



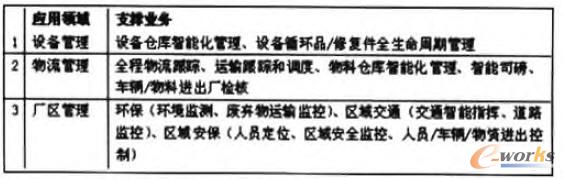
╝ė╣ż▀^│╠Ą─ļx╔óąįŻ¼╔·«a(ch©Żn)╣żą“ČÓĪó▐D(zhu©Żn)╩ųČÓŻ¼«a(ch©Żn)ŲĘį┌├┐ę╗éĆŁh(hu©ón)╣Ø(ji©”)Č╝ėą╩¦┐ž╬ŻļUĄ╚╠ž³cŻ¼øQČ©┴╦ļx╔óųŲįņśI(y©©)ī”ė┌«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐╣▄└Ēėąų°ć└Ė±Ą─ę¬Ū¾Ż¼ę“┤╦ļx╔óųŲįņśI(y©©)ī”ą┼Žó╗»ĪóöĄ(sh©┤)ūų╗»Ą─ąĶŪ¾ėąų°║═┴„│╠╣żśI(y©©)├„’@Ą─▓Ņ«ÉĪŻ
¼F(xi©żn)į┌ėąą®╣żśI(y©©)ŅI(l©½ng)ė“ęčĮø(j©®ng)ķ_╩╝┼c╬’┬ō(li©ón)ŠW(w©Żng)┬ō(li©ón)ŽĄŲüĒŻ¼Ą½╬’┬ō(li©ón)ŠW(w©Żng)į┌«a(ch©Żn)ŲĘą╬│╔▀^│╠ųąĄ─æ¬(y©®ng)ė├蹊┐ę└╚╗Ų½╔┘Ż¼┤µį┌æ¬(y©®ng)ė├Ų┐ŅiŻ¼į┌īŻė├Ų„╝■ķ_░l(f©Ī)ĪóŽĄĮy(t©»ng)╝»│╔ķ_░l(f©Ī)ĪóŽĄĮy(t©»ng)─Żą═ā×(y©Łu)╗»Īó┐╔ūĘ╦▌ąįöĄ(sh©┤)ō■(j©┤)─Żą═Ą╚ĘĮ├µČ╝ī┘ė┌Ų▓ĮļAČ╬Ż¼ėą┤²ė┌╔Ņ╚ļĪŻļSų°╬’┬ō(li©ón)ŠW(w©Żng)╝╝ąg(sh©┤)Ą─│╔╩ņŻ¼RFIDĪóČ■ŠS┤aĄ╚ūįäėūRäeįO(sh©©)éõį┌╔·«a(ch©Żn)ŅI(l©½ng)ė“Ą─æ¬(y©®ng)ė├╩Ū▒ž╚╗┌ģä▌Ż¼Ą½╩ŪPLC Ą╚ų„┴„╣ż┐žįO(sh©©)éõė╔ė┌į┌═©ą┼Įė┐┌ą╬╩Į║═öĄ(sh©┤)┴┐Ż©╚ń┤«┐┌öĄ(sh©┤)┴┐ėąŽ▐Ż¼╚▒╔┘USB Įė┐┌Ą╚Ż®Ż¼ŠÄųŲ═©ą┼│╠ą“║═öĄ(sh©┤)ō■(j©┤)ėŗ╦ŃŻ©CRC Ą╚╦ŃĘ©Ż®Ż¼▀ē▌ŗĘų╬÷Ż¼┤µā”┐šķgĄ╚ĘĮ├µ┤µį┌╚▒Ž▌Ż¼╚┌╚ļ╬’┬ō(li©ón)ŠW(w©Żng)└¦ļyĪŻĖ─įņųą═∙═∙ąĶę¬ųžą┬ķ_░l(f©Ī)╔·«a(ch©Żn)įO(sh©©)éõ║═ŠÄīæ▄ø╝■Ż¼ė╚Ųõ╩ŪČÓįO(sh©©)éõĪóČÓ▒O(ji©Īn)┐žŽĄĮy(t©»ng)Ą─Łh(hu©ón)Š│Ż¼ļyČ╚Ė▀Īó═Č┘Y┤¾Īóų▄Ų┌ķLŻ¼×ķė├æ¶╦∙ļyĮė╩▄ĪŻ
