



1 IEėąą¦╠ß╔²Ų¾śIĖéĀÄ┴”
ĪĪĪĪļSų°╩ął÷ĖéĀÄĄ─▓╗öÓ╝ėäĪŻ¼Ų¾śIį┌┘YĮĪó«a─▄Īó┘|┴┐ĪóĮ╗Ų┌Īó│╔▒Š╝░╚╦┴”Ą╚ĘĮ├µŻ¼├µ┼Rų°Š▐┤¾Ą─ē║┴”ĪŻīŹļH╔·«a▀^│╠ųą┤µį┌Ą─ųTČÓå¢Ņ}Ż¼ī¦ų┬«a─▄Ą═Ž┬Ż¼┘|┴┐▓╗ĘĆČ©Ż¼╚╦┴”│╔▒Š▌^Ė▀Ż¼╚╦åT┴„╩¦ć└ųžĄ╚ė░ĒæŲ¾śI╔·«aĮøĀIĄ─ĀŅørĢrėą░l╔·Ż¼╩╣Ą├Ų¾śIļyęįØMūŃĖ³Ė▀Ą─╩ął÷ĖéĀÄę¬Ū¾ĪŻŲ¾śI▓╗─▄å╬┐┐į÷╝ėįOéõĪó╚╦┴”Ż¼Ė³▓╗─▄å╬╝ā┐┐╝ė░ÓüĒØMūŃ┐═æ¶ę¬Ū¾Ż¼Č°æ¬«ö┐┐┐ŲīWĄ─╣▄└ĒĘĮĘ©üĒ═┌Š“ŲõØō┴”Ż¼IE╦∙╠ß╣®Ą─Š═╩Ū┐ŲīWĄ─╣▄└ĒĘĮĘ©ĪŻ
ĪĪĪĪ═©▀^└¹ė├IEĄ─╣żū„蹊┐Ą╚Ęų╬÷ĘĮĘ©Ż¼╔Ņ╚╦Ų¾śIīŹļHĄ─╔·«aĮøĀI╗ŅäėųąŻ¼╠ß│÷ĪóĘų╬÷▓óģfš{ĮŌøQ╔·«a╗Ņäėųą┤µį┌Ą─Ż¼ūĶĄKŲ¾śI╩ął÷ĖéĀÄ┴”╠ßĖ▀Ą─ę╗ŽĄ┴ąå¢Ņ}Ż¼ęį╠ßĖ▀Ų¾śI╔·«a╣▄└Ē╦«ŲĮŻ¼▀mæ¬╩ął÷░lš╣ąĶŪ¾ĪŻ▒Š╬─ī”CNCÖC┤▓Ą─╔·«a╝ė╣ż▀^│╠▀Mąą┴╦┤¾┴┐Ą─IEš{čąĘų╬÷Ż¼╠ß│÷▓óīŹ╩®┴╦ūįäė╗»ĮŌøQĘĮ░ĖŻ¼ūŅĮK╚ĪĄ├┴╦▌^║├Ą─╝╝ągĮøØ·ą¦ęµĪŻ
2 CNCÖC┤▓╔·«a╝ė╣żųąĄ─ė░Ēæę“╦ž
ĪĪĪĪCNCÖC┤▓į┌╔·«a╝ė╣ż▀^│╠ųąŻ¼¤oąĶ╚╦╣żĖ╔ŅAŻ¼Å─Č°╠ßĖ▀┴╦╚╦ÖC┼õ▒╚┬╩Ż¼ĮĄĄ═╝ė╣ż│╔▒Š║═╚╦┴”ąĶŪ¾Ż¼╠ßĖ▀╔·«a▀mæ¬ąį╝░╔·«aĖĮ╝ėųĄĪŻ╚╗Č°Ż¼CNCÖC┤▓é„Įy╚╦╣ż▓┘ū„╣▄└ĒĄ─╔·«aĘĮ╩ĮŻ¼╚į╚╗╩▄ĄĮ¼Fėą╣ż╦ć╝╝ągŚl╝■Īó╔·«a╣▄└ĒĘĮ╩ĮĪó╔·«a╚╦åT╦ž┘|║═┐Ų╝╝╦«ŲĮĄ╚ĘĮ├µĄ─Ž▐ųŲŻ¼¤oĘ©¬Ü┴óĪóÅžĄūĮŌøQ╔·«aųą┤µį┌Ą─ųTČÓå¢Ņ}ĪŻ═©▀^╔·«aš{čąĘų╬÷Ż¼┴╦ĮŌĄĮė░ĒæCNCÖC┤▓╝ė╣ż│╔▒ŠĪó«a─▄╝░ŲĘ┘|Ą─ų„ę¬ę“╦žėąŻ¼╝ė╣ż╣ż╦ćĪóĄČŠ▀ē█├³Īó╚╦åT╦ž┘|Īó╔·«a╣▄└ĒĪó▄ćķg╔·«aŁhŠ│Īó▄ćķg╬’┴„╝░╔·«a▓╝ŠųĄ╚ĘĮ├µĪŻ▀@ą®ę“╦žų«ķgŽÓ╗źė░ĒæŻ¼ī¦ų┬CNCÖC┤▓į┌╔·«a▀^│╠ųą¤oĘ©░lō]Ųõæ¬ėąĄ─Øō─▄ĪŻ
3 CNCÖC┤▓╝ė╣ż▀^│╠ųąĄ─IE╣żū„蹊┐
