



0 ę²čį
╠ž╩ŌõōĶFĄ─╔·«a(ch©Żn)╣ż╦ć▒╚Ųš═©õōĶFĖ³╝ėÅ═(f©┤)ļsŻ¼Š▀ėą┼·┴┐ąĪĪóĘNŅÉĘ▒ČÓĪó╣żą“ČÓĪó╣ż╦ć┬ĘÅĮķL(zh©Żng)Īó«a(ch©Żn)ŲĘķg┐╔╠µ┤·ąįąĪ║═Į╗žøŲ┌ć└(y©ón)Ė±Ą╚╠ž³c(di©Żn)Ż¼į÷╝ė┴╦╔·«a(ch©Żn)ėŗ(j©¼)äØ┼cū„śI(y©©)┐žųŲĄ─ļyČ╚ĪŻõōĶFŲ¾śI(y©©)×ķ┴╦īŹ(sh©¬)¼F(xi©żn)╔·«a(ch©Żn)┐žųŲ┼cĮø(j©®ng)ĀI(y©¬ng)╣▄└ĒĄ─Įy(t©»ng)ę╗Ż¼īó╠Äė┌▓╗═¼╣▄└Ēīė╝ē(j©¬)Ą─ERPŽĄĮy(t©»ng)┼cMESŽĄĮy(t©»ng)▀M(j©¼n)ąą╝»│╔Ż¼ęįĮŌøQØMūŃ╔·«a(ch©Żn)ĮM┐Śą¦┬╩║═ØMūŃ╩ął÷(ch©Żng)ąĶŪ¾ų«ķgĄ─├¼Č▄ĪŻERP├µŽ“Ų¾śI(y©©)š¹éĆ(g©©)▀\(y©┤n)ĀI(y©¬ng)┘Yį┤Ż¼╗∙ė┌¤o(w©▓)Ž▐Ą─«a(ch©Żn)─▄Ż¼ųŲČ©ĘĆ(w©¦n)Č©╔·«a(ch©Żn)Łh(hu©ón)Š│Ž┬Ą─║Ļė^╔·«a(ch©Żn)ėŗ(j©¼)äØĪŻMES├µŽ“▄ćķgĄ─╔·«a(ch©Żn)┘Yį┤Ż¼═©▀^(gu©░)╔·«a(ch©Żn)ėŗ(j©¼)äØĪó╔·«a(ch©Żn)š{(di©żo)Č╚ĪóÄņ(k©┤)┤µ╣▄└ĒĪó┘|(zh©¼)┴┐╣▄└ĒĪóįO(sh©©)éõ╣▄└Ē║═╬’┴ŽĖ·█ÖĄ╚ŽĄĮy(t©»ng)╣”─▄Ż¼īŹ(sh©¬)¼F(xi©żn)╬óė^Ą─╔·«a(ch©Żn)▀^(gu©░)│╠╣▄└ĒŻ¼▓óŽ“ERPŽĄĮy(t©»ng)╝░Ģr(sh©¬)Ąž╠ß╣®╔·«a(ch©Żn)īŹ(sh©¬)ļHĀŅørą┼ŽóĪŻERP┼cMES─▄ē“╗∙▒ŠīŹ(sh©¬)¼F(xi©żn)Ųš═©õōĶF╔·«a(ch©Żn)ėŗ(j©¼)äØ┼c┐žųŲĄ─╣”─▄Ż¼Ą½į┌╠Ä└Ē╠žõōČÓęÄ(gu©®)Ė±ĪóČÓ╣żą“ĪóČÓ┬ĘÅĮĄ─╔·«a(ch©Żn)Łh(hu©ón)Š│Ž┬║Ž└ĒŠ∙║ŌįO(sh©©)éõ«a(ch©Żn)─▄Īó┐žųŲ╔·«a(ch©Żn)╣Ø(ji©”)ūÓŻ¼ęįĖ▀ą¦Īó┐ņĮ▌Ą─╔·«a(ch©Żn)ĮM┐ŚĘĮ╩ĮüĒ(l©ói)ØMūŃ┐═æ¶ČÓśėĄ─éĆ(g©©)ąįąĶŪ¾║═ČÓūāĄ─╩ął÷(ch©Żng)Łh(hu©ón)Š│Ą─å¢(w©©n)Ņ}Ż¼Ųõ╚▒Ę”▒žąĶĄ─ā×(y©Łu)╗»╣”─▄ĪŻ
APS(Advanced Planning and Scheduling)╝╝ąg(sh©┤)ęį╝s╩°ā×(y©Łu)╗»└Ēšō×ķ║╦ą─Ż¼└¹ė├īė┤╬ėŗ(j©¼)äØ╦╝Žļ░čėŗ(j©¼)äØ╚╬äš(w©┤)ĘųĮŌ│╔įSČÓŠų▓┐ėŗ(j©¼)äØ─ŻēKŻ¼ųīėĮŌøQå¢(w©©n)Ņ}Ż¼Š▀ėą╠Ä└ĒÅ═(f©┤)ļs╝s╩°Ą─ā×(y©Łu)ä▌(sh©¼)Ż¼×ķĮŌøQ╠žõō╔·«a(ch©Żn)ėŗ(j©¼)äØ┼c┼┼│╠å¢(w©©n)Ņ}╠ß╣®┴╦═ŠÅĮĪŻAPSÅøča(b©│)┴╦ERPĪóMESį┌õōĶF╔·«a(ch©Żn)ėŗ(j©¼)äØ┼c┐žųŲĄ─ā×(y©Łu)╗»╣”─▄ĪŻ▒Š╬─╗∙ė┌APS╝╝ąg(sh©┤)╠Įėæ╠žõōŲ¾śI(y©©)ą┼Žó╗»Ą─╝▄śŗ(g©░u)Ż¼═©▀^(gu©░)Ė„éĆ(g©©)ŽĄĮy(t©»ng)Ą─╝»│╔║═ģf(xi©”)ū„╚½├µīŹ(sh©¬)¼F(xi©żn)Ų¾śI(y©©)░┤šš┐═æ¶ėåå╬ĮM┐Ś╔·«a(ch©Żn)Ż¼ęį╝░«a(ch©Żn)õNę╗¾w╗»Ą─╔·«a(ch©Żn)Įø(j©®ng)ĀI(y©¬ng)▓▀┬įĪŻ
1 ą┼Žó╗»┐“╝▄
1.1 ą┼Žó╗»┐é¾w┐“╝▄
į┌õōĶFŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)▀^(gu©░)│╠ųąŻ¼ERP┼c▀^(gu©░)│╠┐žųŲŽĄĮy(t©»ng)ōĒėąĖ„ūįĄ─╣”─▄ĘČ«ĀŻ¼ų«ķg¬Ü(d©▓)┴ó▀\(y©┤n)ąąŻ¼╚▒Ę”ą┼ŽóĄ─Į╗╗źęį╝░ėąÖC(j©®)Ą─┬ō(li©ón)ŽĄĪŻMESū„×ķą┼ŽóĮ╗╗źĄ─śą╝~īó╔Žīėėŗ(j©¼)äØŽĄĮy(t©»ng)┼cĄūīė▀^(gu©░)│╠┐žųŲŽĄĮy(t©»ng)╝»│╔×ķę╗¾wŻ¼═¼Ģr(sh©¬)Åøča(b©│)┴╦ųąķg╔·«a(ch©Żn)ł╠(zh©¬)ąąĄ─╣”─▄Ż¼ė┌╩Ū│÷¼F(xi©żn)┴╦õōĶFŲ¾śI(y©©)ą┼Žó╗»╚²īėĮY(ji©”)śŗ(g©░u)─Żą═Ż║śI(y©©)äš(w©┤)ėŗ(j©¼)äØŽĄĮy(t©»ng)īė(BPS)ĪóųŲįņł╠(zh©¬)ąąŽĄĮy(t©»ng)īė(MES)║═▀^(gu©░)│╠┐žųŲŽĄĮy(t©»ng)īė(PCS)ĪŻ
1)śI(y©©)äš(w©┤)ėŗ(j©¼)äØŽĄĮy(t©»ng)═©▀^(gu©░)ī”(du©¼)┐═æ¶ĪóŲ¾śI(y©©)ūį╔Ēęį╝░╣®æ¬(y©®ng)╔╠Ą─╦∙ėą┘Yį┤▀M(j©¼n)ąąš¹║ŽĪóĮy(t©»ng)ę╗ęÄ(gu©®)äØŻ¼īŹ(sh©¬)¼F(xi©żn)╬’┴„Īóą┼Žó┴„║═┘YĮ┴„į┌▓╔┘Å(g©░u)Īó╔·«a(ch©Żn)ĪóÄņ(k©┤)┤µĪóõN╩█Īó▀\(y©┤n)▌ö║═žö(c©ói)äš(w©┤)Ą╚╔·«a(ch©Żn)Įø(j©®ng)ĀI(y©¬ng)Łh(hu©ón)╣Ø(ji©”)Ą─ę╗ų┬Ż¼▓óį┌┤╦╗∙ĄA(ch©│)╔ŽŠC║Ž┐╝æ]ŅÖ┐═ąĶŪ¾Īó╔·«a(ch©Żn)─▄┴”ŲĮ║Ōęį╝░└¹ØÖ(r©┤n)ūŅ┤¾╗»Ą╚ę“╦žŻ¼ųŲČ©ķL(zh©Żng)Ų┌║═ųąŲ┌╔·«a(ch©Żn)ėŗ(j©¼)äØĪŻ
