0 ę²čį
ĪĪĪĪÅVų▌öĄ(sh©┤)┐žŽĄĮy(t©»ng)┼õų├Ą─▄ć(ch©ź)┤▓╩ŪĮø(j©®ng)Ø·(j©¼)▀mė├öĄ(sh©┤)┐ž▄ć(ch©ź)┤▓Ż¼æ¬(y©®ng)ė├▒╚▌^ÅVĘ║Ż¼Č°▄ć(ch©ź)┤▓ĄČ╝▄╩╣ė├Ņl┬╩▌^ČÓŻ¼╣╩šŽ│÷¼F(xi©żn)┤╬öĄ(sh©┤)▌^ČÓŻ¼ī”(du©¼)öĄ(sh©┤)┐ž▄ć(ch©ź)┤▓ĄČ╝▄PLCŠÄ│╠└ĒĮŌėą▒žę¬╔Ņ╚ļ┴╦ĮŌĪŻėąų·ė┌ī”(du©¼)ģóöĄ(sh©┤)įO(sh©©)Č©└ĒĮŌŻ¼╠ßĖ▀ī”(du©¼)ĄČ╝▄▀\(y©┤n)ąąą¦┬╩║═ĘĆ(w©¦n)Č©▀\(y©┤n)ąąŠ▀ėąųžę¬ū„ė├ĪŻ
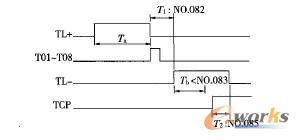
1 ōQĄČ┐žųŲ┐éĄ─Ģr(sh©¬)ą“
ĪĪĪĪ┐žųŲōQĄČĢr(sh©¬)ą“╚ńłD1╦∙╩ŠŻ¼▀M(j©¼n)ąąōQĄČ▓┘ū„║¾Ż¼ŽĄĮy(t©»ng)▌ö│÷ĄČ╝▄š²▐D(zhu©Żn)ą┼╠¢(h©żo)TL+▓óķ_(k©Īi)╩╝Öz£y(c©©)ĄČŠ▀ĄĮ╬╗ą┼╠¢(h©żo)Ż¼Öz£y(c©©)ĄĮĄČŠ▀ĄĮ╬╗ą┼╠¢(h©żo)║¾Ż¼ĻP(gu©Īn)ķ]TL+▌ö│÷Ż¼čėĢr(sh©¬)öĄ(sh©┤)ō■(j©┤)ģóöĄ(sh©┤)NO.082įO(sh©©)Č©Ą─Ģr(sh©¬)ķg║¾Ż¼▌ö│÷ĄČ╝▄Ę┤▐D(zhu©Żn)ą┼╠¢(h©żo)TL-ĪŻ╚╗║¾Öz▓ķµiŠoą┼╠¢(h©żo)TCP(CTCPŻ¼K0011.3įO(sh©©)Č©×ķ1)Ż¼«ö(d©Īng)Įė╩šĄĮ┤╦ą┼╠¢(h©żo)║¾Ż¼čėĢr(sh©¬)öĄ(sh©┤)ō■(j©┤)ģóöĄ(sh©┤)NO.085įO(sh©©)ų├Ą─Ģr(sh©¬)ķgŻ¼ĻP(gu©Īn)ķ]ĄČ╝▄Ę┤▐D(zhu©Żn)ą┼╠¢(h©żo)(TL-)Ż╗╚¶CHET(K0011.5)įO(sh©©)×ķ1(ōQĄČĮY(ji©”)╩°Öz▓ķĄČ╬╗ą┼╠¢(h©żo))Ż¼ĄČ╝▄Ę┤▐D(zhu©Żn)Ģr(sh©¬)ķgĮY(ji©”)╩°║¾┤_šJ(r©©n)«ö(d©Īng)Ū░Ą─ĄČ╬╗▌ö╚ļą┼╠¢(h©żo)┼c«ö(d©Īng)Ū░ĄČ╠¢(h©żo)╩Ūʱę╗ų┬Ż¼╚¶▓╗ę╗ų┬Ż¼ŽĄĮy(t©»ng)īó«a(ch©Żn)╔·ł¾(b©żo)Š»ĪŻ
łD1ōQĄČ┐žųŲĢr(sh©¬)ą“┐éłD
2 ĄČ╬╗ą┼╠¢(h©żo)╠Ä└Ē
