



2004─ĻŻ¼┴°╣ż╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyÅ─å╬ÖC░µŽ“ŠWĮj░µ╔²╝ēĄ─ķ_░l═Ļ│╔Ż¼╝ėÅŖ┴╦ī”╣ż╦ćČ©Ņ~öĄō■║═ųŲČ©▀^│╠▀Mąąėąą¦╣▄└ĒŻ¼Ą½ļSų°╣½╦Šī”ą┼Žó╗»ųžęĢ│╠Č╚Ą─▓╗öÓ╠ßĖ▀Ż¼2006Ī½2008─Ļķg═Č╚ļ┴╦┤¾┴┐╚╦┴”║═žö┴”ī”PLMĪóCAPPĪóERPŽĄĮy▀Mąą╔²╝ēŻ¼Ė„ŽĄĮyį┌«aŲĘįOėŗĪó╣ż╦ć£╩éõĪó╔·«aųŲįņĄ╚Ė„ūįŅIė“ųąĄ─╔Ņ╚ļæ¬ė├Ż¼╩╣Ą├┼c╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyŽÓĻP┬ōĄ─öĄō■śIäšąĶŪ¾▓╗öÓöU│õŻ¼Č°Ė„ŽĄĮyą┼ŽóĪ░╣┬ŹuĪ▒Ą─┤µį┌Ż¼ę▓įņ│╔┴╦╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮy¤oĘ©╝░ĢrĒææ¬ERPī”╣ż╦ćöĄō■š²┤_ąį║═┐ņ╦┘Ę┤æ¬─▄┴”įĮüĒįĮĖ▀Ą─ę¬Ū¾ĪŻ
▒Š╬─īóĻU╩÷×ķ┤“═©Ė„ŽĄĮyų«ķgĄ─ą┼ŽóĪ░▒┌ēŠĪ▒Ż¼═©▀^į┌╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyųą▀Mąą┼cŽÓĻPŽĄĮyĄ─Įė┐┌ķ_░lŻ¼ĮŌøQ╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyĪóERPĪóPLMŽĄĮyųą╣ż╦ćöĄō■▓╗ę╗ų┬Īó╩ų╣żöĄō■é„▌öą¦┬╩║═é„▌öŲĘ┘|Ą═Ą╚å¢Ņ}ĪŻ
1 ŽĄĮy╝»│╔ĘĮ░ĖįOėŗ
ßśī”┤µį┌å¢Ņ}Ż¼ęįė├æ¶ąĶŪ¾×ķī¦Ž“Ż¼╩ūŽ╚ī”Ė„ŽĄĮyų«ķgĄ─▌ö╚ļ║═▌ö│÷öĄō■ĪóöĄō■┴„Ž“Īó┬Üž¤Ęų╣żĄ╚ŽÓĻPśIäš┴„│╠▀MąąĘų╬÷║═╩ß└ĒŻ¼▓ó╗∙ė┌ęįŽ┬įŁät▀MąąŽĄĮy╝»│╔ĘĮ░ĖĄ─įOėŗŻ║
(1)┤_▒ŻĖ„ŽĄĮyķgĻP┬ōöĄō■ę╗ų┬Ą─įŁätŻ╗
(2)┤_▒ŻöĄō■į┌Ė„ŽĄĮyé„▌ö┬ĘÅĮūŅČ╠Ą─įŁätŻ╗
(3)┤_▒Żė├æ¶į┌Ė„ŽĄĮyųąī”ŽĄĮyĮė┐┌▓┘ū„Ą─ęūė├ąįįŁätĪŻ
┐╝æ]ĄĮ╣ż╦ć╬─╝■Ą─ŠÄųŲąĶę¬Ģrķg▌^ķLŻ¼×ķ▒ŻūC╬’┴ŽöĄō■ĪóųŲįņMBOMĪó╣ż╦ć▒ĒĪó╣ż╦ćČ©Ņ~▀@4ŅÉöĄō■į┌╔·«aėåå╬Ž┬▀_Ū░╝░Ģr▓ó╚▒ę╗▓╗┐╔Ą┌╚½▓┐ĄĮ▀_ERPŻ¼▓╔ė├╣ż╦ć╬─╝■£╩éõ║═╣ż╦ćöĄō■£╩éõ▓óąą╣żū„Ą─ĘĮ╩ĮŻ¼į┌Įė╩šĄĮPLMĄ─┴Ń╝■╣ż╦ćŠÄųŲ╚╬äš║¾Ż¼╣ż╦ć╚╦åTŠÄųŲ┴Ń╝■ų„╣ż╦ć┬ĘŠĆ▒ĒŻ¼ĘųäeĮ╗ė╔3éĆŽĄĮy▓óąą╣żū„Ż║
