é„ĮyĄ─CRP(Capacity Requirement PlanningŻ¼ę▓ĘQ─▄┴”ąĶŪ¾ėŗäØ)╩Ūę╗ĘNīóMRP▌ö│÷Ą─ī”╬’┴ŽĄ─ĘųĢrČ╬ąĶŪ¾ėŗäØ▐Dūā│╔ī”Ų¾śIĖ„éĆ╣żū„ųąą─Ą─ĘųĢrČ╬ąĶŪ¾ėŗäØĄ─╣▄└Ē╣żŠ▀Ż¼╩Ūę╗ĘNģfš{─▄┴”ąĶŪ¾┼c┐╔ė├─▄┴”ų«ķgŲĮ║Ō╣▄└ĒĄ─╠Ä└Ē▀^│╠Ż¼╩Ūę╗ĘNģfš{MRPĄ─ėŗäØā╚╚▌║═┤_▒ŻMRPį┌¼Fėą╔·«aŁhŠ│ųą┐╔ąąĪóėąą¦Ą─ėŗäØ╣▄└ĒĘĮĘ©ĪŻĄ½▀@ĘNÅ─╔Ž╩└╝o60─Ļ┤·ę╗ų▒čžė├Ž┬üĒĄ─ėŗäØ─Żą═Ż¼┤µį┌įSČÓ╣╠ėąĄ─╚▒Ž▌Ż║┤¾▓┐Ęų─Żą═Į©┴óį┌¤oŽ▐─▄┴”Ą─╝┘Č©ų«╔ŽŻ╗ę¬Ū¾╠ßŪ░Ų┌ęčų¬Ż¼Ūę╩Ū╣╠Č©ųĄŻ╗ę¬Ū¾╣ż╦ć┬ĘŠĆ╣╠Č©Ż╗╔·«aĄ─ā׎╚┤╬ą“ų╗─▄Ė∙ō■Į╗ĖČų▄Ų┌╗“╚šŲ┌░▓┼┼Ż╗ėŗäØŠÄųŲ╦∙ąĶĢrķg▀^ķLŻ¼Č°Ūęī”ėŗäØĄ─š{š¹╣żū„╩«Ęų└¦ļyĪŻ
APS(Advanced PlanningŻ”SchedulingŻ¼ę▓ĘQĖ▀╝ēėŗäØ┼c┼┼│╠)╩Ū╣®æ¬µ£╣▄└Ē▄ø╝■ųąĄ─ę╗ĘNā×╗»øQ▓▀▌oų·ŽĄĮyŻ¼╦³ĮĶų·ę╗ą®Å═ļsĄ─öĄīW▀\╦ŃĘĮĘ©üĒ╠Ä└ĒČÓĘNūā┴┐Ż¼╩╣╣®æ¬µ£Ą─ā×╗»│╔×ķ¼FīŹĪŻAPS┼cCRPĄ─ų„ę¬ģ^äe╩ŪŻ«CRP╗∙ė┌¤oŽ▐«a─▄└ĒšōŻ¼Č°APS╗∙ė┌┘Yį┤╝s╩°└ĒšōŻ╗CRPÅŖš{ėŗäØĄ─┐╔ąąąįŻ¼ų╗┐╝æ]─▄┴”╝s╩°Č°▓╗ū÷ā×╗»Ż¼Č°APS╩Ūį┌ų▒Įė┐╝æ]Øōį┌Ų┐ŅiĄ─═¼ĢrŻ¼šęĄĮ┐ńįĮš¹éĆ╣®æ¬µ£Ą─┐╔ąąūŅā×ėŗäØĪŻ
Į³─ĻüĒŻ¼Ė▀╝ēėŗäØ┼c┼┼«aAPSĄ├ĄĮ┴╦Ų¾śIĮńĄ─Ųš▒ķĻPūóŻ¼APS▄ø╝■Ą─╩ął÷ąĶŪ¾┴┐▓╗öÓ┼“├øŻ¼ę╗ą®╩└Įńų°├¹Ą─▄ø╝■╣½╦Š╚ńOracleĪóSAPČ╝│╔╣”Ąžķ_░l┴╦ūį╝║Ą─APS▄ø╝■Ż¼▓óŪę╚ĪĄ├┴╦▓╗ÕeĄ─õN╩█│╔┐āĪŻ▀M╚ļ21╩└╝oŻ¼APS┼cęį╗ź┬ōŠW×ķ┤·▒ĒĄ─ą┼Žó╝╝ąg║═ęį╣®æ¬µ£╣▄└Ē╦╝Žļ×ķ┤·▒ĒĄ─Ž╚▀M╣▄└Ē╦╝ŽļŽÓĮY║ŽŻ¼Š▀ėą┐ńįĮš¹éĆ╣®æ¬µ£▀MąąėŗäØģfš{Ą──▄┴”ĪŻ