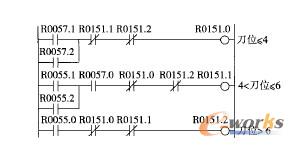
ĪĪĪĪ╩ūŽ╚ūxĄČ╬╗ą┼╠¢(h©żo)Ż¼NO.084ģóöĄ(sh©┤)ųąįO(sh©©)ų├┴╦┐éĄČ╬╗öĄ(sh©┤)Ż¼▓╗═¼Ą─ĄČ╬╗öĄ(sh©┤)ī”(du©¼)æ¬(y©®ng)ė┌▓╗═¼Ą─▌oų·└^ļŖŲ„Ż¼┐éĄČ╬╗öĄ(sh©┤)┼c▌oų·└^ļŖŲ„Ą─ī”(du©¼)æ¬(y©®ng)ĻP(gu©Īn)ŽĄŻ¼╚ńłD2╠▌ą╬łD╦∙╩ŠŻ¼«ö(d©Īng)┐éĄČ╬╗öĄ(sh©┤)┤¾ė┌4Ż¼R0057.0×ķ1Ż¼┐éĄČ╬╗öĄ(sh©┤)Ą╚ė┌4Ż¼R0057.1×ķ1Ż¼«ö(d©Īng)┐éĄČ╬╗öĄ(sh©┤)ąĪė┌4Ż¼R0057.2×ķ1Ż¼═¼śėĄ└└ĒŻ¼«ö(d©Īng)┐éĄČ╬╗öĄ(sh©┤)┤¾ė┌6Ż¼1=10055.0×ķ1Ż¼«ö(d©Īng)┐éĄČ╬╗öĄ(sh©┤)Ą╚ė┌6Ż¼110055.1×ķ1Ż¼«ö(d©Īng)┐éĄČ╬╗öĄ(sh©┤)ąĪė┌4Ż¼R0057.2×ķ1ĪŻ«ö(d©Īng)?sh©┤)Č╬?le;4Ģr(sh©¬)Ż¼110057.1ĪóR0057.2Įė═©Ż¼“ī(q©▒)äė(d©░ng)R0151.0Ż╗«ö(d©Īng)4<ĄČ╬╗≤6Ģr(sh©¬)Ż¼R0055.1ĪóR0055.2ĪóR0057.0Įė═©Ż¼“ī(q©▒)äė(d©░ng)R0151.1Ż╗«ö(d©Īng)?sh©┤)Č╬?gt;6Ģr(sh©¬)Ż¼R0055.0Įė═©Ż¼“ī(q©▒)äė(d©░ng)R0151.2ĪŻ
łD1ōQĄČ┐žųŲĢr(sh©¬)ą“┐éłD
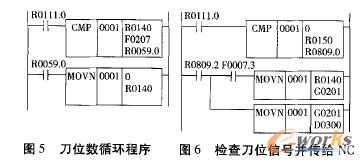
ĪĪĪĪ«ö(d©Īng)Ū░ĄČ╬╗Öz£y(c©©)Ė∙ō■(j©┤)įO(sh©©)Č©ģóöĄ(sh©┤)N011#1üĒ(l©ói)▀xō±ĄČ╝▄ĄĮ╬╗ą┼╠¢(h©żo)ļŖŲĮĪŻÖz£y(c©©)ĄĮĄČ╬╗ą┼╠¢(h©żo)║¾ĮY(ji©”)╣¹┤µĄĮR0150ųąŻ¼110150.0Ī½R0150.7Ęųäeī”(du©¼)æ¬(y©®ng)T01-T08╠¢(h©żo)ĄČ╬╗ĪŻę╗╠¢(h©żo)ĄČ╬╗╠▌ą╬łD╚ńłD3╦∙╩ŠĪŻŲõ╦³ĄČ╬╗öĄ(sh©┤)ūx╚Ī┐╔ŅÉ(l©©i)╦ŲŠÄīæ(xi©¦)ĪŻ
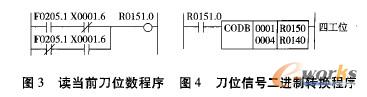
