



1 Ū░čį
ī”ļŖūė«aŲĘČ°čįŻ¼ę╗╩ŪĖ▀ą¦┬╩ĪóĄ═│╔▒ŠĄ─ųŲįņąįŻ¼╝┤ļŖūė«aŲĘĄ─┐╔ųŲįņąįå¢Ņ}Ż╗Č■╩ŪļŖūė«aŲĘĄ─┘|┴┐┼c┐╔┐┐ąįå¢Ņ}Ż¼┐╔ųŲįņąįå¢Ņ}╩ŪųŲįņÅS╝ęĻPūóĄ─ųž³cŻ¼Č°ļŖūė«aŲĘĄ─┘|┴┐┼c┐╔┐┐ąįå¢Ņ}ät╩Ū┐═æ¶įuār«aŲĘĄ─ų„꬜╦£╩ĪŻį┌ļŖūė«aŲĘĖéĀÄįĮüĒįĮ╝ż┴ęĄ─Į±╠ņŻ¼įĮüĒįĮČÓĄ─╣½╦Šķ_╩╝ĻPūóļŖūė«aŲĘĄ─┐╔┐┐ąįå¢Ņ}Ż¼ę“×ķ╠ßĖ▀«aŲĘĄ─┘|┴┐┼c┐╔┐┐ąįę▓Š═╩Ū╠ßĖ▀┐═æ¶Ą─ØMęŌČ╚Īóį÷╝ė«aŲĘĄ─ĖéĀÄ┴”ĪŻČ°ī”«aŲĘ┐╔┐┐ąįė░ĒæūŅ┤¾Ą─Š═╩ŪļŖūė«aŲĘĄ─┐╔ųŲįņąįįOėŗ(Design For ManufactureŻ¼DFM)ĪŻDFM╩Ū├µŽ“▓óąą╣ż│╠Ą─ę╗ĘNįOėŗĘĮĘ©Ż¼╝┤«aŲĘįOėŗ┼c╣ż╦ćįOėŗ▓óąą▀MąąĄ─ę╗ĘNįOėŗĘĮĘ©ĪŻļSų°╣żśI╔·«aĄ─░lš╣Ż¼įOéõ║═«aŲĘĄ─╣”─▄┼cĮYśŗ╚š┌ģÅ═ļsŻ¼«aŲĘįOėŗį┌š¹éĆ╔·├³ų▄Ų┌ā╚š╝ėąįĮüĒįĮųžę¬Ą─╬╗ų├Ż¼DFM╩Ūį┌įOėŗļAČ╬▒Mįń┐╝æ]┼cųŲįņėąĻPĄ─╝s╩°Ż¼╚½├µįuār«aŲĘįOėŗ║═╣ż╦ćįOėŗŻ¼▓ó╠ß╣®Ė─▀MĄ─Ę┤üą┼ŽóŻ¼╝░ĢrĖ─▀MįOėŗŻ¼▒ŻūC«aŲĘįOėŗĪó╣ż╦ćįOėŗĪóųŲįņę╗┤╬│╔╣”Ż¼ęį▀_ĄĮĮĄĄ═«aŲĘ│╔▒ŠŻ¼╠ßĖ▀«aŲĘ┘|┴┐Ż¼┐sČ╠«aŲĘķ_░lų▄Ų┌Ą──┐Ą─ĪŻę“┤╦ķ_░l«aŲĘDFMĘĮ├µĄ─蹊┐Š▀ėąųžę¬Ą─ęŌ┴xĪŻ▒Š╬─īóŠ═ļŖūė«aŲĘĮMčb▀^│╠ųąąĶ┐╝æ]Ą─┐╔ųŲįņąįįOėŗę“╦ž▀MąąĻU╩÷Ż¼ŽŻ═¹─▄ī”ŽÓĻP╣ż│╠įOėŗ╚╦åTėą╦∙Ä═ų·ĪŻ
2 į¬╝■▓╝ŠųĄ─DFM┐╝æ]
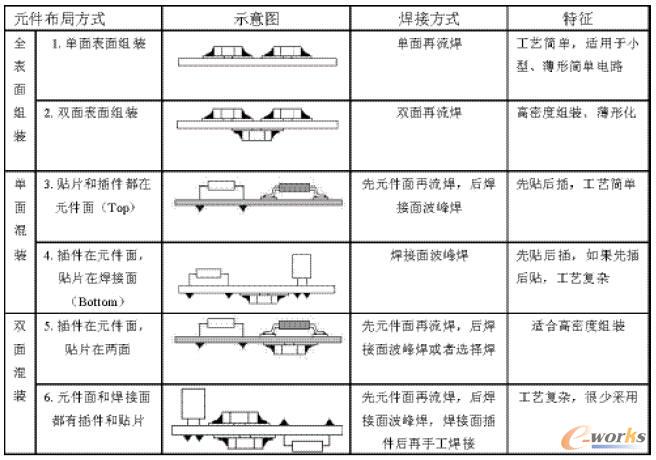
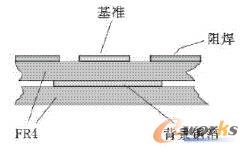
į¬╝■▓╝Šų╩ŪėĪųŲ░ÕĮM╝■(PCBA)┐╔ųŲįņąįįOėŗę╗éĆ║▄ųžę¬Ą─ĘĮ├µŻ¼ī”╔·«a╣ż╦ć┬ĘŠĆĄ─įOėŗĪóĮMčbą¦┬╩Īó│╔▒Š╝░«aŲĘ┘|┴┐ė░ĒæśO┤¾ĪŻ▒Ē1╩Ū│ŻęŖĄ─PCBAį¬╝■▓╝ŠųįOėŗŻ¼─┐Ū░ļŖūė«aŲĘĄ─PCB╗∙░ÕųąŻ¼▀Ć╩ŪęįSMT/THT╗ņčbĘĮ╩Į×ķų„Ż¼▒Ē1ųąĄ─▓╝ŠųĘĮ╩Į3║═5═Ų╦]į┌╗ņčb░Õ┐©įOėŗ╔Ž╩╣ė├ĪŻį¬╝■▓╝ŠųįOėŗĄ──┐ś╦Ż║(1)▒M┐╔─▄╩╣ė├ūŅ╔┘Ą─║ĖĮė▓Į¾EŻ╗(2)▒M┐╔─▄▓╔ė├╗ž┴„║Ė║═│ŻęÄ▓©ĘÕ║ĖŻ╗(3)▒▄├Ō╩ų╣żča║ĖĪŻ▒M┴┐ūī╔·«a╣ż╦ć║åå╬╗»Ż¼═¼Ģr▒▄├ŌČÓ┤╬║ĖĮėįņ│╔║Ė³cķgĮī┘╗»║Ž╬’(IMC)▀^║±ęū┤Ó╚▌ęūöÓ┴čĪŻ
