║Į┐š░läėÖC┴Ń▓┐╝■ųŲįņ▀^│╠ę╗ų▒╩Ūą┬╝╝ągĪóą┬╣ż╦ćæ¬ė├Ą─ųž³cŅIė“Ż¼═¼Ģrę▓╩Ūī”╝╝ągĖ³ą┬ėąŲ╚Ūąę¬Ū¾Ą─ąąśIĪŻ║Į┐š░läėÖC┴Ń▓┐╝■öĄūų╗»ųŲįņ╝╝ąg╔µ╝░CAD/CAM╝╝ągĪóöĄ┐žįOéõĪó«aŲĘöĄō■╣▄└ĒĪóą┼Žó╝»│╔Ą╚ųTČÓ╝╝ągā╚╚▌Ż¼Ųõ║╦ą─╩Ū«aŲĘöĄō■Ą─öĄūų╗»▒Ē▀_Īó┤µā”║═Į╗ōQŻ¼╗∙▒ŠŲĮ┼_╩Ūėŗ╦ŃÖCŠWĮjĪóöĄūų╗»įOéõŻ¼╗∙▒ŠĘĮ╩Į╩Ūģf═¼Īó▓óąą║═╝»│╔ĪŻöĄūų╗»╣ż╦ćįOėŗĪóöĄ┐ž╝ė╣ż╝╝ągĪó╠ōöMųŲįņ╝╝ągĪóųŪ─▄┐žųŲ╝╝ągęį╝░Ų¾śI┘Yį┤öĄō■╣▄└Ē╝╝ągĄ╚śŗ│╔┴╦«aŲĘčąųŲģf═¼įOėŗųŲįņ▀^│╠ųąĄ─╗∙ĄAų¦ō╬╝╝ągĪŻ
Į³─ĻüĒŻ¼CAD/CAM/CAE╝╝ągĪóĖ▀ąį─▄öĄ┐žÖC┤▓╝░┐žųŲŽĄĮyæ¬ė├Ą─▓╗öÓ╔Ņ╚ļŻ¼═Ųäė┴╦║Į┐š░läėÖC«aŲĘöĄūų╗»ųŲįņ╝╝ągĄ─░lš╣Ż¼Å─Ė∙▒Š╔ŽĖ─ūā┴╦é„ĮyĄ─╣ż╦ćįOėŗ║═ųŲįņ─Ż╩ĮŻ¼öĄūų╗»ųŲįņęčĮø│╔×ķ╠ßĖ▀║Į┐š░läėÖCųŲįņŲ¾śIųŲįņ─▄┴”║═čąųŲ─▄┴”Ą─ųžę¬╩ųČ╬ų«ę╗ĪŻ
╗∙ė┌MBD╝╝ągĄ─öĄūų╗»╣ż╦ć╝░Ųõæ¬ė├
MBD(Model Based Definition)Ż¼╝┤╗∙ė┌─Żą═Ą─╣ż│╠Č©┴xŻ¼╩Ūę╗éĆė├╝»│╔Ą─╚²ŠSīŹ¾w─Żą═üĒ═Ļš¹▒Ē▀_«aŲĘČ©┴xą┼ŽóĄ─ĘĮĘ©¾wŻ¼╦³įö╝ÜęÄČ©┴╦╚²ŠSīŹ¾w─Żą═ųą«aŲĘ│▀┤ńĪó╣½▓ŅĄ─ś╦ūóęÄät║═╣ż╦ćą┼ŽóĄ─▒Ē▀_ĘĮĘ©ĪŻMBDĖ─ūā┴╦ė╔╚²ŠSīŹ¾w─Żą═üĒ├Ķ╩÷Äū║╬ą╬ĀŅą┼ŽóŻ¼Č°ė├Č■ŠS╣ż│╠łD╝łüĒČ©┴x│▀┤ńĪó╣½▓Ņ║═╣ż╦ćą┼ŽóĄ─Ęų▓Į«aŲĘöĄūų╗»Č©┴xĘĮĘ©ĪŻ═¼ĢrŻ¼MBD╩╣╚²ŠSīŹ¾w─Żą═ū„×ķ╔·«aųŲįņ▀^│╠ųąĄ─╬©ę╗ę└ō■Ż¼Ė─ūā┴╦é„Įyęį╣ż│╠łD╝ł×ķų„Īóęį╚²ŠSīŹ¾w─Żą═×ķ▌oĄ─ųŲįņĘĮ╩ĮĪŻ
1 MBD╝╝ągĄ─æ¬ė├¼FĀŅ
«aŲĘ╚²ŠS─Żą═ļm╚╗░³║¼┴╦Č■ŠSłD╝ł╦∙▓╗Š▀éõĄ─įö╝ÜÄū║╬ą╬ĀŅą┼ŽóŻ¼Ą½╩Ū▓╗░³└©Äū║╬╣½▓ŅĪó│▀┤ń╣½▓ŅĪó▒Ē├µ┤ų▓┌Č╚Īó▒Ē├µ╠Ä└ĒĘĮĘ©Īó¤ß╠Ä└ĒĘĮĘ©Īó▓─┘|ĪóĮY║Žą╬╩ĮĪóķgŽČĄ─įOų├Īó▀BĮėĘČć·ĪóØÖ╗¼ė══┐╦óĘČć·║═Ņü╔½Īóę¬Ū¾Ę¹║ŽĄ─ęÄĖ±┼cś╦£╩Ą╚ĘŪÄū║╬ą╬ĀŅą┼ŽóĪŻ╗∙ė┌▀@ę╗ŪķørŻ¼├└ć°ÖCąĄ╣ż│╠ĤģfĢ■┼c▓©ę¶╣½╦Š╣▓═¼ųŲėå┴╦“öĄūų╗»«aŲĘČ©┴xöĄō■ęÄ│╠”(ASMEY14.41)ś╦£╩¾wŽĄŻ¼Ųõų„ī¦╦╝Žļ▓╗ų╗╩Ū║åå╬ĄžīóČ■ŠSłD╝łĄ─ą┼ŽóĘ┤ė│ĄĮ╚²ŠS─Żą═ųą╚źŻ¼Č°ę¬│õĘų└¹ė├╚²ŠS─Żą═╦∙Š▀éõĄ─▒Ē¼F┴”Ż¼╚ź╠Į╦„▒Ńė┌ė├æ¶└ĒĮŌĪóĖ³Š▀ą¦┬╩Ą─įOėŗą┼Žó▒Ē▀_ĘĮ╩ĮĪŻ