1 å¢Ņ}╠ß│÷
─│ę║ē║«aŲĘĄ─╔·«a▀^│╠ųą╔·«a┘Yį┤└╦┘Mć└ųžŻ¼╚╦åT║═įOéõø]ėą│õĘų░lō]ū„ė├Ż¼¼Fī”ŲõĘųäe╩╣ė├é„ĮyCRP┼cAPS▀Mąą─▄┴”ąĶŪ¾Ęų╬÷▒╚▌^▓ó╠ß│÷ŽÓæ¬Ą─Ė─▀M┤ļ╩®ĪŻ
2 é„ĮyCRPĄ─ŠÄųŲ
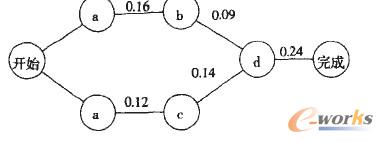
─▄┴”ąĶŪ¾ėŗäØ╩Ūęį╬’┴ŽąĶŪ¾ėŗäØĄ─▌ö│÷ū„×ķŲõ▌ö╚ļŻ¼Ė∙ō■ėŗäØĄ─┴Ń▓┐╝■ąĶŪ¾┴┐║═╔·«a╗∙▒Šą┼ŽóŻ¼ėŗ╦Ń│÷įOéõ┼c╚╦┴”Ą─ąĶŪ¾┴┐ęį╝░Ė„ĘNįOéõĄ─žō║╔┴┐Ż¼ęį┼ąöÓ╔·«a─▄┴”╩ŪʱūŃē“ĪŻŽ┬├µęį─│ÅSĄ─«aŲĘA×ķ└²šf├„ęį╔Ž▀^│╠ĪŻ«aŲĘAė╔1éĆBĪó2éĆcā╔ĘN▓┐╝■ĮM│╔Ż¼╣ż╦ć┬ĘŠĆĪóų„╔·«aėŗäØŻ¼╚ń▒ĒlĪó2╦∙╩ŠĪŻ
▒Ē1 «aŲĘAĄ─╣ż╦ć┬ĘŠĆ
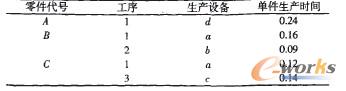
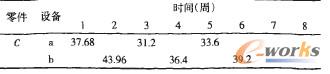
▒Ē2 «aŲĘAĄ─ų„╔·«aėŗäØ

2Ż«1 ĘųĮŌ«aŲĘ╬’┴ŽąĶŪ¾
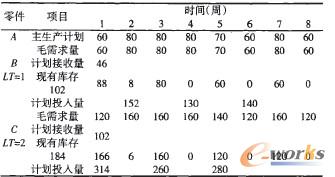
└¹ė├MRPĘĮĘ©ėŗ╦Ń«aŲĘAĄ─╬’┴ŽĘųĮŌ▓┴Ń▀^│╠ĪŻė╔«aŲĘAĄ─«aŲĘĮYśŗ┐╔ų¬┴Ń╝■BĄ─ė├┴┐ę“ūė×ķ1Ż¼┴Ń╝■CĄ─ė├┴┐ę“ūė×ķ2ĪŻę“┤╦Ż¼┴Ń╝■BĄ─├½ąĶŪ¾┴┐║═ų„ė¢äØė├┴┐ŽÓ═¼Ż¼Č°┴Ń╝■CĄ─├½ąĶŪ¾┴┐ät╩Ū2▒ČĄ─ų„ėŗäØė├┴┐ĪŻėŗ╦Ń┐╔Ą├ĄĮ«aŲĘAĄ─MRPŻ¼╚ń▒Ē3╦∙╩ŠĪŻ