▒Š╬─ų╝į┌įO(sh©©)ėŗķ_░l(f©Ī)ę╗ĘN├µŽ“╬’┬ō(li©ón)ŠW(w©Żng)Ą─╣żą“┘|(zh©¼)┴┐┐žųŲĮKČ╦Ż¼ęį▀mæ¬(y©®ng)ųąąĪą═ļx╔óųŲįņŲ¾śI(y©©)ī”╔·«a(ch©Żn)▀^│╠«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐┐žųŲĄ─ę¬Ū¾Ż¼└¹ė├ęčėąĄ─╬’┬ō(li©ón)ŠW(w©Żng)╝╝ąg(sh©┤)Ż¼ĮŌøQ╔·«a(ch©Żn)ųą┘|(zh©¼)┴┐╣▄└Ēą┼Žó╗»Ė─įņĄ─╣▓ąįļyŅ}Ż╗į┌ī”«a(ch©Żn)ŲĘĪóįO(sh©©)éõĪó╚╦åT▀Mąą╔ĒĘ▌ūRäeĄ─╗∙ĄA(ch©│)╔ŽŻ¼Ž¹│²ą┼Žó╣┬ŹuŻ¼ī”╔·«a(ch©Żn)╣żą“▀Mąą┘|(zh©¼)┴┐▀BµiŻ¼Å─Č°īó╝»│╔Č╚Ė▀Īóūį│╔¾wŽĄĄ─ūįäė╗»å╬ÖCŻ¼į┌▓╗ū÷╗“╔┘ū÷▄øĪóė▓╝■Ė─äėĄ─Ū░╠ߎ┬Ż¼┐ņ╦┘╚┌╚ļ╔·«a(ch©Żn)┘|(zh©¼)┴┐▒O(ji©Īn)┐žŽĄĮy(t©»ng)ĪŻ
1.╣żą“┘|(zh©¼)┴┐┐žųŲĮKČ╦┐é¾wįO(sh©©)ėŗ
Ų¾śI(y©©)Ą─įO(sh©©)éõ┘Åūį▓╗═¼ÅS╝ęŻ¼═©ą┼ĘĮ╩ĮĪó£yįćųĖś╦Īó┐žųŲŽĄĮy(t©»ng)ĪóöĄ(sh©┤)ō■(j©┤)Įė┐┌öĄ(sh©┤)┴┐ĪóöĄ(sh©┤)ō■(j©┤)╠Ä└ĒĪó┤µā”Ą╚ĘĮ├µ╔ŽĄ─▓Ņ«Éī¦(d©Żo)ų┬╔·«a(ch©Żn)ŠĆųą┤µį┌┤¾┴┐“ą┼Žó╣┬Źu”Ż¼╝µ╚▌▓ó░³╩ŪīŹ¼F(xi©żn)į┌ŠĆ«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐┐žųŲ║═ūĘ╦▌Ą─╗∙ĄA(ch©│)ĪŻßśī”╔Ž╩÷ŪķørŻ¼į┌▓╗ū÷╗“╔┘ū÷▄øĪóė▓╝■Ė─äėĄ─Ū░╠ߎ┬Ż¼čąŠ┐ę╗╠ūīóįŁėą╔·«a(ch©Żn)ŠĆįO(sh©©)éõ╚┌╚ļŽĄĮy(t©»ng)Ż¼Ž¹│²Ė„ŅÉą┼Žó╣┬ŹuĄ─ėąą¦ĘĮĘ©│╔×ķ╣żą“┘|(zh©¼)┴┐┐žųŲĮKČ╦įO(sh©©)ėŗĄ─Ž╚Ņ^╣żū„ĪŻ