ć°ā╚║Į┐šŲ¾śIį┌MBD╝╝ągæ¬ė├ĘĮ├µ┼cć°═Ō░l▀_║Į┐šŲ¾śI╚į╚╗┤µį┌║▄┤¾Ą─▓ŅŠÓŻ¼ų„ę¬▒Ē¼Fį┌Ż║
(1)╗∙ė┌MBD╝╝ągĄ─«aŲĘČ©┴x╣żū„╔ą╠Äė┌╠Į╦„ļAČ╬Ż╗
(2)ęįMBD×ķ║╦ą─Ą─öĄūų╗»╣ż╦ćįOėŗ║═«aŲĘųŲįņ─Ż╩Į╔ą▓╗│╔╩ņŻ╗
(3)╚²ŠSöĄ─Ż▓óø]ėąž×┤®ė┌š¹éĆ«aŲĘöĄūų╗»ųŲįņ▀^│╠ųąŻ╗
(4)MBDĄ─įOėŗĪóųŲįņ║═╣▄└ĒęÄĘČ▀Ćėą┤²═Ļ╔ŲŻ╗
(5)╚²ŠSöĄūų╗»įOėŗųŲįņę╗¾w╗»╝»│╔æ¬ė├¾wŽĄ╔ą╬┤ž×═©ĪŻ
2 MBD╣ż╦ćöĄō■▐D╗»
╗∙ė┌MBDĄ─╚²ŠSöĄō■ąĶę¬īóįOėŗęŌłD╠Ē╝ėĄĮ╚²ŠS─Żą═ųą╚źŻ¼▓╗āH░³║¼Š½┤_Ą─Äū║╬─Żą═Ż¼▀Ć░³║¼│▀┤ńĪó╣½▓ŅĪó╗∙£╩Īóī┘ąįĄ╚öĄō■ą┼ŽóĪŻMBD╝╝ągæ¬ė├Ą─╩ūꬌl╝■╩Ūęį╣ż╦ć×ķĀ┐ę²Ż¼ą╬│╔į┌╚²ŠS─Żą═ųą▀Mąą╚²ŠSś╦ūóĄ─ś╦£╩║═ęÄĘČŻ¼ęį═Ļš¹£╩┤_Ąž▒Ē▀_«aŲĘ┴Ń▓┐╝■▒Š╔ĒĄ─Äū║╬ī┘ąįĪó╣ż╦ćī┘ąįĪó┘|┴┐Öz£yī┘ąįęį╝░╣▄└Ēī┘ąįĄ╚ą┼ŽóŻ¼ØMūŃ╣ż╦ćįOėŗĪóųŲįņ▀^│╠Ė„éĆļAČ╬ī”öĄō■Ą─ąĶŪ¾ĪŻ
2.1 MBDįOėŗöĄō■╝░śŗ│╔
╗∙ė┌─Żą═Ą─öĄūų╗»Č©┴x║╦ą─ā╚╚▌╩Ū«aŲĘĄ─Äū║╬─Żą═Ż¼╦∙ėąŽÓĻPĄ─╣ż╦ć├Ķ╩÷ą┼ŽóĪóī┘ąįą┼ŽóĪó╣▄└Ēą┼ŽóŻ©░³└©┴Ń╝■▒ĒŻ®Ą╚Č╝ĖĮų°į┌«aŲĘĄ─╚²ŠS─Żą═ųąĪŻMBDįOėŗöĄō■ų„ę¬░³└©Äū║╬─Żą═Īóūóßī║═ī┘ąį3▓┐ĘųĪŻŠ▀¾wĘųĮŌ×ķ┴Ń╝■Ą─Äū║╬─Żą═Īó┴Ń╝■Ą─│▀┤ń║═╣½▓Ņś╦ūóĪó┴Ń╝■ĮYśŗśõÄū║╬Č©┴x▓┐ĘųĪó┴Ń╝■ĮYśŗśõś╦ūóČ©┴x▓┐ĘųĪóĻPµI╠žš„Ą─ś╦ūóĪó┴Ń╝■Ą─ūóßīšf├„Īó┴Ń╝■╝ė╣ż╣ż╦ć▀^│╠╦∙▒žĒÜ╠ß╣®Ą─«aŲĘ├Ķ╩÷ąįČ©┴xą┼Žó║═čb┼õ▀BĮėČ©┴xĪŻ
2.2 MBD╣ż╦ćöĄō■▐D╗»ŽÓĻP╝╝ąg
MBDįOėŗöĄō■╩ŪĮ©┴óį┌─▄ē“£╩┤_▒Ē▀_įOėŗ└Ē─ŅĄ─╗∙ĄAų«╔ŽĄ─Ż¼ę╗ĘĮ├µŻ¼─▄ē“ų▒Įė½@╚ĪĄ─öĄō■ą┼Žó░³└©─Żą═Īóūóßī║═ī┘ąįą┼ŽóŻ¼▀@ą®öĄō■ą┼Žó▒žĒÜĮ©┴óį┌ŽÓĻPś╦£╩¾wŽĄ═Ļ╔ŲĄ─Ū░╠ߎ┬Ż¼▓┼─▄ē“▒╗╣ż╦ćįOėŗų▒Įėę²ė├Ż╗┴Ēę╗ĘĮ├µŻ¼╣ż╦ćįOėŗąĶę¬═Ļš¹Ą─öĄō■ą┼ŽóŻ¼ė╔ė┌MBDöĄō■ėą┤¾┴┐Ą─╬┤ūóÄū║╬ą┼ŽóŻ¼ąĶę¬Č©┴x╗“ųŲČ©ŽÓæ¬ęÄät╝ėęį╝s╩°Ż¼▀@śė▓┼─▄▒ŻūCMBDöĄō■Ą─╬©ę╗ąįŻ¼Č°▀@ą®öĄō■ų╗─▄═©▀^╠ß╚ĪĪóĘų╬÷Īó▓ķįāĄ╚╝╝ąg╩ųČ╬ķgĮė½@╚ĪĪŻ
