¼ī”ūįųŲ┴Ń╝■▓╔ė├ęį╬’┴Ž×ķųąą─Ą─╬’┴ŽŪÕå╬ĪŻ
2.2 ╠ßŪ░Ų┌
╠ßŪ░Ų┌Ż║ųĖ─│ę╗╣żū„Ą─╣żū„Ģrķgų▄Ų┌Ż¼╝┤Å─╣żū„ķ_╩╝ĄĮ╣żū„ĮY╩°Ą─ĢrķgĪŻį┌ERPŽĄĮyųąŻ¼╔·«a╠ßŪ░Ų┌╩Ūė╔ųŲįņ╣ż╦ć┬ĘŠĆųą├┐Ą└╣żą“é„╦═Īó┼┼ĻĀĪó£╩éõĪó╝ė╣ż║═Ą╚┤²Ģrķgśŗ│╔Ą─Ż¼╔·«aųŲįņļAČ╬Ą─ųŲįņ╠ßŪ░Ų┌ė╔5ŅÉĢrķg(┼┼ĻĀĢrķgĪó£╩éõĢrķgĪó╝ė╣żĢrķgĪóĄ╚┤²ĢrķgĪóé„╦═Ģrķg)śŗ│╔ĪŻ┐éčbĪó▓┐╝■▓╔ė├ęį╣ż╦ć┬ĘŠĆ×ķųąą─Ą─╬’┴ŽŪÕå╬Ż¼ąĶę¬═©▀^Ęų╬÷╣żą“ų«ķgĄ─ĻPŽĄĄ├ĄĮ┤ų╣żą“ŠWĮjłDŻ¼╚ńłD4╦∙╩ŠŻ¼╚╗║¾═©▀^īżšęĻPµI┬ĘÅĮŻ¼▓óī”ĻPµI┬ĘÅĮųąĄ─╣żą“░┤šš╣żū„ųąą─ėąŽ▐─▄┴”Ą─ėŗäØĘĮĘ©Ą├ĄĮ╬’┴ŽĄ─╠ßŪ░Ų┌ĪŻ
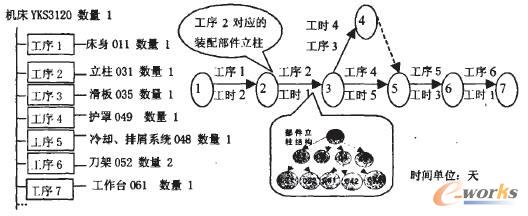
łD4 «aŲĘ┐éčb┤ų╣żą“ŠWĮjłD
3 Ęų╝ēėŗäØĄ─īŹ¼F
3.1 ų„╔·«aėŗäØ
å╬╝■ąĪ┼·╔·«aĄ─ų„╔·«aėŗäØė╔┐═æ¶ėåå╬▐D╗»Č°üĒŻ¼╦³╩Ū░┤ūŅĮK«aŲĘ╗“«aŲĘĄ─ĮM╝■üĒ▀Mąą├Ķ╩÷ĪŻå╬╝■ąĪ┼·╔·«aĄ─Ęų╝ēėŗäØĘų×ķ┐éčb║═▓┐╝■Ą─ų„╔·«aėŗäØĪŻ┐éčbų„╔·«aėŗäØų„ę¬┤_Č©┐éčb«aŲĘĪó═Ļ╣żĢrķgĪó┐éčb«aŲĘĄ─öĄ┴┐ĪŻŲõųą┐éčb«aŲĘ║═ąĶŪ¾öĄ┴┐Ż¼═©▀^MPSėŗ╦Ń┴„│╠Ą├ĄĮŻ¼┐éčb═Ļ╣żĢrķgÅ─┐═æ¶ąĶę¬ĢrķgĄ╣═ŲĄĮ«aŲĘ─▄░³čb░l▀\ĢrķgŻ¼╝┤×ķ«aŲĘ═Ļ╣żĢrķgŻ╗Ė„Ęų╣½╦Šų„╔·«aėŗäØĄ─▌ö╚ļą┼Žó╩Ūė╔┐éčbĄ─╬’┴ŽąĶŪ¾ėŗäØĘųĮŌ│÷Ą─ąĶę¬▓┐╝■╬’┴Ž╝■╠¢ĪóąĶŪ¾öĄ┴┐║═ąĶŪ¾ĢrķgĪŻ
