



ę╗Īó╩ął÷ĮøØ·Ž┬Ų¾śIĮøĀI╔·«a╣▄└ĒĄ─Ė─▀M
╩ął÷ĮøØ·Ž┬Ż¼Ų¾śI×ķ┴╦─▄į┌ĖéĀÄųą╚Īä┘Ż¼│²┴╦į┌╝╝ąg╔Žķ_░lŽ╚▀MųŲįņ╝╝ągĄ─æ¬ė├═ŌŻ¼į┌╔·«a╣▄└Ē╔Žķ_░lŽ╚▀M╣▄└Ē╝╝ągĄ─æ¬ė├ę▓│╔┴╦▓╗┐╔╚▒╔┘Ą─ā╚╚▌ĪŻ20╩└╝o60─Ļ┤·ųąŲ┌Ż¼├└ć°╣▄└ĒīW╝ę╝s╔¬Ę“·ŖW┴ą╗∙(Josoph.Orlicky) ╠ß│÷┴╦╬’┴ŽąĶŪ¾Ą─ą┬╦╝ŽļüĒ░▓┼┼╔·«aėŗäØŻ¼ĘQ“╬’┴ŽąĶŪ¾ėŗäØ (MRP)”Ż¼║¾üĒ░lš╣│╔×ķęįMRP×ķ║╦ą─Ą─ųŲįņ┘Yį┤ėŗäØ(MRP-ó“)Ż¼20╩└╝o80─Ļ┤·ęįüĒ╚š▒Š╠ß│÷┴╦£╩Ģr╔·«a(JIT)Ą╚Ą╚ĪŻMRPĖ─ūā┴╦é„ĮyĄ─Äņ┤µ┐žųŲĘ©üĒĮM┐Ś╔·«aŻ¼╠ß│÷┴╦ųŲįņśIųąā×╗»╔·«aėŗäØĄ─Ė∙▒Š╦╝Žļ——░┤ąĶŪ¾üĒĮM┐Ś╔·«aŻ¼▀@ĘNąĶŪ¾▓╗āH╩Ūė├æ¶Ą─ūŅĮKąĶŪ¾Ż¼░³└©ųŲįņ▀^│╠ųą╝ė╣żĪóčb┼õĖ„╣żą“ķgĄ─ąĶŪ¾ĪŻąĶŪ¾ėŗäØę╗░Ńęįų▄×ķå╬╬╗Ż¼╔§ų┴┐╔┬õīŹĄĮ╠ņ×ķå╬╬╗ĪŻ╚š▒ŠžS╠’╣½╦ŠĖ∙ō■▀@ę╗╦╝Žļķ_░l┴╦“┐┤░Õ╣▄└Ē”Ż¼▀@╩Ū╬’┴ŽąĶŪ¾Īó£╩Ģr╔·«aĄ─ę╗ĘNą╬╩ĮŻ¼░čųŲįņśIĄ─╔·«aĘĮ╩Įė╔“═Ųäė”ūā×ķ“└Łäė”Ż¼ķ_░l┴╦┴ŃÄņ┤µĪó┴Ń╚▒Ž▌╗ŅäėŻ¼Å─Č°╩╣Ų¾śI╔·«aų▄Ų┌┤¾┤¾┐sČ╠Ż¼£p╔┘┴╦╝ė╣żĪóčb┼õĄ─Ą╚┤²ĢrķgŻ¼Äņ┤µ┼cį┌ųŲŲĘ£p╔┘Ż¼┴„äė┘YĮų▄▐D╝ė╦┘Ż¼│╔▒ŠĮĄĄ═Ż¼äōįņ┴╦┴╝║├Ą─ĮøØ·ą¦ęµĪŻ20╩└╝o90─Ļ┤·├└ć°░č▀@ę╗ŽĄ┴ą╦╝ŽļĘĮĘ©┐éĮY×ķŠ½ęµ╔·«aĘĮ╩Į(LP)ĪŻęį╔Ž▀@ą®ĘĮĘ©Å─20╩└╝o80─Ļ┤·│§é„╚ļ╬ęć°Ż¼×ķ╣▄└ĒīŻ╝ęĪóīWš▀╦∙Įė╩▄Ż¼▓óĮY║Žėŗ╦ŃÖCĄ─æ¬ė├į┌Ų¾śIųą═ŲÅVĪŻ▀@ą®Ž╚▀M╔·«aĘĮ╩Į(─Ż╩Į)ŲõīŹ┘|š²╩ŪÅ─┤ųĘ┼╩ĮĄ─ĮøĀI▐DūāĄĮ╝»╝s╩ĮĄ─ĮøĀIĪŻÅ─Äņ┤µ┐žųŲĄĮ╬’┴ŽąĶŪ¾ĄĮ£╩Ģr╔·«aŻ¼▀@╩Ū┤ųĘ┼ĄĮ╝»╝sĄ─č▌ūāŻ╗╬’┴ŽąĶŪ¾ĄĮ┘Yį┤ąĶŪ¾ĄĮ£╩Ģr╔·«aĄĮŠ½ęµ╔·«aŻ¼▀@╩Ū▒ŻūCąĶŪ¾░┤ĢrĪó░┤┘|Īó░┤┴┐Č°Ūęį┌ūŅĮøØ·Ą─ĀŅæBŽ┬═Ļ│╔Ż¼╦∙ęį▀@╩ŪūŅā×╗»Ą─╔·«aĮM┐Ś╣▄└ĒŻ¼«ö╚╗ę▓▒ž╚╗«a╔·ūŅāץ─ĮøØ·ą¦ęµĪŻ