ę“┤╦Ż¼▒žĒÜį┌£╩┤_░č╬šįOėŗ╦╝ŽļĄ─╗∙ĄA╔ŽŻ¼īżšęīóMBDįOėŗöĄō■▐D╗»×ķ╣ż╦ćöĄō■Ą─ĮŌøQĘĮ░ĖĪŻ╔µ╝░Ą─ų„ę¬╝╝ąg╚ńŽ┬Ż║
Ī±╚²ŠS─Żą═│▀┤ń║═╣½▓Ņś╦ūó╝╝ągŻ╗
Ī±ČÓęĢłD╔·│╔╝╝ągŻ╗
Ī±╝ė╣żę¬Ū¾ś╦ūó╝╝ągŻ║
Ī±╠žš„ęĢłD▓Č½@äōĮ©┼c╣▄└Ē╝╝ągŻ╗
Ī±ĖĮ╝ėś╦£╩ę└ō■ą┼Žó╝╝ągŻ╗
Ī±▓╔ė├┴Ń╝■─Żą═▀Mąą╚²ŠSčb┼õ─Żą═Ą─ś╦ūó╝╝ągĪŻ
3 ╗∙ė┌MBD╝╝ągĄ─öĄūų╗»╣ż╦ć£╩éõ
öĄūų╗»╣ż╦ć£╩éõĄ─╝╝ągŁh╣Ø░³║¼Å─½@╚ĪįOėŗöĄō■ĄĮūŅĮK«aŲĘĮ╗ĖČĄ─╚½▀^│╠Ż¼░³└©įOėŗöĄō■ĮŌ╬÷Īó╚²ŠSÖC╝ė╣ż╦ćįOėŗĪó╣ż╦ć╬─╝■╣▄└ĒĪóöĄ┐ž╝ė╣ż╣ż╦ć£╩éõĪóöĄō■é„▌öĪóųŲįņöĄō■×gė[Ą╚╝╝ągŁh╣ØĪŻ╗∙ė┌MBD╝╝ągĄ─╚²ŠSÖC╝ė╣ż╦ćįOėŗŽĄĮy░³└©MBDįOėŗöĄō■▐D╗»ŽĄĮyĪó╚²ŠSÖC╝ė╣ż╦ćįOėŗŽĄĮy║═▓óąą╣ż╦ć£╩éõŁhŠ│3éĆ▓┐ĘųĪŻ
3.1 ╚²ŠSįOėŗöĄō■▐DōQ
(1)ģf═¼įOėŗųŲįņŁhŠ│ĪŻ
╗∙ė┌PDMŽĄĮyŻ¼Į©┴ó╚²ŠSįOėŗöĄō■║═╚²ŠSÖC╝ė╣ż╦ćöĄō■Ą─╣▄└ĒĮYśŗĪŻ
(2)╗∙ė┌MBD╝╝ągæ¬ė├ŽÓĻPś╦£╩ĪŻ
═©▀^ų▒Įėģó┼cŽÓĻPś╦£╩ųŲČ©Ż¼įOėŗųŲįņģf═¼╣żū„Ż¼ĮY║ŽĄõą═┴Ń╝■MBD╝╝ągæ¬ė├“×ūCŻ¼ØMūŃ╣ż╦ćįOėŗĄ─ąĶę¬ĪŻ
(3)MBDæ¬ė├╝╝ągĪŻ
╚²ŠSįOėŗöĄō■ūRäeĪó╣ż╦ćöĄō■▐D╗»╝╝ągŻ¼╝╝ągś╦£╩ĪŻ
(4)╚²ŠS╣ż╦ćöĄō■½@╚ĪĪŻ
ė╔╚²ŠS─Żą═ĪóūóßīĪóī┘ąįśŗ│╔Ą─╚²ŠSįOėŗöĄō■Ž“╚²ŠS╣ż╦ćöĄō■Ą─▐DōQŻ¼ĘųäeĮ©┴ó╚²ŠS╣ż╦ćöĄō■Ą──Żą═ĪóūóßīĪóī┘ąįöĄō■╝»ĪŻ
3.2 ╣ż╦ćįOėŗ
╣ż╦ćįOėŗŽĄĮy╣żŠ▀░³└©╚²ŠSÖC╝ė╣ż╦ćįOėŗ╣żŠ▀Īó╚²ŠSÖC╝ė╣ż╦ćįOėŗ░³Īó│§╩╝╗»ŁhŠ│ĪóĮ╗╗źŠÄ▌ŗŲ„ĮM│╔Ż¼Š▀¾wā╚╚▌╚ńŽ┬ĪŻ
(1)į┌╚²ŠSŁhŠ│Ž┬įOėŗ╣ż╦ćŻ¼Į©┴óęįČ■ŠS×ķų„Īó╚²ŠS×ķ▌oĄ─MBD╣ż╦ćĪŻ
(2)ĮY║ŽĮYśŗ╗»╣ż╦接ĮyŻ¼═Ļ│╔╣ż╦ćįOėŗ╣żū„ĪŻ