3.2 ╬’┴ŽąĶŪ¾ėŗäØ
┐éčbĄ─╬’┴ŽąĶŪ¾ėŗäØ╩Ūī”┐éčbų„╔·«aėŗäØ▀MąąĘųĮŌŻ¼┤_Č©│÷├┐éĆ▓┐╝■Ą─į┌┐éčb▀^│╠ųąĄ─╔·«aėŗäØĪó▓╔┘Å╝■ąĶŪ¾ėŗäØĪŻčb┼õ╬’┴ŽąĶŪ¾ėŗäØų„ę¬ā╚╚▌╩ŪĘųĮŌ«aŲĘĄ─┐éčbMBOM║═Äņ┤µŻ¼Ą├ĄĮ▓┐╝■Ą─ąĶŪ¾öĄ┴┐Ż¼▓óį┌ėŗ╦ŃĄ├ĄĮĄ─┐éčb╣żą“ŠWĮjłDĻPµI┬ĘÅĮ╗∙ĄA╔ŽŻ¼ī”ĻPµI┬ĘÅĮųąĄ─╣żą“░┤šš╣żū„ųąą─ėąŽ▐─▄┴”Ą─ĘĮĘ©▀Mąąė╔║¾═∙Ū░Ą╣┼┼Ż¼┤_Č©│÷ĻPµI┬ĘÅĮųą├┐éĆ╣żą“Ą─ķ_╣żŻ»═Ļ╣żĢrķgŻ¼▓ó═©▀^ęį╣żą“×ķųąą─Ą─╬’┴ŽŪÕå╬░č╣ż╦ć┬ĘŠĆĄ─╣żą“╠¢┼cŽÓæ¬Ą─▓┐╝■▀MąąĻP┬ōŻ¼Å─Č°┤_Č©│÷ĻPµI▓┐╝■Ą─ąĶŪ¾ĢrķgŻ¼┴„│╠╚ńłD5╦∙╩ŠŻ¼į┌ŠÄųŲėŗäØ▀^│╠ųą═©▀^╣żą“ĻPµI┬ĘÅĮė╔║¾═∙Ū░Ż¼╝┤ė├║¾Ą└╣żą“Ą─ķ_╣żĢrķg└ŁäėŪ░Ą└╣żą“Ą─═Ļ╣żĢrķgüĒ░▓┼┼ėŗäØŻ¼Ųõųąįō╣żą“ąĶę¬╣żū„ųąą─Ą──▄┴”ŻĮįō╣żą“Ą─£╩éõĢrķgŻ½╝ė╣żĢrķgĪ┴ąĶę¬įō╬’┴ŽĄ─ā¶ąĶŪ¾ĪŻ
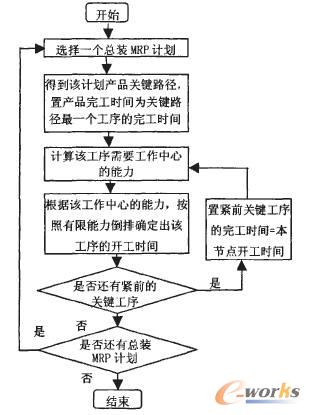
łD5 ┐éčbėŗäØĻPµI╣żą“╔·«aū„śIŠÄųŲ┴„│╠
ī”ė┌Ęų╣½╦ŠėŗäØŻ¼ė╔ė┌Ą├ĄĮ├┐éĆ▓┐╝■Ą─į┌┐éčb▀^│╠ųąĄ─ķ_╣żĢrķgŻ¼ę“┤╦Ė„éĆ▓┐╝■į┌Ęų╣½╦ŠųąĄ─═Ļ╣żĢrķgŠ═Ą├ĄĮ┴╦Ż¼ŽÓæ¬Ą─▓┐╝■Ž┬Ą─┴Ń▓┐╝■Ą─ėŗäØĢrķgŠ═▒╗┤_Č©┴╦ĪŻ