ĪĪĪĪIEĄ─╣żū„蹊┐╩Ūę╗ĒŚąąų«ėąą¦Ą─Īó═┌Š“╔·«aØō┴”Ą─╣▄└Ē╝╝ągŻ¼╩Ū╔Ņ╚╦┴╦ĮŌ╔·«a╝ė╣ż▀^│╠Ą─▌^║├Ą─╣żū„ĘĮĘ©ĪŻ─┐Ū░Ų¾śIĄ─╔·«a╣▄└Ē╚įČÓ═Ż┴¶į┌Įø“×╣▄└ĒĄ─ļAČ╬Ż¼═©▀^IEĄ─╣żū„蹊┐Ż¼ī”CNCÖC┤▓Ą─╔·«a╝ė╣ż▀^│╠ķ_š╣╔Ņ╚╦╝Üų┬Ą─╔·«aš{蹯¼╠ß│÷Š½ęµĄ─äėū„Ģrķgę¬Ū¾Ż¼ęį╝░ūįäė╗»ĮŌøQĘĮ░ĖŻ¼Å─Č°░l¼FŲ¾śIā╚▓┐╣▄└ĒĪó╣ż╦ćĘĮĘ©Īóūįäė╗»æ¬ė├Ą╚ĘĮ├µ┤µį┌Ą─▌^┤¾Ą─Ė─╔ŲĪóäōą┬╝░æ¬ė├Ą─┐šķgĪŻ═©▀^Ė─╔ŲŻ¼ūŅĮK┐╔╠ßĖ▀CNCÖC┤▓Ą─╔·«aą¦┬╩Ż¼ĮĄĄ═╚╦┴”ąĶŪ¾ĪŻ
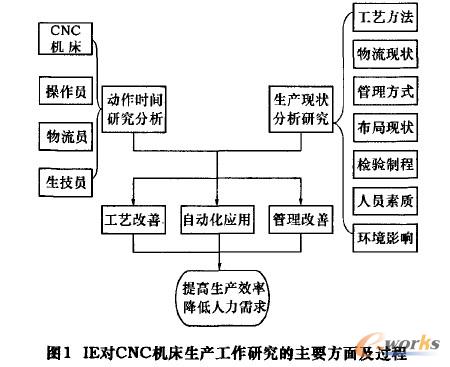
ĪĪĪĪ╚ńłD1╦∙╩ŠŻ¼IEī”CNCÖC┤▓▀Mąą╣żū„蹊┐Ą─ųž³c╩ŪĘų╬÷蹊┐╚╦ÖC▓┘ū„äėū„Ģrå¢Ż¼ęį╝░╔·«a¼FĀŅŻ¼Ė„┴„│╠ųą┤µį┌Ą─▓╗║Ž└ĒĪó└╦┘MĄ─Łh╣ØŻ¼▓ó╚½├µĘų╬÷Ė„Łh╣Øė░Ēæę“╦žŻ¼šę│÷ūŅ╝čĮŌøQĘĮ░ĖĪŻŲõų„ę¬čąŠ┐ā╚╚▌ėą:CNCÖC┤▓╔·«a╝ė╣żų▄Ų┌(CT);╝ė╣ż╣ż╦ćā×╗»Ęų╬÷;ų„▌Säėū„Ģrķgā×╗»;▄ćķg╔·«a╣▄└ĒĘĮ╩Į;╚╦ÖC(CNC)ś╦£╩Ģrķgäėū„Ęų╬÷;«aŲĘ╝ė╣ż«É│ŻĮyėŗĘų╬÷╝░Öz“×ųŲ│╠ā×╗»Ęų╬÷;╣żą“╬’┴„╝░ĢrąįĮyėŗĘų╬÷;▄ćķg╔·«a▓╝Šųā×╗»Ęų╬÷;╔·«aū„śIŁhŠ│ī”╚╦åT╝░«aŲĘ┘|┴┐Ą─ė░ĒæĄ╚Ą╚ĪŻ
4 IEĄ─╔·«aķ_░læ¬ė├┴„│╠
ĪĪĪĪIEĄ─╔·«aķ_░l▀^│╠Ż¼╝╚╩Ūīó╔·«a┼cķ_░lŠo├▄ĮY║ŽŲüĒŻ¼╩╣ų«īŹ¼Fś“┴║║═╝~ĦĄ─ū„ė├Ż¼ę▓╩ŪŲ¾śI╔·«a│ų└mĖ─╔ŲĪó▓╗öÓ╠ßĖ▀Ą─▀^│╠(łD2)ĪŻIEį┌╔·«aķ_░l▀^│╠ųąŻ¼═©▀^╔·«aš{蹯¼╣żū„蹊┐Ęų╬÷Ż¼ī”╔·«a▀^│╠Ė„Łh╣Ø╠ß│÷ā×╗»Ė─╔ŲĘĮ░ĖŻ¼Å─Č°╚ĪĄ├▌^║├Ą─ĮøØ·ą¦ęµĪŻ
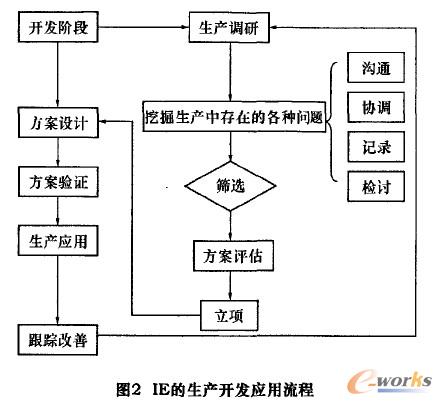
ĪĪĪĪ═©▀^├„┤_Ą─╔·«aķ_░l┴„│╠Ż¼░l¼Få¢Ņ}ĪóĘų╬÷å¢Ņ}ĪóĮŌøQå¢Ņ}ĪóĘe└█Įø“×║═▓╗öÓ╠ßĖ▀Ų¾śIĮøĀI╦«ŲĮŻ¼ą╬│╔ėąÖCĄ─┬▌ą²╩Į裣h╔Ž╔²▀^│╠Ż¼Å─Č°╩╣IEĖ³║├ĄžĘ■äšė┌Ų¾śIĮøĀI╔·«aŻ¼×ķŲ¾śIäōįņ│÷ūŅ┤¾╗»Ą─└¹ØÖĪŻ
5 IEį┌╔·«a╣▄└ĒĘĮ╩ĮųąĄ─Ė─╔Ųæ¬ė├
ĪĪĪĪIEį┌┴╦ĮŌ╔·«a▀^│╠ųąĄ─“└╦┘M”Łh╣ØĢrŻ¼ųž³cī”╔·«a╣▄└ĒĘĮ├µ▀Mąą┴╦蹊┐Ęų╬÷Ż¼ęį╠ßĖ▀╔·«aą¦┬╩ĪŻ