▒Ē3 «aŲĘAĄ─MRP
2.2 ŠÄųŲ╣żū„ųąą──▄┴”ąĶŪ¾
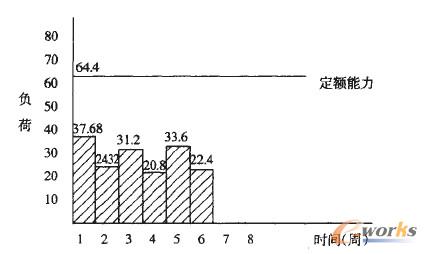
×ķ┴╦ŠÄųŲ─▄┴”ąĶŪ¾ėŗäØŻ¼ę¬ėŗ╦Ń╣żū„ųąą─Ą─žō║╔ĪŻ╩ūŽ╚ę¬ėŗ╦Ń╣żū„ųąą─╔Ž├┐Ą└╣żą“Ą─žō║╔║═┐╔ė├─▄┴”ĪŻįōÅSīŹąąā╔░ÓųŲŻ¼├┐░Ó7hŻ¼├┐ų▄╣żū„5╠ņŻ¼╣żū„ą¦┬╩×ķ92ŻźŻ¼ät├┐╠ņ┐╔ė├╣żū„─▄┴”×ķŻ║?x2x0.92=12.88Č©Ņ~╣żĢrŻ¼ę╗ų▄ūŅ┤¾Ą─┐╔ė├─▄┴”×ķŻ║12.88x5=64.4Č©Ņ~╣żĢrĪŻŽ┬ę╗▓ĮŠ═╩Ūėŗ╦Ń├┐┼_įOéõī”Ė„žō║╔Ą─╝ė╣ż╠ņöĄ▓ó░▓┼┼║├ķ_╣ż╚šŲ┌║══Ļ╣ż╚šŲ┌ĪŻ
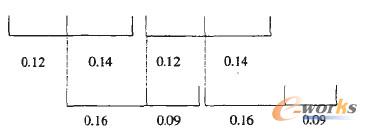
ī”ė┌ėŗ╦Ń│÷Ą─ėŗäØėåå╬║═Ž┬▀_ėåå╬╩ŻėÓ╣żū„╦∙ąĶꬥ─Č©Ņ~╣żĢrŻ¼▀Ćę¬į┌ę╗Č╬Ģrå¢└’▀MąąĘų┼õŻ¼═©│Ż▓╔ė├Ą╣ą“┼┼«aĘ©ĪŻŠ▀¾wū÷Ę©╩ŪŻ║ī”ė┌├┐éĆ╚╬䚥─┼┼ą“Ż¼Å─▀@éĆ╚╬䚥─ūŅ║¾ę╗Ą└╣żą“Ą─ėŗäØĮY╩°Ģrķgķ_╩╝Ż¼ėŗ╦Ń▀@Ą└╣żą“Ą─╝ė╣żĢrķg║═£╩éõĢrķgŻ¼Ž“Ū░Ą╣═ŲŻ¼Ą├│÷▒Š╣żą“Ą─ėŗäØķ_╩╝ĢrķgŻ¼ę▓Š═╩Ū╦³Ū░ę╗Ą└╣żą“Ą─ėŗäØĮY╩°ĢrķgŻ╗╚ń┤╦ėŗ╦ŃŻ¼ų▒ĄĮ▀@éĆ╚╬䚥─Ą┌ę╗Ą└╣żą“ėŗ╦Ń═Ļ«ģŻ¼Ą├ĄĮ▄ćķg╚╬䚥─ėŗäØūŅ═Ēķ_╣ż╚šŲ┌ĪŻė┌╩Ū┐╔ęįĄ├ĄĮ┴Ń╝■š╝║═CĄ──▄┴”ąĶŪ¾▒ĒŻ¼╚ń▒Ē4Īó▒Ē5╦∙╩ŠĪŻ
▒Ē4 ┴Ń╝■BĄ──▄┴”ąĶŪ¾
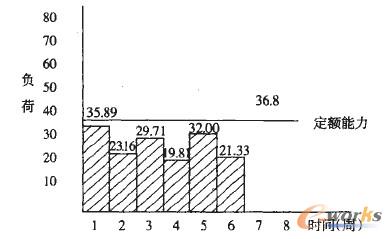
2Ż«3 ŠÄųŲą┬Ą──▄┴”ąĶŪ¾