ĪĪĪĪ▀M(j©¼n)ąąĄČ╬╗ą┼╠¢(h©żo)Č■▀M(j©¼n)ųŲ▐D(zhu©Żn)ōQŻ¼═©▀^(gu©░)Č■▀M(j©¼n)ųŲ▐D(zhu©Żn)ōQųĖ┴ŅCODBŻ¼R140┤µā”(ch©│)«ö(d©Īng)Ū░ĄČ╠¢(h©żo)ą┼ŽóŻ¼╚ńłD4╦∙╩ŠŻ¼╚ń╣¹«ö(d©Īng)Ū░ĄČ╬╗┤¾ė┌N0084ģóöĄ(sh©┤)įO(sh©©)Č©Ą─ūŅ┤¾ĄČ╬╗öĄ(sh©┤)Ż¼ätR0140ūā│╔0Ż¼╚ńłD5╦∙╩ŠĪŻ«ö(d©Īng)Öz▓ķĄČ╬╗ą┼╠¢(h©żo)▓ó╔Žé„ĄĮNCŻ¼ę“R0111.0ė|³c(di©Żn)╩Ū│Ż1ą┼╠¢(h©żo)Ż¼ūxĄĮĄČ╬╗ą┼╠¢(h©żo)ę╗ų▒┼cR0150▀M(j©¼n)ąą▒╚▌^Ż¼▒╚▌^ĮY(ji©”)╣¹┤µĄĮR0809ųąŻ¼╚ń╣¹R0809.2Įė═©Ż¼▒Ē╩Š«ö(d©Īng)Ū░ĄČ╬╗┤¾ė┌0Ż¼╝┤Öz£y(c©©)ĄĮėąĄČ╬╗ą┼╠¢(h©żo)ĪŻ╚ń╣¹ĄČ╬╗ą┼╠¢(h©żo)┤¾ė┌0ŪęĄČŠ▀╣”─▄▀x═©ą┼╠¢(h©żo)F0007.3Įė═©Ż¼ätīó«ö(d©Īng)Ū░ĄČ╬╗╔Žé„ĄĮNCųąŻ¼╝┤īóÖz£y(c©©)ĄĮĄ─ĮY(ji©”)╣¹R0140Ż¼Ūę╔Žé„ĮoG0201Ż¼═¼Ģr(sh©¬)īó«ö(d©Īng)Ū░ĄČ╬╗öĄ(sh©┤)ō■(j©┤)▒Ż┤µĄĮD0300ųąŻ¼╚ńłD6╦∙╩ŠĪŻ
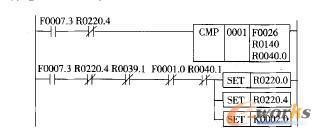
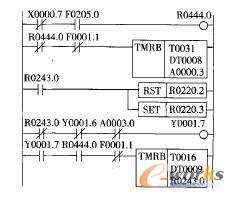
ĪĪĪĪ┼ąöÓ╩ŪʱąĶę¬ōQĄČŻ¼╚ńłD7╦∙╩ŠĪŻį┌ĄČŠ▀╣”─▄▀x═©ą┼╠¢(h©żo)F0007.3Įė═©Īó╔Ž┤╬ōQĄČęčĮø(j©®ng)ĮY(ji©”)╩°Ż¼R0220.4×ķ0Ż¼▒╚▌^ųĖ┴Ņī”(du©¼)ųĖ┴ŅĄČ╠¢(h©żo)170026┼c«ö(d©Īng)Ū░ĄČ╠¢(h©żo)R0t40▒╚▌^╩ŪʱŽÓĄ╚Ż¼▓╗ŽÓĄ╚Ģr(sh©¬)šf(shu©Ł)├„ę¬ōQĄČŻ¼į┌ø](m©”i)ėąōQĄČł¾(b©żo)Š»║═Ųõ╦³ł¾(b©żo)Š»ą┼╠¢(h©żo)Ą─ŪķørŽ┬Ż¼ų├╬╗R0220.0ķ_(k©Īi)╩╝ōQĄČŻ¼═¼Ģr(sh©¬)ų├╬╗R0220.4Ż¼į┌ōQĄČ▀^(gu©░)│╠ųą▓╗į┘Įė╩šōQĄČųĖ┴ŅŻ¼ų├╬╗ōQĄČś╦(bi©Īo)ųŠK0002.0ĪŻ
łD7┼ąöÓ╩ŪʱąĶę¬ōQĄČ│╠ą“
3 ōQĄČ▀^(gu©░)│╠