2)ųŲįņł╠(zh©¬)ąąŽĄĮy(t©»ng)īŹ(sh©¬)¼F(xi©żn)╔·«a(ch©Żn)╗Ņäė(d©░ng)ł╠(zh©¬)ąą▀^(gu©░)│╠Ą─äė(d©░ng)æB(t©żi)╣▄└ĒŻ¼Ųõ╣”─▄░³└©Ż║╔·«a(ch©Żn)ū„śI(y©©)ėŗ(j©¼)äØĪó╔·«a(ch©Żn)š{(di©żo)Č╚Īó╬’┴ŽĖ·█ÖĪóįO(sh©©)éõ╣▄└ĒĪó┘|(zh©¼)┴┐╣▄└ĒĪó¤ß╣żŠ▀╣▄└ĒĪó╣ż╦ć╣▄└Ē║═Äņ(k©┤)┤µ╣▄└ĒĄ╚ĪŻŲõųąū„śI(y©©)ėŗ(j©¼)äØ┐╝æ]ėåå╬Į╗žøŲ┌Īó╔·«a(ch©Żn)╣ż╦ćĪó«a(ch©Żn)─▄║═Äņ(k©┤)┤µĄ╚ę“╦žŻ¼ęįžō(f©┤)║╔Š∙║ŌĪó╔·«a(ch©Żn)╣Ø(ji©”)ūÓģf(xi©”)š{(di©żo)ę╗ų┬×ķ╣▄└Ē─┐ś╦(bi©Īo)ųŲČ©║Ž└ĒĄ─╔·«a(ch©Żn)ėŗ(j©¼)äØĪŻ╔·«a(ch©Żn)š{(di©żo)Č╚└¹ė├Ė·█Öą┼Žóī”(du©¼)╔·«a(ch©Żn)▀^(gu©░)│╠ųąļSÖC(j©®)│÷¼F(xi©żn)Ą─äė(d©░ng)æB(t©żi)ö_äė(d©░ng)▀M(j©¼n)ąą╠Ä└ĒŻ¼ŠS│ųū„śI(y©©)ėŗ(j©¼)äØĄ─▀B└m(x©┤)ąį║═ĘĆ(w©¦n)Č©ąįĪŻ
3)▀^(gu©░)│╠┐žųŲŽĄĮy(t©»ng)═©▀^(gu©░)┐žųŲ╔·«a(ch©Żn)ģóöĄ(sh©┤)Ą─ĘĆ(w©¦n)Č©Ż¼īŹ(sh©¬)¼F(xi©żn)ī”(du©¼)Š▀¾wįO(sh©©)éõ╝░╔·«a(ch©Żn)▀^(gu©░)│╠Ą─┐žųŲĪŻüĒ(l©ói)ūį▓╗═¼╣®æ¬(y©®ng)╔╠Ą─▀^(gu©░)│╠┐žųŲŽĄĮy(t©»ng)ų«ķg╚▒Ę”═Ļš¹Ą─╣”─▄ęÄ(gu©®)äØ║═Įy(t©»ng)ę╗Ą─öĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)Ż¼▓╗Š▀éõ├µŽ“š¹éĆ(g©©)╔·«a(ch©Żn)▀^(gu©░)│╠Ą─ėŗ(j©¼)äØ┼cš{(di©żo)Č╚Ą─╣”─▄ĪŻ
ęį╔Ž╚²īė¾wŽĄĮY(ji©”)śŗ(g©░u)īóĒöīėĄ─┘Yį┤ęÄ(gu©®)äØĪóųąīėĄ─ųŲįņł╠(zh©¬)ąą╣▄└Ē┼cĄūīėĄ─▀^(gu©░)│╠┐žųŲ▀M(j©¼n)ąą╝»│╔Ż¼═©▀^(gu©░)╚²īėŽĄĮy(t©»ng)Ą─ģf(xi©”)ū„═Ļ│╔Ų¾śI(y©©)╔·«a(ch©Żn)╗Ņäė(d©░ng)Ą─ėŗ(j©¼)äØ┼c┐žųŲĪŻĄ½╠ž╩ŌõōĄ─╔·«a(ch©Żn)╣ż╦ć┼cŲšõō┤¾ėą▓╗═¼Ż¼│╩ČÓ╣żą“ĪóČÓ┬ĘÅĮĄ─╠ž³c(di©Żn)Ż¼╣ż╦ć┬ĘŠĆķL(zh©Żng)ŪęÅ═(f©┤)ļsŻ¼╚ń¤Æõō▓┐Ęųėą▀BĶTĪó─ŻĶT║═ļŖį³ųž╚█Ą╚ČÓŚl┬ĘÅĮŻ¼ų«║¾ėą▄łĪóÕæĪó░╬Ą╚ČÓĘN╝ė╣żĘĮ╩ĮŻ¼ūŅ║¾▀Ć░³└©╦ߎ┤Īó═╦╗Īó│Cų▒ĪóÆü═Ķ║═─ź╣ŌĄ╚╠Ä└Ē╣żą“ĪŻ╠žõōÅ═(f©┤)ļsĄ─╔·«a(ch©Żn)╣ż╦ćŻ¼╩╣Ą├╣żą“ķg╬’┴„Šo├▄Īó╣Ø(ji©”)ūÓę╗ų┬Ż¼«a(ch©Żn)ŠĆķgžō(f©┤)║╔╝░┘Yį┤┼õų├Š∙║Ō╩«Ęų└¦ļyŻ¼ė╚Ųõ╩Ū║¾▓┐Ą─╝ė╣żŠ½š¹┼c¤Æõō▓┐ĘųĄ─ŃĢĮėļyęįŅÖĢ│ĪŻ╝ė╔Ž╔·«a(ch©Żn)ī”(du©¼)Ž¾×ķČÓŲĘĘNĪóČÓęÄ(gu©®)Ė±║═ąĪ┼·┴┐Ą─ėåå╬Ż¼╔·«a(ch©Żn)ĮM┐Ś┼cėŗ(j©¼)äØĢr(sh©¬)ļyęįīŹ(sh©¬)¼F(xi©żn)«a(ch©Żn)─▄Īó╬’┴„Ą─ŲĮ║Ōęį╝░ī”(du©¼)į┌ųŲŲĘÄņ(k©┤)┤µ║═Į╗žøŲ┌Ą─┐žųŲĪŻę“┤╦╔·«a(ch©Żn)ėŗ(j©¼)äØ┼cš{(di©żo)Č╚│╔×ķ╠žõō╠ß╔²Ų¾śI(y©©)╔·«a(ch©Żn)Įø(j©®ng)ĀI(y©¬ng)╣▄└Ē╦«ŲĮĄ─ĻP(gu©Īn)µIĪŻį┌╠Ä└Ē▀@ĘN╝s╩°▒ŖČÓĪóā×(y©Łu)╗»─┐ś╦(bi©Īo)Å═(f©┤)ļsĄ─╔·«a(ch©Żn)ėŗ(j©¼)äØĢr(sh©¬)Ż¼ę└┐┐ą┼Žó╠Ä└Ē╝╝ąg(sh©┤)Ą─ERP┼cMESĄ─ėŗ(j©¼)äØŽĄĮy(t©»ng)▒®┬Č│÷┴╦▓╗ūŃŻ¼ąĶę¬īóBPSīė┼cMESīėųąĄ─ėŗ(j©¼)äØ╣”─▄¬Ü(d©▓)┴ó│÷üĒ(l©ói)Ż¼ė╔Ųõ╦¹ŽĄĮy(t©»ng)═Ļ│╔ĪŻĖ▀╝ē(j©¬)ėŗ(j©¼)äØ┼cš{(di©żo)Č╚ŽĄĮy(t©»ng)APSĄ─║╦ą─╝╝ąg(sh©┤)╩Ū╝s╩°ā×(y©Łu)╗»╝╝ąg(sh©┤)Ż¼▀mė├ė┌ĮŌøQ╠žõōŲ¾śI(y©©)Å═(f©┤)ļsĄ─╔·«a(ch©Żn)ėŗ(j©¼)äØ┼cš{(di©żo)Č╚å¢(w©©n)Ņ}ĪŻė┌╩Ū▒Š╬─╠ß│÷┴╦╠žõōŲ¾śI(y©©)ą┼ŽóŽĄĮy(t©»ng)4īė¾wŽĄĮY(ji©”)śŗ(g©░u)Ż¼╚ńłD1╦∙╩ŠĪŻ
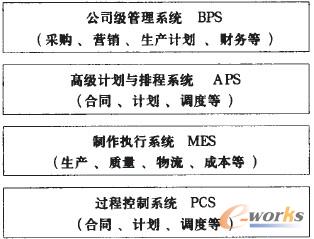
łD1 Ų¾śI(y©©)ą┼Žó╗»īė┤╬╝▄śŗ(g©░u)
APS│ąō·(d©Īn)┴╦MES╔·«a(ch©Żn)ėŗ(j©¼)äØ┼c╔·«a(ch©Żn)š{(di©żo)Č╚Ą─╣”─▄Ż¼īóå¢(w©©n)Ņ}▀M(j©¼n)ąąīė┤╬ĘųĮŌŻ¼ī”(du©¼)▓╗═¼īė┤╬Ą─å¢(w©©n)Ņ}▀M(j©¼n)ąąöĄ(sh©┤)īW(xu©”)Į©─ŻŻ¼▀xō±║Ž▀mĄ─Ū¾ĮŌĘĮĘ©▀M(j©¼n)ąąā×(y©Łu)╗»ėŗ(j©¼)╦ŃŻ¼ę└┤╬ĮŌøQ─▄┴”ėŗ(j©¼)äØĪóėåå╬ėŗ(j©¼)äØĪó╔·«a(ch©Żn)ėŗ(j©¼)äØ╝░╔·«a(ch©Żn)š{(di©żo)Č╚Ą─å¢(w©©n)Ņ}ĪŻMES═©▀^(gu©░)ī”(du©¼)╬’┴ŽĪóįO(sh©©)éõĪóĖ·█ÖĪó┘|(zh©¼)┴┐║═╣żŠ▀Ą╚╔·«a(ch©Żn)ł╠(zh©¬)ąąę¬╦žĄ─Ė·█Ö╣▄└Ē×ķAPSėŗ(j©¼)äØĄ─ųŲČ©┼cł╠(zh©¬)ąą╠ß╣®┴╦╗∙ĄA(ch©│)║═▒ŻšŽĪŻ