ė╔ė┌ÖCąĄ«aŲĘ╩Ūė╔╔┘ätÄū╩«éĆ┴Ń╝■Ż¼ČÓät│╔Ū¦╔Ž╚féĆ┴Ń╝■╦∙ĮM│╔Ż¼Ųõ╔·«a▀^│╠╩Ūļx╔óą═Ż¼ė╚Ųõ╩Ūš╝ÖCąĄąąśI80%ęį╔ŽĄ─ČÓŲĘĘNŻ¼å╬╝■║═ųąĪóąĪ┼·┴┐╔·«aŲ¾śIŻ¼į┌ĮM┐Śę╗ĘN«aŲĘ╔·«aųąėą│╔Ū¦╔Ž╚féĆ┴Ń╝■Ż¼├┐éĆ┴Ń╝■ėųėą╔┘ät2Ī½3Ą└╣żą“Ż¼ČÓätÄū╩«Ą└╣żą“Ż¼▀Ćę¬▀MąąÅ─┴Ń╝■ĮMčbĄĮĮM╝■ĄĮ▓┐╝■……ūŅ║¾čb┼õ│╔«aŲĘĄ─ų╝ēčb┼õŻ¼▓┼─▄│╔×ķė├æ¶Ą─ąĶŪ¾ĪŻį┌▀@ę╗Å═ļsĄ─ųŲįņ▀^│╠ųąŻ¼ę¬─▄░┤“ąĶŪ¾”Ą─ĘĮ╩ĮĮM┐Ś╔·«aŻ¼╩ūŽ╚▒žąĶ┼¬ŪÕ│■čb┼õ▀^│╠ųąĄ─“ąĶŪ¾”Ż¼╝┤╩▓├┤ĢrķgŻ┐ąĶę¬╩▓├┤╬’┴ŽŻ┐öĄ┴┐╩ŪČÓ╔┘Ż┐▓┼─▄▀Mę╗▓Į═Ųī¦╩▓├┤Ģrķg╝ė╣żŻ¼╩▓├┤ĢrķgųŲįņ├½┼„……Ą╚Ą╚ĪŻČ°čb┼õ▀^│╠ųąĄ─╬’┴ŽąĶŪ¾š²╩Ūčb┼õ╣ż╦ćįOėŗĄ─ā╚╚▌Ż¼ę╗éĆÅ═ļsĄ─«aŲĘĄ─čb┼õ▓╗Ą½ėąć└Ė±Ą─╣ż╦ćę¬Ū¾Ż¼Č°Ūę┼cŲ¾śIĄ─╔·«aĮM┐ŚĪóčb┼õ╣ż╦ćčbéõĪó╣ż╚╦Ą─╝╝ąg╦«ŲĮėąĻPŻ¼Ę±ät▓╗─▄▒ŻūCčb┼õĄ─┘|┴┐┼c░┤Ų┌═Ļ│╔«aŲĘĄ─čb┼õĪŻÅ─čb┼õų▄Ų┌Ęų╬÷Ż¼║åå╬Ą─«aŲĘčb┼õį┌ę╗╠ņ╗“Äū╠ņā╚═Ļ│╔Ż¼ūŅÅ═ļsĄ─«aŲĘčb┼õÅ─ę╗éĆį┬ĄĮÄūéĆį┬╔§ų┴1─ĻĪ½1─Ļ░ļĪŻ╦∙ęįŲõčb┼õ▀^│╠Ą─╬’┴ŽŻ©┴Ń╝■Ą╚Ż®Ą─ąĶŪ¾ę▓╩ŪĻæ└mĄ─Ż¼æ¬░┤čb┼õ╣ż╦ćĄ─ę¬Ū¾╠ß╣®Ż¼╚ń╣¹▓╗░┤▀@ę╗ę¬Ū¾╠ß╣®╬’┴ŽŻ¼▓╗╩Ū═Ż╣ż┤²┴ŽŻ¼Š═╩Ū╬’┴ŽĘeē║ĪŻĖ∙ō■ć°═ŌĮyėŗŻ¼į┌▓╗┴╝Ą─╔·«a▀^│╠ųąŻ¼┴Ń╝■Å─╝ė╣żĄĮčb┼õŲõųąėą95%Ą─Ģrķg╠Äė┌Ą╚┤²ĀŅæBŻ¼ų╗ėą5%Ą─Ģrķg▀Mąą╝ė╣ż╗“čb┼õŻ¼ę“Č°įņ│╔╔·«a▀^│╠Äņ┤µ┼cį┌ųŲŲĘĄ─į÷╝ėĪó┘YĮĄ─Ęeē║Ż¼É║╗»┴╦╔·«a▀^│╠ĪŻ╦∙ęįMRP╠ß│÷Å─čb┼õķ_╩╝░▓┼┼╔·«aėŗäØŻ¼Å─Ž┬Ą└╣żą“Ž“╔ŽĄ└╣żą“░l│÷ąĶŪ¾ųĖ┴ŅŻ©┐┤░Õ╣▄└ĒĄ─ą╬╩ĮŻ®Ż¼ą╬│╔“└Łäė”Ą─╔·«aĘĮ╩ĮĪŻĘų╬÷▀@ę╗“└Łäė”Ą─▀^│╠Ż¼Š═╩Ū蹊┐╔·«a▀^│╠ųąĄ─╬’┴ŽąĶŪ¾Ż¼▀@ę╗ąĶŪ¾š²╩Ūė╔čb┼õ╣ż╦ćįOėŗ╩ūŽ╚┤_Č©Ą─Ż¼▀@Š═╩ŪMRP▄ø╝■ųą╦∙╠ߥĮĄ─╬’┴ŽŪÕå╬(BOM)ĪŻ×ķ┴╦ūŅ┤¾Ž▐Č╚Ą─ā×╗»╔·«aŻ¼╠ß│÷┴ŃÄņ┤µ┼c£╩Ģr╔·«aŻ¼ėŗäØĢrķgę¬Ū¾┐sČ╠ĄĮ╠ņŻ¼╦∙ęįŲõBOM