ĪĪĪĪōQĄČĄ┌ę╗▓ĮŻ¼╚ńłD8╦∙╩ŠĪŻąĶę¬ōQĄČĢr(sh©¬)R0220.0ęčų├╬╗Ż¼▀@Ģr(sh©¬)ł╠(zh©¬)ąą▒╚▌^ųĖ┴ŅŻ¼īóR0140ųą«ö(d©Īng)Ū░ūxĄĮĄČ╬╗║═F0026ųĖ┴ŅĄČ╬╗öĄ(sh©┤)▀M(j©¼n)ąą▒╚▌^ĪŻ╚ń╣¹▒╚▌^ĮY(ji©”)╣¹▓╗ŽÓĄ╚Ż¼į┌ø](m©”i)ėąĄČ╝▄Ę┤▐D(zhu©Żn)ą┼╠¢(h©żo)Y0001Ż«7×ķ0Ą─ŪķørŽ┬▌ö│÷ĄČ╝▄š²▐D(zhu©Żn)ą┼╠¢(h©żo)5(0001.6×ķ1Ż¼ĄČ╝▄ķ_(k©Īi)╩╝š²▐D(zhu©Żn)ōQĄČĪŻ«ö(d©Īng)Öz£y(c©©)ĄĮĄČ╝▄ĄĮ╬╗ą┼╠¢(h©żo)Ż¼╝┤«ö(d©Īng)Ū░ĄČ╬╗┼cųĖ┴ŅĄČ╬╗ŽÓĄ╚Ģr(sh©¬)Ż¼═Żų╣š²▐D(zhu©Żn)▌ö│÷Ż¼═¼Ģr(sh©¬)R0220.0Å═(f©┤)╬╗Ż¼R0220.1ų├╬╗Ż¼▀M(j©¼n)╚ļōQĄČŽ┬ę╗▓Į¾EĪŻ
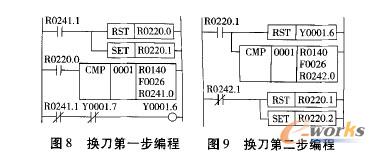
ĪĪĪĪōQĄČĄ┌Č■▓ĮŻ¼╚ńłD9╦∙╩ŠĪŻ«ö(d©Īng)Öz£y(c©©)ĄĮĄČ╝▄ĄČ╬╗ą┼╠¢(h©żo)▓ó═Żų╣▌ö│÷ĄČ╝▄š²▐D(zhu©Żn)ą┼╠¢(h©żo)║¾Ż¼ĄČ╝▄▀ĆĢ■(hu©¼)ė╔ė┌æTąį▐D(zhu©Żn)äė(d©░ng)ę╗ąĪČ╬ŠÓļxČ°ļxķ_(k©Īi)é„ĖąŲ„Ą─Öz£y(c©©)╬╗Ż¼ę“┤╦Ż¼▒žĒÜį┘┤╬Öz£y(c©©)ĄČ╬╗╩ŪʱĄĮ╬╗Ż¼╚ń╣¹ø](m©”i)ėąĄĮ╬╗īóR0220.1Å═(f©┤)╬╗Ż¼R0220.2ų├╬╗Ż¼▀M(j©¼n)╚ļōQĄČĄ─Ž┬ę╗▓Į¾EĪŻ
ĪĪĪĪōQĄČĄ┌╚²▓ĮŻ¼╚ńłD10╦∙╩ŠĪŻĄČ╝▄ķ_(k©Īi)╩╝Ę┤▐D(zhu©Żn)µiŠoŻ¼Ģr(sh©¬)å¢(w©©n)ė╔N083ģóöĄ(sh©┤)įO(sh©©)Č©Ż¼ĄČ╝▄Ę┤▐D(zhu©Żn)µiŠoĢr(sh©¬)ķgĄĮ║¾═Żų╣Ę┤▐D(zhu©Żn)Ż¼═¼Ģr(sh©¬)110220.3ų├╬╗ĪóR0220.2Å═(f©┤)╬╗Ż¼▀M(j©¼n)╚ļōQĄČŽ┬ę╗▓Į¾EĪŻĄ½╚ń╣¹Ę┤▐D(zhu©Żn)Ģr(sh©¬)ķg│¼▀^(gu©░)DT0008╦∙įO(sh©©)Ģr(sh©¬)ķgŻ¼TCP▓╗×ķ1Ż¼ät«a(ch©Żn)╔·ōQĄČ│¼Ģr(sh©¬)ł¾(b©żo)Š»ĪŻ
łD10ōQĄČĄ┌╚²▓ĮŠÄ│╠
łD11ōQĄČĄ┌╦─▓ĮŠÄ│╠