1.2 APS┼cMESĄ─╝»│╔┐“╝▄
╗∙ė┌ęį╔ŽėæšōŻ¼╠žõōŲ¾śI(y©©)╔·«a(ch©Żn)ėŗ(j©¼)äØ┼c┐žųŲĄ─īŹ(sh©¬)¼F(xi©żn)ąĶę¬īóAPS┼cMES▀M(j©¼n)ąą╝»│╔Ż¼╝»│╔┐“╝▄╚ńłD2╦∙╩ŠĪŻAPS│ąō·(d©Īn)╠žõō╔·«a(ch©Żn)╣▄└Ēųą╠ÄĻP(gu©Īn)µIĄž╬╗Ūę╣żū„┴┐▌^┤¾Ą─ėŗ(j©¼)äØ┼cš{(di©żo)Č╚╚╬äš(w©┤)Ż╗MESät│ąō·(d©Īn)ų°ųŲįņł╠(zh©¬)ąą╣▄└ĒĄ─Ųõ╦¹╣”─▄Ż¼░³└©įO(sh©©)éõ╣żŠ▀╣▄└ĒĪó┘|(zh©¼)┴┐Ą─Öz╗»“×(y©żn)Īó│╔ŲĘ╬’┴„┼c░l(f©Ī)▀\(y©┤n)Ą╚Ż¼▌oų·ł╠(zh©¬)ąąAPSųŲČ©Ą─╔·«a(ch©Żn)ėŗ(j©¼)äØĪŻ
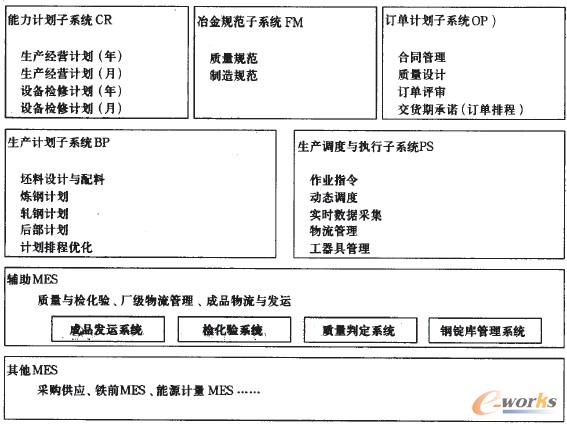
łD2 APS┼cMES╝»│╔╝▄śŗ(g©░u)
APSĄ─╣”─▄─ŻēK░³└©ę▒ĮęÄ(gu©®)ĘČūėŽĄĮy(t©»ng)(FM)Īó─▄┴”ėŗ(j©¼)äØūėŽĄĮy(t©»ng)(CR)Īóėåå╬ėŗ(j©¼)äØūėŽĄĮy(t©»ng)(OP)Īó╔·«a(ch©Żn)ėŗ(j©¼)äØūėŽĄĮy(t©»ng)(BP)╝░╔·«a(ch©Żn)š{(di©żo)Č╚ūėŽĄĮy(t©»ng)(PS)Ż¼Ųõīė┤╬ĮY(ji©”)śŗ(g©░u)╚ńłD3╦∙╩ŠĪŻ╔Žīėėŗ(j©¼)äØī”(du©¼)Ž┬īėėŗ(j©¼)äØŠ▀ėąųĖī¦(d©Żo)║═ų¦│ųū„ė├Ż¼╔Žīėėŗ(j©¼)äØĄ─īół╠(zh©¬)ąąīŹ(sh©¬)┐ā(j©®)▀M(j©¼n)ąąĘ┤üŻ¼ī”(du©¼)╔Žīėėŗ(j©¼)äØ▀M(j©¼n)ąąš{(di©żo)š¹ĪŻ
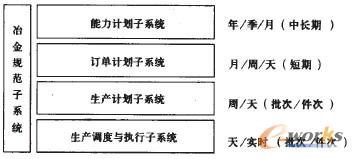
łD3 APSīė┤╬ĮY(ji©”)śŗ(g©░u)
1.2.1 ─▄┴”ėŗ(j©¼)äØūėŽĄĮy(t©»ng)(CR)
─▄┴”ėŗ(j©¼)äØūėŽĄĮy(t©»ng)ęį╣½╦Šæ(zh©żn)┬įęÄ(gu©®)äØĪó╩ął÷(ch©Żng)ąĶŪ¾Ęų╬÷ŅA(y©┤)£y(c©©)×ķę└ō■(j©┤)īŹ(sh©¬)¼F(xi©żn)Ų¾śI(y©©)╔·«a(ch©Żn)─▄┴”Ą─ęÄ(gu©®)äØŻ¼×ķėąŽ▐─▄┴”┼┼«a(ch©Żn)╠ß╣®ę└ō■(j©┤)Ż¼▓ó╠ß╣®─▄┴”ėŗ(j©¼)äØīŹ(sh©¬)┐ā(j©®)Ė·█Ö┼cĘų╬÷╣”─▄ĪŻ─▄┴”ėŗ(j©¼)äØī┘ė┌ųąķL(zh©Żng)Ų┌ėŗ(j©¼)äØŻ¼░┤─ĻŻ¼╝Š/į┬ŠÄųŲŻ¼ų▓Į╝Ü(x©¼)╗»Š½┤_Ż¼░┤į┬ØLäė(d©░ng)Ż¼ė├ė┌ųĖī¦(d©Żo)Ų¾śI(y©©)Į╗žøŲ┌æ¬(y©®ng)┤║═ėąŽ▐─▄┴”ėŗ(j©¼)äØĄ─ŠÄųŲĪŻŲ¾śI(y©©)╔·«a(ch©Żn)─▄┴”ėŗ(j©¼)äØ═©▀^(gu©░)ęįŽ┬╦─éĆ(g©©)─ŻēKīŹ(sh©¬)¼F(xi©żn)ĪŻ
1)«a(ch©Żn)ŲĘąĶŪ¾ėŗ(j©¼)äØ─ŻēKŻ║į┌ė»└¹─▄┴”ŅA(y©┤)£y(c©©)ĘĮ├µŻ¼Į©┴ó─▄ē“ŠC║Žįu(p©¬ng)ār(ji©ż)«a(ch©Żn)ŲĘė»└¹─▄┴”Ą─ųĖś╦(bi©Īo)¾wŽĄ║═įu(p©¬ng)╣└─Żą═Ż¼Å─Č°Ą├│÷«a(ch©Żn)ŲĘė»└¹─▄┴”┼┼ą“ĘĮ░ĖŻ╗į┌╩ął÷(ch©Żng)ąĶŪ¾ŅA(y©┤)£y(c©©)ĘĮ├µŻ¼ŠC║Ž┐╝æ]Ė„«a(ch©Żn)ŲĘŽĄ┴ąį┌Ė„ģ^(q©▒)ė“╩ął÷(ch©Żng)Ą─ėąą¦║Ž═¼┴┐Īó╩ął÷(ch©Żng)ŅA(y©┤)Ų┌┴┐Īó▀\(y©┤n)┘M(f©©i)ča(b©│)┘NĪó▀\(y©┤n)┴”Ž▐ųŲ║═ą┬«a(ch©Żn)ŲĘķ_(k©Īi)░l(f©Ī)┴┐Ą╚Ż¼ųŲČ©Ė„ŅÉ«a(ch©Żn)ŲĘßśī”(du©¼)▓╗═¼ģ^(q©▒)ė“╩ął÷(ch©Żng)Ą─ā×(y©Łu)╗»ĘĮ░ĖĪŻ
2)įO(sh©©)éõÖzą▐ėŗ(j©¼)äØ─ŻēKŻ║ī”(du©¼)Č©Özą▐ėŗ(j©¼)äØĄ─╣▄└Ēęį╝░║Ž└Ēąįįu(p©¬ng)╣└ĪŻī”(du©¼)ųŲČ©Ą─įO(sh©©)éõÖzą▐ėŗ(j©¼)äØŻ¼Ė∙ō■(j©┤)╔·«a(ch©Żn)╣żą“╝░╣żą“«a(ch©Żn)─▄Ż¼ī”(du©¼)ė┌ėŗ(j©¼)äØĄ─║Ž└Ēąį▀M(j©¼n)ąąįu(p©¬ng)╣└ĪŻįu(p©¬ng)╣└═©▀^(gu©░)║¾Ż¼ī”(du©¼)Özą▐ėŗ(j©¼)äØ▀M(j©¼n)ąąėøõøĪó╣▄└Ē║═Ė·█ÖĪŻ
3)╣żą“«a(ch©Żn)─▄ėŗ(j©¼)äØ─ŻēKŻ║ßśī”(du©¼)ų„ę¬╣żą“Į©┴ó╗∙ė┌ą¦ęµūŅ┤¾╗»Ą─╣żą“«a(ch©Żn)─▄ėŗ(j©¼)äØŻ¼ęįūŅ┤¾╗»Įø(j©®ng)Ø·(j©¼)ą¦ęµ║═ūŅ┤¾╗»«a(ch©Żn)─▄└¹ė├┬╩×ķ─┐ś╦(bi©Īo)Ż¼┐╝æ]«a(ch©Żn)ŲĘė»└¹─▄┴”Īó«a(ch©Żn)ŲĘ╣ż╦ćŚl╝■ĪóįO(sh©©)éõÖzą▐ŪķørĪóįO(sh©©)éõ«a(ch©Żn)─▄║═«a(ch©Żn)│÷┬╩Ą╚╝s╩°Śl╝■Ż¼ęį½@Ą├├┐Ą└╣żą“Ą─ūŅā×(y©Łu)╗»ŲĘĘNęÄ(gu©®)Ė±«a(ch©Żn)─▄Ęų┼õĘĮ░ĖŻ¼▀M(j©¼n)Č°Ą├ĄĮ┐éĄ─╔·«a(ch©Żn)─▄┴”ėŗ(j©¼)äØĘĮ░ĖĪŻ