(3)╣ż╦ćų„─Żą═ų▒Įė└¹ė├╚²ŠSįOėŗ─Żą═Ż¼▒ŻūC╣żą“─Żą═┼cų„╣ż╦ć─Żą══Ļ╚½╗“ķgĮėĻP┬ōŻ¼į┌NXŁhŠ│Ž┬═Ļ│╔╣ż╦ćįOėŗĪŻ
(4)╣ż╦ćįOėŗ▀^│╠╬─╝■║═╣ż╦ć╬─╝■ė╔PDMŽĄĮyĮyę╗╣▄└ĒĪŻ═©▀^╣ż╦ćīÅ┼·┴„│╠Ż¼µiČ©╣ż╦ćŻ¼╚²ŠS╣żą“─Żą═╠ß╣®Ž┬ė╬Ż©ŠÄ│╠Īó╣żčbįOėŗŻ®╩╣ė├ĪŻ
3.3 ▓óąą╣ż╦ć£╩éõ
(1)öĄ┐ž│╠ą“Ą─╔·│╔░³└©öĄ┐žĄČ▄ē╬─╝■║═NC┤·┤aā╔▓┐ĘųĪŻ
Ī±öĄ┐žĄČ▄ē╬─╝■ĪŻ
öĄ┐žĄČ▄ē╬─╝■Š═╩Ū═©│ŻĄ─NXCAM▓┐ĘųŻ¼▀@▓┐Ęųā╚╚▌░³║¼╣żą“─Żą═Īó├½┼„─Żą═Īó╝ė╣żĄČŠ▀ĪóĄČ╬╗▄ē█EĄ╚ą┼ŽóĪŻ
Ī±NC┤·┤aĪŻ
NC┤·┤a╬─╝■×ķ║¾ų├╠Ä└Ē║¾Ą─╬─╝■Ż¼▀xō±ĘųŅÉ▀xō±Ą─║¾ų├╠Ä└Ē╬─╝■Ż¼╔·│╔NC┤·┤a╬─╝■Ż¼NC┤·┤a╬─╝■╠ßĮ╗PDM▀Mąą╣▄└ĒĪŻöĄ┐ž│╠ą“Ę┬šµę▓╩Ū▓╗┐╔╗“╚▒Ą─ę╗éĆŁh╣ØŻ¼Ę┬šµ“×ūC║¾┤_▒ŻöĄ┐ž│╠ą“Ą─£╩┤_ąįŻ¼ūįäė╔·│╔Ę┬šµł¾ĖµĪŻ
(2)╣żčbįOėŗĪŻ
╣żčbįOėŗ┐╔ų▒Įėš{ė├╣żą“─Żą═Ż¼═©▀^PDMŽĄĮy░lŲ╣żčbįOėŗ╔Ļšł┴„│╠Ż¼╣żčbįOėŗ▓┐ķTĮėĄĮ╚╬äš║¾Ż¼└¹ė├╚²ŠS╣żą“─Żą═įOėŗ╣żčbŻ¼įOėŗ═Ļ│╔║¾Ż¼ĮY╩°╣żčbįOėŗ╔Ļšł┴„│╠ĪŻ
(3)╣ż╦ć╬─╝■░lĘ┼ĪŻ
╣ż╦ćęÄ│╠į┌PDM░l▓╝║¾Ż¼┐╔ęįį┌¼Fł÷╣ż┐žÖC╔Ž×gė[Č■ŠSĄ─╣żą“łD▒ĒĪŻNC│╠ą“Īó£y┴┐│╠ą“ąĶę¬═©▀^ŠWĮjDNCé„▀fĄĮ¼Fł÷öĄ┐žÖC┤▓Ż¼Įø▀^╩ū╝■“×ūC║ŽĖ±║¾Ż¼öĄ┐ž│╠ą“Ę┬šµīÅ┼·┴„│╠╝ėĀŅæBÜwÖnĪŻ
öĄūų╗»╝ė╣ż╝╝ąg╝░Ųõæ¬ė├
CAD/CAM╝╝ąg╩ŪöĄūų╗»ųŲįņųąĄ─║╦ą─╝╝ągų«ę╗Ż¼įō╝╝ąg░lš╣│§Ų┌ų„ę¬ęį▀mæ¬║Į┐š«aŲĘ┴Ń╝■ŲĘĘNČÓĪó┼·┴┐ąĪĪóą╬ĀŅÅ═ļsĪóŠ½Č╚Ė▀Ą╚╠ž³c×ķ─┐ś╦Ż¼╩ŪīŹ¼FĖ▀ą¦┬╩ūįäė╗»╔·«aĄ─▒žė╔ų«┬ĘŻ¼▓óųØu│╔×ķ║Į┐š░läėÖC«aŲĘųŲįņĄ─ų„ę¬╝╝ąg╩ųČ╬ų«ę╗ĪŻ
1 ╗∙ė┌╠žš„Ą─┐ņ╦┘ŠÄ│╠╝╝ąg
═©ė├ŠÄ│╠▄ø╝■NX-CAM▀mė├ĘČć·ÅVŻ¼Ą½▓╗╩Ūßśī”╠žČ©«aŲĘĄ─Ż¼ŠÄ│╠ą¦┬╩▓╗Ė▀ĪŻĖ∙ō■║Į┐š░läėÖC┴Ń▓┐╝■Ą─ĮYśŗ╠ž³cŻ¼į┌Ąõą═╣ż╦ć蹊┐Ą─╗∙ĄA╔ŽŻ¼ķ_░l╗∙ė┌╝ė╣ż╠žš„Ą─┐ņ╦┘ŠÄ│╠ŽĄĮyĪŻįōŽĄĮy▓╔ė├╗∙ė┌ś╦£╩▓┘ū„Ą─╝ė╣żų¬ūRÄņŻ¼×ķ├┐éĆ╠žš„äōĮ©╝ė╣ż▀^│╠─Ż░ÕŻ¼īŹ¼F╝ė╣ż╠žš„Ą─ūįäėūRäeĪóĄČ▄ēūįäėČ©┴xĪóĄČŠ▀ģóöĄūįäė▀xō±Īó╣ż╦ćęÄ│╠ūįäė▌ö│÷Ą╚╣”─▄Ż¼ų„ę¬░³└©┴Ń╝■ĘųŅÉ╝░╣ż╦ćĘų╬÷Īó├½┼„╔·│╔ĪóŖAŠ▀╔·│╔Īóæ¬┴”Ęų╬÷╝░ūāą╬┐žųŲĪó╣ż╦ć┘Yį┤┼cų¬ūRÄņ╣▄└ĒĪóūįäėŠÄ│╠ĪóŪ░║¾ų├╠Ä└Ē║═╣ż╦ć╬─╝■╔·│╔Ą╚╣”─▄ĪŻ