▒žąĶ╠ß╣®čb┼õ╣ż╦ćøQČ©Ą─Ēśą“ę¬Ū¾Ż¼Ę±ät▓╗┐╔─▄£╩┤_ĄĮ▀@ĘN│╠Č╚Ż¼ė·╩ŪÅ═ļsĪó┤¾ą═Ą─«aŲĘŻ¼čb┼õų▄Ų┌ķLĄ─«aŲĘŻ¼BOMę¬Ū¾ė·╝ÜĪŻÅ─ęį╔ŽĘų╬÷┐╔ų¬ę¬╩╣MRPĪóJIT▀\ąąėą┴╝║├Ą─ą¦ęµŻ¼╩ūŽ╚▒žąĶĮŌøQ╣ż╦ćįOėŗĄ─▀mæ¬ąįŻ¼╚ń╣¹▓╗░┤╣ż╦ćįOėŗĄ─ę¬Ū¾╠ß╣®BOMŻ¼ų╗░┤é„ĮyĄ─įOėŗBOM(įOėŗ╬’┴Ž├„╝Ü▒Ē)üĒĮM┐Ś╔·«aŻ¼╩╣ė├╚╬║╬ę╗ĘNMRP×ķ║╦ą─Ą─▄ø╝■(MRP-ó“ĪóJITĪóEMSĪóERPĄ╚)Č╝īó▓╗┐╔─▄½@Ą├æ¬ėąĄ─ą¦╣¹ĪŻ▀@ę▓╩Ū╬ęć°Į³╩«─ĻüĒæ¬ė├MRP/ERPą¦╣¹▓╗└ĒŽļĄ─įŁę“ų«ę╗ĪŻ
Č■ĪóŽ╚▀M╔·«aĘĮ╩ĮąĶꬎÓ▀mæ¬Ą─╣ż╦ć╝╝ąg╬─╝■
Ė∙ō■ć°═ŌĮķĮBŻ¼į┌«aŲĘ╔·├³ų▄Ų┌ā╚īó«a╔·▓╗═¼Ą─BOMŻ¼į┌Ė┼ę¬įOėŗļAČ╬Īó╝╝ągįOėŗļAČ╬Īó╣ż╦ćįOėŗļAČ╬Ż¼ļm╚╗╩Ū═¼ę╗ĘN«aŲĘŻ¼ė╔ė┌Ģrķg▓╗═¼Īó─┐Ą─▓╗═¼╦∙ęįŲõBOMĄ─ā╚╚▌ę▓▓╗ŽÓ═¼Ż¼░▓┼┼«aŲĘ╚½├µėŗäØMRP/ERP╦∙ąĶĄ─╩Ūčb┼õBOMŻ¼▒žĒÜĘ┤ė│š¹éĆ«aŲĘĄ─čb┼õĮYśŗĪóīė┤╬ĪóĒśą“╝░╦∙ąĶ╬’┴ŽĄ─öĄ┴┐Ż¼ų╗ėą▀@śė▓┼─▄ū÷×ķ╠ß╣®čb┼õ▀^│╠ųą╦∙ąĶ╬’┴ŽĄ─ę└ō■ĪŻ
Ė∙ō■╬ęć°¼FąąĄ─įOėŗĪó╣ż╦ć╬─╝■Ęų╬÷Ż¼JB/T 5054.1Ī½5054.6-2000“«aŲĘłDśė╝░įOėŗ╬─╝■Ė±╩Į”Ųõųą├„╝Ü▒ĒĪóģR┐é▒Ēų╗▒Ē▀_┴╦«aŲĘįOėŗĮYśŗĪóĮM│╔╝░╦∙ąĶ╬’┴ŽöĄ┴┐Ż¼▓óø]ėąĘ┤ė││÷čb┼õ▀^│╠ųąĄ─ĮYśŗĪóĮM│╔┼cöĄ┴┐Ż¼Ė³ø]ėąčb┼õĄ─Ēśą“ĪŻ¼FąąĄ─╣ż╦ćįOėŗ╝╝ąg╬─╝■JB/T 9165.1Ī½9165.4-1998ęÄČ©┴╦čb┼õ╣ż╦ć┐©┼cčb┼õ╣żą“┐©Ż¼Ū░š▀Ę┤ė│┴╦čb┼õ╣ż╦ć┼c╣żą“Ą─╝╝ągę¬Ū¾ĪóĘĮĘ©Ą╚ĪŻļm╚╗ę▓╠ߥĮ┴╦┐╔ė├╣ż╦ćĖĮłDĪóčb┼õŽĄĮyłDüĒ├Ķ╩÷čb┼õ▀^│╠Ż¼Ą½¤oįö╝Üšf├„ĪŻø]ėą╠ß│÷ę¬Ū¾╠ß╣®Š▀ėąčb┼õĒśą“Ą─╬’┴Ž├„╝Ü▒ĒĖ┼─ŅĪŻ╦∙ęį¼FąąĄ─įOėŗĪó╣ż╦ć╝╝ąg╬─╝■▓╗─▄▀_ĄĮMRP/ERPĪóJIT╦∙ę¬Ū¾Ą─BOMĪŻį┌1997─Ļ8į┬įŁÖCąĄ▓┐┐Ų╝╝┼c┘|┴┐▒OČĮ╦Šš┘ķ_Ą─čb┼õ╣ż╦ćŠÄųŲ┼cčb┼õCAPPčąėæĢ■╔ŽŻ¼Ė∙ō■ĄĮĢ■Ą─Ų¹▄ćĪóÖC┤▓Īó═©ė├Īóųžą═Īó▐rÖCĪó▌p╣żĪó╝Å┐ŚĪóļŖÖCĪóŲ¹ÖCĄ╚ąąśIŲ¾śIĮķĮBŻ¼ų╗ėąŲ¹▄ćĄ╚┤¾┼·┴┐╔·«aĄ─Ų¾śIčb┼õ╣ż╦ćĘŪ│Żūą╝ÜŻ¼─▄▀_ĄĮMRPĄ─ę¬Ū¾Ż¼▌p╣żąąśIĄ─įS▓²¤¤▓▌ÖCąĄÅSŻ¼ ╩╣ė├čb┼õŽĄĮyłDųĖī¦čb┼õ┼c╚½ÅS╔·«aėŗäØĄ─░▓┼┼ĪŻŲõėÓŠ∙Ė∙ō■įOėŗ╬’┴Ž├„╝Ü▒Ēū„×ķėŗäØĄ─ę└ō■Ż¼╝┤╩╣ė├MRP▄ø╝■ę▓╩╣ė├įOėŗ╬’┴Ž├„╝Ü▒ĒĪŻ
ę“┤╦Ė─▀M¼FąąĄ─čb┼õ╣ż╦ć╬─╝■┼cįOėŗĄ─ā╚╚▌│╔┴╦╝Ü╗»ėŗäØ╣▄└ĒŻ¼╩╣Ų¾śIė╔┤ųĘ┼ą═░lš╣ĄĮ╝»╝są═Ą─ę╗éĆųžę¬Łh╣ØĪŻę▓╩Ū╩╣MRP/ERP▄ø╝■▀\ąą─▄░lō]ū„ė├½@Ą├æ¬ėąĮøØ·ą¦ęµĄ─ĻPµIĪŻ
╚²Īó▀mæ¬MRP/ERPĪóJITąĶŪ¾Ą─čb┼õ╣ż╦ćįOėŗĘĮ░Ė
1.├¹į~ĪóągšZČ©┴x
×ķ┴╦ī”čb┼õ╣ż╦ćįOėŗ▀^│╠ųąėąĻP├¹į~ĪóągšZėąĮyę╗Ą─└ĒĮŌŻ¼Ž┬├µī”ėąĻP├¹į~ĪóągšZ▀MąąČ©┴xĪŻ
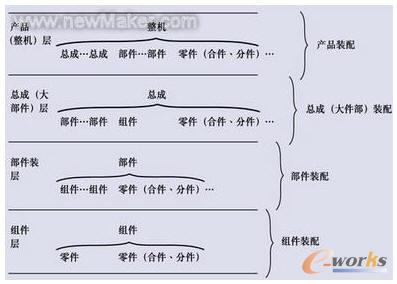
śŗ╝■Ż║ĮM│╔ÖCąĄ«aŲĘĄ─╬’┴Žį┌čb┼õ▀^│╠ųą¬Ü┴ó┤µį┌Ą─╚ń┴Ń╝■(ūįųŲ╗“═Ō┘Å═Ōģf)Ż¼Ęų╝■Īó║Ž╝■ĪóĮM╝■Īó▓┐╝■Īó┐é│╔(┤¾▓┐╝■╗“ę╗╝ē▓┐╝■)Īóš¹ÖCĄ╚ĮyĘQ×ķśŗ╝■ĪŻ
┴Ń╝■Ż║▓╗Įøčb┼õČ°śŗ│╔Ą─śŗ╝■ĪŻ
Ęų╝■Ż║ė├ė└Š├ąįĮY║ŽĘĮĘ©(║ĖĪóŃTĪóØ▓ĶTĪóš│ĮY)ĮM│╔Ą─śŗ╝■ĪŻ
║Ž╝■Ż║ė├ė└Š├ąįĮY║ŽĘĮĘ©īóČ■éĆęį╔ŽĘų╝■ĮM│╔Ą─śŗ╝■ĪŻ
ĮM╝■Ż║ė├ĘŪė└Š├ąįĮY║ŽĘĮĘ©Ż¼īóČ■éĆęį╔Ž┴Ń╝■Īó║Ž╝■ĮM│╔Ą─śŗ╝■ĪŻ
▓┐╝■Ż║ė├ĘŪė└Š├ąįĮY║ŽĘĮĘ©Ż¼īóę╗éĆęį╔ŽĮM╝■┼cŲõ╦³┴Ń╝■Īó║Ž╝■ĮM│╔Ą─śŗ╝■ĪŻ
┐é│╔Ż║ė├ĘŪė└Š├ąįĮY║ŽĘĮĘ©Ż¼īóę╗éĆęį╔Ž▓┐╝■┼cŲõ╦³┴Ń╝■Īó║Ž╝■ĪóĮM╝■ĮM│╔Ą─śŗ╝■Ż¼Ą½▒Š╔Ē¤o¬Ü┴óĄ─š¹ÖC╣”─▄ĪŻ
š¹ÖCŻ║ė╔ÄūéĆ▓┐╝■╗“Ż©║═Ż®┐é│╔╝░Ųõ╦³┴Ń╝■Īó║Ž╝■ĪóĮM╝■╦∙śŗ│╔Ż¼ŪęŠ▀ėąė├æ¶ąĶŪ¾¬Ü┴óū„śI╣”─▄Ą─śŗ╝■ĪŻ
čb┼õ╗∙£╩╝■Ż║į┌ę╗ĮMčb┼õśŗ╝■ųąŻ¼Ųõčb┼õ│▀┤ńµ£Ą─╣▓═¼╗∙£╩├µ╗“ŠĆ╦∙į┌Ą─śŗ╝■ĪŻ