─┐Ū░üĒ┐┤Ż¼įŁėą╔·«a(ch©Żn)ŠĆįO(sh©©)éõėąęįŽ┬ā╔ĘNŪķør:ó┘įŁėąįO(sh©©)éõĄ─į┤┤·┤aĄ╚╝Ü╣Ø(ji©”)▓╗ķ_Ę┼Ż¼▓╗Š▀éõĮė╚ļöĄ(sh©┤)ō■(j©┤)ŽĄĮy(t©»ng)Ą─Įė┐┌ĪŻó┌įŁėąįO(sh©©)éõĄ─į┤┤·┤aĄ╚╝Ü╣Ø(ji©”)ķ_Ę┼Ż¼Ą½▓╗Š▀éõĮė╚ļöĄ(sh©┤)ō■(j©┤)ŽĄĮy(t©»ng)Ą─Įė┐┌ĪŻįŁėąįO(sh©©)éõĄ─ĮM│╔┐“łD╚ńłD1╦∙╩ŠĪŻ
łD1 įŁėąįO(sh©©)éõĮM│╔┐“łD
ßśī”▀@ā╔ĘNŪķørŻ¼┐╔ęįĮy(t©»ng)ę╗įO(sh©©)ėŗ×ķę╗éĆ╝µ╚▌ĘĮ░Ė:īóįŁüĒ║═PLC ŽÓ▀BĄ─åó═Ż░┤µIĪóĮY(ji©”)╣¹ųĖ╩Š¤¶Ą╚IO ═©Ą└Ż¼Ė─Įė╣żą“┘|(zh©¼)┴┐┐žųŲĮKČ╦Ż¼╣żą“┘|(zh©¼)┴┐┐žųŲĮKČ╦į┘└¹ė├IO ═©Ą└╗“┤«┐┌║═PLC ▀BĮėŻ╗ę“┤╦▓╗Ė─╗“ąĪĖ─įŁėąå╬ÖCįO(sh©©)éõĄ─ė▓▄ø╝■Ż¼Š═┐╔ęįūīŲõŠ▀éõūįäėūRäeĪóöĄ(sh©┤)ō■(j©┤)▀h│╠Īó┘|(zh©¼)┴┐▀BµiĄ╚─▄┴”ĪŻ
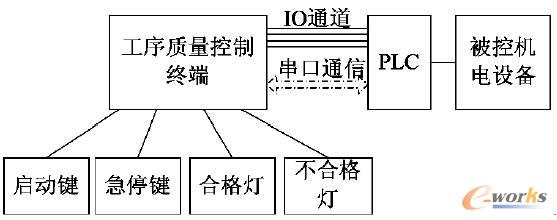
łD2 Ė─įņ║¾Ą─įO(sh©©)éõĮM│╔┐“łD
Ūķørę╗║═ŪķørČ■Ą─ĘĮ░Ėģ^(q©▒)äeį┌ė┌:Ūķørę╗ųą╣żą“┘|(zh©¼)┴┐┐žųŲĮKČ╦║═PLC ų╗ė├IO ═©Ą└ŽÓ▀BŻ¼ŪķørČ■╩Ūį┌▀@éĆĄ─╗∙ĄA(ch©│)╔Ž╠Ē╝ė╔Ž┤«┐┌═©ą┼ĪŻę“┤╦Ż¼Ūķørę╗ų╗─▄ī”╔·«a(ch©Żn)▀^│╠Ą─▓┘ū„ĀŅæB(t©żi)ęį╝░«a(ch©Żn)ŲĘ╝ė╣żĮY(ji©”)╣¹▀Mąą▒O(ji©Īn)┐žŻ¼ŪķørČ■┐╔ęįū÷ĄĮ╚½ĘĮ╬╗Ą─╔·«a(ch©Żn)öĄ(sh©┤)ō■(j©┤)▒O(ji©Īn)┐žĪŻ
2.┐žųŲĮKČ╦ė▓╝■įO(sh©©)ėŗ
┐žųŲĮKČ╦ū„×ķīó╔·«a(ch©Żn)įO(sh©©)éõĮė╚ļŽĄĮy(t©»ng)Ą─ų„꬜“┴║Ż¼į┌ė▓╝■╔Ž╗∙ė┌ŪČ╚ļ╩ĮARM9 ų„┐ž░Õķ_░l(f©Ī)Ż¼╝»│╔ė|├■Ų┴Īó▓┘ū„µI▒PĪó┤«┐┌ĪóUSB ┐┌Īóęį╠½ŠW(w©Żng)┐┌ĪóCF ┐©ĪóROMĪóRAM ║══©ė├═ŌįO(sh©©)Ą╚Ż¼öUš╣ėąDIOĪóADO Ą╚╣ż┐ž─ŻēKŻ¼═ŌĮėŚl┤a╗“RFID ūxīæŲ„Ż¼Zigbee ¤oŠĆ═©ą┼─ŻēKĄ╚Ż¼ė▓╝■ų„꬜ŗ(g©░u)│╔╚ńłD3 ╦∙╩ŠĪŻ