2 ╗∙ė┌Š½Č╚ųĖś╦Ą─┐ņ╦┘│╠ŠÄ╝╝ąg
╗∙ė┌╠žš„Ą─ŠÄ│╠╝╝ąg─▄ē“ūRäe╝ė╣ż╠žš„Ż¼Ą½▓╗╩Ūßśī”┴Ń▓┐╝■╝ė╣żŠ½Č╚ųĖś╦Ą─Ż¼ų╗╩ŪĮŌøQ┴╦ę╗éĆĘĮĘ©Ą─å¢Ņ}Ż¼▀mæ¬ĘČć·ŽÓī”ėąŽ▐ĪŻ×ķ┤╦Ż¼└¹ė├NX CAM╗∙ė┌╠žš„Ą─╝ė╣ż╝░FBMūŅą┬╝╝ągĮ©┴óĄ─ŠÄ│╠ūįäė╗»ŽĄĮyŻ¼īóĘų╬÷üĒūį╚╬║╬CADŽĄĮyĄ─╚²ŠSÄū║╬¾wŻ¼▓óÖz£yŲõųąĄ─╠žš„╝░ŅÉą═Ż¼═©▀^į┌NX CAM╠žš„ī¦║ĮŲ„ųą╗“ų▒Įėį┌▓┐╝■╔Ž×gė[▓óÖz“×▀@ĘN╠žš„Ż¼ūRäe╠žš„Ą─ĻPµIī┘ąį╚ń╬╗ų├Īó│▀┤ńĪó╣½▓ŅĄ╚Ż¼╚╗║¾ūįäė┤_Č©├┐éĆ╠žš„ūŅ╝č╗“ā×▀xĄ─╝ė╣żĘĮ╩ĮĪŻ
3 ┐ņ╦┘öĄ┐ž╝ė╣ż£╩éõ╝╝ąg
öĄ┐ž╝ė╣ż£╩éõ╣żū„═©│Ż░³└©ĮĶ/▀ĆĄČĪóčb/ąČĄČĪóōQĄČĪóĮĶŖAŠ▀Īóš{š¹╣żčbŻ©└Łų▒šęš²Ż®ĪóŅI┴ŽŻ©╗“░ļ│╔ŲĘŻ®ĪóčbŖA┴Ń╝■ĪóįOų├X/YįŁ³cĪóī”ĄČŻ©ZįŁ³cŻ®ĪóŅI╚Ī╣ż╦ć╬─╝■Īóé„▌ööĄ┐ž│╠ą“Īóįć▀\ąąĪóĄ╣ē║░ÕĄ╚ĪŻ┐ņ╦┘£╩éõ╝╝ągŠ═╩Ūę¬░č╔Ž╩÷£╩éõ╣żū„ģ^ĘųÖCā╚£╩éõŻ©╩ŪųĖÖC┤▓▒žĒÜ═ŻÖC▓┼─▄ū÷Ą─£╩éõ╣żū„Ż®║═ÖC═Ō£╩éõŻ©╩ŪųĖÖC┤▓▓╗ąĶ═ŻÖCŠ═┐╔ęįū÷Ą─£╩éõ╣żū„Ż®Ż¼ÖC═Ō£╩éõė╔īŻ╚╦üĒ═Ļ│╔Ż©ĮŌĘ┼ÖC┤▓▓┘ū„╣żŻ®Ż¼╚ńĄČŠ▀Īó╣żčbĪó├½┴Ž┼õ╦═Ą╚Ż¼═¼Ģr▓╔╚Ī┤ļ╩®╠ßĖ▀ÖCā╚£╩éõą¦┬╩Ż¼╚ń┐ņ╦┘ōQčbČ©╬╗╝╝ągĪóūįäėČŃĄČ╝╝ągĄ╚ĪŻ
4 ╝ė╣żĘ└Õe╝╝ąg
į┌╝ė╣ż▀^│╠ųąŻ¼ė╔ė┌▓┘ū„š▀Ą─╣żū„╩Ķ║÷╗“▓┘ū„ĘĮĘ©▓╗«öĄ╚įņ│╔«aŲĘ┘|┴┐╩┬╣╩Ż¼ę“┤╦æ¬ßśī”│ŻęŖĄ─Õeš`Ż¼▓╔╚Īę╗Č©Ą─╝╝ąg╩ųČ╬Ż¼üĒ▀_ĄĮĘ└ÕeĄ─ą¦╣¹Ż¼░čÕeš`Ž¹│²į┌├╚č┐ļAČ╬ĪŻ└²╚ńæ¬ė├╝ė╣żĘ┬šµ╝╝ągŻ¼“×ūCĄČ▄ē╩ŪʱŠÄ┼┼║Ž└ĒŻ¼Öz▓ķÖC┤▓ĪóĄČŠ▀ĪóŖAŠ▀║═╣ż╝■ŽĄĮy╩Ūʱ░l╔·┼÷ū▓ĪŻüĒ▒▄├ŌĄČŠ▀▄ē█EÕeš`Ż¼│¼│╠ĪóĖ╔╔µ/┼÷ū▓ĪóŪąé¹┴Ń╝■Ą╚┘|┴┐╩┬╣╩Ą─░l╔·ĪŻ
5 ĄČŠ▀╩¦ą¦Ęų╬÷╝╝ąg