ĪĪĪĪ(1)į┌«aŲĘ╣ż╦ć┴„│╠įOėŗųąŻ¼æ¬╠ßĖ▀«aŲĘCNCÖC┤▓╝ė╣ż╣żą“Ą─║Ž└ĒąįĪó┐ņĮ▌ąįĪŻ£p╔┘«aŲĘĄ─čbŖA┤╬öĄŻ¼ęį┐sČ╠╝ė╣żCTŻ¼╠ßĖ▀╝ė╣żą¦┬╩╝░╝ė╣ż┘|┴┐Ż¼╩╣«aŲĘį┌Ė„╝ė╣ż╣żą““┴„äė”╦┘Č╚Ė³┐ņ;
ĪĪĪĪ(2)ā×╗»CNCÖC┤▓ų„▌SĄ─äėū„ĢrķgģóöĄįOų├Ż¼ęį┐sČ╠ų„▌S╝ė╣żĢrķg;
ĪĪĪĪ(3)╠ß╔²ĄČŠ▀Ą─╩╣ė├ē█├³Ż¼ĮĄĄ═ę“ĄČŠ▀Ą──źōpĪó«É│ŻĄ╚ĀŅørŻ¼ī¦ų┬ŲĘ┘|«É│ŻĪó╔·«aųąöÓĄ─░l╔·ĪŻĮyėŗŠ«Ęų╬÷ĄČŠ▀ē█├³Ż¼ū„║├æ¬╝▒ŅA░ĖŻ¼┤_▒Ż╔·«a▀B└m▀\ąą;
ĪĪĪĪ(4)╠ßĖ▀╔·«a╚╦åTĄ─╝╝ąg╦«ŲĮ╝░┬ÜśI╦ž┘|Ż¼│õĘų░lō]╚╦Ą─ų„ė^─▄äėąįŻ¼╩╣ŲõĘeśOų„äėĄž╚┌╚╦ĄĮ╔·«a╗ŅäėųąŻ¼▒ŻūC╔·«aĘĆČ©Īó┐ņ╦┘▀\ąąĪŻ
ĪĪĪĪ(5)šµš²Į©┴ó═Ļ╔Ų“ęį╚╦×ķ▒Š”Ą─Š½ęµ╔·«a╣▄└ĒÖCųŲŻ¼▓╗öÓ╠ßĖ▀╔·«aū„śIŁhŠ│Ż¼═Ļ╔ŲąĮ│ĻĪóĢx╔²Īó╝╝─▄╠ß╔²Ą╚╣▄└Ē▐kĘ©Ż¼į÷ÅŖŲ¾śIĄ──²Š█┴”║═ĘĆČ©ąį;
ĪĪĪĪ(6)▄ćķg╬’┴„╣▄└Ē╝░╔·«a▓╝ŠųįOėŗĄ─┐ŲīWąįĪó║Ž└ĒąįŻ¼╩╣▄ćķg╔·«aŽĄĮy▀\ąąĖ³ĒśĢ│ĪŻ
ĪĪĪĪ═©▀^IEĄ─╔·«a╣▄└ĒĘĮ╩ĮĖ─╔ŲŻ¼╩╣ęį╚╦ĪóÖCĪóŁhŠ│Īó╣▄└ĒĘĮ╩ĮĄ╚śŗ│╔Ą─“▄ćķg╔·æBŽĄĮy”Ż¼Ė³╝ė║═ųCĪóėąą¦Ąžį┌┐ŲīWĄ─╣▄└ĒĘĮ╩ĮųąŻ¼▀\ąąĄ├Ė³╝ėŲĮĘĆĪóėąą“ĪóĮĪ┐ĄĪŻ
6 IEį┌ūįäė╗»ķ_░l╝░Ųõ╔·«aæ¬ė├
ĪĪĪĪCNCÖC┤▓╔·«aūįäė╗»╩ŪųĖ╬’┴„Īó╝ė╣żĪóÖz£y║═ą┼ŽóŽĄĮyĄ╚Ą─ūįäė╗»ĪŻCNCÖC┤▓Ą─ūįäė╗»īŹ╩®Ą─▀^│╠īŹļH╔Ž╩Ūī”«aŲĘ╝ė╣ż┴„│╠Ą─ūįäė╗»╣▄└Ē▀^│╠ĪŻūįäė╗»į┌CNCÖC┤▓«aŲĘ╔·«a╝ė╣żųąĄ─ķ_░l┼cæ¬ė├Ż¼▓╗āHėą└¹ė┌╠ßĖ▀╔·«aą¦┬╩Ż¼ĮĄĄ═╚╦┴”ąĶŪ¾Ż¼£p▌p╚╦╣żä┌äėÅŖČ╚Ż¼═¼Ģrę▓ėąęµė┌Š½ęµ╔·«a╣▄└ĒŻ¼╠ß╔²Ų¾śIš¹¾w╦«ŲĮ╝░ą╬Ž¾ĪŻ
ĪĪĪĪIEį┌CNCÖC┤▓╔·«aūįäė╗»ķ_░l▀^│╠Ż¼ī”ė┌å¢Ņ}╠ß│÷ĪóĘų╬÷įu╣└ĪóĘĮ░ĖįOėŗĪó╔·«a═ŲäėĪó│ų└mĖ─╔ŲĄ╚Łh╣ØŻ¼Č╝░lō]┴╦śO×ķųžę¬Ą─ū„ė├ĪŻęįŽ┬×ķIEį┌CNCÖC┤▓╔·«aūįäė╗»ķ_░lĄ─ā║éĆæ¬ė├░Ė└²Ż¼▀@ą®æ¬ė├░Ė└²─┐Ū░Č╝▌^║├Ąžį┌CNCÖC┤▓Ą─╔·«aųą░lō]ų°ū„ė├ĪŻ