ė╔╔Ž╩÷ā╔▒Ē┐╔Ą├aĄ─žō║╔łDŻ¼║▄├„’@Ąž┐╔ęį┐┤│÷aĄ─╔·«a─▄┴”ø]ėą▒╗│õĘųĄž└¹ė├Č°ėąų°┤¾┴┐Ą─╩ŻėÓŻ¼įņ│╔┴╦ę╗Č©Ą─└╦┘MĪŻŠ┐ŲõįŁę“Ż¼įōÅSīŹąąā╔░ÓųŲį┌ę╗Č©│╠Č╚╔Ž╩Ūįņ│╔╚╦åT└╦┘M▀MČ°įņ│╔įOéõ└╦┘MĄ─ų„ę¬įŁę“Ż¼┐╔ęį▓╔╚Ī▓├åTę╗░ļīŹąąå╬░ÓųŲŻ¼▓óīó╣żū„ĢrķgčėķLų┴8hĪŻ8hĄ─╣żū„ųŲī”╔ńĢ■║═éĆ╚╦üĒųvČ╝╩Ū┐╔ęįĮė╩šĄ─Ż¼▀@śėę╗üĒŻ¼├┐╠ņ┐╔ė├╣żū„─▄┴”×ķŻ║8xO.92=7.36Č©Ņ~╣żĢrŻ¼ę╗ų▄ūŅ┤¾Ą─┐╔ė├─▄┴”×ķŻ║7.36x5=36.8Č©Ņ~╣żĢrĪŻ
ęįįOéõa×ķ└²Ż¼│²Ą┌ę╗ų▄╔į╬óėąą®▓╗─▄ØMūŃąĶŪ¾═ŌŻ¼Ųõ╦³Ė„ų▄Č╝╩Ū┐╔ęįØMūŃĄ─ĪŻ
┤╦ĢrŻ¼į┘īóaĄ─öĄ┴┐į÷ČÓ5Żź╝┤┐╔ØMūŃę¬Ū¾ĪŻ×ķ┴╦▒Ńė┌▒╚▌^Ż¼ŽÓī”ĄžŻ¼┐╔ęįĄ├ĄĮą┬Ą─žō║╔ų▒ĘĮłDŻ¼╚ńłD1╦∙╩ŠĪŻ
łD1 aĄ─žō║╔ų▒ĘĮłD
╚ńłD2╦∙╩ŠŻ¼Ņ«ęį├„’@Ąž┐┤│÷Ż¼įOéõó“Ą─╔·«a─▄┴”▒╗│õĘų░lō]┴╦ŲüĒĪŻ
łD2 Ė─aĄ─žō║╔ų▒ĘĮłD
═¼śėŻ¼b║═c’@╚╗─▄ØMūŃžō║╔ę¬Ū¾Ż¼Ą½b║═cĄ─╔·«a─▄┴”ę▓ø]ėą▒╗║▄║├Ą─└¹ė├įņ│╔┴╦║▄┤¾Ą─└╦┘MĪŻ▓├åT║¾Ż¼b▓ó¤oė░Ēæę└╚╗─▄ØMūŃąĶŪ¾Ż¼cätąĶŪ¾▀Mę╗▓Įį÷╝ėįOéõöĄ┴┐ĄĮįŁüĒĄ─120ŻźĪŻī”įōÅSüĒųvŻ¼┤¾Ę∙▓├åT╩ŪŲ╚į┌├╝Į▐Ą─ę▓╩ŪŠ▀ėąķL▀h└¹ęµĄ─Ż¼▓╔╚Ī▀@ą®┤ļ╩®ęį║¾╚į╚╗─▄ØMūŃ╔·«aĄ─ąĶŪ¾ĪŻ
3 ╔·«aū„śI┼┼│╠║═─▄┴”ąĶŪ¾ŠÄųŲ
3Ż«1 ┤_Č©ĻPµI┬ĘÅĮ
└¹ė├AĄ─«aŲĘĮYśŗ║═╣ż╦ć┬ĘŠĆ┐╔ęįū„│÷AĄ─┐é¾wĻPµI┬ĘÅĮĄ─┤_Č©łDŻ¼šę│÷ĻPµI┬ĘÅĮŻ¼┤_Č©ĻPµI╣żą“ĪŻį┌╣żū„ųąą─då╬¬Ü╣żū„ĢrŻ¼æ¬įō┤_Č©į┌▀@Č╬Ģrķgā╚╔·«aB║═cĄ─ĻPµI┬ĘÅĮŻ¼▓óĮo│÷┼┼│╠▀^│╠Ż¼╚ńłD3Ī½5╦∙╩ŠĪŻ