į┌īŹļH╝ė╣ż▀^│╠ųąŻ¼ĄČŠ▀Ą──źōp┴┐╩ŪøQČ©╝ė╣ż│▀┤ńŠ½Č╚Īó╝ė╣ż▒Ē├µ┘|┴┐ęį╝░┴Ń╝■╝ė╣żūāą╬Ą─ų„ę¬ę“╦žŻ¼─┐Ū░╝▒ąĶÅ─ÖC└Ē╔ŽĮŌ╬÷▓óĮ©┴óĄČŠ▀─źōp┴┐┼c╝ė╣ż▀^│╠ų«ķgĄ─ĻPŽĄ─Żą═Ż¼ęįĄČŠ▀╩¦ą¦╣▄└Ē×ķ║╦ą─ėąą¦┐žųŲ╝ė╣ż▀^│╠Ż¼×ķ╣ż╦ćā×╗»╠ß╣®╝╝ągøQ▓▀ĪŻ
6 ╣▄┬ĘŽĄĮyöĄūų╗»ųŲįņ╝╝ąg
║Į┐š░läėÖC╣▄┬ĘŽĄĮyöĄūų╗»ųŲįņ╩Ūį┌ėŗ╦ŃÖC▄ø╝■ė▓╝■ŁhŠ│ų¦ō╬Ž┬Ż¼╣ż│╠įOėŗ╚╦åT╗∙ė┌╣ż╦ćų¬ūRÄņ▓╔ė├öĄūų╗»įOėŗ╝╝ągģf═¼Ąž═Ļ│╔Ė„ŅÉųŲįņą┼ŽóĄ─Ęų╬÷Īó├Ķ╩÷┼cČ©┴xŻ¼╚ńłD1╦∙╩ŠŻ¼ī”Ė„ŅÉą┼ŽóęįöĄūųą╬╩Į▒Ē▀_▓ó▀MąąĮyę╗Ą─╣▄└ĒŻ¼ęįöĄūųą┼Žó“īäė▓ó═Ļ│╔╣▄┬ĘŽĄĮyĄ─įOėŗųŲįņĪŻ
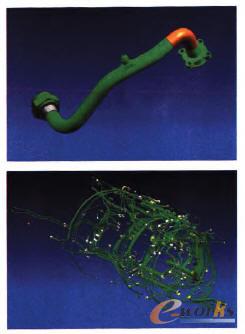
łD1 ╣▄┬ĘŽĄĮy╚½╚²ŠSįOėŗ║═┐šķg▓╝Šų
║Į┐š░läėÖC╣▄┬ĘŽĄĮyöĄūų╗»ųŲįņ░³└©╚²ŠS╣▄┬ĘŽĄĮyįOėŗĪó┐šķg▓╝ŠųęÄäØĪó╣▄┬Ę╣ż╦ćįOėŗ║═öĄ┐žÅØ╣▄│╔ą╬Ą╚╝╝ągŁh╣ØŻ¼─▄ē“ĮŌøQ║Į┐š░läėÖC╣▄┬ĘŽĄĮyĄ─╚²ŠS┐šķg▓╝Šų║═öĄ┐žÅØ╣▄ūŅā×│╔ą╬å¢Ņ}║═ÅØ╣▄│╔ą╬┴č╝yĪó═Ō▒┌▀^▒ĪĪó░Ö±▐║═▒Ē├µ└Łé¹Ą╚ę╗ŽĄ┴ą╝╝ągļy³cŻ¼─┐Ū░ęčÅVĘ║æ¬ė├ė┌ą═╠¢┼·«aųąĪŻ
öĄūųĘ┬šµ╝╝ąg╝░Ųõæ¬ė├
─┐Ū░Ż¼║Į┐š░läėÖC«aŲĘĄ─ųŲįņ▀^│╠ų„ę¬├µ┼Rā╔ĘĮ├µĄ─å¢Ņ}Ż║ę╗╩Ū╚ń║╬ė├╝╝ąg╩ųČ╬üĒ▒ŻūCöĄ┐ž│╠ą“Ą─š²┤_ąįŻ¼Č■╩Ū╚ń║╬▒ŻūC╝ė╣żĮY╣¹Ą─£╩┤_ąįĪŻ─┐Ū░Ż¼öĄūųĘ┬šµ╝╝ągæ¬ė├ŠųŽ▐į┌öĄ┐ž╝ė╣żÄū║╬Ę┬šµĪóī¦╣▄ÅØŪ·Ę┬šµĪóŌkĮø_ē║Ę┬šµĄ╚ŅIė“Ż¼▀Ć┤µį┌ų°ĘČć·▓╗┤¾Īó│╠Č╚▓╗╔ŅĄ╚å¢Ņ}ĪŻ─▄ʱ£╩┤_ŅA£y«aŲĘĄ─╝ė╣ż▀^│╠║═«aŲĘ┘|┴┐Ż¼×ķā×╗»╣ż╦ć┬ĘŠĆ║═╣ż╦ćģóöĄ╠ß╣®┐╔┐┐Ą─ę└ō■Ż¼║╦ą─į┌ė┌╚ń║╬▀xō±▀m║ŽĄ─╝╝ąg╩ųČ╬ĪŻ
1 ╝»│╔öĄ┐ž╝ė╣żĘ┬šµ╝╝ąg
öĄ┐ž╝ė╣żÄū║╬Ę┬šµĄ─ų„ę¬─┐Ą─╩Ū“×ūCĄČ╬╗▄ē█EĄ─£╩┤_ąįĪó═Ļš¹ąįŻ¼ī”ŪĘŪą▀^Ūą┴┐Īó▀\äėĖ╔╔µ┼÷ū▓¼FŽ¾ŅAŽ╚Ęų╬÷Ż¼╚ń╣¹Žļę¬ų¬Ą└öĄ┐ž┤·┤a╩Ūʱš²┤_Ż¼Š═▒žĒÜ░čöĄ┐ž┤·┤a║═╠ōöM┐žųŲŲ„╝»│╔į┌ę╗éĆ╠ōöMŁhŠ│└’ū÷šµīŹĄ──ŻöM┼cĘ┬šµŻ¼ūŅų▒ė^ĄžĘ┤ė│įOéõĪó╣żčbĪó╣żŠ▀║═┴Ń╝■ų«ķgĄ─▀\äėĻPŽĄĪŻ─┐Ū░ąąśIā╚╔ą╠Äė┌å╬ĒŚ╝╝ąg║═Šų▓┐æ¬ė├ļAČ╬Ż¼▒®┬Č│÷Ę┬šµ▀^│╠═Ļš¹ąį║═Ę┬šµĮY╣¹šµīŹąį¤oĘ©┐žųŲĄ─å¢Ņ}Ż¼ę▓¤oĘ©Å─šµš²ęŌ┴x╔ŽīŹ¼F╠ōöM╝ė╣ż┼cīŹļH╝ė╣żĄ─“¤o┐p▀BĮė”ĪŻ