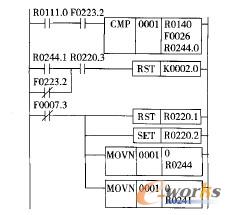
ĪĪĪĪōQĄČĄ┌╦─▓ĮŻ¼╚ńłD11╦∙╩ŠĪŻĖ∙ō■(j©┤)ģóöĄ(sh©┤)N0182#2Ą─įO(sh©©)ų├Ż¼╚ńōQĄČĮY(ji©”)╩°Ģr(sh©¬)ąĶÖz£y(c©©)ĄČ╬╗ą┼╠¢(h©żo)Ż¼ätį┌┤_Č©ĄČ╝▄ĄĮ╬╗║¾īóōQĄČś╦(bi©Īo)ųŠK0002.0Å═(f©┤)╬╗Ż╗╚ńōQĄČĮY(ji©”)╩°Ģr(sh©¬)▓╗ąĶÖz£y(c©©)ĄČ╬╗ą┼╠¢(h©żo)Ż¼ätų▒ĮėīóK0002.0Å═(f©┤)╬╗ĪŻĄČŠ▀╣”─▄▀x═©ą┼╠¢(h©żo)Ž¹╩¦║¾Ż¼īóR0220.3ĪóR0220.4ĪóR0244ĪóR0241Å═(f©┤)╬╗Ż¼×ķŽ┬┤╬ōQĄČū÷║├£╩(zh©│n)éõĪŻ
4 ōQĄČ╣╩šŽł¾(b©żo)Š»╠Ä└Ē
ĪĪĪĪōQĄČ│¼Ģr(sh©¬)Öz£y(c©©)Ż¼╚ńłD12╦∙╩ŠĪŻ╚ń╣¹ōQĄČčbų├│÷¼F(xi©żn)ÖC(j©®)ąĄ┐©╦└Ż¼š²▐D(zhu©Żn)ōQĄČĢr(sh©¬)ļŖäė(d©░ng)ÖC(j©®)Ģ■(hu©¼)╠Äė┌Č┬▐D(zhu©Żn)ĀŅæB(t©żi)Ż¼ļŖäė(d©░ng)ÖC(j©®)ķL(zh©Żng)Ģr(sh©¬)ķg╠Äė┌Č┬▐D(zhu©Żn)ĀŅæB(t©żi)īóĢ■(hu©¼)░l(f©Ī)¤ß¤²Ü¦Ż¼ę“┤╦Ż¼ąĶę¬įO(sh©©)ėŗ(j©¼)ę╗éĆ(g©©)ōQĄČ│¼Ģr(sh©¬)Öz£y(c©©)│╠ą“ĪŻį┌▌ö│÷š²▐D(zhu©Żn)ą┼╠¢(h©żo)Ą─═¼Ģr(sh©¬)╩╣ė├Č©Ģr(sh©¬)Ų„T0024üĒ(l©ói)▀M(j©¼n)ąąČ©Ģr(sh©¬)Ż¼Č©Ģr(sh©¬)ųĄė╔öĄ(sh©┤)ō■(j©┤)ģóöĄ(sh©┤)N0078įO(sh©©)ų├Ż¼š²│ŻōQĄČ▓╗Ģ■(hu©¼)│¼▀^(gu©░)▀@éĆ(g©©)Ģr(sh©¬)ķgŻ¼╚ń╣¹│¼▀^(gu©░)▀@éĆ(g©©)Ģr(sh©¬)å¢(w©©n)šf(shu©Ł)├„ōQĄČ▓┐Ęų│÷¼F(xi©żn)┴╦╣╩šŽŻ¼R0011.0Įė═©ĪŻ
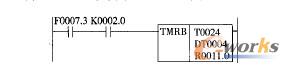
łD12ōQĄČš¹éĆ(g©©)▀^(gu©░)│╠│¼Ģr(sh©¬)Öz£y(c©©)ŠÄ│╠
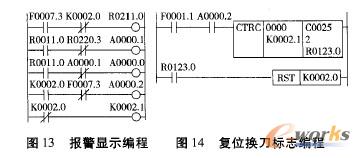