▒Ē1 │ŻęŖĄ─PCBAį¬╝■▓╝ŠųįOėŗ
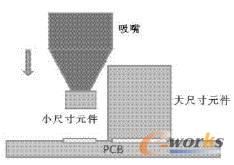
ī”ė┌▓╝ŠųĘĮ╩Į5Ż¼╬ęéā┐╔ęįįOėŗ╚ńłD1╦∙╩Š╔·«a╣ż╦ć┬ĘŠĆŻ¼ąĶ꬚f├„Ą─╩ŪŻ¼ī”ė┌ļp├µ╗ņčb░Õ┐©Ą─║ĖĮė╣ż╦ćŻ¼│²┴╦ėąŲ┴▒╬▓©ĘÕ║ĖŻ¼▀Ćėą╝t─z╣ż╦ćĪó▀xō±ąį▓©ĘÕ║ĖĄ╚Ż¼║¾├µīóųę╗ĮķĮBĪŻ
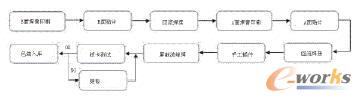
łD1 ļp├µ╗ņčb░Õ┐©╔·«a╣ż╦ć┬ĘŠĆ
ū„×ķę╗├¹ļŖ┬ĘįOėŗ╣ż│╠ĤŻ¼æ¬ī”╦∙įOėŗPCBAĄ─ĮMčb▀^│╠ėąę╗éĆš²┤_Ą─šJūRŻ¼▀@śėŠ═┐╔ęį▒▄├ŌĘĖę╗ą®įŁätąįĄ─Õeš`ĪŻį┌▀xō±║ĖĮėĘĮ╩ĮĢrŻ¼│²┐╝æ]PCBĄ─ĮMčb├▄Č╚Īó▓╝ŠĆĄ─ļyęū═ŌŻ¼▀Ć▒žĒÜĖ∙ō■┤╦║ĖĮėĘĮ╩ĮĄ─Ąõą═╣ż╦ć┴„│╠Ż¼┐╝æ]ĄĮŲ¾śI▒Š╔ĒĄ─╣ż╦ć╦«ŲĮŻ¼▒M┐╔─▄▓╔ė├Ų¾śIōĒėą▓ó╩ņŠÜšŲ╬šĄ─║ĖĮė╣ż╦ćŻ¼╚ńį┘┴„║Ė║═│ŻęÄ▓©ĘÕ║ĖĮėĪŻ┴Ē═ŌųĄĄ├ūóęŌĄ─ę╗³c╩ŪŻ¼╚¶ėŗäØī”║ĖĮė├µīŹ╩®▓©ĘÕ║ĖĮė╣ż╦ćŻ¼æ¬▒▄├Ō║ĖĮė├µ╔Ž▓╝ų├ėą╔┘öĄÄūéĆSMDČ°įņ│╔╣ż╦ćÅ═ļs╗»ĪŻ
3 ╔·«a╣ż╦ć┬ĘŠĆųąĖ„╣żą“Ą─DFM┐╝æ]
į┌ļŖūė«aŲĘĮMčb▀^│╠ųąŻ¼ę¬▒ŻūC«aŲĘ╔·«a┘|┴┐Å─╩╝ų┴ĮK¤o╚▒Ž▌╩Ū║▄└¦ļyĄ─Ż¼▀@╩Ūė╔ė┌╣żą“▒ŖČÓŻ¼¤oĘ©▒ŻūC├┐éĆ╣żą“Č╝▓╗│÷¼F╚╬║╬▓ŅÕeŻ¼Ą½┐╔ęį═©▀^┤ļ╩®īó╚▒Ž▌┐žųŲį┌ę╗éĆ┐╔ęįĮė╩▄Ą─ĘČć·ā╚Ż¼▀@│²┴╦¼Fł÷╣ż╦ć┐žųŲ═ŌŻ¼įOėŗę“╦žę▓ĘŪ│ŻĻPµIŻ¼Ž┬├µųę╗ī”ļŖūėĮMčb▀^│╠ųąĄ─ĻPµI╣żą“ę¬┐╝æ]Ą─įOėŗę“╦ž▀MąąĮķĮBĪŻ
3.1 ║ĖĖÓėĪ╦óĢrĄ─DFMįOėŗ┐╝æ]
║ĖĖÓėĪ╦ó╩ŪSMT╣ż╦ćųąĄ─Ą┌ę╗Ą└╣żą“Ż¼═©▀^╩╣ė├ėĪ╦óÖCīó║ĖĖÓÅ─ŠW░Õķ_┐ūųą┬®ėĪĄĮPCB║Ė▒P╔ŽĪŻō■Įyėŗ60%Ī½70%║ĖĮė╚▒Ž▌╩Ūė╔║ĖĖÓėĪ╦ó▓╗┴╝įņ│╔Ą─ĪŻę¬īŹ¼FĖ▀ŲĘ┘|║ĖĖÓėĪ╦ó│²┴╦ę¬┐╝æ]║ĖĖÓ▀xō±Īó║ĖĖÓėĪ╦óģóöĄ═ŌŻ¼ī”ŠW░ÕįOėŗ║═PCB░ÕįOėŗ╝ė╣żę▓╠ß│÷┴╦Š▀¾wę¬Ū¾ĪŻ