Š▀¾wĮŌøQĘĮ░Ė╚ńŽ┬Ż║
(1)īóPDMŽĄĮyō·«öę╗éĆ╣½╣▓ŲĮ┼_Ą─ĮŪ╔½Ż¼╠ß╣®Įyę╗Ą─╣ż╦ćą┼ŽóĪó╬©ę╗Ą─į┤öĄō■Ż©┘Yį┤öĄō■Īó╣”─▄ąįöĄō■║═ĻP┬ōöĄō■Ż®Ż¼īŹ¼F┴„│╠Ą─ļŖūė╗»ĪóĮYśŗ╗»öĄō■╣▄└ĒŻ¼ęį╝░▀^│╠öĄō■Ą─┤µā”ĪóĘų░lĪó┐žųŲĄ╚╣”─▄ĪŻ
(2)Į©┴óŲ¾śIöĄūųĘ┬šµ┘Yį┤öĄō■ÄņŻ¼īŹ¼F┘Yį┤öĄō■Ą─╣▓ŽĒĪŻ
(3)īóNXĪóVERICUTĄ╚╣”─▄ąį▄ø╝■╝»│╔ĄĮPDMŽĄĮy╔ŽŻ¼NX▄ø╝■ī”┴Ń╝■▀MąąĮ©─Ż┼c│╠ą“║¾╠Ä└ĒŻ¼VERICUT▄ø╝■ī”öĄ┐ž│╠ą“▀MąąĘ┬šµĪŻĘ┬šµł¾ĖµĪóöĄ┐ž╣ż▓Į┐©Ą╚öĄ┐ž╬─╝■ęįöĄō■╝»Ą─ą╬╩ĮūįäėÆņ▌dį┌┴Ń╝■╣żą“śõŽ┬ĪŻ│╠ą“ęįmpfĪóncĪóisoĪóptpĄ╚Ė±╩Įė├ė┌¼Fł÷╔·«aŻ¼į┌╝ė╣żĮY╩°║¾Ż¼ā×╗»Ą─öĄ┐ž│╠ą“▀Ć┐╔╗žüĄĮPDMŽĄĮyųą╔²░µ┤µā”ĪŻ×ķ┤_▒ŻĘ┬šµĮY╣¹Ą─šµīŹąįŻ¼ķ_░lČ©ųŲ┴╦VERICUTĘ┬šµł¾ĖµŻ¼╦∙ėąöĄ┐ž│╠ą“Ę┬šµ║¾─▄ē“ūįäė╔·│╔Ę┬šµĮY╣¹╬─╝■ĪŻ
2 Š∙║Ō▌d║╔╣ż╦ćģóöĄā×╗»╝╝ąg
╗∙ė┌Š∙║Ō▌d║╔└ĒšōĄ─╣ż╦ćģóöĄā×╗»╝╝ąg┼c╝ė╣żÄū║╬Ę┬šµ╝╝ągĄ─╚┌║ŽŻ¼īŹ¼F┴╦╗∙ė┌╣żørŚl╝■Ą─NC│╠ą“ŪąŽ„ģóöĄā×╗»Ż¼Ä¦üĒ┴╦Å─│ŻęÄĄ─Ė▀ą¦┬╩ĪóĄ═│╔▒Š╝ė╣żŽ“Ė▀ĘĆČ©ąįĪóĖ▀┘|┴┐╝ė╣żĄ─╝╝ąg▐DūāĪŻ
2.1 ▄ć╝ė╣ż╣ż╦ćģóöĄā×╗»
│ŻęÄĄ─▄ć╝ė╣ż×ķĄ╚ėÓ┴┐Š∙ä“╝ė╣żĘĮ╩ĮŻ¼ī”å╬ę╗ĘĮŽ“▓Õča╝ė╣ż╚ńXĘĮŽ“Ż©łAų∙├µŻ®╗“ZĘĮŽ“Ż©Č╦├µŻ®ŪąŽ„Ż¼ŪąŽ„┴”╗“ŪąŽ„▌d║╔╩ŪŠ∙ä“Ą─Ż╗Č°ī”╣š³cūā╗»▓┐╬╗╚ńĮŪČ╚▐DĮė╠ÄĪółA╗Ī▀^Č╔▓┐╬╗Ż¼ė╔ė┌ŪąŽ„ĘĮŽ“Ą─ūā╗»ąĶę¬▀xō±Å═║Ž▓ÕčaĘĮ╩ĮŻ¼īŹļH╝ė╣żųąŪąŽ„┴”╗“ŪąŽ„▌d║╔░l╔·┴╦╝▒äĪūā╗»Ż¼│╔×ķ╝ė╣ż▀^│╠▓╗ĘĆČ©Īó╝ė╣ż┘|┴┐ĮĄĄ═Ą─╝╝ągļyŅ}Ż¼═©│Ż▓╗Ą├▓╗▓╔╚Ī▒Ż╩žĄ─ĮĄĄ═ų„▌S▐D╦┘╗“▀MĮo╦┘Č╚Ą─ĮŌøQĘĮ╩ĮĪŻ╗∙ė┌Š∙║Ō▌d║╔įŁätĄ─▄ć╝ė╣ż╣ż╦ćģóöĄā×╗»ĘĮĘ©Ė∙ō■▓─┴ŽĄ─╚ź│²┴┐š{š¹╣ż╦ćģóöĄŻ¼▒ŻūC┴╦š¹éĆŪąŽ„▀^│╠ŪąŽ„┴”╗∙▒ŠŠ∙║ŌŻ¼ā×╗»║¾╝ė╣żą¦┬╩┐╔╠ßĖ▀40%ęį╔ŽĪŻ