ĪĪĪĪōQĄČĮY(ji©”)╩°ą┼╠¢(h©żo)╝░ł¾(b©żo)Š»’@╩ŠĪŻ╚ńłD13╦∙╩ŠŻ¼į┌ōQĄČŪ░F0007.3╩Ū▓╗Įė═©Ą─Ż¼╦∙ęįR0211.0ōQĄČĮY(ji©”)╩°ą┼╠¢(h©żo)▓╗Ģ■(hu©¼)▒╗“ī(q©▒)äė(d©░ng)Ż╗į┌ōQĄČ▀^(gu©░)│╠ųąŻ¼F(xi©żn)0007.3ĪóK0002Ż«0╩ŪĮė═©Ą─Ż¼╦∙ęį110211.0ę▓▓╗Ģ■(hu©¼)▒╗“ī(q©▒)äė(d©░ng)Ż╗į┌ōQĄČĮY(ji©”)╩°Ą─Ģr(sh©¬)║“Ż¼ōQĄČś╦(bi©Īo)ųŠK0002.0Å═(f©┤)╬╗Ż¼┤╦Ģr(sh©¬)│╠ą“Ą┌ę╗ąąųąĄ─R0211.0▒╗“ī(q©▒)äė(d©░ng)Ż¼«ö(d©Īng)░č╦∙ėą▌oų·╣”─▄Ą─ĮY(ji©”)╩°ą┼╠¢(h©żo)░l(f©Ī)╦═ĄĮG0004.3ĪŻ╚ń╣¹į┌ōQĄČ▀^(gu©░)│╠ųąįO(sh©©)Č©Ą─ūŅ┤¾ōQĄČĢr(sh©¬)ķgęčĄĮ┴╦Ż¼ōQĄČ▀Ćø](m©”i)ėą═Ļ│╔Ż¼ätA0000.1▒╗“ī(q©▒)äė(d©░ng)Ż¼Ų┴─╗’@╩Š“ōQĄČ═Ļ│╔Ģr(sh©¬)Ż¼ĄČ╝▄╬┤ĄĮ╬╗”ą┼ŽóĪŻ╚ń╣¹ĄČŠ▀╣”─▄▀x═©ą┼╠¢(h©żo)ęčĮø(j©®ng)ĮY(ji©”)╩°┴╦Č°ōQĄČś╦(bi©Īo)ųŠK0002.0▀Ć╬┤Å═(f©┤)╬╗Ż¼šf(shu©Ł)├„ōQĄČ╬┤═Ļ│╔Ż¼’@╩Š“ōQĄČ╬┤═Ļ│╔”ł¾(b©żo)Š»ĪŻōQĄČ═Ļ│╔║¾K0002.0╬┤Įė═©Ż¼“ī(q©▒)äė(d©░ng)K0002.1ė├ė┌Å═(f©┤)╬╗łDĄ─ėŗ(j©¼)öĄ(sh©┤)Ų„C0025Ż¼╚ńłD14╦∙╩ŠŻ¼Å═(f©┤)╬╗ōQĄČś╦(bi©Īo)ųŠĪŻį┌│÷¼F(xi©żn)“ōQĄČ╬┤═Ļ│╔”ł¾(b©żo)Š»Ģr(sh©¬)Ż¼K0002.0▀Ć╠Äė┌Įė═©ĀŅæB(t©żi)Ż¼╦∙ęįąĶę¬īóK0002.0Å═(f©┤)╬╗Ż¼Å═(f©┤)╬╗│╔╣”║¾īóĢ■(hu©¼)“ī(q©▒)äė(d©░ng)K0002.1Ż¼╩╣ėŗ(j©¼)öĄ(sh©┤)Ų„C0025Å═(f©┤)╬╗ĪŻ░┤Ž┬Å═(f©┤)╬╗░┤Ōo║¾R0123.0Įė═©Ż¼Å═(f©┤)╬╗K0002.0ĪŻ
ĪĪĪĪł¾(b©żo)Š»╠Ä└ĒĪŻį┌ėął¾(b©żo)Š»ą┼╠¢(h©żo)Ģr(sh©¬)š{(di©żo)ė├ł¾(b©żo)Š»╠Ä└Ēūė│╠ą“P0712Ż¼╚ńłD15╦∙╩ŠĪŻ╝▒═ŻĪóÅ═(f©┤)╬╗ĀŅæB(t©żi)Öz£y(c©©)ĪŻį┌╝▒═Ż╗“š▀Å═(f©┤)╬╗ĀŅæB(t©żi)Ģr(sh©¬)“ī(q©▒)äė(d©░ng)R0039.1Ż¼╚ńłD16╦∙╩ŠĪŻ