ĪĪĪĪ(1)“ę╗═Ž░╦”╚ßąį╝ė╣żŽĄĮy(FMS)į┌CNCÖC┤▓╝ė╣żųąĄ─æ¬ė├
ĪĪĪĪCNCÖC┤▓Ą─ūįäė╗»╔·«aæ¬ė├▓╗ŠųŽ▐ė┌ĄČŠ▀Ą─ūįäėĮ╗ōQęį╝░öĄ┐žūįäė╝ė╣żĄ╚ĘĮ├µĄ─īŹ¼FŻ¼Č°╩Ū┌ģŽ“ė┌Į©┴ó│╔ĮM╗»Īó╝»│╔╗»ĪóŠWĮj╗»║═ųŪ─▄╗»Ą─ūįäė╗»ŽĄĮyĪŻīó╚¶Ė╔┼_CNCÖC┤▓╝»│╔ĄĮÅ═ļsĄ─╔·«aŠĆ╔ŽŻ¼ą╬│╔╚ßąį╗»Ą─“öĄūų╔·«a╝ė╣żŽĄĮy”ĪŻCNCÖC┤▓“ę╗═Ž░╦”╚ßąį╝ė╣żŽĄĮy(łD3)Ż¼Š═╩Ūį┌IE╣żū„蹊┐Ą─╗∙ĄA╔Ž╠ß│÷ĘĮ░ĖŻ¼▓óĖČųTīŹ╩®Ą─ĪŻįōŽĄĮy╝╚ØMūŃ┴╦ŽĄĮyūįäė▀\ąąŻ¼═¼Ģrę▓┐╔ęįį┌╚ßąįŽĄĮy░l╔·«É│ŻĢrŻ¼╚╦╣żå╬ÖCCNCÖC┤▓ū„śIŻ¼ėąą¦▒▄├Ō┴╦╔·«aųąöÓĄ─ė░ĒæĪŻ
ĪĪĪĪ“ę╗═Ž░╦”╚ßąį╝ė╣żŽĄĮyį┌CNCÖC┤▓╔·«aųąĄ─æ¬ė├į┌╬─½Iųąėą▌^įö╝ÜĄ─ĮķĮBĪŻįō╚ßąį╝ė╣żŽĄĮyĖ─ūā┴╦é„ĮyĄ─äéąį╔·«aŠĆ╝ė╣żĘĮ╩ĮŻ¼═©▀^ę╗┼_╣╠Č©į┌ūįäėęŲäėī¦ę²ąĪ▄ć(AGV)╔ŽĄ─ÖCŲ„╚╦Ż¼═Ļ│╔į┌8┼_CNCÖC┤▓ų«ķgĄ─╚ĪĘ┼╣ż╝■Ą─ūįäė裣h╝ė╣ż▀^│╠ĪŻīŹ¼F┴╦ČÓŲĘĘNĪóąĪ┼·┴┐Ą─╚ßąį╔·«aŻ¼▀mæ¬ė┌ŽÓ╦Ų╣ż╦ć╝░«aŲĘĮYśŗĄ─▓╗═¼«aŲĘ╝ė╣żŻ¼ī”ė┌Ų¾śI┐ņ╦┘╔·«a▐Dą═Ż¼▀mæ¬╩ął÷ąĶŪ¾╠ß╣®┴╦ėą┴”▒ŻūCĪŻ
ĪĪĪĪ═©▀^ī”CNCÖC┤▓╝░Ųõ▓┘ū„š▀▀MąąIEĢrķgäėū„Ęų╬÷Ż¼Ė∙ō■CNCÖC┤▓╦∙╝ė╣ż«aŲĘĄ─CTĢrķgŻ¼┤_Č©▓óķ_░l“ę╗═ŽN'Ż¼ÖCŲ„╚╦╚ßąį╝ė╣żŽĄĮyĘĮ░ĖĪŻÅ─Č°ė╔ÖCŲ„╚╦
ĪĪĪĪ┤·╠µ╚╦╣ż═Ļ│╔ūįäė╚ĪĘ┼┴ŽĪóūįäėķ_ĻPķTĪó╬’┴„│╠┐žęį╝░«É│Ż▒O┐žĄ╚äėū„Ż¼═Ļ│╔ī”CNCÖC┤▓Ą─▌oų·╝ė╣ż▀^│╠ĪŻ▄ćķgų╗ėą╬’┴„╚╦åT╝░ŽĄĮy▒O┐ž╚╦åTŻ¼╔Ž░┘┼_CNCÖC┤▓Ż¼ų╗ėą▓╗ĄĮ10éĆ╚╦į┌“šš┐┤”Ż¼Č°Ūę╚╦╣żä┌äėÅŖČ╚▌^Ą═Ż¼«a─▄╠ßĖ▀┴╦╝s10%-25%Ż¼╣Ø╩Ī┴╦┤¾┴┐Ą─╚╦┴”(╝s50%-60% )ĪŻįō“ę╗═Ž░╦”╚ßąį╝ė╣żŽĄĮy┤_▒Ż┴╦CNCÖC┤▓ų„▌SĄ─╝ė╣ż▀B└mąįŻ¼╠ß╔²ÖC╝ė▄ćķgĄ─╔┘╚╦╗»Īó¤o╚╦╗»Ą─æ¬ė├╦«ŲĮĪŻ