4)─▄┴”ŲĮ║Ōėŗ(j©¼)äØŠÄųŲ─ŻēKŻ║Ė∙ō■(j©┤)«a(ch©Żn)ŲĘąĶŪ¾ėŗ(j©¼)äØ║═╣żą“«a(ch©Żn)─▄ėŗ(j©¼)äØĄ╚╣▓═¼ųŲČ©Ą─Ż¼ė├ė┌ųĖī¦(d©Żo)Ų¾śI(y©©)╔·«a(ch©Żn)║═õN╩█Ą─Įø(j©®ng)ĀI(y©¬ng)ąįėŗ(j©¼)äØŻ¼╩Ū─▄┴”ėŗ(j©¼)äØĄ─║╦ą─╦∙į┌ĪŻ─▄┴”ŲĮ║Ōėŗ(j©¼)äØ╗∙ė┌«a(ch©Żn)õNę╗¾w╗»Ą─╦╝ŽļŻ¼ŠC║Ž┐╝æ]Ų¾śI(y©©)ą¦ęµĪó╔·«a(ch©Żn)─▄┴”║═╩ął÷(ch©Żng)ąĶŪ¾Ż¼Ą├ĄĮā×(y©Łu)╗»Ą──▄┴”ŲĮ║Ōėŗ(j©¼)äØĘĮ░ĖĪŻ╠ß╣®─▄┴”ŲĮ║ŌłDĪóČÓĮŪČ╚what-if(╚ń╣¹...ät...)Ą─ųŪ─▄╗»Ęų╬÷Ą╚øQ▓▀ų¦│ų╣”─▄ĪŻ
1.2.2 ėåå╬ėŗ(j©¼)äØūėŽĄĮy(t©»ng)(OP)
ėåå╬ėŗ(j©¼)äØūėŽĄĮy(t©»ng)ī”(du©¼)┐═æ¶ėåå╬▀M(j©¼n)ąąėåå╬įu(p©¬ng)īÅĪó┘|(zh©¼)┴┐įO(sh©©)ėŗ(j©¼)Īó┼„┴ŽįO(sh©©)ėŗ(j©¼)║═ėąŽ▐─▄┴”┼┼«a(ch©Żn)Ż¼╝┤īóĮė╩šėåå╬Ęų┼õĄĮŠ▀¾w«a(ch©Żn)ŠĆ╗“▄ćķgŻ¼▓óĖ∙ō■(j©┤)ėąŽ▐«a(ch©Żn)─▄┼┼«a(ch©Żn)ĮY(ji©”)╣¹īŹ(sh©¬)¼F(xi©żn)ųŲįņĮ╗žøŲ┌æ¬(y©®ng)┤ĪŻ═©▀^(gu©░)║Ž└ĒĄ─ėåå╬┼┼│╠Ż¼▀_(d©ó)ĄĮŠ∙║Ō┘Yį┤║═«a(ch©Żn)─▄Īóęį╝░Į╗žøŲ┌Ą─┐žųŲŻ¼╩Ū╠žõōŲ¾śI(y©©)╔·«a(ch©Żn)ėŗ(j©¼)äØĄ─║╦ą─ĪŻėåå╬ėŗ(j©¼)äØ╩Ū╔·«a(ch©Żn)ū„śI(y©©)ėŗ(j©¼)äØĄ─Ū░╠ß║═╗∙ĄA(ch©│)Ż¼ų„ę¬╩Ūī”(du©¼)┐═æ¶ėåå╬▀M(j©¼n)ąąŅA(y©┤)╠Ä└ĒŻ¼Įo│÷Į╗žøŲ┌│ąųZŻ¼▓ó×ķū„śI(y©©)ėŗ(j©¼)äØĄ─ŠÄųŲ╠ß╣®£╩(zh©│n)┤_Ą─╔·«a(ch©Żn)ėåå╬ąĶŪ¾ĪŻŲ¾śI(y©©)ėåå╬ėŗ(j©¼)äØė╔ęįŽ┬╬ÕéĆ(g©©)─ŻēKīŹ(sh©¬)¼F(xi©żn)ĪŻ
1)ėåå╬įO(sh©©)ėŗ(j©¼)─ŻēKŻ║░³└©“╔·«a(ch©Żn)ėåå╬įO(sh©©)ėŗ(j©¼)”║═“╣żą“ėåå╬╔·│╔”ā╔ŅÉ╣”─▄Ż¼╝┤Ė∙ō■(j©┤)╬„õōĄ─ę▒ĮęÄ(gu©®)ĘČöĄ(sh©┤)ō■(j©┤)Äņ(k©┤)Ż¼ī”(du©¼)ė┌õø╚ļĄ─╔·«a(ch©Żn)ėåå╬įO(sh©©)ėŗ(j©¼)╔·«a(ch©Żn)╣ż╦ć┬ĘŠĆĪó│╔ŲĘĮ╗žøę¬Ū¾Īó«a(ch©Żn)ŲĘį┌Ė„éĆ(g©©)ļAČ╬Ą─╣ż╦ć┐žųŲ║═┘|(zh©¼)┴┐┐žųŲę¬³c(di©Żn)Ą╚Ż╗▀M(j©¼n)ę╗▓Įī”(du©¼)╔·«a(ch©Żn)ėåå╬▀M(j©¼n)ąą╔·«a(ch©Żn)įO(sh©©)ėŗ(j©¼)Ż¼╔·│╔├µŽ“Ė„éĆ(g©©)╣żą“Ą─╣żą“ėåå╬ĪŻ
2)┼„┴Ž╠µ┤·/Äņ(k©┤)┤µŲź┼õ─ŻēK(┐╔▀x)Ż║░³└©“ųąķg«a(ch©Żn)ŲĘ╣żå╬Ą─┼„┴Ž╠µ┤·”(┐╔▀x)║═“ūŅĮK«a(ch©Żn)ŲĘėåå╬Ą─│╔ŲĘŲź┼õ”(┐╔▀x)ā╔ŅÉĪŻ▀\(y©┤n)ė├┐╔ė├┴┐│ąųZ(ATP)─Żą═Ż¼ūŅ┤¾Ž▐Č╚Ą─└¹ė├į┌ųŲŲĘÄņ(k©┤)┤µī”(du©¼)╣żå╬ąĶŪ¾ū÷│÷╝░Ģr(sh©¬)£╩(zh©│n)┤_Ą─Ę┤æ¬(y©®ng)Ż¼─▄ē“ėąą¦┐sČ╠Į╗žø╠ßŪ░Ų┌ĪóĮĄĄ═į┌ųŲŲĘÄņ(k©┤)┤µ/«a(ch©Żn)│╔ŲĘÄņ(k©┤)┤µ╦«ŲĮĪŻ
3)ėåå╬┼┼│╠─ŻēKŻ║▀\(y©┤n)ė├┐╔ė├─▄┴”│ąųZ(CTP)─Żą═Ż¼ęį╣żą“«a(ch©Żn)─▄ėŗ(j©¼)äØ×ķ╝s╩°Ż¼ī”(du©¼)╣żą“ėåå╬▀M(j©¼n)ąą┼┼│╠Ż¼ŠÄųŲėąŽ▐─▄┴”ėŗ(j©¼)äØĪŻėåå╬ėŗ(j©¼)äØī┘ė┌ųąČ╠Ų┌ėŗ(j©¼)äØŻ¼░┤į┬ŠÄųŲŻ¼░┤ų▄ØLäė(d©░ng)ĪŻėåå╬ėŗ(j©¼)äØ─▄ē“║▄║├ĄžŲĮ║Ō╣żą“ķg«a(ch©Żn)─▄║═╬’┴„Ż¼ī”(du©¼)ė┌Į╗žøŲ┌Š∙ä“Ęų▓╝ĪóįO(sh©©)éõ─▄┴”ŲĮ║ŌĪóį┌ųŲŲĘÄņ(k©┤)┤µĮĄĄ═Š∙Š▀ėąųžę¬ęŌ┴xĪŻ
4)Į╗žøŲ┌æ¬(y©®ng)┤─ŻēKŻ║ŠC║Ž┼„┴Ž╠µ┤·/Äņ(k©┤)┤µŲź┼õ║═ėåå╬┼┼│╠Ą─ĮY(ji©”)╣¹Ż¼×ķĮė╩▄Ą─ėåå╬╠ß╣®Ė³×ķ¼F(xi©żn)īŹ(sh©¬)Īó┐╔ąąĄ─Į╗žø╚šŲ┌│ąųZŻ¼▓ó═©▀^(gu©░)┼„┴Ž╠µ┤·ĮĄĄ═į┌ųŲŲĘÄņ(k©┤)┤µŻ¼═©▀^(gu©░)ėåå╬┼┼│╠▒ŻūC«a(ch©Żn)ŲĘ═Ļ╣żĢr(sh©¬)ķg(ėŗ(j©¼)äØĮ╗žøŲ┌)į┌ėŗ(j©¼)äØų▄Ų┌ā╚(n©©i)Ą─Š∙ä“Ęų▓╝ĪóŠ∙║Ō╔·«a(ch©Żn)─▄┴”ĪóŪę▀M(j©¼n)ę╗▓ĮĮĄĄ═╔·«a(ch©Żn)Äņ(k©┤)┤µŻ¼Å─Č°╠ßĖ▀╬„õōĄ─Į╗žø╦«ŲĮ║═┐═æ¶ØMęŌČ╚ĪŻ
