ę²čį
ĪĪĪĪį┌öĄ┐žÖC┤▓ųąŻ¼┐žųŲŽĄĮy│²┴╦ī”Ė„ū°ś╦▌SĄ─╬╗ų├▀Mąą▀B└m┐žųŲ═ŌŻ¼▀ĆąĶę¬ī”ųT╚ńų„▌SĄ─åó═ŻĪóōQŽ“Ż¼ĄČŠ▀Ą─Ė³ōQĪó╣ż╝■ŖAŠo╦╔ķ_Īóę║ē║Īó└õģsĪóØÖ╗¼ŽĄĮyĄ─▀\ąąĄ╚▀Mąą┐žųŲĪŻ─┐Ū░PLC╝╝ągæ¬ė├ė┌öĄ┐žÖC┤▓Ą├ĄĮ┴╦ÅVĘ║░lš╣ĪŻöĄ┐žÖC┤▓æ¬ė├PLCė├üĒĮė╩šCNC░l╦═üĒĄ─MĪóSĪóTą┼ŽóĪó╩ųäėŻ»ūįäėĘĮ╩Įą┼ŽóĪóĖ„ĘN╩╣─▄ą┼ŽóĄ╚Ż¼PLCŽ“CNC░l╦═MŻ¼SĪóT╣”─▄Ą─æ¬┤ą┼Žó║═Ė„ū°ś╦▌Sī”æ¬Ą─ÖC┤▓ģó┐╝³cą┼ŽóĄ╚Ż¼═¼ĢrPLC▀ĆŽ“ÖC┤▓░l╦═┐žųŲą┼ŽóŻ¼ęį┐žųŲÖC┤▓Ą─ł╠ąąį¬╝■Ż¼╚ńļŖ┤┼ĶFĪóĮėė|Ų„Īó└^ļŖŲ„ęį╝░Ė„ĘNĀŅæBųĖ╩Š║═╣╩šŽł¾Š»Ą╚Ż¼Įė╩šų„ę¬üĒūįÖC┤▓▓┘ū„├µ░Õ▌ö╚ļą┼Žó║═Ė„ĘNķ_ĻPĪó░┤ŌoĄ╚ą┼ŽóŻ¼╚ńÖC┤▓åóäėŻ»═Żų╣Īóų„▌Sš²▐DŻ»Ę┤▐DŻ»═Żų╣ĪóŪąŽ„ę║ķ_Ż»ĻPĪóų„▌SĀŅæB▒OęĢą┼╠¢║═╦┼Ę■ŽĄĮy▀\ąą£╩éõą┼╠¢Ą╚ĪŻ
ę╗ öĄ┐žÖC┤▓æ¬ė├PLCā╚▓┐ĮYśŗ
ĪĪĪĪPLC▓╔ė├“Ēśą“┐žųŲ”ĘĮĘ©ĪŻ“Ēśą“┐žųŲ”Ą─ą┼Žóų„ę¬╩Ūķ_ĻP┴┐ą┼╠¢Ż¼öĄ┐žŽĄĮyī”įōŅÉą┼╠¢Ą─┐žųŲ╚╬äš┐╔ęįė╔¬Ü┴ó╗“ā╚čb╩ĮĄ─PLC(┐╔ŠÄ│╠┐žųŲŲ„)üĒ═Ļ│╔Ż¼╦³╩Ūę╗ĘNīŻė├ė┌öĄ┐žÖC┤▓Ą─┐╔ŠÄ│╠ą“┐žųŲŲ„Ż¼╦³Ą─ā׳c╩Ū┐žųŲ╣”─▄ÅŖ┤¾Īó┐ņ╦┘Ēææ¬ąį║├ĪóĮYśŗŠo£ÉŻ¼╣żū„┐╔┐┐ĘĆČ©ĪŻłD1×ķPLCā╚▓┐ĮYśŗ┐“łDĪŻ
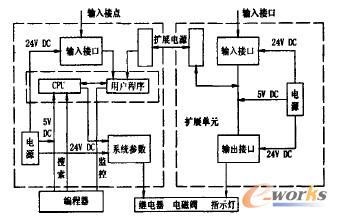
łD1 PLCā╚▓┐ĮYśŗ┐“łD