čb┼õå╬į¬Ż║į┌čb┼õ▀^│╠ųąŻ¼ėąę╗éĆčb┼õ╗∙£╩╝■×ķ╗∙ĄAŻ¼┐╔ęį¬Ü┴óĮMčb▀_ĄĮęÄČ©Ą─│▀┤ńµ£┼c╝╝ągę¬Ū¾Ż¼ū„×ķ▀Mę╗▓Įčb┼õĄ─¬Ü┴óĮM╝■Īó▓┐╝■Īó┐é│╔╗“ūŅĮKš¹ÖCĄ─ę╗ĮMśŗ╝■ĪŻ
čb┼õīėŻ║į┌čb┼õ▀^│╠ųąŻ¼×ķ┴╦▒Ńė┌ū„śIäØĘųŻ¼ī”ŅÉ╦Ųū„śIĄ─čb┼õļAČ╬Ą─äØĘųŻ¼╚ń┐éčbīėĪó▓┐čbīėĪŻę╗éĆčb┼õīėŻ¼┐╔ęį╩Ūę╗éĆčb┼õå╬į¬Ż¼ę▓┐╔ęį╩ŪÄūéĆčb┼õå╬į¬╦∙ĮM│╔ĪŻ
╗∙īėå╬į¬Ż║ų╗ė├┴Ń╝■Īó║Ž╝■ĮM│╔Ą─čb┼õå╬į¬ĪŻ
╔Žīėå╬į¬Ż║ėąÄūéĆ╗∙īėå╬į¬╗“Ž┬īėå╬į¬ĮM│╔Ą─Ė▀ę╗īė┤╬Ą─śŗ╝■ĪŻ
2.čb┼õū„śI▀^│╠Ą─Ęų╬÷
ÖCąĄ«aŲĘ╩Ūļx╔óąį╔·«aŻ¼╩Ūė╔╚¶Ė╔┴Ń╝■░┤ę╗Č©Ą─ĮYśŗę¬Ū¾ĮM║Ž│╔×ķė├æ¶ąĶŪ¾Š▀ėąę╗Č©╣”─▄Īóąį─▄Ą─«aŲĘĪŻė╔┴Ń╝■ų▓ĮĮM║ŽĄ─čb┼õ▀^│╠ųąŻ¼×ķ┴╦▒ŻūC«aŲĘĄ─╣”─▄┼cąį─▄Ż¼ėų─▄ĘĮ▒ŃĄž▀Mąąū„śIŻ¼╦∙ęįŲõčb┼õ╣żū„▀^│╠╩ŪĘųīė┤╬Ż¼Ęųå╬į¬▀MąąĄ─Ż¼ė╚Ųõ╩ŪÅ═ļsĄ─ÖCąĄ«aŲĘĪŻį┌čb┼õå╬į¬ā╚Ż¼×ķ┴╦▒ŻūC«aŲĘĄ─┘|┴┐┼cę¬Ū¾Ż¼Ųõśŗ╝■į┌ĮM║Ž▀^│╠ųą▓╗Ą½ėąć└Ė±Ą─╣ż╦ć╝╝ągę¬Ū¾Ż¼ę▓ėą╣ż╦ćĒśą“ę¬Ū¾ĪŻ╣ż╦ćĄ─╝╝ągę¬Ū¾ė╔čb┼õ╣żą“┐©╠ß╣®Ż¼čb┼õĒśą“æ¬įōė╔čb┼õ│╠ą“üĒ╠ß╣®ĪŻū„śI▀^│╠╚ńłD1ĪŻ
łD1 čb┼õū„śI▀^│╠
łDųą▒Ē╩ŠŻ¼š¹ÖC┐╔ęįė╔ČÓīėčb┼õĻPŽĄüĒĮM│╔Ż¼ūŅ║åå╬Ą─š¹ÖCę▓ų┴╔┘ėąČ■īėĮM│╔Ż¼ĮM│╔ĮYśŗ╚ńŽ┬Ż║
Ī±├┐īė┐╔ęįė╔Ė„ĘN▓╗═¼Ą─å╬į¬╝░¬Ü┴óĄ─┴Ń╝■ĪóĘų╝■Īó║Ž╝■╦∙ĮM│╔ĪŻ
Ī±╔Žīėčb┼õå╬į¬╩Ūė╔Ž┬īė╗“╗∙īėå╬į¬╝░¬Ü┴óĄ─┴Ń╝■ĪóĘų╝■Īó║Ž╝■╦∙ĮM│╔ĪŻ
Ī±«aŲĘĄ─čb┼õ▀^│╠Ż¼Å─ūŅ╗∙īėĄ─čb┼õå╬į¬ķ_╩╝ĪŻ
3.čb┼õū„śIĒśą“Ą─Ęų╬÷
1)╣żū„│╠ą“Ą─Ęų╬÷
×ķ┴╦ėąą¦Ą─čb┼õū„śI▒žĒÜŻ║
Ī±░┤čb┼õĮYśŗ╝░čb┼õę¬Ū¾īó«aŲĘ▀MąąųīėĘųĮŌŻ¼╩╣«aŲĘųīėĘųĮŌ×ķ─▄ē“▀Mąą¬Ü┴óčb┼õĄ─śŗ╝■Ż¼ų▒ĄĮ▓╗─▄ĘųĮŌ×ķų╣ĪŻ
Ī±čąŠ┐┤_Č©═¼ę╗īėĖ„ĮM│╔å╬į¬╝░ĘŪå╬į¬┴Ń╝■Ą─čb┼õĒśą“ĪŻ
Ī±čąŠ┐┤_Č©å╬į¬ā╚▓┐Ė„śŗ╝■Ą─čb┼õĒśą“ĪŻ
2)čb┼õĒśą“Ą─╣ż╦ć╝╝ąg╔ŽĄ─įŁät