5)ėåå╬įu(p©¬ng)īÅ─ŻēKŻ║░³└©╚²ļAČ╬Ą─įu(p©¬ng)īÅ╣”─▄Ż¼═¼Ģr(sh©¬)╠ß╣®ųŪ─▄╗»Ą─╚╦ÖC(j©®)Į╗╗źĮń├µŻ¼╩Ū┼cŲ¾śI(y©©)Ą─øQ▓▀š▀║═╔·«a(ch©Żn)┐Ųžō(f©┤)ž¤(z©”)╚╦Š═ėåå╬ėŗ(j©¼)äØ▀M(j©¼n)ąąĮ╗╗źĄ─ų„ę¬─ŻēKĪŻį┌ėåå╬ėŗ(j©¼)äØųŲČ©│§Ų┌Ż¼ī”(du©¼)ė┌įO(sh©©)ėŗ(j©¼)║¾Ą─╔·«a(ch©Żn)ėåå╬ęį╝░╔·│╔Ą─╣żą“ėåå╬ę└ō■(j©┤)ę▒ĮęÄ(gu©®)ĘČ▀M(j©¼n)ąąīÅ║╦║═┤_šJ(r©©n)Ż╗į┌ėåå╬ėŗ(j©¼)äØųŲČ©║¾Ų┌Ż¼╝┤═©▀^(gu©░)Į╗žøŲ┌æ¬(y©®ng)┤─ŻēK┤_Č©┐╔│ąųZĮ╗žøŲ┌║¾Ż¼ī”(du©¼)ė┌ėåå╬ī┘ąį╝░│ąųZĄ─Į╗žøŲ┌▀M(j©¼n)ąąįu(p©¬ng)īÅŻ╗į┌ėåå╬ėŗ(j©¼)äØŽ┬░l(f©Ī)║¾Ż¼ę└ō■(j©┤)ėåå╬Ė·█ÖöĄ(sh©┤)ō■(j©┤)Ż¼ī”(du©¼)ėåå╬Ą─ł╠(zh©¬)ąąŪķør▀M(j©¼n)ąąįu(p©¬ng)ār(ji©ż)║═ŅA(y©┤)£y(c©©)ĪŻ
1.2.3 ╔·«a(ch©Żn)ėŗ(j©¼)äØūėŽĄĮy(t©»ng)(BP)
╔·«a(ch©Żn)ėŗ(j©¼)äØūėŽĄĮy(t©»ng)Ą─╣”─▄╩ŪŠÄųŲ║═╣▄└Ē┼·┴┐ėŗ(j©¼)äØŻ¼╝┤░č┤²╔·«a(ch©Żn)Ą─ČÓŲĘĘNĪóąĪ┼·┴┐╣żą“ėåå╬░┤šš╔·«a(ch©Żn)Ą─╣ż╦ć┬ĘŠĆĪó╝╝ąg(sh©┤)Śl╝■ĪóįO(sh©©)éõĄ─ū„śI(y©©)ę¬Ū¾ĮM┐Ś│╔╔·«a(ch©Żn)┼·┴┐Ż¼▓óī”(du©¼)┼·┴┐ėŗ(j©¼)äØ▀M(j©¼n)ąąįu(p©¬ng)╣└Īó╣▄└ĒĪóęį╝░Ė·█ÖĘ┤üŻ¼ęįŲĮ║ŌĖ„╣żą“╔·«a(ch©Żn)╣Ø(ji©”)ūÓŻ¼Š∙║Ō╔·«a(ch©Żn)─▄┴”Ż¼Å─Č°ĮĄĄ═į┌ųŲŲĘÄņ(k©┤)┤µĪŻ┼·┴┐ėŗ(j©¼)äØ×ķų▄ėŗ(j©¼)äØŻ¼╩Ūģf(xi©”)š{(di©żo)╔Žė╬ėåå╬ėŗ(j©¼)äØ(į┬ėŗ(j©¼)äØ)┼cŽ┬ė╬ū„śI(y©©)š{(di©żo)Č╚ėŗ(j©¼)äØ(╚šėŗ(j©¼)äØ)Ą─ŠÅø_ģ^(q©▒)ė“ĪŻ╔·«a(ch©Żn)ėŗ(j©¼)äØė╔ęįŽ┬╬ÕéĆ(g©©)─ŻēKīŹ(sh©¬)¼F(xi©żn)ĪŻ
1)┼„┴ŽįO(sh©©)ėŗ(j©¼)─ŻēKŻ║ī”(du©¼)ė╔ėåå╬ėŗ(j©¼)äØūėŽĄĮy(t©»ng)Ž┬░l(f©Ī)Ą─╔·«a(ch©Żn)ėåå╬ęį╝░Ė„╣żą“?q©▒)”æ?y©®ng)Ą─╣żå╬▀M(j©¼n)ąą┼„┴ŽįO(sh©©)ėŗ(j©¼)Ż¼į┌ØMūŃ╣ż╦ćŽ▐ųŲĄ─Ū░╠ߎ┬Ż¼īóØMūŃ─▄┴”Ųź┼õę¬Ū¾║═£╩(zh©│n)éõ░▓┼┼╔·«a(ch©Żn)Ą─ėåå╬╝»║Ž▐D(zhu©Żn)╗»×ķ╔·«a(ch©Żn)│╔▒ŠūŅĄ═Ą─┤²╔·«a(ch©Żn)┼„┴Ž╝»║ŽŻ¼×ķŠÄųŲ┼·┴┐ėŗ(j©¼)äØ╠ß╣®ā×(y©Łu)╗»Ą─┼„┴Ž╝»║ŽŻ¼ęį║å(ji©Żn)╗»┼·┴┐ėŗ(j©¼)äØĄ─ųŲČ©ĪŻ
2)┼·┴┐ėŗ(j©¼)äØŠÄųŲ─ŻēKŻ║░č┤²╔·«a(ch©Żn)Ą─ČÓŲĘĘNĪóąĪ┼·┴┐╣żą“ėåå╬░┤šš╔·«a(ch©Żn)Ą─╣ż╦ć┬ĘŠĆĪó╝╝ąg(sh©┤)Śl╝■ĪóįO(sh©©)éõĄ─ū„śI(y©©)ę¬Ū¾ĮM┐Ś│╔╔·«a(ch©Żn)┼·┴┐ĪŻ¤ÆõōĪó▀BĶTĪó¤ß▄ł╝░Ųõ╦¹║¾▓┐╣żą“├┐éĆ(g©©)ļAČ╬Ęųäeėąūį╝║Ą─╝ė╣żå╬╬╗║═╣ż╦ć╝s╩°ĪŻ░┤šš├┐éĆ(g©©)ļAČ╬Ą─╣ż╦ć╝s╩°║═ā×(y©Łu)╗»─┐ś╦(bi©Īo)ĘųäeųŲČ©¤Æõō┼·┴┐ėŗ(j©¼)äØĪó▀BĶT┼·┴┐ėŗ(j©¼)äØĪó¤ß▄ł┼·┴┐ėŗ(j©¼)äØęį╝░Ųõ╦¹║¾▓┐╣żą“Ą─┼·┴┐ėŗ(j©¼)äØŻ¼Å─Č°▒ŻūC╣żą“ų«ķgĄ─╬’┴„ŲĮ║Ō║═Ū░║¾╣żą“Ą─╔·«a(ch©Żn)▀B└m(x©┤)ąįŻ¼▀_(d©ó)ĄĮ╔·«a(ch©Żn)▀^(gu©░)│╠Ą─╚½Šųā×(y©Łu)╗»ĪŻ
3)┼·┴┐š{(di©żo)Č╚─ŻēKŻ║īóęčĮø(j©®ng)ŠÄųŲ║├Ą─┼·┴┐ėŗ(j©¼)äØ┼┼╚ļĄĮŽÓæ¬(y©®ng)╣żą“Ą─┐╔ė├Ģr(sh©¬)ķgČ╬ā╚(n©©i)Ż¼▀M(j©¼n)ąą╣żą“─▄┴”ŲĮ║ŌŻ¼ūŅĮKą╬│╔Ė„╣żą“╬┤üĒ(l©ói)ę╗Č╬Ģr(sh©¬)ķgĄ─┤²╔·«a(ch©Żn)┼·┴┐ėŗ(j©¼)äØą“┴ąŻ¼▓óĮo│÷╔·«a(ch©Żn)ėŗ(j©¼)äØĖ╩╠žłDĪŻ┼·┴┐ėŗ(j©¼)äØī┘ė┌Č╠Ų┌ėŗ(j©¼)äØŻ¼░┤ų▄ŠÄųŲŻ¼░┤╚šØLäė(d©░ng)ĪŻ
4)┼·┴┐ėŗ(j©¼)äØįu(p©¬ng)ār(ji©ż)─ŻēKŻ║ī”(du©¼)ŠÄųŲ╝░š{(di©żo)š¹Ą─┼·┴┐ėŗ(j©¼)äØ▀M(j©¼n)ąąįu(p©¬ng)ār(ji©ż)Ż¼═¼Ģr(sh©¬)╠ß╣®ųŪ─▄╗»Ą─╚╦ÖC(j©®)Į╗╗źĮń├µŻ¼╩Ū┼cŲ¾śI(y©©)Ą─øQ▓▀š▀║═╔·«a(ch©Żn)┐Ųžō(f©┤)ž¤(z©”)╚╦Š═╔·«a(ch©Żn)ėŗ(j©¼)äØ▀M(j©¼n)ąąĮ╗╗źĄ─ų„ę¬─ŻēKĪŻįō─ŻēKų„ę¬Å─«a(ch©Żn)─▄└¹ė├┬╩ĪóÄņ(k©┤)┤µ╦«ŲĮĪó▀B└m(x©┤)Ø▓ĶT▒╚┬╩Ą╚ĘĮ├µī”(du©¼)ę╗Č╬Ģr(sh©¬)ķgā╚(n©©i)Ą─╣żą“┼·┴┐ėŗ(j©¼)äØ▀M(j©¼n)ąąŅA(y©┤)£y(c©©)║═įu(p©¬ng)╣└ĪŻ