3.1.1 ŠW░ÕįOėŗ
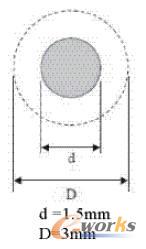
(1)ķ_┐ūĄ─═Ōą╬│▀┤ńĪŻŠW░Õ╔ŽĄ─ķ_┐ūų„ę¬ė╔PCB░Õ╔ŽŽÓī”æ¬Ą─║Ė▒PĄ─│▀┤ńøQČ©Ą─ĪŻę╗░ŃŠW░Õ╔Žķ_┐ūĄ─│▀┤ńæ¬▒╚ŽÓī”æ¬║Ė▒PąĪ10%Ż¼▓ó┐╔▓╔ė├╚ńłD2╦∙╩ŠŠW░Õķ_┐ūą╬ĀŅŻ¼▒▄├Ō╗ž┴„║ĖĢrÕaųķ«a╔·ĪŻ

łD2 ÄūĘN│ŻęŖĄ─Ę└ÕaųķŠW░Õķ_┐ū
(2)ŠW░ÕĄ─║±Č╚ĪŻŠW░ÕĄ─║±Č╚┼cķ_┐ūĄ─│▀┤ńī”║ĖĖÓĄ─ėĪ╦óęį╝░║¾├µĄ─į┘┴„║Ėėąų°║▄┤¾Ą─ĻPŽĄŻ¼Š▀¾w×ķ║±Č╚įĮ▒Īķ_┐ūįĮ┤¾Ż¼įĮėą└¹ė┌║ĖĖÓßīĘ┼ĪŻĮøūC├„Ż¼┴╝║├Ą─ėĪ╦ó┘|┴┐▒žĒÜę¬Ū¾ķ_┐ū│▀┤ń┼cŠW░Õ║±Č╚▒╚ųĄ┤¾ė┌1.5ĪŻĘ±ät║ĖĖÓėĪ╦ó▓╗═Ļ╚½ĪŻõōŲ¼║±Č╚Ą─▀xō±ęįPCBųąICūŅąĪĄ─ķgŠÓ×ķę└ō■Ż¼ī”0.5mmęį╔ŽĄ─ę²ŠĆķgŠÓŻ¼ė├║±Č╚×ķ(0.15Ī½0.18)mmŠW░ÕŻ¼ī”0.5mmĄ─ę²ŠĆķgŠÓŻ¼ė├║±Č╚×ķ(0.12Ī½0.15)mmŠW░ÕŻ¼ī”(0.3Ī½0.4)mmĄ─ę²ŠĆķgŠÓŻ¼ė├║±Č╚×ķ(0.1-0.12)mmŠW░ÕĪŻ
3.1.2 PCB░ÕįOėŗ
PCB░ÕįOėŗ═¼śėī”║ĖĖÓėĪ╦óė░ĒæĘŪ│ŻŠ▐┤¾Ż¼į┌PCBįOėŗĢrę¬┐╝æ]ęįŽ┬ę“╦žŻ║
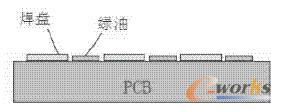
(1)║Ė▒PįOėŗ╝ė╣żĄ─Ą─┐╝æ]ĪŻ║Ė▒P▒Ē├µŲĮš¹Ż¼Ūę╝ė╣ż×ķš²╣½▓ŅĪŻ▀@ų„ę¬╩Ū×ķ┴╦īŹ¼F┴╝║├Ą─║ĖÕaŲĮš¹┬®ėĪį┌║Ė▒P╔ŽŻ¼▓óŪę▒▄├Ō║ĖĖÓėĪ╦óĄĮ║Ė▒Pų«═Ōą╬│╔Õaųķ╗“š▀▀B║ĖŻ╗
(2)PCB░Õ╝ė╣ż┐╝æ]ĪŻę¬ūóęŌ░Õ├µŪÕØŹ║═ŲĮš¹Ż¼PCB░Õī”ĮŪŠĆā╔³c┬NŪ·▓╗│¼▀^0.5%Ż╗
(3)ūĶ║ĖįOėŗ┐╝æ]ĪŻė═─½īė║±▓╗æ¬Ė▀ė┌SMT║Ė▒PŻ¼▓óŪę▓╗┐╔═┐Ę¾ĄĮ║Ė▒Pų«╔ŽŻ¼ęŖłD3ĪŻ
łD3 ūĶ║Ėė═─½īė║±Č╚▓╗Ė▀ė┌SMT║Ė▒P
3.2 ┘NŲ¼ĢrĄ─įOėŗ┐╝æ]
┘NŲ¼╣ż╦ć╝╝ąg╩ŪSMT«aŲĘĮMčb╔·«aųąĄ─ĻPµI╣żą“ĪŻSMC/SMDŻ©▒Ē├µ┘Nčbį¬Ų„╝■Ż®┘Nčbę╗░Ń▓╔ė├┘NŲ¼ÖCūįäė▀MąąĪŻ┘NŲ¼ÖC╩ŪSMT«aŲĘĮMčb╔·«aŠĆųąĄ─║╦ą─įOéõŻ¼ę▓╩ŪSMTĄ─ĻPµIįOéõŻ¼øQČ©ų°SMT«aŲĘĮMčbĄ─ūįäė╗»│╠Č╚ĪŻ┘NŲ¼Ą─ų„ę¬äėū„░³└©╗∙░ÕČ©╬╗Īóį¬╝■╩░╚ĪĪóį¬╝■Č©╬╗Īóį¬╝■┘NŲ¼Ą╚Ż¼ę¬īŹ¼FĖ▀ŲĘ┘|Ą─┘NŲ¼┘|┴┐║═┘NŲ¼ą¦┬╩Ż¼ī”PCB░ÕįOėŗę▓╠ß│÷┴╦Š▀¾wę¬Ū¾Ż║