Ī±┤«┬ō│▀┤ńµ£Ż║ęį║åå╬ĪóĘĮ▒Ń×ķįŁät░▓┼┼čb┼õĒśą“ĪŻ
Ī±▓ó┬ō│▀┤ńµ£Ż║Ž╚čbŠ½Č╚Ė▀Ą─│▀┤ńµ£Ż¼ŽÓ═¼Š½Č╚ĢrŽ╚čbŻ¼ī”ČÓöĄ│▀┤ńµ£╩ŪŽ╚čb╣½╣▓Ą─│▀┤ńµ£ĮM│╔Łh╦∙į┌Ą──ŪéĆ│▀┤ńµ£ĪŻ
Ī±├┐éĆ│▀┤ńµ£ĮM│╔Łhčb┼õĒśą“Ż║欎╚Å─╗∙▒Š│▀┤ńµ£ķ_╩╝Ż¼Ž╚╣½╣▓Ż¼║¾ę╗░ŃŻ¼Ž╚Ž┬║¾╔ŽŻ¼Ž╚ā╚║¾═ŌŻ¼Ž╚ļy║¾ęūŻ¼Ž╚ųž║¾▌pŻ¼Ž╚Š½║¾ę╗░ŃĄ─įŁätĪŻ
3)čb┼õĒśą“Ą─ĮøØ·ąįįŁät
Ī±░┤čb┼õīė┤╬Ż¼Ž╚Ą═īėĪó║¾Ė▀īė▀Mąąčb┼õĪŻ
Ī±čb┼õīė┤╬ČÓĄ─Ž╚čbĪŻ
Ī±čb┼õÅ═ļsĪóŠ½Č╚Ė▀ĪóĢrķgķLĄ─ūŅŽ╚čbĪŻ
4.čb┼õįOėŗĄ─├Ķ╩÷
Ė∙ō■ęį╔ŽĄ─ę¬Ū¾Ęų╬÷Ż¼čb┼õ╣ż╦ć╝╝ąg╬─╝■┐╔ė╔čb┼õŽĄĮyłDĪóčb┼õ╣ż╦ć▀^│╠┐©Īóčb┼õ╣żą“┐©Īóčb┼õ├„╝Ü▒ĒĮM│╔ĪŻ
1)čb┼õŽĄĮyłD
ŽĄĮyłD╩Ūė├üĒ▒Ē╩ŠŽĄĮyā╚Ė„¬Ü┴ó▓┐Ęų╗źŽÓų«ķgĄ─ĻPŽĄĄ─łD▒Ē1ė├ŽĄĮyłDĄ─ĘĮ╩ĮüĒ├Ķ╩÷čb┼õū„śIī”Ž¾Ą─ū„śIĒśą“ĪóĮM│╔╝░čb┼õĘĮĘ©ĪŻčb┼õū„śIĄ─śŗ╝■ą╬ĀŅĪó│▀┤ńĄ╚ĘŪ│ŻÅ═ļsŻ¼×ķ┴╦─▄ē“▒Ē╩Š╦³éāĄ─čb┼õĻPŽĄ┼cčb┼õĒśą“Ż¼ęįĘĮ┐“Įyę╗▒Ē╩Šģó╝ėčb┼õū„śIĄ─śŗ╝■Ż¼ė├┬ōŠĆüĒ▒Ē╩Š║═śŗ╝■ų«ķgĄ─ĻPŽĄŻ¼Å─ū¾ĄĮėę▒Ē╩Ščb┼õĒśą“Ż¼▓ó┐╔ė├Ė„ĘNĘ¹╠¢┤·┤aüĒšf├„Ė„śŗ╝■čb┼õū„śIĄ─ĘĮĘ©ĪŻ▀@śė┐╔ęį░čÅ═ļsĄ─čb┼õįOėŗė├ŽĄĮyłDĄ─ĘĮĘ©üĒ├Ķ╩÷ĪŻŲõ╗∙▒ŠłDą╬╚ńłD2ĪŻ

łD2 čb┼õŽĄĮyłDĄ─╗∙▒ŠłDą╬
2)čb┼õ╣ż╦ć▀^│╠┐©Ų¼
čb┼õ╣ż╦ć▀^│╠┐©Ų¼╩Ū├Ķ╩÷ĮM│╔«aŲĘĖ„╝ēčb┼õå╬į¬Ą─čb┼õ▀^│╠Ż¼čb┼õū„śIĄ─ā╚╚▌Īóū„śIĄ─Ēśą“ęį╝░╩╣ė├Ą─įOéõĪó╣żčbĪó▌oų·▓─┴ŽĄ╚Ż¼╩ŪĮM┐Śčb┼õū„śIĄ─▒žĒÜĄ─╝╝ąg╬─╝■Ż¼ęŖłD3ĪŻ
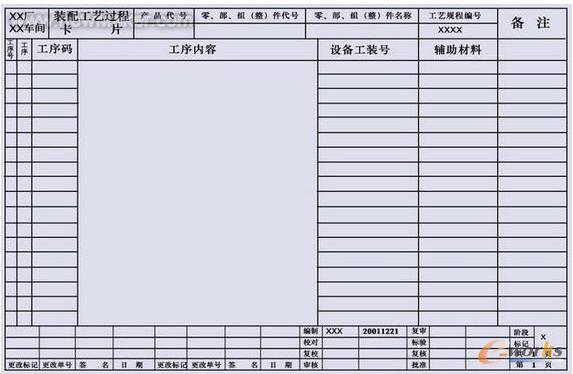
łD3 čb┼õ╣ż╦ć▀^│╠┐©Ų¼
3)čb┼õ╣żą“┐©
čb┼õ╣żą“┐©╩Ūī”ųžę¬ĪóÅ═ļsĄ─čb┼õ╣żą“▀Mąąū„śIųĖī¦Ą─╝╝ąg╬─╝■Ż¼įö╝ÜĄžšf├„įō╣żą“Ą─Ė„╣ż▓Į╝░ū„śIĒśą“Īó├┐ę╗╣ż▓ĮĄ─ā╚╚▌┼cę¬Ū¾ęį╝░▀_ĄĮę¬Ū¾Ą─ū„śIĒśą“┼cĘĮĘ©Īó╩╣ė├įOéõ┼c╣żčbĄ─ĘĮĘ©╝░ūóęŌ╩┬ĒŚŻ¼▓óęįčb┼õ╣żą“łDšf├„¤oĘ©ė├╬─ūų▒Ē▀_Ą─ā╚╚▌Ż¼čb┼õ╣żą“┐©Ė±╩Į╚ńłD4ĪŻ