ĪĪĪĪ“ę╗═Ž░╦”╚ßąį╝ė╣żŽĄĮyŻ¼ī”«aŲĘ╝ė╣ż╣ż╦ćĄ─ĘĆČ©ąįŻ¼ęį╝░▄ćķg╔·«a╣▄└ĒĪó╔·«a▓╝Šų║═╬’┴„ŽĄĮyĄ╚ĘĮ├µĄ─┐ŲīWąįĪó║Ž└ĒąįČ╝╠ß│÷┴╦▌^Ė▀Ą─ę¬Ū¾Ż¼═¼Ģrī”╚╦åT╦ž┘|Ż¼ė╚Ųõ╩Ū╝░Ģrąį(JIT )Ą╚ę¬Ū¾▌^Ė▀ĪŻų╗ėąį┌ØMūŃ╔·«aĖ„ĒŚę¬Ū¾Ą─╗∙ĄA╔ŽŻ¼│õĘų░lō]╚ßąį╔·«aŽĄĮy(FMS)Ą─ā×ä▌Ż¼▓┼─▄šµš²╠ß╔²CNCÖC┤▓Ą─«a─▄Ż¼Å─Č°īŹ¼F╔┘╚╦╗»Ż¼─╦ų┴¤o╚╦╗»Ą─╔·«a╝ė╣ż▀^│╠ĪŻ
ĪĪĪĪ(2)Š½├▄öĄ┐žĘųČ╚▐D┼_ÖCśŗį┌CNCÖC┤▓╔·«aųąĄ─æ¬ė├
ĪĪĪĪ«aŲĘĄ─CNCÖC┤▓╝ė╣ż▀^│╠Ż¼é„ĮyĄ─ū÷Ę©╩Ū═©▀^┤_Č©▒╗╝ė╣ż«aŲĘĄ─╝ė╣ż├µŻ¼üĒ£╩éõŖAŠ▀Ą─ĘNŅÉ╝░öĄ┴┐Ą─ĪŻŖAŠ▀Ą─═Č╚╦┴┐▌^┤¾Ż¼╝ė╣ż╣żą“▌^ČÓŻ¼╚╦╣żčb▓Łh╣Ø▌^ČÓŻ¼ę“┤╦Ż¼▒╗╝ė╣ż«aŲĘŠ½Č╚▓╗╚▌ęū▒ŻūCŻ¼╝ė╣żų▄Ų┌▌^ķLĪŻę╗Ą®─│ę╗┼_CNCÖC┤▓│÷¼F╣╩šŽĢrŻ¼š¹Śl╔·«aŠĆČ╝Ą├╩▄ė░ĒæĪŻ«ö«aŲĘįOėŗūāĖ³ĢrŻ¼▀ĆąĶųžą┬ųŲū÷ŖAŠ▀Ż¼═Č╚╦┘Mė├▌^Ė▀ĪŻ
ĪĪĪĪ═©▀^IEī”CNCÖC┤▓╝ė╣ż▀^│╠Ą─äėū„Ģrķg蹊┐╝░Ęų╬÷ė░Ēæę“╦ž║¾Ż¼╠ß│÷Īóķ_░l▓óæ¬ė├┴╦öĄ┐žĘųČ╚▐D┼_Ż¼ęį┼õ║ŽCNCÖC┤▓Ą─╝ė╣żŻ¼Å─Č°╠ßĖ▀CNCÖC┤▓ų„▌SĄ─└¹ė├┬╩Ż¼ĮĄĄ═ų„▌S┐šąą│╠äėū„Ż¼£p╔┘Ųõ╦¹Ą─▌oų·äėū„ĢrķgĪŻ
ĪĪĪĪįōöĄ┐žĘųČ╚▐D┼_ÖCśŗŻ¼ė├ė┌Š½┤_Ąž┐žųŲ▒╗╝ė╣ż«aŲĘ┼cCNCÖC┤▓ų„▌Sų«ķgĄ─╝ė╣żĮŪČ╚Ż¼┼õ║ŽCNCÖC┤▓ų„▌S▀MąąŠ½┤_▐DäėŻ¼═Ļ│╔«aŲĘį┌Ė„ĘNĮŪČ╚Ž┬Ą─╝ė╣żę¬Ū¾Ż¼╩╣Ą├CNCÖC┤▓Ą─╝ė╣ż─▄┴”Ą├ęįčė╔ņĪŻ«aŲĘ═©▀^įōÖCśŗę╗┤╬čbŖA║¾Ż¼┼õ║ŽCNCÖC┤▓ų„▌SŻ¼Š½┤_ą²▐DŻ¼═Ļ│╔ČÓ╣żą“Ą─Å═║Ž╝ė╣żŻ¼╩╣«aŲĘšµš²īŹ¼F┴╦ę╗┤╬čbŖAŻ¼╚½├µ╝ė╣żĪŻšµš²ū÷ĄĮ┴╦ęį£p╔┘╣żą“Īó▌oų·Ģrķg×ķų„ę¬─┐Ą─Ą─¤o╚╦╗»Īóūįäė╗»Ą─Å═║ŽČÓ▌SCNCÖC┤▓╝ė╣żĘĮ╩ĮŻ¼┤¾Ę∙Č╚╣Ø╩Ī┴╦CNCÖC┤▓ĄČÄņōQĄČ╝░š{ÖCĄ╚▌oų·äėū„╦∙ąĶĄ─ĢrķgĪŻ
ĪĪĪĪöĄ┐žĘųČ╚▐D┼_ÖCśŗĄ─▐Däė╦┘Č╚Ż¼┐╔ęįīŹ¼F1sā╚▐Däė900, CNCÖC┤▓ĄČÄņūįäėōQĄČąĶę¬3sŻ¼ę“┤╦į┌CNCÖC┤▓│╠ą“ā×╗»Ą─Śl╝■Ž┬Ż¼Ė─ūā╝ė╣żĘĮ╩ĮŻ¼į÷╝ėįōÖCśŗĄ─▐DäėŅl┤╬Ż¼┼õ║Žų„▌S╝ė╣żŻ¼ęį£p╔┘ĄČŠ▀ōQĄČ┤╬öĄŻ¼ūŅĮK┐╔┐sČ╠«aŲĘ10%-20%Ą─╝ė╣żCTĢrķgŻ¼Å─Č°╠ßĖ▀«a─▄ĪŻ