PLMžōž¤ųŲįņMBOMŠÄųŲŻ¼CAPPžōž¤╣ż╦ć╬─╝■ŠÄųŲŻ¼╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyžōž¤╣ż╦ćČ©Ņ~öĄō■ŠÄųŲŻ╗ė╔ė┌╣ż╦ćöĄō■╩ŪĮøė╔PLMŽĄĮy░l▓╝ĄĮERPŻ¼×ķ▒Ńė┌Öz▓ķ░l▓╝ERP╩Ūʱ│╔╣”Ż¼ė╔╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮy░┤ąĶŽ“ERPūx╗žMBOM┼c╣ż╦ć┬ĘŠĆą┼Žó▀MąąöĄō■ę╗ų┬ąįÖz▓ķĪŻ░┤šš▀@ę╗╦╝┬ĘŻ¼ūŅĮK┤_Č©┴╦ęį╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyū„×ķ╣ż╦ćöĄō■é„▌öśą╝~Ż¼▓ó┼cPLMĪóERP╝»│╔Ą─ĘĮ░ĖįOėŗŻ¼╚ńłD1╦∙╩ŠĪŻ
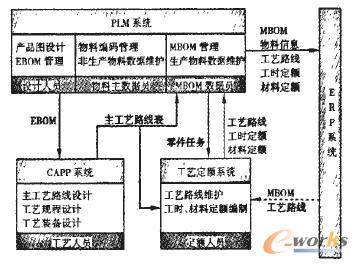
łD1 ╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮy┼cPLMĪóERPĄ─╝»│╔ĘĮ░Ė
2 ą┬śIäš┴„│╠įOėŗ
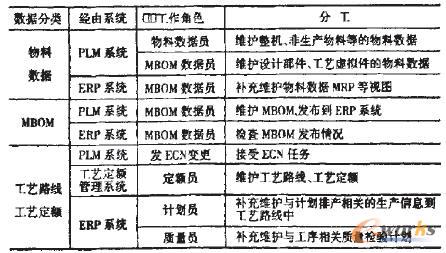
(1)š¹éĆ╝»│╔ŽĄĮyų„ę¬╔µ╝░╬’┴ŽöĄō■ĪóMBOMĪó╣ż╦ć┬ĘŠĆĪó╣ż╦ćČ©Ņ~Ą╚4ŅÉöĄō■Ą─é„▌öŻ¼ąĶę¬╬’┴ŽöĄō■åTĪóMBOMöĄō■åTĪó╣ż╦ćČ©Ņ~åTĪóėŗäØåTĪó┘|┴┐åTĄ╚ČÓéĆ╣żū„ĮŪ╔½╚╦åT╣▓═¼ģfū„ĪŻ╗∙ė┌╔Ž╩÷ŽĄĮy╝»│╔╝▄śŗįOėŗę¬Ū¾Ż¼ųžą┬äØĘų╣żū„ā╚╚▌Ż¼└ĒĒśĖ„╚╦åTĄ─╣żū„┬Üž¤┼cĘų╣żŻ¼ęįĮŌøQČ©Ņ~╚╦åTĮø│Ż┐ńŽĄĮy╣żū„Ż¼▓ó┼cŲõ╦¹╚╦åT═¼ĢrŠSūo╣ż╦ćöĄō■Ģr│÷¼FöĄō■ø_═╗Īó▓╗ę╗ų┬Ą╚å¢Ņ}ĪŻ
▒Ē1 ŽĄĮyĖ„╚╦åT╣żū„┬Üž¤┼cĘų╣ż▒Ē
(2)═©▀^ī”š¹éĆ╝»│╔ŽĄĮyśIäš┴„│╠Ą─įö╝ÜĘų╬÷Ż¼Ė∙ō■ūāĖ³╚╬äšüĒį┤Ą─▓╗═¼Ż¼įOėŗ┴╦▓╗═¼Ą─ūāĖ³┴„│╠ĪŻ═©│Ż«öMBOMöĄō■åT╗“Č©Ņ~åTŻ¼Įė╩šĄĮįOėŗūāĖ³═©ų¬ĢrŻ¼į┌PLM░lŲMBOMĖ³Ė─╗“╣ż╦ćĖ³Ė─Ą─ūāĖ³╚╬äš║¾Ż¼į┌╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyųąŽ┬▌d┴Ń╝■╚╬䚯¼▀Mąą╣ż╦ćŽÓĻPöĄō■ŠSūoŻ¼Ą½╩Ū«öėą▓╗╔µ╝░▓─┴ŽĄ─╣ż╦ćĖ³Ė─Ż¼▓╗Ģ■ė░ĒæMBOMöĄō■Ż¼ätų▒Įėį┌╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮy░lŲūāĖ³Ż¼┐╔ų▒Įė░l▓╝ĄĮERPŽĄĮyŻ¼ęį£p╔┘į┌PLMŽĄĮyĄ─ŪąōQŻ¼ęį╠ßĖ▀┴„│╠ą¦┬╩Ż¼╚ńłD2╦∙╩ŠĪŻ