2.2 ŃŖ╝ė╣ż╣ż╦ćģóöĄā×╗»
ŃŖ╝ė╣ż╩Ūę╗éĆūŅ┤¾Ž▐Č╚╚ź│²▓─┴ŽĄ─▀^│╠Ż¼═©│ŻĘų×ķ┤ų╝ė╣żĪó░ļŠ½╝ė╣ż║═Š½╝ė╣żĄ╚ČÓéĆļAČ╬Ż¼ę╗éĆ═╗│÷Ą─å¢Ņ}╩ŪĖ„éĆļAČ╬Ą─╝ė╣żėÓ┴┐ūā╗»«É│Ż▓╗Š∙ä“Ż¼Ä¦üĒ┴╦║¾└m╝ė╣żŪąŽ„▌d║╔▓╗Š∙║ŌĄ─╝ė╣żļyŅ}ĪŻČ°╗∙ė┌Š∙║Ō▌d║╔įŁätĄ─ŃŖ╝ė╣ż╣ż╦ćģóöĄā×╗»ĘĮĘ©┐╔Ė∙ō■▓─┴ŽĄ─╚ź│²┴┐š{š¹╣ż╦ćģóöĄŻ¼▒ŻūCš¹éĆŪąŽ„▀^│╠ŪąŽ„▌d║╔╗∙▒ŠŠ∙║ŌŻ¼─▄ē“▀_ĄĮ╣ż╦ćģóöĄā×╗»ĪóŪąŽ„▀^│╠ĘĆČ©Īó╝ė╣żą¦┬╩╠ßĖ▀Ą─ČÓųž─┐ś╦ĪŻ
3 ŌkĮ│╔ą╬Ę┬šµ╝╝ąg
ų„ę¬░³└©ŌkĮ│╔ą╬Ę┬šµ▄ø╝■Ą─ųŪ─▄╗»╣żŠ▀Ą─īŹļHæ¬ė├Ż¼╚ńłD2╦∙╩ŠŻ¼ę╗ĘĮ├µ═©▀^Ę┬šµŻ¼šµīŹį┘¼FŌkĮĄ─│╔ą╬▀^│╠║═░Õ┴Ž│╔ą╬▀^│╠ųąĄ─┴č╝yĪóŲ░ÖĪó£p▒ĪĪó╗žÅŚĄ╚╝ė╣ż╚▒Ž▌Ż╗┴Ēę╗ĘĮ├µŻ¼═©▀^Ęų╬÷░Õ┴Ž│╔ą╬▀^│╠ųąĄ─║±Č╚ūā╗»įŲīėłDĪóFLC│╔ą╬śOŽ▐łDĪóæ¬┴”ūā╗»įŲłD╝░Įž├µ║±Č╚ūā╗»Ū·ŠĆŻ¼┐ņ╦┘▓ķšę│÷«a╔·╚▒Ž▌Ą─įŁę“ĪŻ
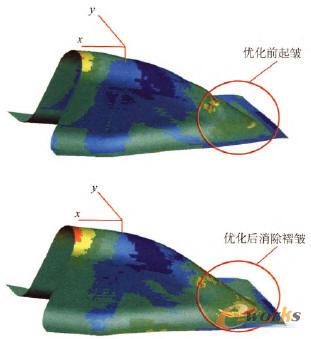
łD2 ŌkĮ│╔ą╬Ę┬šµ
ŌkĮ│╔ą╬Ę┬šµ─▄ē“į┌īŹļH╔·«aų«Ū░Ż¼═©▀^─ŻöM│╔ą╬▀^│╠Ż¼ŅAŽ╚įu╣└░Õ▓─│╔ą╬ąį─▄║═╝╝ągĘĮ░Ė┐╔ąąąįŻ¼ūī╣ż╦ć╝╝ąg╚╦åTį┌ĘĮ░ĖįOėŗļAČ╬▌p╦╔Ąž╚ź│²Õeš`Ą─▀xō±Ż¼į┌╠ōöMŁhŠ│ųą▀MąąĘ┤Å═Ą─ą▐Ė─ęįā×╗»įOėŗģóöĄĪŻ
ĮY╩°šZ
║Į┐š░läėÖC┴Ń▓┐╝■öĄūų╗»╝╝ągųąĄ─ĻPµI╩ŪöĄūų╗»ųŲįņ╝╝ągŻ¼▀@ę╗Łh╣Ø╩Ū╩╣öĄūų╗»čbéõ░lō]æ¬ėąū„ė├Īó▒ŻūC«aŲĘ┘|┴┐ĪóĮĄĄ═ųŲįņ│╔▒ŠĪó┐sČ╠į┌ųŲŲĘų▄Ų┌Ą─ĻPµIĪŻ─┐Ū░║Į┐šųŲįņŲ¾śIš²╠Äė┌╝╝ąg┐ņ╦┘╠ß╔²ļAČ╬Ż¼æ¬Å─öĄūų╗»ųŲįņ╝╝ąg╚ļ╩ųŻ¼═©▀^Į©┴óįOėŗųŲįņģf═¼ÖCųŲ║═ęįčąųŲ×ķų„¾wĄ─öĄūų╗»╣ż│╠ŁhŠ│Ż¼▀_ĄĮ┤┘▀M║Į┐šųŲįņŲ¾śIöĄūų╗»ųŲįņ╝╝ąg┐ņ╦┘░lš╣Ą──┐Ą─ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║öĄūų╗»ųŲįņ╝╝ągį┌║Į┐š░läėÖC«aŲĘųąĄ─æ¬ė├蹊┐
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/solutions/1401937820.html