ĪĪĪĪ─┐Ū░öĄ┐žĘųČ╚▐D┼_ęč┤¾┴┐Ąžæ¬ė├į┌CNCÖC┤▓┼·┴┐«aŲĘ╔·«a╝ė╣żųąĪŻIEį┌┤╦įOéõĄ─ķ_░læ¬ė├▀^│╠ųąŻ¼░lō]┴╦▓╗┐╔╠µ┤·Ą─ū„ė├Ż¼═©▀^IE╣żū„蹊┐╝░Ęų╬÷Ż¼ųĖ│÷╔·«aŲ┐Ņiå¢Ņ}Ż¼╠ß│÷ĮŌøQĘĮ░ĖŻ¼▓ó═Č╚╦╔·«aæ¬ė├ĪŻ═©▀^įōÖCśŗĄ─īŹ¼F,IEÅžĄūĖ─ūā┴╦CNCÖC┤▓Ą─é„Įy╝ė╣żĘĮ╩ĮŻ¼ėąą¦╠ßĖ▀┴╦╝ė╣żą¦┬╩Ż¼╠ßĖ▀┴╦«aŲĘ╝ė╣ż┘|┴┐║═ĘĆČ©ąįŻ¼ĮĄĄ═┴╦│╔▒ŠŻ¼▓óŪę╠ßĖ▀┴╦CNCÖC┤▓Ą─╝ė╣ż╚ßąįŻ¼▀mė├ė┌Ė„ĘN«aŲĘĄ─ę╗┤╬čbŖA║¾Ą─öĄ┐ž╝ė╣żąĶŪ¾ĪŻ
ĪĪĪĪ(3)ļp═ą░Õ╩ĮCNCÖC┤▓╣ż╝■╣®┴ŽŽĄĮy
ĪĪĪĪļp═ą░Õ╩ĮļpŽ“╣®┴ŽĘĮ╩Įį┌CNCÖC┤▓╔ŽĄ─æ¬ė├Ż¼ę▓╩ŪIEį┌蹊┐┴╦CNCÖC┤▓ų„▌S╝ė╣żĢrķgäėū„╝░Ųõ└¹ė├┬╩║¾Ż¼╠ß│÷Ą─ę╗ĘN╠ßĖ▀╔·«aą¦┬╩Ą─ū„śIĘĮ╩ĮĪŻįōŽĄĮy═Ļ│╔┴╦ęč╝ė╣ż│╔ŲĘĄ─│÷┴Ž║═┤²╝ė╣żŲĘ▀M┴ŽĄ─═¼▓Į裣häėū„Ż¼┐╔ėąą¦Ąž£p╔┘CNCÖC┤▓į┌é„Įy╔·«aĘĮ╩ĮųąŻ¼į┌░▓čb┤²╝ė╣ż╣ż╝■║═▓ąČęč╝ė╣ż╣ż╝■ĢrĄ─¤oĖĮ╝ėārųĄĄ─“ĘŪŪąŽ„╝ė╣ż”ĢrķgĪŻļp═ą░Õ╣®┴ŽŽĄĮyŻ¼═©▀^ęč╝ė╣ż╣ż╝■Ą─▒╗╚Ī│÷Ż¼═¼Ģr┤²╝ė╣ż╣ż╝■Ą─ōQ╚ļĄ─裣h═∙Å═▀^│╠Ż¼ėąą¦£p╔┘┴╦╣ż╝■Į╗ōQĢrķgŻ¼╠ßĖ▀┴╦CNCÖC┤▓ų„▌S└¹ė├┬╩ĪŻ
ĪĪĪĪī”ė┌╚╬║╬ą╬╩ĮĄ─╣ż╝■Į╗ōQŽĄĮyŻ¼Ė─╔Ųų„▌S└¹ė├┬╩Ż¼£p╔┘“ĘŪŪąŽ„╝ė╣ż”Ģrķg╩ŪŲõų„ꬥ──┐ś╦ĪŻ═©▀^ļp═ą░Õ╩ĮCNCÖC┤▓╣ż╝■╣®┴ŽŽĄĮyŻ¼┐╔ėąą¦╠ß╔²ų„▌S└¹ė├┬╩▀_25Żź-35ŻźŻ¼═¼ĢrŻ¼Ė∙ō■«aŲĘ╝ė╣żCTĢrķgŻ¼┐╔ęį╣Ø╩ĪĮ³50ŻźĄ─╚╦┴”ąĶŪ¾ĪŻ
ĪĪĪĪ(4)CNCÖC┤▓│╔ĮM╝╝ągĄ─æ¬ė├
ĪĪĪĪ═©▀^IEĄ─╔·«aš{čą║¾Ż¼░l¼F─│«aŲĘį┌CNCÖC┤▓╔Ž▀Mąąå╬╝■╔·«a╝ė╣żĢrŻ¼ų„▌SĄ─▀MĮoĪó╠¦ĄČĄ╚¤oĖĮ╝ėārųĄĄ─“ĘŪŪąŽ„╝ė╣ż”Ą─Ģrķgäėū„▌^ČÓŻ¼Č°Ūę╚╦╣żķ_ĻPķTŻ¼╚ĪĘ┼┴Ž╦∙š╝Ą─Ģrķg▒╚└²▌^┤¾ĪŻĮø▀^ģóöĄā×╗»Ż¼ęį╝░╚╦╣ż╝░Ģrąį╠ßĖ▀║¾Ż¼CNCÖC┤▓Ą─