5)┼·┴┐ėŗ(j©¼)äØš{(di©żo)š¹─ŻēKŻ║ī”(du©¼)ęčŠÄųŲĄ─┼·┴┐ėŗ(j©¼)äØ▀M(j©¼n)ąąš{(di©żo)š¹Ż¼╩╣ŲõØMūŃŲ¾śI(y©©)╔·«a(ch©Żn)Ą─ąĶę¬ĪŻ┼·┴┐ėŗ(j©¼)äØš{(di©żo)š¹Ą─Ūķørų„ę¬ėąā╔ĘNŻ║ė╔ė┌Ų¾śI(y©©)øQ▓▀š▀ī”(du©¼)ęčŠÄųŲĄ─┼·┴┐ėŗ(j©¼)äØ┤µį┌▓╗═¼ąĶŪ¾Ģr(sh©¬)ę²░l(f©Ī)Ą─š{(di©żo)š¹Ż╗«ö(d©Īng)╔·«a(ch©Żn)īŹ(sh©¬)┐ā(j©®)┼c┼·┴┐ėŗ(j©¼)äØ│÷¼F(xi©żn)Ų½▓ŅĢr(sh©¬)ę²░l(f©Ī)Ą─š{(di©żo)š¹ĪŻ┼·┴┐ėŗ(j©¼)äØš{(di©żo)š¹─ŻēKĖ∙ō■(j©┤)╔Ž╩÷ā╔ĘNŪķørĄ─▓╗═¼╠ž³c(di©Żn)ī”(du©¼)ūā╗»║¾Ą─ėŗ(j©¼)äØčĖ╦┘ū÷│÷š{(di©żo)š¹Ż¼▓óé„▌öų┴┼·┴┐ėŗ(j©¼)äØįu(p©¬ng)ār(ji©ż)─ŻēKųžą┬įu(p©¬ng)╣└Ż¼×ķøQ▓▀š▀╠ß╣®ųŪ─▄Ą─øQ▓▀ų¦│ųĪŻ
1.2.4 ╔·«a(ch©Żn)š{(di©żo)Č╚ūėŽĄĮy(t©»ng)(PS)
╔·«a(ch©Żn)š{(di©żo)Č╚ų„ę¬░³└©¤Æõō▀BĶTš{(di©żo)Č╚Īó╝ė¤ßĀtš{(di©żo)Č╚Īó▄łųŲš{(di©żo)Č╚Īó║¾╠Ä└Ēš{(di©żo)Č╚ęį╝░Äņ(k©┤)┤µū„śI(y©©)ā×(y©Łu)╗»Ą╚ĪŻõōĶF╔·«a(ch©Żn)š{(di©żo)Č╚å¢(w©©n)Ņ}╩Ūę╗éĆ(g©©)ČÓļAČ╬ĪóČÓÖC(j©®)Ų„ĪóėąČÓĘN╣ż╦ć╝s╩°Ž▐ųŲĄ─ČÓ─┐ś╦(bi©Īo)ĮM║Žā×(y©Łu)╗»å¢(w©©n)Ņ}ĪŻ╔·«a(ch©Żn)š{(di©żo)Č╚Ą─Š½Č╚×ķ╠ņĪóīŹ(sh©¬)Ģr(sh©¬)Ż¼ų„ę¬ĮŌøQ╣ż╝■į┌╔·«a(ch©Żn)å╬į¬ā╚(n©©i)▓┐Ą─Ė„éĆ(g©©)įO(sh©©)éõ╔ŽĄ─╝ė╣żĢr(sh©¬)ķg║═╝ė╣żĒśą“å¢(w©©n)Ņ}Ż¼═¼Ģr(sh©¬)┐╝æ]╔·«a(ch©Żn)å╬į¬ų«ķgĄ─ŃĢĮėå¢(w©©n)Ņ}ĪŻõōĶF╔·«a(ch©Żn)▀^(gu©░)│╠┤µį┌ųTČÓ▓╗ĘĆ(w©¦n)Č©ę“╦žŻ¼ąĶę¬┐ņ╦┘▓Č½@ūR(sh©¬)äeö_äė(d©░ng)▓óīŹ(sh©¬)Ģr(sh©¬)Įo│÷äė(d©░ng)æB(t©żi)š{(di©żo)Č╚ĘĮ░ĖĪŻ╔·«a(ch©Żn)š{(di©żo)Č╚░³└©ęįŽ┬ÄūéĆ(g©©)╣”─▄─ŻēKĪŻ
1)¤Æõōū„śI(y©©)ėŗ(j©¼)äØ─ŻēKŻ║ŠÄųŲ¤Æõō╔·«a(ch©Żn)Ą─ū„śI(y©©)ėŗ(j©¼)äØĪŻ¤Æõō╔·«a(ch©Żn)╩ŪõōĶF╔·«a(ch©Żn)Ą─ųžę¬╣żą“Ż¼░³└©¤ÆõōĪ󊽤Æ║═▀BĶT╚²éĆ(g©©)ļAČ╬Ż¼┐╔ęį│ķŽ¾×ķČÓļAČ╬ĪóČÓū„śI(y©©)║═ČÓ▓óąąÖC(j©®)Ą─╗ņ║Ž┴„╦«▄ćķgš{(di©żo)Č╚å¢(w©©n)Ņ}(Hybrid Flow Shop Scheduling)ĪŻ┤╦═ŌŻ¼¤Æõō▀BĶT╔·«a(ch©Żn)š{(di©żo)Č╚ėųŠ▀ėą╠ž╩ŌąįŻ¼ę¬Ū¾ę╗Č©Āt┤╬ĘČć·ā╚(n©©i)▒žĒÜ▀B└m(x©┤)Ø▓ĶTŻ¼Ūęõō╦«ų╗į╩įSį┌Ė„╣żą“å¢(w©©n)Ą╚┤²▌^Č╠Ģr(sh©¬)ķgŻ¼▀@╩╣Ą├¤Æõōš{(di©żo)Č╚Ė³Š▀Å═(f©┤)ļsąįĪŻ
2)╝ė¤ßĀtū„śI(y©©)ėŗ(j©¼)äØ─ŻēKŻ║ŠÄųŲ╝ė¤ßĀt╔·«a(ch©Żn)Ą─ū„śI(y©©)ėŗ(j©¼)äØĪŻ╝ė¤ßĀt╔·«a(ch©Żn)╩ŪŃĢĮėØ▓ĶT║═¤ß▄łĄ─ĻP(gu©Īn)µI╣żą“Ż¼╝ė¤ßĀtū„śI(y©©)ėŗ(j©¼)äØ╩ŪĖ∙ō■(j©┤)▄łųŲėŗ(j©¼)äØ┤_Č©Ą─░Õ┼„▄łųŲĒśą“Ż¼į┌ØMūŃ╔·«a(ch©Żn)╣ż╦ćę¬Ū¾Ą─ŪķørŽ┬Ż¼×ķ├┐ēK░Õ┼„ųĖ┼╔╝ė¤ßĀtĪó┤_Č©░Õ┼„į┌╝ė¤ßĀt╔ŽĄ─╝ė╣żĒśą“ĪóīŹ(sh©¬)ļH╝ė╣żĢr(sh©¬)ķgęį╝░╚ļĀtĢr(sh©¬)ķgŻ¼ęį╠ßĖ▀ų▒čb┬╩Ż¼ĮĄĄ═╔·«a(ch©Żn)─▄║─ĪŻ
(3)▄łųŲū„śI(y©©)ėŗ(j©¼)äØ─ŻēKŻ║ŠÄųŲ▄łųŲ╔·«a(ch©Żn)Ą─ū„śI(y©©)ėŗ(j©¼)äØĪŻę¬Ū¾ć└(y©ón)Ė±░┤šš▄ł¶µėŗ(j©¼)äØųĖČ©Ą─░Õ┼„Ēśą“?q©▒)”░Õ┼„▀M(j©¼n)ąą╝ė╣żŻ¼▓óĖ∙ō■(j©┤)╝ė¤ßĀtū„śI(y©©)ėŗ(j©¼)äØĄ─ĮY(ji©”)╣¹Ż¼┤_Č©░Õ┼„▄łųŲĄ─ķ_(k©Īi)╩╝Ģr(sh©¬)ķg║═ĮY(ji©”)╩°Ģr(sh©¬)ķgĪŻ
(4)║¾╠Ä└Ēū„śI(y©©)ėŗ(j©¼)äØ─ŻēKŻ║ŠÄųŲ║¾╠Ä└Ē╔·«a(ch©Żn)Ą─ū„śI(y©©)ėŗ(j©¼)äØĪŻį┌ØMūŃ╔·«a(ch©Żn)╣ż╦ć╝s╩°║═š{(di©żo)Č╚╝s╩°Ą─Ū░╠ߎ┬ųĖČ©║Ž└Ēā×(y©Łu)╗»Ą─║¾╠Ä└Ēū„śI(y©©)ėŗ(j©¼)äØŻ¼╩╣Ą├╔·«a(ch©Żn)╣Ø(ji©”)ūÓŲĮ║ŌĪóĮĄĄ═ųąķgÄņ(k©┤)┤µĪó£p╔┘╔·«a(ch©Żn)┴„│╠Ģr(sh©¬)ķgĪŻ
1.2.5 ę▒ĮęÄ(gu©®)ĘČūėŽĄĮy(t©»ng)(FM)