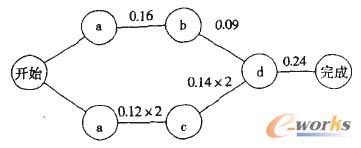
łD3 ┐é¾wĻPµI┬ĘÅĮĄ─┤_Č©
łD4 å╬¬Ü╔·«aB║═CĄ─ĻPµI┬ĘÅĮĄ─┤_Č©
łD5 å╬¬Ü╔·«aB║═CĄ─╩ŠęŌłD
3Ż«2 ĘĮ░Ė▀xō±
BĄ─┐╔ė├Äņ┤µ×ķ102Ż¼CĄ─┐╔ė├Äņ┤µ×ķ184Ż¼╩ūŽ╚ė├įOéõdüĒ╝ė╣ż│÷92╝■AüĒŻ¼ė┌╩Ūį╗▀Ć╩ŻŽ┬10╝■Ż¼C¤o╩ŻėÓĪŻų┴┤╦Ż¼ėąā╔ĘNĘĮ░Ė└^└mŻ║(I)╩ūŽ╚╝ė╣ż20╝■CüĒ┼õ║ŽÄņ┤µĄ─10╝■B═Ļ│╔10╝■AĄ─«a│÷Ż¼į┌╝ė╣żCĄ─Ų┌ķgAĪóBĢ║═Ż╔·«aŻ¼ų«║¾į┘░┤łD3╦∙Ą├Ą─ĻPµI┬ĘÅĮ▓ó▀m«ö┼┼ą“üĒ╔·«aŻ¼ŲĮŠ∙├┐╝■AĄ─«a│÷ąĶę¬0Ż«76Č©Ņ~╣żĢrŻ╗(2)į┌╝ė╣ż92╝■AĄ─Ģrķg└’░┤ššłD4Ą├Ą─ĻPµI┬ĘÅĮ▓ó▀m«ö┼┼ą“üĒ╔·«a60╝■į╗║═60╝■cŻ¼╚ńłD5╦∙╩ŠŻ¼ŠoĮėų°╝ė╣ż30╝■AŻ¼┤╦Ģr╚š╩ŻėÓ40╝■Ż¼C¤o╩ŻėÓŻ¼┤╦Ģrėųėąā╔ĘNĘĮ░Ė└^└mŻ¼╝ė╣ż80╝■cüĒ┼õ║ŽÄņ┤µĄ─40╝■į╗╗“╩Ūį┌╝ė╣ż30╝■į┬Ą─Ģrķg└’└^└m╝ė╣żB║═cĪŻ
3Ż«3 ėŗ╦Ń┐éČ©Ņ~╣żĢr
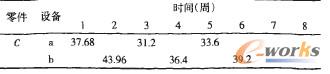
░┤ššĄ┌ę╗ĘNĘĮ░ĖŻ¼å╬¬Ü╝ė╣ż╝ė╝■CŻ¼ąĶę¬5Ż«2Č©Ņ~╣żĢrŻ¼▀Ć╩Ż22.08-5.2=16Ż«88Ż¼╦─ĘNĘĮ░ĖĄ─▒╚▌^Ż¼╚ń▒Ē6╦∙╩ŠĪŻĻPµI┬ĘÅĮ╔·«a│÷32╝■į╗║═64╝■CŻ¼╝ė╣ż32╝■AĄ─Ģrķg└’ėų┐╔ęį╔·«a│÷7╝■B║═14╝■cŻ¼╚╗║¾╩Ū7╝■Īó3╝■║═1╝■AĄ─«a│÷Ż¼┤╦ĢrAęčĮø╝ė╣ż│÷157╝■Ż¼╣▓ąĶ╝ė╣ż570╝■Ż¼▀Ć╩Ż413╝■░┤šš0Ż»6Ą─Č©Ņ~╣żĢrüĒ╔·«aŻ¼┤╦ĘĮ░ĖĄ─┐éČ©Ņ~╣żĢr×ķ349.64Ż¼ūŅ║¾┐╔Ą├│÷╦─╠ū╝ė╣ż▀xō±ĘĮ░ĖĪŻų┴┤╦Ż¼┐