Ęų╣½╦Š╝ēėŗäØĖ∙ō■BOM░┤šš╬’┴ŽąĶŪ¾ėŗäØĄ─╦ŃĘ©▀MąąĘųĮŌŻ¼Ą├ĄĮĮM│╔┴Ń▓┐╝■ķ_╩╝Īó═Ļ╣żĢrķg║═╔·«aöĄ┴┐ĪŻĘų╣½╦ŠėŗäØ┼c╣½╦ŠėŗäØų„ę¬▓Ņ«Éį┌ĘųÅS╝ēėŗäØ─▄ē“░čėŗäØÅ─čb┼õčė╔ņĄĮ├½┼„╔·«aĪóįŁ▓─┴Ž▓╔┘ÅŻ¼ė╔ĻPµIĄ─╣żą“╗“įŁ▓─┴Ž▓╔┘ÅĄ╚ĻPµI▀^│╠Ż¼└ŁäėŲõ╦¹╗Ņäė╗“╣żĪŻą“Ż¼▀@śėėą└¹ė┌╔·«a£╩éõ║═╝╝ąg£╩éõėŗäØŻ¼▒Ńė┌š¹¾w┐žųŲĪŻĄ½ī”┐éčb▀^│╠ųą╩ŪĘŪĻPµI┴Ń▓┐╝■▓╔ė├MRPó“ų▒ĮėŠÄųŲ╔·«aėŗäØĪŻ
3.3 ūįųŲ╝■ėŗäØ
ĻPµI┴Ń╝■╩ŪųĖ╔·«aš╝ė├ĻPµI┘Yį┤Ą─┴Ń╝■Ż¼═©│Ż╩Ū╔·«aų▄Ų┌ķL┐žųŲļyČ╚┤¾Ą─┴Ń╝■Ż¼ŲõųąĻPµI┘Yį┤┐╔ęį╔µ╝░╚╦┴”ĪóįOéõ─▄┴”ĪóįŁ▓─┴ŽĪó╔·«a├µĘeĄ╚ĪŻ╚ń╣¹ĻPµI┴Ń╝■Ą─▀MČ╚▓╗Ę¹║ŽėŗäØę¬Ū¾Ż¼─Ū├┤«aŲĘĮ╗žøŲ┌▒ž╚╗įņ│╔═ŽŲ┌Ż║ĻPµI┴Ń╝■Ą─ėŗäØ╩Ū╔·«aū„śIėŗäØĄ─║╦ą─ā╚╚▌ų«ę╗Ż╗×ķ▒ŻūC«aŲĘĄ─▀MČ╚Ż¼į┌ŠÄųŲĻPµI┴Ń╝■╔·«aū„śIėŗäØĢrŻ¼▓╔ė├Ą╣┼┼Ę©üĒųŲČ©┴Ń╝■Ė„éĆ╣żą“Ą─ķ_╣ż╚šŲ┌║══Ļ╣ż╚šŲ┌ĪŻ
3.4 Ęų╝ēėŗäØĄ─ģfš{╠Ä└Ē
(1)ĻPµI╣żū„ųąą─Ą─ģfš{└¹ė├ĪŻŲ¾śIĢ■ėąČÓéĆėåå╬Č╝ąĶę¬╩╣ė├ĻPµI╣żū„ųąą─Ż¼┐╔─▄╩╣ĻPµIČĪū„ųąą─Ą─╔·«a─▄┴”▓╗─▄ØMūŃėåå╬ąĶŪ¾Ż¼╠Ä└Ē▀@éĆå¢Ņ}╩ūŽ╚Ęų╬÷ĻPµI╣żū„ųąą─Ą──▄┴”╩ŻėÓČÓ╔┘Ż¼╩ŪʱØMūŃėåå╬Ą─ę¬Ū¾ĪŻ╚ńØMūŃät▀Mąą░▓┼┼ėŗäØŻ¼Ę±ätš{š¹║═ē║┐sąĶę¬╩╣ė├ĻPµI╣żū„ųąą─Ą─ŠoŪ░Šo║¾Ą─╣żą“Ģrķg╩╣ų«ØMūŃ╔·«aŻ¼Ųõ┤╬Ęų╬÷ėåå╬ųąĄ─ųžę¬│╠Č╚┼┼ą“Ż¼į┘ųžą┬░▓┼┼ėŗäØ│õĘų└¹ė├ĻPµI╣żū„ųąą─ĪŻ