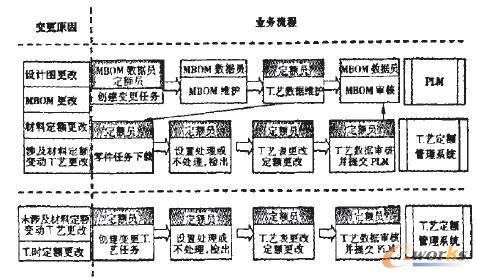
łD2 ╣ż╦ćöĄō■ūāĖ³śIäš┴„│╠
(3)Ė∙ō■ęį╔ŽPLMŽĄĮyī”╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyöĄō■▌ö╚ļ▌ö│÷Ą─ę¬Ū¾Ż¼Ė─▀M╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyĄ─ā╚▓┐╣żū„┴„│╠Ż¼į┌Ž┬▌dPLM┴Ń╝■╚╬äš║¾Ż¼ī”öM▀Mąą╣ż╦ćöĄō■Ė³Ė─Ą─┴Ń╝■Öz│÷ųąķg░µ▒ŠŻ¼ī”«a╔·Ė³Ė─▓Ņ«ÉĄ─╣ż╦ćöĄō■▀MąąīÅ║╦Ż¼▓ó╠ßĮ╗PLM│╔╣”║¾Ż¼╔²×ķš²╩Į░l▓╝░µ▒ŠŻ¼ęį£p╔┘š²į┌Ė³Ė─öĄō■ī”ęč░l▓╝öĄō■Ą─ė░ĒæŻ¼╠ßĖ▀╣ż╦ćöĄō■ŲĘ┘|║═╝ėÅŖŠÄųŲ▀^│╠Ą─╣▄┐ž─▄┴”Ż¼įö╝ÜĄ─╣żū„┴„│╠╚ńłD3╦∙╩ŠĪŻ
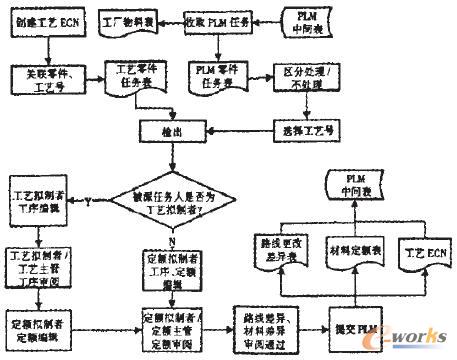
łD3 ╣ż╦ćČ©Ņ~╣▄└Ēā╚▓┐╣żū„┴„│╠
3 ŽĄĮyįö╝ÜįOėŗ
3.1 ╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮy┼cPLMĪóERPĮė┐┌ķ_░l
(1)┐ņ╦┘Ž┬▌d╚╬äšĪŻė╔ė┌Č©Ņ~öĄō■Ą─ģR┐éų„ę¬ė╔ERPį┌│╔▒Š║╦╦ŃĢr═¼Ģr═Ļ│╔Ż¼╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyī”MBOMĄ─╩╣ė├Ņl┬╩▓╗Ė▀Ż¼×ķ£p╔┘PLM┼c╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyĄ─Įė┐┌öĄō■é„▌öē║┴”Ż¼į┌╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyĄ─Įė┐┌ķ_░lŻ¼▓╔╚Ī┴╦ī”PLMĮė┐┌▓╗Ž┬▌dMBOMŻ¼āHŽ┬▌d┴Ń╝■ūāĖ³╚╬䚥─ĘĮ╩ĮŻ¼╩╣╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮy─▄ē“░┤╚╦åTĘų╣żŻ¼┐ņ╦┘½@╚ĪąĶę¬äōĮ©║═Ė³Ė─╣ż╦ć┬ĘŠĆĪó╣żĢrĪó▓─┴ŽĄ─┴Ń╝■ŪÕå╬Ż╗