Č■ öĄ┐žÖC┤▓æ¬ė├PLCĄ─ĘųŅÉ
ĪĪĪĪöĄ┐žÖC┤▓ė├PLC┐╔Ęų×ķā╔┤¾ŅÉŻ¼ę╗ŅÉ×ķā╚čbPLC(Bunt—in Type)Ż¼┴Ēę╗ŅÉ×ķ═Ōų├╗“ĘQ¬Ü┴óą═PLC(Stand-alone Type)ĪŻ─┐Ū░Ż¼┤¾ČÓöĄöĄ┐žŽĄĮyŠ∙┐╔▀xō±ā╚čb╩ĮPLCĪŻā╚čb╩ĮPLC┼cCNCų«ķgĄ─ą┼ŽóĮ╗ōQ╩Ū═©▀^╣½╣▓RAMģ^═Ļ│╔Ą─ĪŻę“┤╦ā╚čbPLC┼cCNCų«ķg¤o▀BŠĆŻ¼ą┼ŽóĮ╗ōQ┴┐┤¾Ż¼░▓čbš{įćĖ³╝ėĘĮ▒ŃŻ¼ŪęĮYśŗŠo£ÉŻ¼┐╔┐┐ąį║├ĪŻā╚čb╩ĮPLC┼cMT(ÖC┤▓é╚)═©▀^CNC▌ö╚ļŻ»▌ö│÷Įė┐┌ļŖ┬ĘīŹ¼Fą┼╠¢é„╦═Ż¼╚ńłD2╦∙╩ŠĪŻ
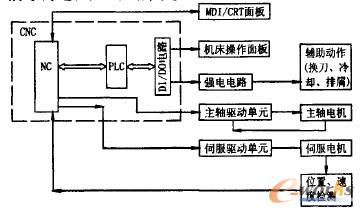
łD2ā╚čbą═PLC┼cCNC║═MT(ÖC┤▓é“)Ą─Įė┐┌
ĪĪĪĪ¬Ü┴óą═PLCį┌CNC═Ō▓┐Ż¼ūį╔ĒŠ▀ėą═ĻéõĄ─▄øė▓╝■╣”─▄Ż¼┼cā╚čbą═PLCŽÓ▒╚Ż¼¬Ü┴óą═PLC╣”─▄Ė³ÅŖŻ¼Ą½ę╗░ŃąĶę¬┼õų├å╬¬ÜĄ─ŠÄ│╠įOéõĪŻ
╚² öĄ┐žÖC┤▓æ¬ė├PLC┼c═Ō▓┐ą┼ŽóĮ╗ōQ
ĪĪĪĪPLCŻ¼CNC║═ÖC┤▓╚²š▀ų«ķgą┼ŽóĮ╗ōQ░³└©4éĆ▓┐ĘųĪŻ
ĪĪĪĪ1 ÖC┤▓ų┴PLC
ĪĪĪĪÖC┤▓é╚Ą─ą┼╠¢═©▀^IŻ»Oå╬į¬Įė┐┌▌ö╚ļĄĮPLCŻ¼▌ö╚ļĄ─ĄžųĘė╔PLC│╠ą“ŠÄųŲ╚╦åTūįąąČ©┴xĪŻ«ö╚╗ę¬Ė∙ō■ŽÓĻPęÄĘČ┤_Č©ĪŻ
ĪĪĪĪ2 PLCų┴ÖC┤▓
ĪĪĪĪĖ∙ō■ÖC┤▓Ą─┼õų├Ż¼ęį╝░╦∙ąĶę¬═Ļ│╔Ą─┐žųŲ╣”─▄Ż¼PLCīó┐žųŲą┼╠¢▌ö╦═ų┴ÖC┤▓é╚ĪŻ▌ö│÷ą┼╠¢Ą─ĄžųĘę▓╩Ūė╔│╠ą“ŠÄųŲ╚╦åTūįąąČ©┴xĪŻ
ĪĪĪĪ3 CNCų┴PLC