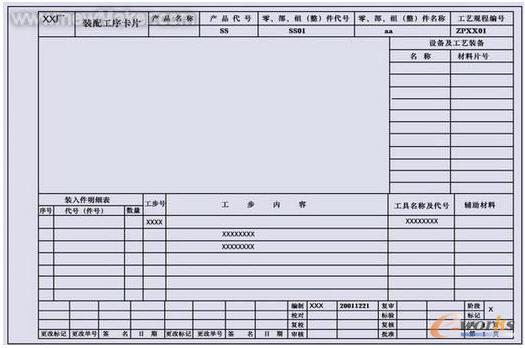
łD4 čb┼õ╣żą“┐©Ė±╩Į
4)čb┼õ┴Ń▓┐╝■├„╝Ü▒ĒŻ©╬’┴Ž▒Ē)
▀^╚źęÄČ©Ą─čb┼õ├„╝Ü▒Ēų╗šf├„čb┼õ╦∙ąĶĄ─╬’Īó┴ŽŻ¼ø]ėą▒Ē╩Š╬’┴ŽąĶŪ¾Ą─Ž╚║¾Ēśą“Ż¼╦∙ęįī”ųĖī¦ū„śI┼c╔·«aėŗäØø]ėąŲĄĮæ¬ėąĄ─ū„ė├ĪŻ×ķ┴╦▀mæ¬╝Ü╗»╣▄└Ē┼cMRP/ERPĄ─ę¬Ū¾Ż¼ė├Ęųīė┤╬Ą─┴Ń╝■├„╝Ü▒Ē║═ģR┐é▒Ē╝╚▒Ē╩ŠąĶę¬┴┐Ż¼ę▓▒Ē╩ŠąĶŪ¾Ą─Ž╚║¾ĪŻčb┼õ╬’┴Ž▒Ē╚ńłD5ĪŻ
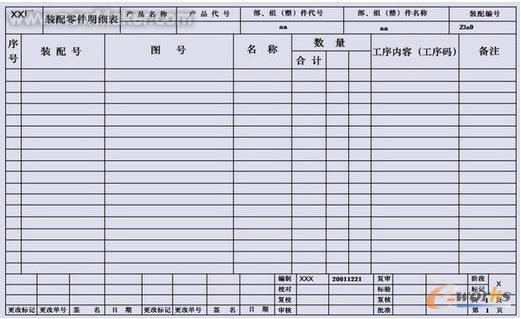
łD5 čb┼õ╬’┴Ž▒Ē
╦─Īóčb┼õCAPPĄ─īŹ¼F
1.čb┼õCAPPĄ─īŹ¼FĘĮ░Ė
1Ż®čb┼õCAPPīŹ¼FĘĮ░ĖĄ─Ęų╬÷
Ė∙ō■Ū░├µĄ─čb┼õ╣ż╦ćĄ─įOėŗę¬Ū¾Ż¼═Ļ│╔čb┼õ╣ż╦ćĄ─įOėŗ╩ūŽ╚▒žĒÜĘų╬÷«aŲĘĖ„īėčb┼õłDŻ¼┴╦ĮŌ«aŲĘĮYśŗĪóąį─▄╝░čb┼õ╝╝ągęÄĘČĪóę¬Ū¾║═įō«aŲĘĄ─╝╝ągś╦£╩Ż¼▓┼─▄øQ▓▀«aŲĘčb┼õĄ─īė┤╬Ēśą“┼cĘĮĘ©Ż¼ė╔ė┌▌ö╚ļą┼Žóų„ę¬╩Ū¼Fąą╣ż│╠łD╝ł(╗“CADłDą╬╬─╝■)Ż¼ Č°Ūę╩Ū▒╚▌^Å═ļsĄ─łD╝łŻ¼╦∙ęįį┌─┐Ū░ėŗ╦ŃÖCŽĄĮyø]ėąĮŌøQłD╝łūRäeĄ─Śl╝■Ž┬Ż¼ę¬ūįäėĘų╬÷Å═ļsĄ─čb┼õĻPŽĄŻ¼╩Ū║▄└¦ļyĄ─Ż¼╝┤╩╣ė├║▄Å═ļsĄ─ĘĮĘ©ėą┐╔─▄īŹ¼FŻ¼Ą½═∙═∙¤oĘ©īŹė├ĪŻĖ∙ō■ÖCąĄ«aŲĘĮYśŗĘų╬÷Ż¼«aŲĘąį─▄Ė„▓╗ŽÓ═¼Ż¼Ą½╩ŪĮM│╔«aŲĘĄ─┴Ń╝■ėą70Ī½80%Š▀ėąŽÓ╦ŲąįŻ¼ė╔▀@ą®ŽÓ╦Ų┴Ń╝■ĮM│╔Ą─śŗ╝■Ųõčb┼õĻPŽĄę▓▒ž╚╗┤µį┌ŽÓ╦ŲąįŻ¼░┤ŽÓ╦ŲąįįŁ└ĒĮ©┴ó┼╔╔·╩Įčb┼õCAPP╩Ū┐╔ąąĄ─ĪŻ
2Ż®Į©┴ó┼╔╔·╩Įčb┼õCAPPĄ─ĘĮ░Ė
Ż©1Ż®░┤ŽÓ╦ŲąįįŁ└ĒĮ©┴óŽÓ╦Ų«aŲĘĪó▓┐╝■ĪóĮM╝■Ą─čb┼õ│╠ą“ÄņŻ╗
Ż©2Ż®░┤ŽÓ╦ŲąįįŁ└ĒĮ©┴óś╦£╩ĪóĄõą═čb┼õ╣ż╦ćĘĮĘ©(čb┼õ╣żą“)ÄņŻ╗
Ż©3Ż®Į©┴ó╚╦ÖCĮ╗╗ź─ŻēKŻ¼ł╠ąąöĄō■ÄņĪółDą╬ÄņÖz╦„Īóš{ė├Īó▌ö╚ļĪóą▐Ė─Ą╚▓┘ū„╣”─▄Ż╗
Ż©4Ż®Į©┴óčb┼õŽĄĮyłD╔·│╔─ŻēKŻ¼▌ö│÷Ė„īė┤╬čb┼õŽĄĮyłDŻ╗