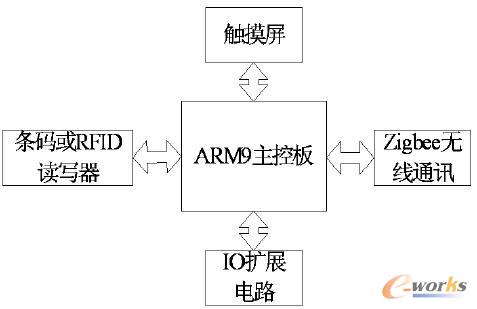
łD3 ĮKČ╦ė▓╝■š¹¾w┐“łD
ARM9 ų„┐ž░Õ▓╔ė├Ą─╩Ū║╝ų▌┴óėŅ╠®╣½╦Š╔·«a(ch©Żn)Ą─ARMSYS2440 ķ_░l(f©Ī)░ÕŻ¼įōķ_░l(f©Ī)░Õė╔║╦ą─░Õ║═Ąū░Õā╔▓┐ĘųĮM│╔ĪŻŲõųą║╦ą─░Õ░³║¼┴╦ARM9 ų„┐žąŠŲ¼ĪóNandFlashĪóSDRAMĪ󊦚±ĪóLED ųĖ╩Š¤¶Ą╚Ż╗Ąū░Õ║═║╦ą─░Õ═©▀^SO-DIMM200 Įė┐┌ŽÓ▀BŻ¼Ąū░Õ╔ŽöUš╣┴╦ČÓĘNė▓╝■┘Yį┤Ż¼░³└©┤«┐┌Ż¼LCD Įė┐┌Ż¼USB Įė┐┌Ż¼ęį╠½ŠW(w©Żng)Įė┐┌Ą╚Ż¼═Ļ╚½ØMūŃė├æ¶═ŌįO(sh©©)▀BĮėĄ─ę¬Ū¾ĪŻ
Zigbee ¤oŠĆ═©ą┼─ŻēK║═Śl┤a/RFID ūxīæŲ„▓╔ė├│╔ŲĘįO(sh©©)éõŻ¼Ęųäežōž¤┼c¼F(xi©żn)ł÷ėŗ╦ŃÖCöĄ(sh©┤)ō■(j©┤)é„▌ö║═«a(ch©Żn)ŲĘ╔ĒĘ▌ūRäeŻ¼═©▀^RS232 ┤«┐┌┼cARM9 ų„┐ž░Õ═©ą┼Ż¼ė|├■Ų┴▓╔ė├1024×768TFT Ų┴Ż¼ ė├ė┌╔·«a(ch©Żn)öĄ(sh©┤)ō■(j©┤)īŹĢr’@╩Š║═Üv╩ĘöĄ(sh©┤)ō■(j©┤)┼cĮy(t©»ng)ėŗöĄ(sh©┤)ō■(j©┤)▓ķįāŻ¼═©▀^50ßś┼┼ŠĆ┼cARM9ų„┐ž░Õ▀BĮėĪŻ
įŁėąå╬ÖCįO(sh©©)éõĖ─įņ▀^│╠ųąĄ─IO ═©Ą└Š═╩Ū═©▀^IO öUš╣ļŖ┬ĘüĒīŹ¼F(xi©żn)Ą─ĪŻIO öUš╣ļŖ┬Ę┼cARM9 ų„┐ž░ÕĄū░Õ╔ŽĄ─öUš╣Įė┐┌ŽÓ▀BŻ¼īóöUš╣Įė┐┌╔ŽĄ─IO ą┼╠¢ęį╝░AD ▌ö╚ļą┼╠¢ę²╚ļĄĮöUš╣░Õ╔ŽĪŻĮø(j©®ng)▀^IO öUš╣ļŖ┬ĘöUš╣Ż¼┐╔ęįīŹ¼F(xi©żn)16 ┬ĘöĄ(sh©┤)ūų▌ö╚ļŻ¼32 ┬ĘöĄ(sh©┤)ūų▌ö│÷Ż¼8 ┬ĘAD ─ŻöM▌ö╚ļĪŻöUš╣░ÕĄ─ĮY(ji©”)śŗ(g©░u)┐“łD╚ńłD4╦∙╩ŠŻ║