ĪĪĪĪCNC╦═ų┴PLCĄ─ą┼Žó┐╔ė╔CNCų▒Įė╦═╚ļPLCĄ─╝─┤µŲ„ųąŻ¼╦∙ėąCNC╦═ų┴PLCĄ─ą┼╠¢║¼┴x║═ĄžųĘ(ķ_ĻP┴┐ĄžųĘ╗“╝─┤µŲ„ĄžųĘ)Š∙ė╔CNCÅS╝ę┤_Č©Ż¼PLCŠÄ│╠š▀ų╗┐╔╩╣ė├Ż¼▓╗┐╔Ė─ūā║═į÷ähĪŻ╚ńöĄ┐žųĖ┴ŅĄ─MŻ¼SĪóT╣”─▄Ż¼═©▀^CNCūg┤a║¾ų▒Įė╦═╚ļPLCŽÓæ¬Ą─╝─┤µŲ„ųąĪŻ
ĪĪĪĪ4 PLCų┴CNC
ĪĪĪĪPLC╦═ų┴CNCĄ─ą┼Žóę▓ė╔ķ_ĻP┴┐ą┼╠¢╗“╝─┤µŲ„═Ļ│╔Ż¼╦∙ėąPLC╦═ų┴CNCĄ─ą┼╠¢ĄžųĘ┼c║¼┴xė╔CNCÅS╝ę┤_Č©Ż¼PLCŠÄ│╠š▀ų╗┐╔╩╣ė├Ż¼▓╗┐╔Ė─ūā║═į÷ähĪŻ
ĪĪĪĪ╚ńłD3╦∙╩Š×ķā╚čb╩ĮPLC▌ö╚ļŻ»▌ö│÷ą┼Žó┐“łDĪŻ
łD5ā╚čb╩ĮPLc▌ö╚ļŻ»▌ö│÷ą┼╝▒┐“łD
ĪĪĪĪę¬│õĘų└¹ė├PLCĄ─┐žųŲ╣”─▄Ż¼╩╣PLC║═CNCĖ³ĘĮ▒ŃĄž▀MąąöĄō■▓╔╝»é„╦═Į╗ōQĪŻ╩ūŽ╚ę¬┴╦ĮŌöĄ┐žÖC┤▓ųąPLCĄ─ŽÓĻPą┼ŽóŻ¼╚ńFanucŽĄĮyPLC▌ö╚ļ▌ö│÷Č╦┐┌Ę¹╠¢Ą─║¼┴xĪŻX▒Ē╩ŠÖC┤▓Ž“PLC▌ö╚ļĄ─ą┼╠¢Ż╗Y▒Ē╩ŠPLCŽ“ÖC┤▓Ą─▌ö│÷ą┼╠¢I G▒Ē╩ŠPLCŽ“CNCĄ─▌ö│÷ą┼╠¢I F▒Ē╩ŠCNCŽ“PLCĄ─▌ö╚ļą┼╠¢ĪŻ
╦─ PLC╠▌ą╬łDĘĮĘ©ŠÄ│╠į┌öĄ┐žŽĄĮyųąæ¬ė├īŹ└²
ĪĪĪĪöĄ┐žÖC┤▓ųąĄ─PLCŠ▀ėą’@╩Š║═Öz£y╣”─▄Ż¼PLC╠▌ą╬łDŠ▀ėąĘŪ│ŻÅVĘ║Ą─ė├═ŠĪŻ╦³┐╔ęįé„▀fÖC┤▓╣żū„ĀŅæBŻ¼ū°ś╦╬╗ų├ĪóĄČŠ▀╣▄└ĒöĄō■Ż¼ÖC┤▓ģóöĄĄ╚Ė„ĘNą┼ŽóŻ¼┐╔ęįų▒ĮėīóÖC┤▓Ą─Įė┐┌Īóā╚▓┐└^ļŖŲ„Ż¼Č©ĢrŲ„Ą╚Ą─ĀŅæBą┼Žóų▒ė^Ąž’@╩Š│÷üĒŻ¼▀Ć┐╔ęį└¹ė├PLC╠▌ą╬łDĘ┤ė│Ą─┐žųŲ▀ē▌ŗŻ¼Ė·█Ö═Ōć·įO╩®│÷¼F╣╩šŽĄ─įŁę“Ż¼└¹ė├╠▌ą╬łDĄ─▒O┐ž╣”─▄Ż¼ė^▓ņŽÓĻPą┼╠¢╩Ūʱ╠Äė┌š²┤_Ą─ĀŅæBĪŻ╚ń╣¹ėą╣سc╠Äė┌▓╗š²┤_Ą─ĀŅæBĪŻ┐╔ę└ō■╠▌ą╬łDŽ“Ū░Ž“║¾ūĘ█ÖŻ¼▓ķšęę²Ų╣سcĀŅæBÕeš`Ą─įŁę“ĪŻ