(2)Ė„╝ēėŗäØų«ķgĄ─ģfš{╠Ä└ĒĪŻå╬╝■ąĪ┼·╔·«aėŗäØ╩▄▒ŖČÓę“╦žė░Ēæ┼cŽ▐ųŲŻ¼╚ń╚╦┴”ĪóįOéõ(įOéõ╣╩šŽĪó╣żŠ▀╣żčbĄ╚)Īó╬’┴ŽĄ╚Ż¼Ęų╝ēėŗäØĄ─═Ļ│╔ĀŅør╩Ūų╝ēĘ┤üĪŻ═©│Żį┌▒Š╝ē▀Mąąģfš{╠Ä└ĒŻ¼▒M┴┐£p╔┘ėŗäØĄ─ūāäėĪŻ╚ńėąūāäėæ¬░č╩▄ūāäėĄ─ėŗäØ╝{╚ļą┬Ą─ėŗäØųąĪŻ
4 ĮY╩°šZ
┤¾ą═å╬╝■ąĪ┼·Ą─╔·«aėŗäØ╩ŪįōŅÉŲ¾śI╣▄└ĒĘŪ│ŻĻPµIĄ─ę╗ŁhŻ¼▒Š╬─Ė∙ō■å╬╝■ąĪ┼·Ą─«aŲĘ╔·«a╠ž³cĪóĮM┐ŚĮYśŗ║═«aŲĘBOMĮYśŗŻ¼╠ß│÷Ęų╝ēėŗäØüĒĮŌøQ╔·«aėŗäØ┤µį┌Ą─å¢Ņ}ĪŻ▓óßśī”īŹąąĘų╝ēėŗäØĄ─ąĶę¬Å─«aŲĘ╬’┴ŽŪÕå╬▀MąąĘų╬÷Ż¼śŗĮ©╗∙ė┌╣żą“Ą─╬’┴ŽŪÕå╬Ż¼Ą├ĄĮŽÓæ¬Ą─«aŲĘĮYśŗ┤ų╣żą“ŠWĮjłDŻ¼ė╔įōłDėŗ╦ŃĻPµI┬ĘŠĆ┤_Č©äėæBĄ─╠ßŪ░Ų┌Ż¼═¼ĢrÅ─┐éčb╗“ĻPµI▓┐╝■Ą─ėŗäØĢrķgŽ▐Č©Ųõ╦¹┴Ń▓┐╝■Ą─ėŗäØĢrķgŻ¼į┌┤╦╗∙ĄA╔ŽĘų╬÷┴╦īŹ¼F╔·«aėŗäØĄ─śIäš┴„│╠Ż¼Å─Č°┤_▒Żå╬╝■ąĪ┼·╔·«aėŗäØ─▄ėąą¦Ą─ł╠ąąŻ¼╠ßĖ▀Ų¾śI╩ął÷ĖéĀÄ┴”ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌ERPå╬╝■ąĪ┼·ŁhŠ│Ž┬Ą─╔·«aėŗäØ蹊┐
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/support/1112182659.html






