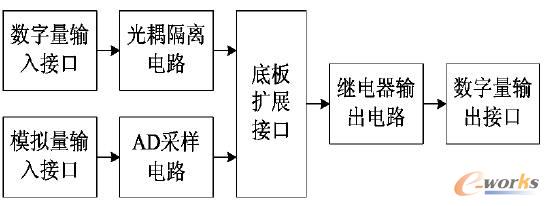
łD4 öUš╣░ÕĮM│╔┐“łD
Ė─įņ║¾Ą─ĘĮ░ĖųąŻ¼įŁŽ╚▀BĮėPLC ▌ö╚ļČ╦Ą─åóäė╝▒═Ż░┤µIęį╝░▀BĮėPLC ▌ö│÷Č╦Ą─╣żū„ųĖ╩Š¤¶Ž╚▀BĮėĄĮöUš╣░ÕĄ─öĄ(sh©┤)ūų┴┐▌ö╚ļĮė┐┌Ż¼åóäė╝▒═Ż░┤µIĄ─ĀŅæB(t©żi)ą┼╠¢ęį╝░ĮY(ji©”)╣¹ųĖ╩Š¤¶ą┼╠¢═©▀^Ąū░ÕöUš╣Įė┐┌é„╚ļĄĮARM9┐žųŲŲ„ųąŻ¼═¼ĢrŻ¼ARM9 ┐žųŲŲ„═©▀^Ąū░ÕöUš╣Įė┐┌īó▌ö│÷┐žųŲą┼╠¢é„ĮoöĄ(sh©┤)ūų┴┐▌ö│÷Įė┐┌Ż¼öĄ(sh©┤)ūų┴┐▌ö│÷Įė┐┌┼cįŁŽ╚▀BĮėåóäė╝▒═Ż░┤µIĄ─PLC ▌ö╚ļČ╦ŽÓ▀BŻ¼Å─Č°┐žųŲPLC ▌ö╚ļĪŻ
┐žųŲĮKČ╦Š▀¾w╣żū„┴„│╠╚ńŽ┬Ż║«ö╔Žę╗╣żą“Ą─«a(ch©Żn)ŲĘĄĮ▀_▒Š╣żą“ĢrŻ¼╩ūŽ╚Ż¼Śl┤aķåūxŲ„╗“RFID ūxīæŲ„ūRäe«a(ch©Żn)ŲĘIDŻ¼«a(ch©Żn)ŲĘID é„ĮoARM9 ┐žųŲŲ„║¾Ż¼═©▀^Zigbee ¤oŠĆ═©ą┼─ŻēKŽ“╔Ž╝ēöĄ(sh©┤)ō■(j©┤)Äņ╔Ļšłįō«a(ch©Żn)ŲĘį┌Ū░ę╗╣żą“Ą─╔·«a(ch©Żn)ą┼ŽóŻ¼ARM9 ┐žųŲŲ„Ą├ĄĮöĄ(sh©┤)ō■(j©┤)ÄņĒææ¬(y©®ng)║¾Ż¼╚ń╣¹įō«a(ch©Żn)ŲĘį┌Ū░ę╗╣żą“ųą╔·«a(ch©Żn)║ŽĖ±Ż¼ätARM9 ┐žųŲŲ„─▄åóäėą┼╠¢Ż¼┤╦Ģr╣żū„╚╦åT╚ń╣¹░┤Ž┬åóäėµIŻ¼įŁėąįO(sh©©)éõš²│ŻåóäėŻ¼╔·«a(ch©Żn)Ą─īŹĢröĄ(sh©┤)ō■(j©┤)Ģ■═©▀^RS232 ┤«┐┌é„╦═ĄĮARM9 ┐žųŲŲ„Ż¼Įø(j©®ng)▀^│§▓ĮĄ─╠Ä└Ē║¾Ż¼öĄ(sh©┤)ō■(j©┤)═©▀^ė|├■Ų┴īŹĢr’@╩Š│÷üĒŻ¼═¼Ģr═©▀^Zigbee¤oŠĆ═©ą┼─ŻēKīóöĄ(sh©┤)ō■(j©┤)▐D(zhu©Żn)░l(f©Ī)Įo╔Ž╝ēöĄ(sh©┤)ō■(j©┤)Äņ║═Ę■äš(w©┤)Ų„▒Ż┤µĪó╠Ä└Ē║═Įy(t©»ng)ėŗŻ╗╚ń╣¹įō«a(ch©Żn)ŲĘį┌Ū░ę╗╣żą“ųą╔·«a(ch©Żn)▓╗║ŽĖ±Ż¼ARM9 ┐žųŲŲ„ätĢ■Į¹ų╣åóäėą┼╠¢Ż¼┤╦Ģr╣żū„╚╦åT╚¶░┤Ž┬åóäėµIŻ¼įŁėąįO(sh©©)éõ▓╗Ģ■åóäėŻ¼═¼ĢrARM9 ┐žųŲŲ„Ģ■ė|░l(f©Ī)┬Ģ╣Ōł¾Š»ą┼╠¢Ż¼╠ßąč╣żū„╚╦åTīóÅUŲĘ╠▐│²Ż¼┤²┤_šJ║¾Ż¼┬Ģ╣Ōł¾Š»ą┼╠¢ĮŌ│²ĪŻ