(1)ŖA│ų▀ģĪŻ╔ŽŽ┬Ė„3mm╗“5mmŻ¼ŖA│ų▀ģ╔Ž¤oį¬╝■Īó║Ė▒PĪóļŖ┬ĘĄ╚Ż╗
(2)╗∙£╩ĪŻ╗∙£╩įOėŗī”ė┌Ė▀Š½Č╚┘NŲ¼╩«ĘųĻPµIŻ¼ų┴╔┘ėą2éĆ╗∙£╩Ż¼╬╗ė┌PCBī”ĮŪŠĆ╔ŽŻ¼ŠÓļxįĮ▀hįĮ║├Ż¼═Ų╦]įOėŗ3éĆ╗∙£╩Ż¼┐╔╠Ä└ĒPCB X╗“YĘĮŽ“ą╬ūāįņ│╔Ą─Ų½▓ŅĪŻ╗∙£╩įOėŗę╗░Ń╩╣ė├1mm╗“1.5mmīŹą─łA║Ė▒PĄ╚ś╦£╩łDą╬Ż¼×ķ▒Ńė┌ūRäeŻ¼į┌ś╦ėøų▄ć·æ¬įōėąę╗ēKø]ėąŲõ╦³ļŖ┬Ę╠žš„╗“ś╦ėøĄ─┐šĢńģ^Ż©ų┴╔┘2▒Čė┌║Ė▒Pų▒ÅĮŻ¼łD4╩Ū╬ę╣½╦Š╗∙£╩įOėŗę¬Ū¾Ż®Ż¼╗∙£╩║Ė▒P▒Ē├µŲĮš¹Ż¼į┌╗∙£╩³cĄ─Ž┬ĘĮŻ©╗∙░Õ▒│║¾╗“ā╚īėŻ®įOų├▒│Š░Ń~▓Łį÷┤¾Ę┤▓Ņ▒Ńė┌┘NŲ¼ÖCūRäeŻ¼╚ńłD5ĪŻ
łD4 ╬ę╣½╦Š╗∙£╩įOėŗę¬Ū¾
łD5 ▒│Š░Ń~▓Łį÷┤¾Ę┤▓Ņ
(3)╗∙░ÕŲĮš¹ĪŻPCBī”ĮŪŠĆā╔³c┬NŪ·▓╗│¼▀^0.5%Ż╗
(4)▓╗═¼Ė▀Č╚į¬╝■▒▄├ŌįOėŗ▀^Į³Ż¼ęįĘ└ų╣╬³ūņŽ┬ĮĄĢr┼÷ū▓ĄĮ┤¾│▀┤ńį¬╝■įņ│╔’w╝■Ż¼ęŖłD6Ż╗
łD6 ┘NŲ¼Ė╔╔µ
(5)ŽÓ╦Ųį¬╝■▒M┴┐ęį═¼śėĘĮŽ“ŽÓÓÅ▓╝Šųį┌ę╗ŲŻ©ęŖłD7Ż®Ż¼▀@┐╔ęįūī┘NŲ¼ÖC╬³ūņį┌Ę┼ų├į¬╝■ĢręŲäėŠÓļxūŅČ╠Ż¼▓óŪę▓╗ė├š{š¹┘NčbĮŪČ╚Ż¼ūŅ┤¾│╠Č╚╠ßĖ▀┘NŲ¼ą¦┬╩ĪŻ
łD7 ŽÓ╦Ų┘NŲ¼į¬╝■▓╝Šų
3.3 ╗ž┴„║ĖĢrĄ─įOėŗ┐╝æ]
╗ž┴„║Ė╩ŪųĖęč┘Nčb║├Ą─PCBA═©▀^į┘┴„║ĖĀt═Ļ│╔╚║║ĖĄ─╣ż╦ć▀^│╠Ż¼┐╔ęįė├£žČ╚Ū·ŠĆĄ─Ė┼─Ņ╔Ņ╚ļ┴╦ĮŌ╗ž┴„║Ė╣ż╦ć▀^│╠ĪŻ£žČ╚Ū·ŠĆ╩ŪųĖPCBA═©▀^╗ž┴„ĀtĢrŻ¼PCBA╔Ž─│ę╗³cĄ─£žČ╚ļSĢrķgūā╗»Ą─Ū·ŠĆĪŻłD8╩Ūę╗Ąõą═ėąŃU£žČ╚Ū·ŠĆŻ¼£žČ╚Ū·ŠĆ╠ß╣®┴╦ę╗ĘNų▒ė^Ą─ĘĮĘ©Ż¼üĒĘų╬÷─│éĆį¬╝■į┌š¹éĆ╗ž┴„║Ė▀^│╠ųąĄ─£žČ╚ūā╗»ŪķørĪŻ£žČ╚Ū·ŠĆ┐╔Ęų│╔4éĆģ^ķgŻ║ŅA¤ßģ^Īó▒Ż£žģ^Īó╗ž┴„ģ^║═└õģsģ^Ż¼├┐ę╗ģ^Ą─ĢrķgĪó╔Ž╔²/Ž┬ĮĄą▒┬╩įOČ©Č╝ėąć└Ė±Ą─╣ż╦ćę¬Ū¾Ż¼ęį½@Ą├ūŅ╝čĄ─║ĖĮėą¦╣¹ĪŻ
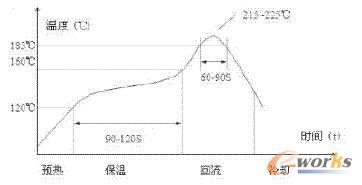