ę▒ĮęÄ(gu©®)ĘČę▓╝┤╣żÅS─Żą═ĪŻõōĶF«a(ch©Żn)ŲĘŠ▀ėą╣żą“▀^(gu©░)│╠Å═(f©┤)ļsĪóŲĘĘNęÄ(gu©®)Ė±Ę▒ČÓĄ─╠ž³c(di©Żn)Ż¼«a(ch©Żn)ŲĘĄ─╣ż╦ć┐žųŲĖ³╩Ū╝ŖĘ▒Å═(f©┤)ļsŻ¼ąĶĮ©┴ó╠žČ©╣żÅS─Żą═Ż¼üĒ(l©ói)├Ķ╩÷║═╣▄└Ē▀@ę╗Å═(f©┤)ļs▀^(gu©░)│╠ĪŻ╣żÅS─Żą═ė╔«a(ch©Żn)ŲĘęÄ(gu©®)ĘČĪó╣ż╦ćęÄ(gu©®)ĘČĪóųŲįņęÄ(gu©®)ĘČ║═┼┼│╠ęÄ(gu©®)ĘČĄ╚śŗ(g©░u)│╔Ż¼▒Ē▀_(d©ó)┴╦«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)Īó╣ż╦ć▀^(gu©░)│╠Īó«a(ch©Żn)ŲĘųŲįņęÄ(gu©®)ät╝░Ųõ┼┼│╠╝s╩°ęÄ(gu©®)ätĄ╚ĪŻ╣żÅS─Żą═▒╗æ¬(y©®ng)ė├ė┌░³└©╣ż╦ćįO(sh©©)ėŗ(j©¼)Īóėŗ(j©¼)äØ┼┼│╠║═╔·«a(ch©Żn)ł╠(zh©¬)ąąĄ╚į┌ā╚(n©©i)Ą─š¹éĆ(g©©)ėŗ(j©¼)äØ╣▄└Ē▀^(gu©░)│╠ų«ųąĪŻę▒ĮęÄ(gu©®)ĘČūėŽĄĮy(t©»ng)ė╔ęįŽ┬╦─éĆ(g©©)─ŻēKīŹ(sh©¬)¼F(xi©żn)ĪŻ
1)ę▒ĮęÄ(gu©®)ĘČ╣▄└ĒŻ║ī”(du©¼)Ų¾śI(y©©)Ą─ĮM┐ŚÖC(j©®)śŗ(g©░u)║═«a(ch©Żn)ŲĘĄ─┘|(zh©¼)┴┐ęÄ(gu©®)ĘČĪó╔·«a(ch©Żn)╣ż╦ćęÄ(gu©®)ĘČĄ╚╗∙ĄA(ch©│)ŠÄ┤a▀M(j©¼n)ąąŠSūo(h©┤)╣▄└ĒĪŻ
2)┘|(zh©¼)┴┐ęÄ(gu©®)ĘČ╣▄└ĒŻ║ŠSūo(h©┤)«a(ch©Żn)ŲĘ╔·«a(ch©Żn)▀^(gu©░)│╠ųąĄ─╬’└Ēąį─▄Īó╗»īW(xu©”)│╔ĘųĪó╣½▓Ņś╦(bi©Īo)£╩(zh©│n)Ą╚ęÄ(gu©®)ĘČöĄ(sh©┤)ō■(j©┤)ĪŻ
3)╣ż╦ćęÄ(gu©®)ĘČ╣▄└ĒŻ║Ė∙ō■(j©┤)«a(ch©Żn)ŲĘ╦∙ę¬Ū¾Ą─╣ż╦ć┴„│╠┤_Č©«a(ch©Żn)ŲĘį┌╔·«a(ch©Żn)▀^(gu©░)│╠ųąæ¬(y©®ng)Įø(j©®ng)▀^(gu©░)Ą─īŹ(sh©¬)ļH╣żą“Ż╗╝┤īó▀ē▌ŗ╣ż╦ć┼cīŹ(sh©¬)ļH╣żą“ų«ķgĮ©┴óī”(du©¼)æ¬(y©®ng)ĻP(gu©Īn)ŽĄĪŻ
4)ų„öĄ(sh©┤)ō■(j©┤)╣▄└ĒŻ║ī”(du©¼)Ų¾śI(y©©)Ą─Ė„ĘųÅSĪóĖ„▄ćķgĪóįO(sh©©)éõęį╝░«a(ch©Żn)ŲĘŽÓĻP(gu©Īn)ą┼Žó▀M(j©¼n)ąąŠÄ┤aŻ¼Į©┴ó╗∙ĄA(ch©│)öĄ(sh©┤)ō■(j©┤)ĪŻ
2 APSöĄ(sh©┤)ō■(j©┤)┴„łDĘų╬÷
ęį╔Žī”(du©¼)╠žõōŲ¾śI(y©©)APSĄ─╣”─▄ĮY(ji©”)śŗ(g©░u)╝░╣”─▄īŹ(sh©¬)¼F(xi©żn)▀M(j©¼n)ąą┴╦├Ķ╩÷Ż¼¼F(xi©żn)ė├öĄ(sh©┤)ō■(j©┤)┴„łD×ķŲõĮ©┴óśI(y©©)äš(w©┤)▀^(gu©░)│╠─Żą═Ż¼╠ĮėæĖ„╣”─▄─ŻēKų«ķgĄ─ą┼ŽóĮ╗╗źĻP(gu©Īn)ŽĄĪŻ╠žõōŲ¾śI(y©©)APSöĄ(sh©┤)ō■(j©┤)┴„│╠╚ńłD4╦∙╩ŠĪŻ

łD4 ╠žõōŲ¾śI(y©©)APSöĄ(sh©┤)ō■(j©┤)┴„│╠łD
1)ę▒ĮęÄ(gu©®)ĘČFM×ķŲõ╦¹╦─éĆ(g©©)─ŻēK╠ß╣®Ė„ĘNęÄ(gu©®)ĘČą┼ŽóŻ¼░³└©Ż║×ķąĶŪ¾┼c─▄┴”ėŗ(j©¼)äØ─ŻēK╠ß╣®Ą──▄┴”ęÄ(gu©®)ĘČŻ¼×ķ║Ž═¼ėŗ(j©¼)äØ─ŻēK╠ß╣®Ą─┘|(zh©¼)┴┐įO(sh©©)ėŗ(j©¼)ęÄ(gu©®)ĘČŻ¼×ķ╔·«a(ch©Żn)ėŗ(j©¼)äØ─ŻēK╠ß╣®Ą─▓─┴ŽįO(sh©©)ėŗ(j©¼)ęÄ(gu©®)ĘČŻ╗×ķ╔·«a(ch©Żn)š{(di©żo)Č╚┼cł╠(zh©¬)ąą╠ß╣®Ą─ę▒ĮęÄ(gu©®)ĘČĪŻ═¼Ģr(sh©¬)įō─ŻēKŠS│ų╔·«a(ch©Żn)õN╩█▓┐║Ž═¼┐ŲĄ─║Ž═¼╣▄└ĒŽĄĮy(t©»ng)┼cę▒ĮęÄ(gu©®)ĘČĄ─öĄ(sh©┤)ō■(j©┤)ę╗ų┬ĪŻ
2)ąĶŪ¾┼c─▄┴”RCĄ─ū„ė├╩Ūī”(du©¼)ė┌š¹éĆ(g©©)ŽĄĮy(t©»ng)Ą─ėŗ(j©¼)äØŲ┌ķgĄ─ŠSūo(h©┤)║═─│Ų┌ķgā╚(n©©i)Ė„ĘųÅSĄ─ąĶŪ¾║═─▄┴”ą┼ŽóĄ─õø╚ļ┼cŠSūo(h©┤)ĪŻ─▄┴”ėŗ(j©¼)äØ░³└©╣żÅS«a(ch©Żn)─▄ėŗ(j©¼)äØĪóÖC(j©®)ĮM«a(ch©Żn)─▄ėŗ(j©¼)äØĪóÖC(j©®)ĮMÖzą▐ėŗ(j©¼)äØĄ╚ĪŻąĶŪ¾┼c─▄┴”×ķ║Ž═¼ėŗ(j©¼)äØ╠ß╣®ąĶŪ¾ėŗ(j©¼)äØĪó─▄┴”ėŗ(j©¼)äØŻ¼×ķ╔·«a(ch©Żn)ėåå╬─ŻēK║═╔·«a(ch©Żn)š{(di©żo)Č╚┼cł╠(zh©¬)ąą─ŻēK╠ß╣®─▄┴”ėŗ(j©¼)äØŻ¼═¼Ģr(sh©¬)Įė╩šüĒ(l©ói)ūį▀@ą®─ŻēKĄ──▄┴”ėŗ(j©¼)äØĄ─īŹ(sh©¬)┐ā(j©®)ą┼ŽóĪŻ
3)║Ž═¼ėŗ(j©¼)äØOP╩Ūī”(du©¼)ė┌║Ž═¼╣▄└ĒŽĄĮy(t©»ng)Ž┬░l(f©Ī)Ą─║Ž═¼ą┼Žó▀M(j©¼n)ąą╣▄└ĒĄ──ŻēKŻ¼Įė╩š─▄┴”ėŗ(j©¼)äØ║═ąĶŪ¾ėŗ(j©¼)äØŻ¼īó║Ž═¼▀M(j©¼n)ąą┼┼«a(ch©Żn)Ż¼īó═Ļ│╔┼┼«a(ch©Żn)Ą─║Ž═¼Ž┬░l(f©Ī)Įo╔·«a(ch©Żn)ėŗ(j©¼)äØ─ŻēK═¼Ģr(sh©¬)īó┼┼«a(ch©Żn)š╝ė├Ą─«a(ch©Żn)─▄īŹ(sh©¬)┐ā(j©®)ĘĄ╗žĮoąĶŪ¾┼c─▄┴”ėŗ(j©¼)äØ─ŻēKĪŻĮė╩šüĒ(l©ói)ūį╔·«a(ch©Żn)ėŗ(j©¼)äØ─ŻēK═╦╗žĄ─╔·«a(ch©Żn)ėåå╬║═╔·«a(ch©Żn)ėåå╬Ą─╔·«a(ch©Żn)īŹ(sh©¬)┐ā(j©®)ĪŻ