3.┐žųŲĮKČ╦▄ø╝■įO(sh©©)ėŗ
┐žųŲĮKČ╦▄ø╝■įO(sh©©)ėŗĘų×ķ▓┘ū„ŽĄĮy(t©»ng)įO(sh©©)ėŗŻ¼įO(sh©©)éõ“ī(q©▒)äė│╠ą“įO(sh©©)ėŗęį╝░æ¬(y©®ng)ė├│╠ą“įO(sh©©)ėŗĪŻŲõųą▓┘ū„ŽĄĮy(t©»ng)▓╔ė├Ą─╩ŪWINCE5.0 īŹĢr▓┘ū„ŽĄĮy(t©»ng)Ż¼WINCEŠ▀ėąĮM╝■╗»Īó┐╔Č©ųŲąįĪó┼cWindows ŲĮ┼_╝µ╚▌Ą╚╠žąįŻ¼ į┌ųŪ─▄╩ųÖCĪó╝ę═źūįäė╗»Īóą┼Žó╝ęļŖĪóéĆ╚╦ī¦(d©Żo)║ĮĪó╣żśI(y©©)┐žųŲĄ╚ŅI(l©½ng)ė“Č╝ķ_╩╝▓╔ė├WINCEĪŻ
“ī(q©▒)äė│╠ą“Įķė┌▓┘ū„ŽĄĮy(t©»ng)║═įO(sh©©)éõų«ķgŻ¼ ų„ę¬ū„ė├╩Ū×ķ▓┘ū„ŽĄĮy(t©»ng)╠ß╣®ę╗éĆĮė┐┌Ż¼▀_ĄĮīŹ¼F(xi©żn)▓┘ū„▓╗═¼ė▓╝■(░³└©╬’└ĒįO(sh©©)éõ║═╠ōöMįO(sh©©)éõ)ĪŻARM9ų„┐ž░Õ╔ŽĄ─įO(sh©©)éõ“ī(q©▒)äė│╠ą“ęčĮø(j©®ng)ė╔┴óėŅ╠®╣½╦Šķ_░l(f©Ī)Ą─░Õ╝ēų¦│ų░³Ż©BSPŻ®║═Platform Builder 5.0 ūįĦĄ─ę╗ą®“ī(q©▒)äė│╠ą“įO(sh©©)ėŗ═Ļ│╔Ż¼╦∙ęį“ī(q©▒)äė│╠ą“įO(sh©©)ėŗĄ─ų„ę¬╣żū„į┌ė┌IOöUš╣░ÕĄ─“ī(q©▒)äėķ_░l(f©Ī)ĪŻ
IO öUš╣░ÕĄ─“ī(q©▒)äė│╠ą“ų„ę¬░³║¼öĄ(sh©┤)ūų┴┐▌ö╚ļ▌ö│÷Ą─GPIO Č╦┐┌“ī(q©▒)äė│╠ą“ęį╝░─ŻöM┴┐▌ö╚ļĄ─AD ▐D(zhu©Żn)ōQ“ī(q©▒)äė│╠ą“ĪŻöUš╣░ÕįO(sh©©)éõ“ī(q©▒)äėŠ∙▓╔ė├Ą─╩Ū╗∙ė┌WINCE Ą─┴„“ī(q©▒)äėŻ¼┴„“ī(q©▒)äė╠ß╣®Įo▓┘ū„ŽĄĮy(t©»ng)ś╦£╩Ą─┴„Įė┐┌Ż¼ęįGPIO “ī(q©▒)äė×ķ└²Ż¼ś╦£╩Ą─┴„“ī(q©▒)äėĮė┐┌╚ń▒Ē1╦∙╩ŠĪŻ