łD8 Ąõą═ėąŃU£žČ╚Ū·ŠĆ
│²┤╦ų«═ŌŻ¼╗ž┴„║Ėī”įOėŗ╠ß│÷ęįŽ┬ę¬Ū¾Ż║
(1)║Ė▒P│▀┤ńįOėŗĪŻę╗░Ń┘NŲ¼į¬╝■į┌ķLČ╚ĘĮŽ“╔Ž║Ė▒Pā╔é╚Č╝æ¬┬į┤¾ė┌į¬╝■║ĖČ╦╗“ę²ŠĆĄ─│▀┤ń(ęŖłD9)Ż¼ęį▒ŻūC║Ė³cėąę╗Č©Ą─ÖCąĄÅŖČ╚Ż¼▓óęūė┌ė├─┐£yĘĮĘ©Öz“×║Ė³c┘|┴┐ĪŻį┌īÆČ╚ĘĮŽ“╔Žī”ė┌┘NŲ¼ļŖūĶ▀@śė║ĖČ╦ų╗ėą1├µ╗“š▀3├µĄ─į¬╝■║Ė▒P═Ų╦]┼cį¬╝■║ĖČ╦īÆČ╚ę╗ų┬Ż¼ūŅ┤¾▓╗│¼▀^į¬╝■║ĖČ╦īÆČ╚Ą─1.1▒ČŻ¼Č°ī”ė┌ļŖ╚▌▀@śė║ĖČ╦ėą5├µĄ─į¬╝■║Ė▒PīÆČ╚┐╔┬į┤¾ė┌║ĖČ╦īÆČ╚Ż¼Ą½ę▓▓╗│¼▀^║ĖČ╦īÆČ╚Ą─1.1▒ČŻ¼ęį▒ŻūCį┌║ĖČ╦é╚├µę▓ą╬│╔║Ė┴Ž╠Ņ│õ(Fillet)Ż¼į÷ÅŖ║Ė³c▀BĮėÖCąĄÅŖČ╚Ż╗

łD9 ║Ė▒Pį┌ķLČ╚ĘĮŽ“ā╔é╚Č╝æ¬┬į┤¾ė┌║ĖČ╦╗“ę²ŠĆ│▀┤ń
(2)į¬Ų„╝■Ęų▓╝æ¬▒M┐╔─▄Š∙ä“Ż¼┤¾┘|┴┐Ų„╝■į┘┴„║ĖĢr¤ß╚▌┴┐▌^┤¾Ż¼ę“┤╦▓╝Šų╔Ž▀^ė┌╝»ųą╚▌ęūįņ│╔Šų▓┐£žČ╚Ą═Č°ī¦ų┬╝┘║ĖŻ╗
(3)ßśī”ļp├µ┘NŲ¼PCBŻ¼║ĖĮė├µ▓╗ę¬Ęų▓╝┤¾┘|┴┐Īó┤¾│▀┤ńį¬╝■Ż¼▒▄├ŌČ■┤╬╗ž┴„ĢrĄ¶╝■Ż╗
(4)PCBā╚īėŠ∙ä“Ė▓Ń~Ż¼▒▄├Ō╗ž┴„┬NŪ·Ż╗
(5)▒▄├Ōį┌▒Ē├µ░▓čb║Ė▒Pęįā╚Ż¼╗“į┌ŠÓ▒Ē├µ░▓čb║Ė▒P0.4mmęįā╚įOų├ī¦═©┐ūŻ¼ęįĘ└ų╣╗ž┴„Ģr║ĖÕaÅ─┐ūųą┴„ū▀įņ│╔║ĖÕa╔┘ĪŻ╚ń¤oĘ©▒▄├ŌŻ¼ĒÜė├ūĶ║Ėä®īó║Ė┴Ž┴„╩¦═©Ą└ūĶöÓĪŻš²┤_įOėŗī¦═©┐ū║═║Ė▒Pų«ķgæ¬ėąę╗Č╬═┐ėąūĶ║Ė─żĄ─╝ÜŠĆŽÓ▀BŻ¼╝ÜŠĆĄ─ķLČ╚æ¬┤¾ė┌0.4mmŻ¼īÆČ╚ąĪė┌0.4mmŻ¼ęŖłD10Ż╗
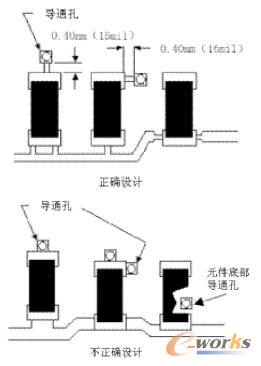
łD10 ▒Ē├µ░▓čb║Ė▒Pī¦═©┐ūįOėŗ
(6)║Ė▒PĄ─łAĮŪ╠Ä└ĒĪŻī”║Ė▒Pū„▀@ĘN╠ž╩Ō╠Ä└ĒŻ¼┐╔╠ßĖ▀║ĖĖÓĄ─ėĪ╦ó║═ØÖر─▄┴”ĪŻ
3.4 ▓©ĘÕ║ĖĢrĄ─įOėŗ┐╝æ]
▓©ĘÕ║Ė╩Ūīó╚█╗»Ą─║Ė┴ŽŻ¼ĮøļŖäė▒├╗“ļŖ┤┼▒├ćŖ┴„│╔įOėŗę¬Ū¾Ą─║Ė┴Ž▓©ĘÕŻ¼╩╣ŅAŽ╚čbėąļŖūėį¬Ų„╝■Ą─PCB░Õ═©▀^║Ė┴Ž▓©ĘÕŻ¼īŹ¼Fį¬Ų„╝■║ĖČ╦╗“ę²─_┼cŠĆ┬Ę░Õ║Ė▒Pų«ķgÖCąĄ┼cļŖÜŌ▀BĮėĄ─▄øŌF║ĖĪŻ▓©ĘÕ║Ė╩Ūę╗ĘNé„Įy║ĖĮė╣ż╦ćŻ¼ęčĮø┤µį┌Äū╩«─Ļ┴╦ĪŻį┌▓©ĘÕ║ĖųąąĶę¬┐╝æ]Ą─įOėŗę“╦žėąŻ║