4)╔·«a(ch©Żn)ėŗ(j©¼)äØBP╩Ūī”(du©¼)ė┌Įø(j©®ng)▀^(gu©░)OP┼┼│╠║¾Ą─╔·«a(ch©Żn)ėåå╬▀M(j©¼n)ąą╣▄└ĒĄ──ŻēKŻ¼Å─OPĮė╩š╔·«a(ch©Żn)ėåå╬Ż¼Å─RCĮė╩š─▄┴”ėŗ(j©¼)äØŻ¼Ė∙ō■(j©┤)FM╠ß╣®Ą─▓─┴ŽįO(sh©©)ėŗ(j©¼)ęÄ(gu©®)ĘČŻ¼ī”(du©¼)ė┌╔·«a(ch©Żn)ėåå╬▀M(j©¼n)ąą▓─┴ŽįO(sh©©)ėŗ(j©¼)Ż¼ų«║¾Ė∙ō■(j©┤)PS─ŻēK╠ß╣®Ą─Äņ(k©┤)┤µöĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąąÄņ(k©┤)┤µ╠µ┤·Ż¼īó╠µ┤·║¾Ą─┼„┴ŽąĶŪ¾▀M(j©¼n)ąąĮM┼·┼┼ą“ĪŻīó┼┼ą“║¾Ą─ĮM┼·▀M(j©¼n)ąąę╗¾w╗»Ą─╔·«a(ch©Żn)ėŗ(j©¼)äØ┼┼│╠Ż¼īó┼┼│╠ĮY(ji©”)╣¹Ž┬░l(f©Ī)Įo╔·«a(ch©Żn)š{(di©żo)Č╚┼cł╠(zh©¬)ąą─ŻēKŻ¼═¼Ģr(sh©¬)Įė╩šüĒ(l©ói)ūįPSĄ─╔·«a(ch©Żn)īŹ(sh©¬)┐ā(j©®)Ą─Ę┤üĪŻ
5)╔·«a(ch©Żn)š{(di©żo)Č╚┼cł╠(zh©¬)ąąPS╩Ūī”(du©¼)ė┌╔·«a(ch©Żn)▀M(j©¼n)ąąš{(di©żo)Č╚Ą──ŻēKŻ¼▓╔╝»«a(ch©Żn)ŠĆ║═Äņ(k©┤)┤µĄ─Ė„éĆ(g©©)ŽÓĻP(gu©Īn)╔·«a(ch©Żn)ą┼ŽóŻ¼ī”(du©¼)ė┌╔·«a(ch©Żn)ėŗ(j©¼)äØ▀M(j©¼n)ąąĖ³╝ė╝Ü(x©¼)ĘųĄ─š{(di©żo)Č╚Ż¼Įė╩š╔·«a(ch©Żn)ėŗ(j©¼)äØŻ¼īó╔·«a(ch©Żn)īŹ(sh©¬)┐ā(j©®)ĘĄ╗žĮo╔·«a(ch©Żn)ėŗ(j©¼)äØ─ŻēKŻ¼×ķ╔·«a(ch©Żn)ėŗ(j©¼)äØ╠ß╣®Äņ(k©┤)┤µą┼ŽóŻ¼Įė╩š╔·«a(ch©Żn)ėŗ(j©¼)äØĘĄ╗žĄ─Äņ(k©┤)┤µ╠µ┤·ą┼ŽóĪŻŽ“┘|(zh©¼)┴┐╣▄└ĒŽĄĮy(t©»ng)╠ßĮ╗Öz╗»“×(y©żn)Ą─╣żå╬Ż¼Įė╩šÖz╗»“×(y©żn)ĮY(ji©”)╣¹Ż¼ęį╝░═¼╔·«a(ch©Żn)░l(f©Ī)▀\(y©┤n)ŽĄĮy(t©»ng)Į╗ōQą┼ŽóĪŻ
öĄ(sh©┤)ō■(j©┤)┴„│╠łD─▄ē“¾w¼F(xi©żn)APS╚ń║╬═©▀^(gu©░)Ė„╣”─▄─ŻēKų«ķgĄ─ģf(xi©”)ū„║═öĄ(sh©┤)ō■(j©┤)Į╗ōQīŹ(sh©¬)¼F(xi©żn)į┌š¹éĆ(g©©)ą┼Žó╗»¾wŽĄųąĄ─╔·«a(ch©Żn)ėŗ(j©¼)äØ┼cš{(di©żo)Č╚Ą─╣ż│╠╣”─▄Ż¼×ķ▀M(j©¼n)ę╗▓ĮĄ─ŽĄĮy(t©»ng)Ęų╬÷┼cįO(sh©©)ėŗ(j©¼)╠ß╣®┴╦╗∙ĄA(ch©│)ĪŻ
3 ĮY(ji©”)╩°šZ(y©│)
╠ž╩ŌõōĶFĄ─╔·«a(ch©Żn)▓╗═¼ė┌Ųš═©õōĶFŻ¼│╩¼F(xi©żn)ČÓŲĘĘNĪóąĪ┼·┴┐Īó╔·«a(ch©Żn)╣ż╦ćÅ═(f©┤)ļsĄ─╠ž³c(di©Żn)Ż¼«a(ch©Żn)ŲĘąĶę¬Įø(j©®ng)▀^(gu©░)ČÓĄ└╣żą“Ūę┬ĘÅĮ▓╗╬©ę╗Ż¼▀@×ķ╠žõōĄ─╔·«a(ch©Żn)ĮM┐ŚÄ¦üĒ(l©ói)┴╦śO┤¾Ą─└¦ļyŻ¼├µī”(du©¼)ČÓūāĄ─╩ął÷(ch©Żng)Łh(hu©ón)Š│Ż¼Ė³╝ė═╗’@│÷┴╦«a(ch©Żn)õNĄ─├¼Č▄ĪŻ×ķ┴╦į┌╔·«a(ch©Żn)ųąīŹ(sh©¬)¼F(xi©żn)╬’┴„Īó«a(ch©Żn)─▄Ą─Š∙║Ōęį╝░ėåå╬Į╗žøĄ─£╩(zh©│n)Ģr(sh©¬)Ż¼ąĶę¬Ė³Ė▀╝ē(j©¬)Ą─╔·«a(ch©Żn)ėŗ(j©¼)äØ╩ųČ╬Ż¼Č°ę└┘ćė┌ą┼Žó╝╝ąg(sh©┤)Ą─ERPĪóMES¤o(w©▓)Ę©ä┘╚╬Ė▀╝ē(j©¬)ėŗ(j©¼)äØ┼┼│╠Ą─╚╬äš(w©┤)Ż¼¼F(xi©żn)ėąĄ─õōĶFą┼Žó╗»¾wŽĄĮY(ji©”)śŗ(g©░u)│÷¼F(xi©żn)┴╦▓╗ūŃĪŻAPS╗∙ė┌╝s╩°ā×(y©Łu)╗»╝╝ąg(sh©┤)Ż¼▒Š╬─╠ß│÷╗∙ė┌APSĄ─╠žõōŲ¾śI(y©©)ą┼ŽóŽĄĮy(t©»ng)4īė¾wŽĄĮY(ji©”)śŗ(g©░u)Ż¼īóįŁ¾wŽĄųąĄ─╔·«a(ch©Żn)ėŗ(j©¼)äØ┼cš{(di©żo)Č╚Ą─╣”─▄╠ß╚Ī│÷üĒ(l©ói)ė╔Š▀ėąĖ▀╝ē(j©¬)ėŗ(j©¼)äØ┼┼│╠─▄┴”Ą─APS═Ļ│╔ĪŻį┌┤╦╗∙ĄA(ch©│)╔ŽŻ¼Įo│÷┴╦APS┼cMES╝»│╔┐“╝▄ęį╝░APSĄ─╣”─▄ÖC(j©®)śŗ(g©░u)Ż¼░³└©ę▒ĮęÄ(gu©®)ĘČūėŽĄĮy(t©»ng)Īó─▄┴”ėŗ(j©¼)äØūėŽĄĮy(t©»ng)Īóėåå╬ėŗ(j©¼)äØūėŽĄĮy(t©»ng)Īó╔·«a(ch©Żn)ėŗ(j©¼)äØūėŽĄĮy(t©»ng)╝░╔·«a(ch©Żn)š{(di©żo)Č╚ūėŽĄĮy(t©»ng)ĪŻį┌ī”(du©¼)APSĖ„╣”─▄─ŻēK▀M(j©¼n)ąąįö╝Ü(x©¼)Ęų╬÷Ą─╗∙ĄA(ch©│)╔ŽŻ¼ęįöĄ(sh©┤)ō■(j©┤)┴„│╠łDī”(du©¼)APS▀M(j©¼n)ąą▀^(gu©░)│╠Į©─ŻĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.hanmeixuan.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╗∙ė┌APSĄ─╠žõōŲ¾śI(y©©)ą┼ŽóERPŽĄĮy(t©»ng)╝▄śŗ(g©░u)蹊┐
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.hanmeixuan.com/html/consultation/10820510541.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")