(2)öĄō■ę╗ų┬ąįÖz▓ķĪŻ×ķ┤_▒ŻĖ„ŽĄĮyį┌öĄō■▒Ēę╗ų┬Ą─ŪķørŽ┬▀MąąĖ³Ė─Ż¼į┌╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyÖz│÷ą┬╣ż╦ć░µ▒ŠĢrŻ¼ūx╚ĪERP¼FėąĄ─╣ż╦ć┬ĘŠĆą┼ŽóŻ¼▀Mąą╣ż╦ćĖ³Ė─Ū░Öz▓ķERPŽĄĮy┼c╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyĄ─╣ż╦ć┬ĘŠĆĄ─ę╗ų┬ąįŻ¼─▄ē“╩┬Ū░ėąą¦ŅAĘ└ā╔š▀öĄō■▓╗ę╗ų┬Õeš`Ą─░l╔·Ż¼ęį╠ßĖ▀ūāĖ³å╬Ą─Ė³Ė─öĄō■░lERPĄ─│╔╣”┬╩Ż╗
(3)═¼▓ĮERP╔·«aą┼ŽóĪŻ═©▀^┼cERPĄ─Įė┐┌Ż¼═¼▓ĮĘųÅSėŗäØåTŠSūoĄ─ERP╣ż╦ć┬ĘŠĆųąĄ─╔·«aą┼ŽóĄĮ╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyŻ¼╩╣ų«┼c╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyĄ─╔·«aą┼Žóę╗ų┬Ż¼ęįėąą¦ģfš{ĘųÅSėŗäØåT┼c╣ż╦ć┬ĘŠĆŠÄųŲ╚╦åTį┌ŠSūo╔·«aöĄō■ĘĮ├µĄ─ø_═╗Ż╗
(4)░l▓╝╩¦öĪ╠Ä└ĒÖCųŲĪŻį┌╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮy┼cPLMŽĄĮyĄ─╝»│╔Įė┐┌įOėŗ╔ŽŻ¼į÷╝ė┴╦ī”░l▓╝ERP│╔╣”┼cʱĄ─Ę┤ü╠Ä└ĒÖCųŲŻ¼3éĆŽĄĮyĄ─ą┼ŽóĘ┤ü─▄ē“ą╬│╔ķ]ŁhŻ¼ERPĮė╩šöĄō■Ą─ŪķørŻ¼─▄═©▀^PLMŽĄĮy┐ņ╦┘Ę┤üĄĮ╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyŻ¼╩╣3éĆŽĄĮy─▄ē“Šo├▄┼õ║ŽĪóĖ³ėąą¦Ąžģf═¼╣żū„Ż¼ęį╠ßĖ▀╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyī”«É│Żå¢Ņ}╠Ä└ĒĄ─┐ņ╦┘Ę┤æ¬─▄┴”Ż╗
(5)ųąķg▒ĒöĄō■éõĘ▌╣▄└ĒĪŻį÷╝ėī”ųąķg▒ĒöĄō■ūįäėéõĘ▌╣▄└ĒŻ¼╠ßĖ▀┴╦ī”ā╔ŽĄĮyķgĮė┐┌öĄō■Ą─ūĘ╦▌ąįŻ¼ęį▒ŃśIäš╣▄└Ē╚╦åT┐ņ╦┘▓ķšęå¢Ņ}įŁę“╝░╠ß│÷Ė─▀MĮ©ūhĪŻ
3.2 ╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyā╚▓┐┴„│╠ā×╗»║═╣”─▄═Ļ╔Ų
(1)═©▀^ā×╗»╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyĄ─ā╚▓┐┴„│╠Ż¼ė╔įŁüĒęį┴Ń╝■×ķ╚╬äš╣▄└ĒĄ─ī”Ž¾Ż¼Ė─▀M×ķęįPLMĄ─╣ż│╠ūāĖ³å╬×ķ╚╬äš╣▄└ĒĄ─ī”Ž¾ųŲČ©╣ż╦ć┬ĘŠĆĪó╣żĢrĪó▓─┴ŽČ©Ņ~Ż¼ęį▒▄├Ō│÷¼FūāĖ³å╬Ą─┴Ń╝■╚╬äš╬┤═Ļ│╔Ż¼Š═╠ßĮ╗PLMĄ─¤oą“Īó▓╗ęÄĘČ▓┘ū„¼FŽ¾Ż╗