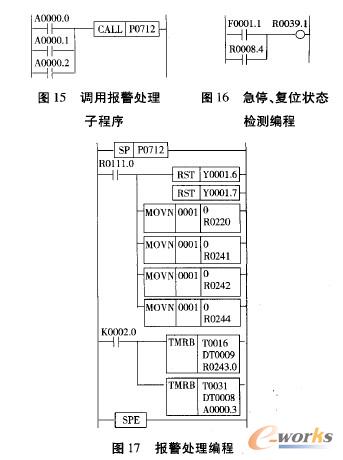
ĪĪĪĪł¾(b©żo)Š»╠Ä└ĒĪŻį┌ōQĄČ▀^(gu©░)│╠ųąę╗Ą®│÷¼F(xi©żn)ł¾(b©żo)Š»Ż¼ätš{(di©żo)ė├┤╦│╠ą“Ż¼īóĄČ╝▄š²▐D(zhu©Żn)Ż¼Ę┤▐D(zhu©Żn)ą┼╠¢(h©żo)Å═(f©┤)╬╗Ż¼īóōQĄČ▀^(gu©░)│╠ųą┼RĢr(sh©¬)öĄ(sh©┤)ō■(j©┤)ŪÕ│²Ż¼╚ńłD17╦∙╩ŠĪŻ
5 ĮY(ji©”)╩°šZ(y©│)
ĪĪĪĪį┌ŠÄīæ(xi©¦)ę╗éĆ(g©©)PLC│╠ą“ų«Ū░Ż¼ę¬įö╝Ü(x©¼)┴╦ĮŌäė(d©░ng)ū„┐žųŲ▀^(gu©░)│╠Ż¼▓┼─▄įO(sh©©)ėŗ(j©¼)║Ž└ĒĄ─PLC│╠ą“Ż¼┐╝æ]ę¬╚½├µų▄ĄĮŻ¼Ę└ų╣š`▓┘ū„╝░═╗░l(f©Ī)╣╩šŽŻ¼▓╔╚ĪŽÓæ¬(y©®ng)Ę└ūo(h©┤)┤ļ╩®Ż¼│╠ą“ųąĖ„ĘN░▓╚½▒Żūo(h©┤)┤ļ╩®ę¬ĄĮ╬╗Ż¼ę╗éĆ(g©©)äė(d©░ng)ū„ø](m©”i)═Ļ│╔Ż¼Ž┬ę╗éĆ(g©©)äė(d©░ng)ū„▓╗Ą├ł╠(zh©¬)ąąŻ¼▓óŪęæ¬(y©®ng)┐╝æ]ŽĄĮy(t©»ng)ł╠(zh©¬)ąąĢr(sh©¬)ķgŻ¼ū÷ĄĮ▓ĮöĄ(sh©┤)╔┘Ż¼╠Ä└ĒĢr(sh©¬)ķgŠ═Č╠Ż¼Č°Ūęū÷ĄĮęūė┌└ĒĮŌĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ć(l©żi)ŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.hanmeixuan.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║ÅVų▌öĄ(sh©┤)┐žŽĄĮy(t©»ng)▄ć(ch©ź)┤▓▐D(zhu©Żn)╦■ļŖäė(d©░ng)ĄČ╝▄PLCŠÄ│╠
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.hanmeixuan.com/html/solutions/14019311080.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I(m©Żi)")
æ(zh©żn)┬į║Žū„")