(1)▀^┐ū┤¾ąĪĪŻIPC-610Eś╦£╩ę¬Ū¾║ĖÕaį┌═©┐ūųąų┴╔┘┼└╔²75%ęį╔Ž╩Ū┐╔┐┐Ą─Ż¼═Ų╦]100%ĪŻ║ĖÕaį┌═©┐ūā╚Ą─┼└╔²Š═╩ŪĮ■ØÖę║¾wį┌╝Ü╣▄ā╚┼└╔²Ą─├½╝ܼFŽ¾ĪŻ×ķ▀_ĄĮ▀@éĆ┼└╔²ś╦£╩Ż¼═©┐ū┤¾ąĪĄ─║Ž└ĒįOėŗĘŪ│ŻĻPµIŻ¼▀^┤¾╗“▀^ąĪČ╝¤oĘ©┼└╔²Ż¼═Ų╦]▓Õ╝■║Ė▒P═©┐ū▒╚į¬╝■ę²ŠĆīÆ(0.2Ī½0.4)mmūŅėą└¹ė┌║ĖÕaĄ─┼└╔²ĪŻ
(2)ī”ė┌Š▀ėą▌^Ė▀ę²─_öĄĄ─Ų„╝■╚ńĮėŠĆū∙╗“▒ŌŲĮļŖ└|Ż¼æ¬╩╣ė├ÖEłAą╬║Ė▒PČ°▓╗╩ŪłAą╬ęįĘ└ų╣▓©ĘÕ║ĖĢr│÷¼FÕaś“Ż¼ę▓ėą└¹ė┌║ĖÕaĄ─ØÖرĪŻ
(3)ŽÓ╦ŲĄ─į¬╝■į┌░Õ├µ╔Žæ¬ęįŽÓ═¼Ą─ĘĮ╩Į┼┼Ę┼ĪŻ▀@śėę╗Ą®│÷¼FśOąįÕeš`┐╔ęį║▄╚▌ęū▒╗░l¼FĪŻ
(4)ÖCąĄ░▓čb┐ūįOėŗĪŻ╚ń╣¹ø]ėąĮėĄžĄ─┐╝æ]Ż¼ā╚┐ūæ¬▓╔ė├ĘŪĮī┘╗»įOėŗŻ¼▒▄├Ō▀^▓©ĘÕ║ĖĢr▒╗║ĖÕaČ┬ūĪĪŻ
3.5 ╝t─z╣ż╦ćĢrĄ─įOėŗ┐╝æ]
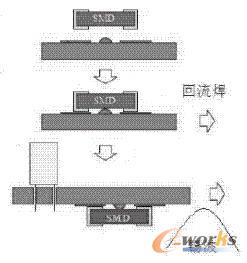
╝t─z╣ż╦ć╩Ūßśī”║ĖĮė├µ═¼Ģrėą║åå╬┘NŲ¼į¬╝■║═▓Õ╝■į¬╝■║Ė³cĄ─ę╗ĘN╗ņčb║ĖĮė╣ż╦ć╝╝ągŻ¼╩ūŽ╚└¹ė├╝t─zŽ╚š│ūĪ┘NŲ¼į¬╝■Ż¼▀^╗ž┴„║Ė╣╠╗»Ż¼╚╗║¾Ę┤├µ▓Õ╚ļ▓Õ╝■į¬╝■▀^▓©ĘÕ║ĖŻ¼Š▀¾w╣ż╦ć▀^│╠ęŖłD11ĪŻßśī”╝t─z╣ż╦ćąĶę¬┐╝æ]Ą─įOėŗę“╦ž╚ńŽ┬ĪŻ
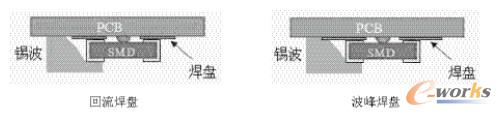
(1)į¬╝■▓╝ŠųĪŻ▓©ĘÕ║Ėų╗─▄║ĖĮė0603╝░ęį╔Ž│▀┤ńĄ─Ų¼╩ĮūĶ╚▌ĪóSOT.SOICŻ©ę²─_ķgŠÓ≥1mmŪęĖ▀Č╚ąĪė┌2.0mmŻ®ĪŻĘų▓╝į┌║ĖĮė├µĄ─į¬Ų„╝■Ż¼ę²─_Ą─ĘĮŽ“ę╦┤╣ų▒ė┌▓©ĘÕ║ĖĮėĢrPCBĄ─é„╦═ĘĮŽ“Ż¼ęį▒ŻūCį¬Ų„╝■ā╔▀ģĄ─║ĖČ╦╗“ę²ŠĆ═¼Ģr▒╗Į■║ĖŻ¼╚ńłD12ĪŻ«ö▓╔ė├▓©ĘÕ║ĖĮėSOICĄ╚ČÓ─_į¬╝■ĢrŻ¼æ¬ė┌Õa┴„ĘĮŽ“ūŅ║¾ā╔éĆŻ©├┐▀ģĖ„1Ż®║Ė─_╠ÄįOų├Ė`Õa║Ė▒PŻ¼Ę└ų╣▀B║ĖĪŻ
łD11 ╝t─z╣ż╦ć
![║ĖĮė├µ═Ų╦]┘NŲ¼į¬╝■▓╝Šų](http://m.hanmeixuan.com/upfile/eweb/20146189188845.jpg)
łD12 ║ĖĮė├µ═Ų╦]┘NŲ¼į¬╝■▓╝Šų