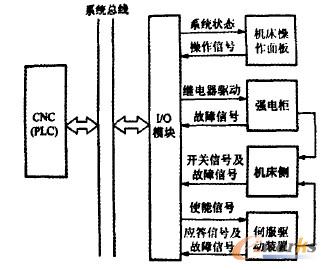
ĪĪĪĪęįFanuc OiŽĄ┴ąöĄ┐žŽĄĮy×ķ└²Ż¼▀M╚ļPLC╠▌ą╬łDĮń├µĘĮ╩Į×ķ░┤Ž┬ĪŠSYSTEMĪ┐µIŻ¼į┘░┤ĪŠPMCĪ┐▄øµIŻ¼ļS║¾▀xō±ĪŠPMCLADĪ┐Ż¼╝┤┐╔▀M╚ļPLCäėæB’@╩ŠĄ─╠▌ą╬łD│╠ą“«ŗ├µĪŻ╚¶ąĶę¬ī”│╠ą“▀MąąÖz╦„Ż¼┐╔ęį░┤Ž┬Öz╦„ą┼╠¢ĪŠSEARCHĪ┐▄øµIŻ¼▓óĮY║ŽĘŁĒō▄øµI╗“ĘĮŽ“µI▀Mąą╦∙ąĶą┼╠¢Ą─Öz╦„ĪŻłD4×ķFanuc oiŽĄ┴ąöĄ┐žŽĄĮyPLC╠▌ą╬łD«ŗ├µĪŻ
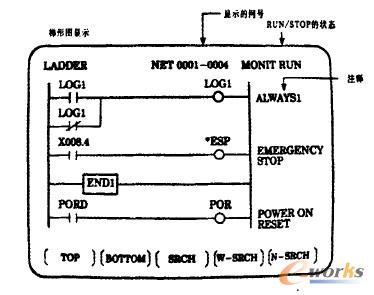
łD4 FANUC 0IŽĄ┴ąöĄ┐žŽĄĮyPLC╠▌ą╬łD«ŗ├µ
╬Õ ĮY╩°šZ
ĪĪĪĪöĄ┐žÖC┤▓╩Ū╝»ėŗ╦ŃÖC╝╝ągĪóPLC╝╝ągĪóūįäė╗»╝╝ągĄ╚ė┌ę╗╔ĒĄ─ÖCļŖę╗¾w╗»«a╬’Ż¼ū„×ķöĄ┐žÖC┤▓║╦ą─Ą─┐žųŲŽĄĮyų▒ĮėĻPŽĄĄĮįOéõĄ─š²│Ż▀\ąąŻ¼└¹ė├öĄ┐žÖC┤▓PLCĄ─ÅŖ┤¾╣”─▄ĪŻ┐╔ęį│õĘų░lō]öĄ┐žÖC┤▓┐žųŲŽĄĮyĄ─ū„ė├Ż¼▀Ć┐╔ęį×ķöĄ┐žÖC┤▓╣╩šŽį\öÓ╝░╣╩šŽŠSą▐ĦüĒśO┤¾Ą─ĘĮ▒ŃĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║£\šäPLCį┌öĄ┐žÖC┤▓┐žųŲŽĄĮyųąĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/solutions/14019311061.html