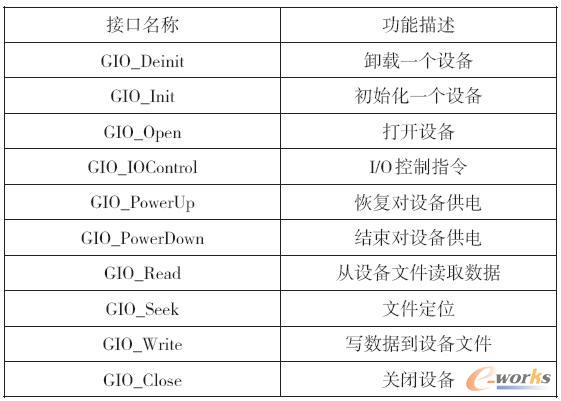
▒Ē1 ś╦£╩┴„“ī(q©▒)äėĮė┐┌║»öĄ(sh©┤)
╔Ž├µĄ─▒ĒĖ±┴ą│÷┴╦┴„“ī(q©▒)äėĄ─ś╦£╩Įė┐┌Ż¼ ŲõųąGIO ▒Ē╩ŠįO(sh©©)éõ├¹Ą─Ū░ŠYŻ¼▒žĒÜ×ķ3 éĆūųĘ¹Ż¼╦³ĘŪ│Żųžę¬Ż¼ę“×ķįO(sh©©)éõ╣▄└ĒŲ„į┌ūóāį▒Ēųą═©▀^Ū░ŠYüĒūRäeįO(sh©©)éõĪŻ┴„“ī(q©▒)äė╩Ū═©▀^įO(sh©©)éõ╣▄└ĒŲ„(Device Manager)üĒ╝ė▌d╗“╣▄└ĒĄ─[8]ĪŻę“┤╦Ż¼ ┴„“ī(q©▒)äėĄ─╝ė▌dĘŪ│Żņ`╗ŅŻ¼╦³▓╗āH┐╔ęįį┌WINCE åóäėĢrūįäė╝ė▌dŻ¼Č°Ūę▀Ć┐╔ęįį┌åóäė║¾Ė∙ō■(j©┤)ąĶę¬äėæB(t©żi)╝ė▌dĪŻ
WINCE Ą─┴„“ī(q©▒)äė│╠ą“▒╗«ö│╔ę╗éĆ╠žČ©╬─╝■ŽĄĮy(t©»ng)įO(sh©©)éõŻ¼ ╦³╠ß╣®Ą─┴„Įė┐┌║»öĄ(sh©┤)Ė·╬─╝■ŽĄĮy(t©»ng)Ą─API ║»öĄ(sh©┤)Šo├▄┬ō(li©ón)ŽĄŻ¼ ╚ńOpenFile()ĪóReadFile()ĪóWriteFile()ĪóDeviceIOControl()Ą╚Ż¼į┌╩╣ė├▀@ą®API ║»öĄ(sh©┤)Ą─Ģr║“Ż¼░čųĖČ©Ą─╬─╝■├¹Ė─│╔ŽÓæ¬(y©®ng)Ą─įO(sh©©)éõ├¹Š═┐╔ęįŻ¼æ¬(y©®ng)ė├│╠ą“═©▀^╩╣ė├▓┘ū„Ųš═©╬─╝■Ą─ĘĮĘ©╠Ä└Ē╠ž╩ŌĄ─╬─╝■üĒīŹ¼F(xi©żn)ī”įO(sh©©)éõĄ─▓┘ū„ĪŻ
┐žųŲĮKČ╦Ą─æ¬(y©®ng)ė├│╠ą“╗∙ė┌Visual Studio 2008 C#ŠÄīæŻ¼ęįŅÉÄņą╬╩Į╠ß╣®▄ø╝■╣”─▄═©ė├─ŻēKŻ¼╚ń┘|(zh©¼)┴┐Įy(t©»ng)ėŗ─ŻēKĪóūįäėūRäeįO(sh©©)éõĮė┐┌─ŻēKĪóĖ„ŅÉPLC öĄ(sh©┤)ō■(j©┤)ūx╚Ī─ŻēK(░³└©ÜW├╦²łĪó╚²┴ŌĪó╬„ķTūėĪó┼_▀_Ą╚)Īóęį╠½ŠW(w©Żng)┐═æ¶Č╦═©ą┼─ŻēKŻ©TCP/UDPŻ®ĪóÅUŲĘ┤_šJ─ŻēKĄ╚ĪŻ▀@ą®─ŻēK═©▀^ČÓŠĆ│╠─Ż╩Į▀Mąą▀\ū„Ż¼Å─Č°╠ßĖ▀ĮKČ╦Ą─╠Ä└Ēą¦┬╩ĪŻ