(2)š┌▒╬ą¦æ¬ĪŻš┌▒╬ą¦æ¬Ż©ę▓ĘQ║ĖĮėĻÄė░Ż®Š═╩Ū▓©ĘÕ║ĖĮėĢrė╔ė┌▌^Ė▀Ą─į¬╝■╗“╬’¾wūĶō§Õa▓©¤oĘ©Įėė|ĄĮ║Ė▒Pą╬│╔╠ō║ĖĪŻ
ę¬▒▄├Ōš┌▒╬ą¦æ¬Ż¼║ĖĮė╣ż╦ć┐╔ęį▓╔ė├ļp▓©ĘÕŻ¼┐╔ėąą¦ĮŌøQš┌▒╬ą¦æ¬įņ│╔Ą─╠ō║ĖŻ¼═¼Ģrį┌PCBAįOėŗĢrūóęŌęįŽ┬Äū³cŻ║
ó┘║Ž▀mĄ─║Ė▒P│▀┤ńĪŻ▒╚╗ž┴„║Ė▒PķLŻ¼ęį▒ŃÕa▓©Įėė|ĄĮĄĮ▒╗š┌ō§Ą─║Ė▒PŻ¼ęŖłD13ĪŻ
łD13 čėķLĄ─║Ė▒P┐╔▒▄├Ōš┌▒╬ą¦æ¬
ó┌║Ž▀mĄ─į¬╝■ķgŠÓĪŻŽÓÓÅį¬╝■ķgĄ─ķgŠÓæ¬ØMūŃ▓©ĘÕ║ĖĮėĄ─ę¬Ū¾ęį▒▄├Ōš┌▒╬ą¦æ¬Ż¼ę¬Ū¾┤¾ė┌Ų„╝■Ė▀Č╚Ż╗
ó█į¬╝■Ęų▓╝ĪŻ║ĖĮė├µ▓╗─▄Ęų▓╝╠½Ė▀Ą─┘NŲ¼į¬╝■Ż©Ė▀Č╚ąĪė┌2.0mmŻ®Ż¼▒▄├Ō▓©ĘÕ║ĖĢrī”┼RĮ³į¬╝■įņ│╔š┌▒╬ĪŻ
3.6 Ų┴▒╬▓©ĘÕ║ĖĢrĄ─įOėŗ┐╝æ]
Ų┴▒╬▓©ĘÕ║Ėę▓╩Ūßśī”║ĖĮė├µ═¼Ģrėą┘NŲ¼į¬╝■║═▓Õ╝■į¬╝■║Ė³cĄ─ę╗ĘN╗ņčb║ĖĮė╣ż╦ć╝╝ągŻ¼═©▀^╩╣ė├Ų┴▒╬─ŻŠ▀š┌▒╬┘NŲ¼į¬╝■üĒīŹ¼Fī”PCB░Õ║ĖĮė├µ▓Õčbę²ŠĆĄ─▓©ĘÕ║ĖĮėĪŻ┼c▓╔ė├╝t─z╣ż╦ćĢr║ĖĮė├µų╗─▄Ęų▓╝║åå╬┘NŲ¼į¬╝■▓╗═¼Ż¼Ų┴▒╬▓©ĘÕ║Ė┐╔æ¬ī”║ĖĮė├µĘų▓╝ėąÅ═ļs┘NŲ¼į¬╝■Ą─░Õ┐©ĪŻ▓╔ė├Ų┴▒╬▓©ĘÕ║ĖĢr═¼śėī”įOėŗ╠ß│÷┴╦Š▀¾wę¬Ū¾Ż║
(1)║ĖĮė├µ┘NŲ¼į¬╝■┼c▓Õ╝■║Ė³cŽÓŠÓų┴╔┘į┌2mmęį╔ŽŻ¼ęį▒▄├Ō«a╔·š┌▒╬ą¦æ¬Ż╗
(2)║ĖĮė├µ┘NŲ¼į¬╝■Ė▀Č╚▓╗│¼▀^10mmŻ¼ęį▒▄├Ō▌^╔ŅĄ─ķ_┐ūįņ│╔š┌▒╬ą¦æ¬ĪŻ
3.7 ░Õ┐©£yįćĢrĄ─įOėŗ┐╝æ]
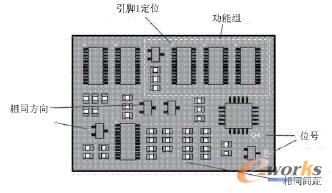
į┌░Õ┐©═Ļ│╔ĮMčb║¾ąĶę¬ī”å╬░Õ▀Mąą£yįćŻ¼─┐Ū░ßśī”░Õ┐©£yįćų„ę¬ėąICT£yįć║═╣”─▄£yįćŻ¼ę╗░ŃČ╝╩Ū═©▀^£yįć╠ĮßśĮėė|PCBA£yįć³c▓╔╝»£yįćöĄō■Ż¼ßśī”£yįćĄ─┐╝æ]ų„ę¬╩Ū£yįć³cĄ─įOėŗŻ¼░³└©ęįŽ┬Äū³cŻ║
(1)ßśī”ICT£yįć³c▓╝ŠųįOėŗŻ¼ę¬Ū¾īóį¬╝■├µĄ─SMC/SMDĄ─£yįć³c═©▀^▀^┐ūę²ĄĮ║ĖĮė├µŻ¼▀^┐ūų▒ÅĮæ¬┤¾ė┌1mmĪŻ▀@śė┐╔╩╣į┌ŠĆ£yįć▓╔ė├å╬├µßś┤▓üĒ▀Mąą£yįćŻ¼Å─Č°ĮĄĄ═┴╦į┌ŠĆ£yįć│╔▒ŠĪŻßśī”ŠSą▐£yįć³c▓╝ŠųįOėŗŻ¼┐╔įOų├į┌į¬╝■├µŻ╗