╝ė╣żą¦┬╩║═┘YĮ└¹ė├┬╩╚į┤µį┌▌^┤¾╠ß╔²┐šķgĪŻ┤╦═ŌŻ¼į┌╔·«a╣▄└Ē▀^│╠ųąŻ¼╣ż╝■į┌Ė„╣żą“ų«ķg═∙ĘĄ┤®╦¾Ż¼▓╗āHų▄Ų┌ķLŻ¼Č°Ūęį÷╝ė┴╦Ą╚┤²ĢrķgŻ¼ī¦ų┬«a─▄▌^Ą═Ż¼╔·«a│╔▒ŠĖ▀Ą╚Ūķą╬ŅlĘ▒│÷¼FĪŻ└¹ė├│╔ĮM╝ė╣ż╝╝ągŻ¼ĮY║ŽŽÓ╦Ų┴Ń╝■(ĮYśŗĪó╣ż╦ć)Ż¼įOėŗ│╔ĮM╝ė╣ż╣ż╦ć╝░ŖAŠ▀Ż¼įOėŗīŹ¼F│╔ĮM╗»Ą─╔·«a▓╝ŠųĪó«a─▄┼õų├║═╔·«a╣▄└Ēę¬Ū¾Ą╚▀^│╠Ż¼Å─Č°═Ļ│╔Å─│╔ĮMįOėŗĪóųŲįņĄĮ╣▄└ĒĄ╚ę╗ŽĄ┴ąĄ─╔·«a║═╣▄└ĒŁh╣ØĪŻūŅĮKė├öU┤¾┴╦Ą─│╔ĮM┼·┴┐╔·«aĘĮ╩ĮŻ¼üĒ£p╔┘╝ė╣żĢrķg└╦┘M║═ųąķgŁh╣ØŻ¼╠ßĖ▀CNCÖC┤▓Ą─╔·«aą¦┬╩ĪŻ
ĪĪĪĪ│╔ĮM╝ė╣żĘĮ╩Įį┌─│«aŲĘĄ─╔·«aųąĄ├ĄĮ┴╦▌^║├Ą─æ¬ė├ĪŻīó═Ōą╬│▀┤ńŽÓĮ³Ż¼╣ż╦ć═Ļ╚½ŽÓ═¼Ą─3╝■«aŲĘ▀Mąą│╔ĮM╣ż╦ć╝░ŲõŖAŠ▀įOėŗĪŻ└¹ė├1╠ū╣żčbŖAŠ▀Ż¼į┌1┤╬čbŖAČ©╬╗║¾Ż¼═Ļ│╔▀@3╝■«aŲĘĄ─▀B└m╝ė╣ż▀^│╠ĪŻ═¼ĢrŻ¼
ĪĪĪĪį┌CNCÖC┤▓╣żū„ŲĮ┼_╔ŽŻ¼įOėŗļp╣ż╬╗ĪóČÓ╣ż╬╗Ą─╔·«a╝ė╣żĘĮ╩ĮŻ¼╩╣╚╦╣ż1┤╬čbŖAČÓ╠ū│╔ĮM«aŲĘĄ─┼·┴┐╝ė╣żŻ¼ęį£p╔┘CNCÖC┤▓ĄČÄņŅlĘ▒ūįäėōQĄČ╦∙ąĶꬥ─ĢrķgŻ¼═¼Ģr£p╔┘┴╦CNCÖC┤▓ķ_ĻPķTĄ─┤╬öĄŻ¼Å─Č°╠ß╔²ų„▌S└¹ė├┬╩Ż¼╠ßĖ▀CNCÖC┤▓Ą─╝ė╣żą¦┬╩ĪŻ
ĪĪĪĪĮø▀^IEĄ─╔·«a蹊┐Ż¼Ė─╔ŲĘĮ░Ė╠ß│÷Ż¼ūŅĮK═©▀^“│╔ĮM╝╝ąg”Ż¼╠ßĖ▀┴╦CNCÖC┤▓Ą─«a─▄Ż¼£pąĪ┴╦╚╦ÖC┼õ▒╚Ż¼£p╔┘┴╦╚╦┴”ąĶŪ¾Ż¼ęį╝░£p╔┘ķ_ĻPķTŅl┤╬ČÓČ°ī¦ų┬ė═ņFę▌│÷CNCÖC┤▓ī”▄ćķg╔·«aŁhŠ│Ą─ė░ĒæĪŻūŅĮK╔·«aą¦┬╩╠ß╔²┴╦30ŻźĪ½45ŻźŻ¼Č°Ūę╩╣CNCÖC┤▓įOéõöĄ┴┐┐╔╣Ø╩Ī8ŻźĪ½10ŻźŻ¼╚╦┴”┐╔╣Ø╩Ī45ŻźĪŻ
7 IEī”╔·«a▀^│╠ųą╚╦Ą─╣żū„蹊┐
ĪĪĪĪIEī”╔·«aĖ„Łh╣ØĄ─Ė─╔Ųā×╗»╠ßĖ▀Ż¼▓╗āH¾w¼Fį┌╔·«a╣▄└ĒĪó╣ż╦ć╝░╔·«aĘĮ╩Į║═ūįäė╗»Ą─ĘĮ░Ėæ¬ė├Ą╚ĘĮ├µŻ¼Ė³ųžę¬Ą─╩Ūę¬¾w¼Fį┌“ęį╚╦×ķ▒Š”Ą─Ų¾śIĮøĀI└Ē─Ņ╔ŽĪŻį┌ī”CNCÖC┤▓▀MąąIEĄ─╔·«aš{čą▀^│╠ųąŻ¼IEķ_░l╚╦åT┼c╔·«a╚╦åT▀Mąą├▄ŪąĄž£Ž═©Īóģfš{Īóėøõø║═Ęų╬÷įu╣└Ż¼┴╦ĮŌĄĮ╚╦į┌╔·«aĖ„Łh╣Øųą░ńč▌Ą─ĮŪ╔½ĪŻ│õĘųęŌūRĄĮ╚╦į┌╔·«a╗ŅäėųąĄ─ų„äėąį║═äōą┬ąį╩Ū╠ßĖ▀╔·«aą¦┬╩║═«aŲĘ┘|┴┐Ą─ĻPµIę“╦žŻ¼Č°ŪęŻ¼Š▀ėąų„äėŠ½╔±▓ó─▄ē“īŹ¼Fą┼Žó╣▓ŽĒĄ─╣żū„łFĻĀ╩ŪŠ½ęµ╔·«aĮM┐ŚĘĮ╩ĮĄ─║╦ą─║═ą¦┬╩Ą─Ė∙į┤ĪŻ