╔ęį▀xō±Ą┌ę╗ĘNĘĮ░Ėū„×ķūŅĮKĘĮ░ĖŻ¼░┤ššįŁŽ╚Ą─├┐╠ņ12.88Ą─Č©Ņ~╣żĢrŻ¼«aŲĘīóį┌5.5ų▄ā╚═Ļ│╔Ż¼╩ŻėÓ2Ż«5ų▄╩ŪéĆśO┤¾Ą─└╦┘MĪŻ╚¶▓├åTę╗░ļŻ¼į┘īó├┐╠ņ╣żū„Ģrķgš{ų┴8hŻ¼ät├┐╠ņĄ─Č©Ņ~╣żĢr×ķ7Ż«36Ż¼į┘═©▀^┘Å┘Ią┬įOéõīó╣żū„ųąą─Ą──▄┴”╠ßĖ▀20ŻźŻ¼ĮY╣¹╩Ū349Ż«64+[36Ż«8x(1+20Żź)]=7.9ų▄Ż¼ØMūŃę¬Ū¾╔·«aųąą─Ą──▄┴”Ą├ĄĮ┴╦│õĘųĄ─▀\ė├Ż¼Äņ┤µę▓▒╗ĮĄĄĮ┴╦ūŅĄ═ĪŻ
▒Ē6 ╦─ĘNĘĮ░ĖĄ─▒╚▌^

4 ĮYšō
┼cé„ĮyĄ─MPsĪ¬MRP-▀«RPŽÓ▒╚Ż¼ę²▀M┴╦APS╝╝ąg║¾Ż¼ERPŽĄĮyųąĄ─MRPķ]Łh┴„│╠Ģ■░l╔·ę╗ą®ūā╗»Ż¼ŲõųąūŅ’@ų°Ą─Š═╩ŪAPSŲõīŹīóMPS║═RCCPĪóClIPĄ╚╠Ä└Ē╝»│╔į┌┴╦ę╗ŲŻ¼APS┼cé„ĮyCRPŽÓ▒╚Š▀ėą╚²éĆ╠ž³cŻ║(1)š¹¾węÄäØŻ║╦³ę╗┤╬ąį┐╝æ]┴╦śIäš┴„│╠Ą─ÖMŽ“║═┐vŽ“ģfš{Ż¼ßśī”▓╗═¼Ą─śIäš┴„│╠Ż¼▓╗═¼Ą─Ģrķg┐ńČ╚Ż¼▓óš█ųį┐╝æ]┴╦īŹė├ąį║═ėŗäØ╚╬äšų«ķgĄ─¬Ü┴óąįŻ¼Įo│÷┴╦Ęųīė┤╬Ą─┐é¾wūŅā×ĘĮ░ĖĪŻ(2)šµš²Ą─ūŅā×╗»Ż║║Ž└Ē┤_Č©▓╗═¼ęÄäØå¢Ņ}Ą─┐╔▀xĘĮ░ĖĪó─┐ś╦║═╝s╝ĒŚl╝■Ż¼▓ó╩╣ė├Š½┤_╗“åó░l╩ĮĄ─ūŅā×╗»ęÄäØĘĮĘ©ĪŻ(3)īŹĢrėŗäØŻ║į┌├┐ę╗┤╬ęŌ═Ō░l╔·ĢrŻ¼┐╔ęįīŹĢrĄ─ßśī”╦∙ėą╝s╩°║═¼FėąęÄätųž┼┼ėŗäØĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║APS┼cé„ĮyCRPĄ──▄┴”ąĶŪ¾Ęų╬÷▒╚▌^
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/solutions/1401931590.html