(2)į┌╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮyķ_░lūįäė╔·│╔╣żą“Ė³Ė─Ū░║¾┴Ń╝■░µ▒Š╣żą“▓Ņ«É┼c▓─┴Ž▓Ņ«ÉöĄō■ŪÕå╬Ą─╣”─▄Ż¼▒Ńė┌öĄō■╚╦åTį┌ūāĖ³╚╬äš═Ļ│╔╠ßĮ╗PLMŽĄĮyŪ░Ż¼Ž╚║╦ī”öĄō■Ą─ūāĖ³ŪķørŻ¼ęį┤_▒Ż╠ßĮ╗öĄō■Ą─£╩┤_ąįŻ╗
(3)×ķ▀mæ¬┼·┴┐╣żĢr╝░▓─┴ŽČ©Ņ~Ą─Ė³Ė─Ż¼ķ_░l┼·┴┐Ė³Ė─╣żĢrĪó▓─┴ŽĄ─┴„│╠║═▓┘ū„Įń├µŻ¼┤¾┼·┴┐Ė³Ė─┴Ń╝■Ą─╣żą“Īó▌o▓─Ą╚ūāĖ³┴„│╠Ż¼ęį╠ßĖ▀ūāĖ³Ą─╣żū„ą¦┬╩Ż╗
4 ĮY╩°šZ
═©▀^▀Mąą┼cPLMĪóERPŽĄĮyĮė┐┌įOėŗ┼cķ_░lŻ¼į┌╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮy═Ļ│╔┴╦╚╬äš┐ņ╦┘Ž┬▌d║═╠ßĮ╗Īóūįąą░lŲ╣ż╦ćūāĖ³┴„│╠ĪóČ©Ņ~öĄō■▓Ņ«ÉīÅķåĪóÖz▓ķ┬ĘŠĆöĄō■ę╗ų┬ąįĪó═¼▓ĮERP╔·«aą┼ŽóĪóECN╚╬äš╣▄└ĒĪó░l▓╝╩¦öĪ╠Ä└ĒÖCųŲĪóųąķg▒ĒöĄō■éõĘ▌╣▄└ĒĄ╚╣”─▄ķ_░lŻ¼═©▀^ŽĄĮyā╚▓┐▓┘ū„┴„│╠Ė─▀M║═öĄō■ÄņĄ─š¹║ŽŻ¼ėąą¦ĄžĮĄĄ═┴╦MBOMĪó╣ż╦ćöĄō■Ą─é„▌ö║═ŠSūo▀^│╠Ą─▓ŅÕe┬╩Ż¼╠ßĖ▀MBOMĄ─£╩┤_┬╩Ż¼▓┘ū„┴„│╠Ė³╝ėŪÕ╬·▒ŃĮ▌Ż¼öĄō■┴„─▄ē“╝░Ģrėąą“é„▌öŻ¼ė├æ¶ØMęŌČ╚╠ß╔²┬╩47.74%Ż¼Ą├ĄĮ┴╦╦∙ėą╝»│╔ŽĄĮyė├æ¶Ą─║├įu║═šJ┐╔ĪŻ
▀@ĘN╝»│╔ĘĮ╩Į╩╣«aŲĘĮYśŗĪó╣ż╦ć┬ĘŠĆĪó╣ż╦ćęÄ│╠Īó╣żčbįOéõĪó╣żĢr║═▓─┴ŽČ©Ņ~Ą╚öĄō■ŽÓ╗źĻP┬ōį┌ę╗ŲŻ¼ėąą¦┤_▒Ż┴╦öĄō■Ą─ę╗ų┬ąįĪó╣▓ŽĒąįŻ¼į┌╚½╣½╦ŠŽĄĮy╝»│╔Ą─ŁhŠ│Ž┬ģfš{╣żū„Ż¼╣▓═¼×ķ╔·«aŽĄĮy╠ß╣®╝░Ģrėąą¦Ą─Ę■䚯¼═¼Ģrę▓×ķ╣ż╦ćČ©Ņ~╚╦åT╠ß╣®┴╦Ė³╝ėĘĮ▒Ń║═┐ņĮ▌Ą─╣żū„ŲĮ┼_Ż¼╩╣╣ż╦ćČ©Ņ~╣▄└ĒŽĄĮy─▄ē“Ė³║├Ą─▀mæ¬╚½╣½╦Šą┼Žó╗»Ą─░lš╣ąĶę¬ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/






