ĪĪĪĪę“┤╦Ż¼ļSų°╔·«aĄ─░lš╣Ż¼Ų¾śIĄ─╣▄└Ēš▀欫ö│õĘųęŌūRĄĮ╚╦į┌╔·«a╗Ņäėųą╦∙░ńč▌ĮŪ╔½Ą─ųžę¬ąįĪŻ╔·«a╚╦åTśIäš╩ņŠÜ│╠Č╚╝░Ųõ╣żū„Ą─ų„äėąįī”ė┌╠ß╔²«a─▄╝░«aŲĘŲĘ┘|ėąųž┤¾Ą─ė░ĒæĪŻ═¼ĢrŻ¼╚╦┴”ŽÓī”ĘĆČ©ī”ė┌Ų¾śIĄ─╔·«aę▓ėąŽÓ«ö┤¾Ą─ė░ĒæĪŻį┌Š½ęµ╔·«aĘĮ╩ĮŽ┬Ż¼ä┌äėš▀▓╗æ¬│╔×ķŲ¾śI┐╔ęįļSęŌ╠µōQĄ─Č╠Ų┌┐╔ūā│╔▒Šę“╦žŻ¼Č°╩Ūæ¬įō▒╚ūįäė╗»ÖCŲ„įOéõŠ▀ėąĖ³ųžę¬Ą─ķLŲ┌╣╠Č©│╔▒Šę¬╦žĪŻ
ĪĪĪĪ£╩Ģr╗»║═ūįäė╗»╩ŪŠ½ęµ╔·«aĘĮ╩ĮĄ─ā╔┤¾║╦ą─Ż¼īŹ┘|╔Ž╩ŪųĖīŹ¼F╚╦┼cÖCŲ„Ą─═Ļ├└ĮY║ŽŻ¼╩ŪÅŖš{┴╦“╚╦Ą─ę“╦žĄ─ūįäė╗»”ĪŻę“┤╦Ż¼═©▀^IE蹊┐Ż¼ūįäė╗»ķ_░l╩ūŽ╚æ¬ØMūŃ╔·«a▀^│╠ųą╚╦Ą─ąĶŪ¾ĪŻūįäė╗»ų╗ėą┼cIEŠo├▄ĮY║ŽŻ¼▓┼─▄šµš²īŹ¼F“ęį╚╦×ķ▒Š”Ą─ūįäė╗»Ż¼Å─Č°╩╣╚╦į┌╣▄└ĒĪó╔·«aū„śIĢrŻ¼│õĘų░lō]│÷╚╦Ą─ų„ė^─▄äėąįŻ¼╩╣IEį┌ūįäė╗»ķ_░læ¬ė├ųąšµš²░lō]Ųõū„ė├ĪŻ
8 ĮYšZ
ĪĪĪĪ╣żśI╣ż│╠(IE)ėąą¦Ąž└¹ė├╣żū„蹊┐Ą╚ĘĮĘ©Ż¼ųŲČ©├„┤_Ą─IEķ_░l┴„│╠Ż¼ī”Ų¾śI╔·«aĮøĀI╗Ņäė▀Mąą┴╦╝Üų┬Ą─š{čąĘų╬÷Ż¼░l¼F▓óĖ─ūā┴╦¼Fėą╔·«aĘĮ╩ĮŻ¼╔·«a╣▄└Ēųą┤µį┌Ą─└╦┘M¼FŽ¾Ż¼Ęų╬÷┴╦╚╦Ą─ų„ė^─▄äėąįį┌╔·«a╗ŅäėųąĄ─ųžę¬ąįŻ¼╠ß│÷ūįäė╗»ķ_░læ¬┼cIEŠo├▄ĮY║ŽŻ¼▓┼─▄šµš²▒³│ų“ęį╚╦×ķ▒Š”Ą─Ų¾śIĮøĀI└Ē─ŅŻ¼Å─Č°īŹ¼F╠ß╔²ą¦┬╩║═│ų└mäōą┬Ą─Ų¾śI║╦ą─ārųĄĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║IEį┌CNCÖC┤▓ūįäė╗»╔·«aķ_░lųąĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/support/1112158896.html






