Ż©5Ż®Į©┴óčb┼õ├„╝Ü▒Ē╔·│╔─ŻēKĪŻ
2.īŹ¼Fčb┼õCAPPĄ─ĘĮĘ©
1Ż®│õĘųæ¬ė├ĮM│╔╝╝ąg┼cś╦£╩╗»įŁ└ĒŻ¼ķ_š╣čb┼õ╣ż╦ćś╦£╩╗»ĪóęÄĘČ╗»╣żū„
Ė∙ō■ÖCąĄ«aŲĘĮYśŗĘų╬÷Ż¼«aŲĘąį─▄Ė„▓╗ŽÓ═¼Ż¼Ą½╩ŪĮM│╔«aŲĘĄ─┴Ń╝■ėą70Ī½80%Š▀ėąŽÓ╦ŲąįŻ¼ė╔▀@ą®ŽÓ╦Ų┴Ń╝■ĮM│╔Ą─śŗ╝■Ųõčb┼õĻPŽĄę▓▒ž╚╗┤µį┌ŽÓ╦ŲąįŻ¼Č°Ūę▓┐Ęų═©ė├ÖCśŗĄ─čb┼õĘĮĘ©┼cę¬Ū¾Ż¼ć°╝ęĪóąąśIęčųŲČ©┴╦ś╦£╩╗“ęÄĘČĪó╩ųāįŻ¼╦∙ęįį┌ŠÄųŲčb┼õ╣żą“Ģræ¬▓╔ė├ĪŻø]ėąś╦£╩ĪóęÄĘČĄ─┐╔ęį░┤ŽÓ╦ŲąįįŁ└ĒŻ¼░čŽÓ╦Ųśŗ╝■Ą─čb┼õā╚╚▌▀MąąĮyę╗Ż¼Į©┴óŲ¾śIś╦£╩ĪŻ▀@śėŠ═─▄ą╬│╔ŽÓ╦ŲĮYśŗĄ─čb┼õ╣żą“┐©Ż¼▀_ĄĮ═©ė├╗»Īóś╦£╩╗»ĪŻī”ė┌─Ūą®īŻė├Ą─śŗ╝■Ż¼┐╔ęįŠÄųŲīŻė├╣żą“┐©Ż¼▀@śėą╬│╔═©ė├ś╦£╩čb┼õ╣żą“┐©┼cīŻė├╣żą“┐©ĪŻį┌čb┼õ╣ż╦ćįOėŗ╩Ūš{ė├ĪóĮM│╔čb┼õ╣ż╦ć┐©Ų¼Ż¼ę▓┐╔░č▀@ą®┐©Ų¼░┤ę╗Č©Ą─ŠÄ┤aęÄät▀MąąŠÄ┤aŻ¼▒Ē▀_ĄĮčb┼õŽĄĮyłD╔ŽŻ¼╩╣▓┘ū„š▀▓╗Ą½Å─čb┼õŽĄĮyłD╔Ž┴╦ĮŌš¹éĆśŗ╝■Ą─ĮM│╔╝░čb┼õ▀^│╠Ż¼▀Ć┐╔ęįĖ∙ō■ŽĄĮyłD╔ŽĄ─čb┼õ┤aŻ¼šęĄĮ├┐ę╗╣żą“Ą─čb┼õ╣żą“┐©Ż¼Å─Č°░┤┐©Ų¼Ą─ę¬Ū¾▀Mąąčb┼õū„śIĪŻ▀@×ķčb┼õCAPPĮ©┴ó═©ė├Īóś╦£╩čb┼õ╣ż╦ć┐©Ų¼Äņ┤“Ž┬┴╦╗∙ĄAĪŻ
2Ż®│õĘųæ¬ė├CAD/PDM│╔╣¹
Ī±└¹ė├CADŽĄĮy─ŻöMŻ¼æ¬ė├╚²ŠSCADŽĄĮy▀Mąąčb┼õ─ŻöMŻ¼īó─ŻöM▀^│╠ėøõøŽ┬üĒŻ¼ū„×ķą┬ĮYśŗčb┼õ╣ż╦ćĄ─įOėŗ╗∙ĄA┘Y┴ŽĪŻ
Ī±└¹ė├CADŽĄĮyłDą╬ÄņŻ¼š{ė├ŲõłDą╬ÄņųąłDą╬Ż¼═Ļ│╔čb┼õ╣ż╦ćįOėŗųąąĶꬥ─łDą╬ĪŻ
Ī±└¹ė├PDMŽĄĮy╔·│╔įOėŗBOMĄ─╣”─▄Ż¼ūįäė╔·│╔čb┼õBOMĪŻ
Ī±└¹ė├PDMŽĄĮy«aŲĘĮYśŗ┼õų├╣”─▄Ż¼╚╦ÖCĮ╗╗ź╔·│╔čb┼õBOMĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║▀m欎╚▀M╔·«aĘĮ╩ĮĄ─¼F┤·čb┼õ╣ż╦ćįOėŗ
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/news/10515516124.html






