(2)£yįć³cĄ─£yįć▒Pų▒ÅĮ×ķ≥φ0.5mm(20mil)Ż¼═Ų╦]įOėŗφ1.0mm (40mil)Ż╗
(3)ę╗░Ń£yįć³cį┌6.45cm2Ż©1ŲĮĘĮėó┤ńŻ®ā╚ūŅČÓįOėŗ30éĆŻ╗
(4)═©▀^čė╔ņŠĆį┌į¬Ų„╝■ę²ŠĆĖĮĮ³įOų├£yįć║Ė▒P╗“└¹ė├▀^┐ū║Ė▒P£yįć╣سcŻ¼╚ńłD14Ż¼£yįć╣سcć└Į¹▀xį┌į¬Ų„╝■Ą─║Ė³c╔ŽŻ¼▀@ĘN£yįć┐╔─▄╩╣╠ō║Ė╣سcį┌╠Įßśē║┴”ū„ė├Ž┬öDē║ĄĮ└ĒŽļ╬╗ų├Ż¼Å─Č°╩╣╠ō║Ė╣╩šŽ▒╗č┌╔wŻ¼░l╔·╦∙ų^Ą─“╣╩šŽš┌▒╬ą¦æ¬”ĪŻė╔ė┌╠Įßśę“Č©╬╗š`▓Ņę²ŲĄ─Ų½╗╬Ż¼┐╔─▄╩╣╠Įßśų▒Įėū„ė├ė┌į¬Ų„╝■Ą─Č╦³c╗“ę²─_╔ŽČ°įņ│╔į¬Ų„╝■ōpē─ĪŻ
![═Ų╦]£yįć³cįOėŗ](http://m.hanmeixuan.com/upfile/eweb/20146189189228.jpg)
łD14 ═Ų╦]£yįć³cįOėŗ
4 ĮYšZ
ęį╔Ž╩Ūę╗ą®ļŖūėĮMčb▀^│╠ųąæ¬┐╝æ]Ą─įOėŗę¬³cŻ¼į┌├µŽ“ļŖūėĮMčbĄ─PCBA┐╔ųŲįņąįįOėŗųąŻ¼▀ĆėąŽÓ«öČÓĄ─╝Ü╣Øę¬Ū¾Ż¼▒╚╚ń║Ž└ĒĄ─░▓┼┼┼cĮYśŗ╝■Ą─┼õ║Ž┐šķgĪó║Ž└ĒĄ─Ęų▓╝ĮzėĪĄ─łDą╬║═╬─ūųĪó╔ó¤ßįOėŗĪóEMCįOėŗĪóŪĪ«öĘų▓╝▌^ųž╗“░l¤ß▌^┤¾Ą─Ų„╝■╬╗ų├Īóæ¬┴”▌^┤¾╠Äį¬╝■▓╝ŠųĪó┐╝æ]į┌╩╣ė├└ŁŃTĪóē║ŃT╣ż╦ć░▓čb┬ōĮėŲ„Ą╚Ų„╝■ĢrŻ¼╣ż─ŻŠ▀┼cĖĮĮ³╦∙Ęų▓╝į¬╝■Ą─Ė╔╔µĄ╚Ą╚Ż¼▀@Č╝╩Ūį┌įOėŗļAČ╬╦∙æ¬┐╝æ]Ą─å¢Ņ}ĪŻļŖūė«aŲĘĄ─DFMįOėŗį┌«aŲĘķ_░lįOėŗ▀^│╠ųąļm▓╗╩ŪūŅĻPµI▓┐ĘųŻ¼Ą½╦³ī”«aŲĘ╔·«a┘|┴┐Īó╔·«aą¦┬╩Ą╚Ųų°ų┴ĻPųžę¬Ą─ū„ė├ĪŻ╚¶įOėŗ▓╗«öŻ¼╔·«aīóĖ∙▒Š¤oĘ©īŹ╩®╗“ą¦┬╩║▄Ą═Ż¼«aŲĘ┘|┴┐║═┐╔┐┐ąįę▓╩▄ĄĮć└ųžė░ĒæĪŻę“┤╦ŽŻ═¹įOėŗš▀äš▒žūóęŌ▒Š╬─╦∙╠ß│÷Ą─ÄūéĆę¬Ū¾Ż¼╩╣Ą├╦∙įOėŗĄ─ļŖūė«aŲĘ▀_ĄĮąį─▄ūŅ╝čĪó┘|┴┐ūŅā×ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║ļŖūėĮMčbųąĄ─┐╔ųŲįņąįįOėŗ
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/consultation/10819914889.html






