Ė─įņ║¾Ą─įO(sh©©)éõ═∙═∙į┌ę╗éĆ«a(ch©Żn)ŲĘ▓┘ū„ĮY(ji©”)╩°║¾Ż¼Ģ■īóą┼Žóīæ╚ļ╬─▒ŠĪóEXCEL ╗“öĄ(sh©┤)ō■(j©┤)ÄņĄ╚╬─╝■ĪŻ╣żą“┘|(zh©¼)┴┐┐žųŲĮKČ╦└¹ė├ęį╠½ŠW(w©Żng)ī”╣ż┐žÖC╔ŽĄ─ųĖČ©╬─╝■▀MąąīŹĢr▒O(ji©Īn)┐žŻ¼ę╗Ą®░l(f©Ī)¼F(xi©żn)ėąą┬öĄ(sh©┤)ō■(j©┤)╬─╝■Ż©╗“š▀┼f╬─╝■ėąĖ─ūāŻ®Ż¼ätūx╚ĪöĄ(sh©┤)ō■(j©┤)▀hé„Įoų„ÖCŻ¼▄ø╝■┴„│╠╚ńłD5╦∙╩ŠĪŻ
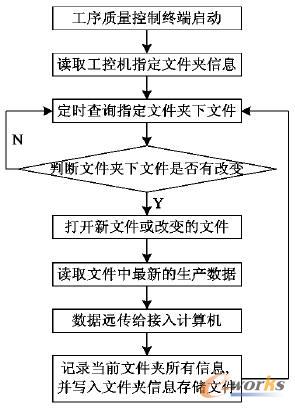
łD5 ▒O(ji©Īn)┐ž│╠ą“┴„│╠łD
4.ĮY(ji©”)šZ
├µŽ“╬’┬ō(li©ón)ŠW(w©Żng)Ą─╣żą“┘|(zh©¼)┴┐┐žųŲĮKČ╦ĮY(ji©”)║Ž┴╦╬’┬ō(li©ón)ŠW(w©Żng)ųąĄ─╔ĒĘ▌ūRäeĪóZigbee ¤oŠĆé„▌öĪóŪČ╚ļ╩Įėŗ╦ŃÖCĄ╚╝╝ąg(sh©┤)ĪŻ═©▀^ī”įŁėąįO(sh©©)éõĄ─Ė─įņ║═ČÓ┤╬īŹ“ׯ¼ūC├„┴╦įōĮKČ╦Ą─╣żū„┐╔┐┐ąį┼cĖ▀ą¦ąįŻ¼╦³×ķļx╔óųŲįņśI(y©©)ųąĄ─“ą┼Žó╣┬Źu”╚┌╚ļ╔·«a(ch©Żn)┘|(zh©¼)┴┐ą┼ŽóŽĄĮy(t©»ng)╠ß╣®┴╦ėąą¦Ą─ĮŌøQĘĮ░ĖŻ¼╠ßĖ▀┴╦ļx╔óųŲįņŲ¾śI(y©©)Ą─╔·«a(ch©Żn)ą¦┬╩Ż¼ĮĄĄ═┴╦«a(ch©Żn)ŲĘ┤╬ŲĘ┬╩Ż¼«a(ch©Żn)╔·┴╦┴╝║├Ą─Įø(j©®ng)Ø·║═╔ńĢ■ą¦ęµĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║├µŽ“╬’┬ō(li©ón)ŠW(w©Żng)Ą─╣żą“┘|(zh©¼)┴┐┐žųŲĮKČ╦įO(sh©©)ėŗ
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.hanmeixuan.com/html/consultation/1083947324.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















