



0 ę²čį
é„Įyõō╣▄╔·«aÅS╝ęī”õō╣▄ą┼Žó▓╔╚Ī╚╦╣żł¾▒ĒĄ─ą╬╩ĮŻ¼▓╗═¼╣ż╬╗▓┘ū„åTĘųäeī”═©▀^įō╣ż╬╗║¾õō╣▄╔·«aą┼ŽóĪó┘|┴┐ą┼Žó╝░Öz“׹┼Žó▀MąąĄŪėøŻ¼ę╗Č©ĢrČ╬║¾Įyę╗╔Žł¾īÅ║╦╚ļÖnŻ¼ė╔ė┌╔·«aŠĆ╣ż╬╗Ę▒ČÓŻ¼╚╦╣żł¾▒Ē│ŻĢ■│÷¼Fõō╣▄ą┼Žó▓╗ī”æ¬Īóą┼Žó▀z┬®Ą╚Õeš`Ż¼ī¦ų┬┴╦õō╣▄ą┼Žó▓╗─▄╗ž╦▌Ė·█ÖŻ¼įņ│╔╔·«a╔ŽĄ─śO┤¾▓╗▒ŃĪŻĮ³─ĻüĒŻ¼Ė„éĆÅS╝ęķ_╩╝░lš╣═Ļ╔ŲĄ─õō╣▄ą┼ŽóĖ·█ÖŽĄĮyŻ¼ī”╔·«aŠĆ╔ŽĄ─├┐Ė∙õō╣▄╠Ē╝ėŚlą╬┤aś╦ūRŻ¼═©▀^Ślą╬┤aĮyę╗Ė„éĆ╣ż╬╗Ą─õō╣▄╔·«aą┼ŽóŻ¼ęįĮŌøQ╔·«a▀^│╠ųąĄ─ą┼Žó╗»╣┬Źu¼FŽ¾ĪŻ
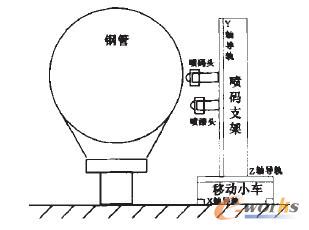
łD1 õō╣▄ūįäėćŖ┤aŽĄĮyčbų├ÖCśŗłD
▒Š╬─ī┘ė┌īÜļuõō╣▄▀|Ļ¢õō╣▄ÅS┤¾┐┌ÅĮ┬▌ą²║Ė╣▄╔·«aŠĆöĄūų╗»ūįäė┐žųŲ╝╝ąg蹊┐ĒŚ─┐ę╗▓┐ĘųŻ¼įōÅSįŁėą╠Ē╝ėŚlą╬┤aś╦ūRĄ─ĘĮ╩Į×ķ╚╦╣ż▓┘ū„Ż¼õō╣▄ĄĮ▀_ųĖČ©╠Ē┤a╣ż╬╗║¾╣ż╚╦īó┤“ėĪĄ─Ślą╬┤a┘N╝ł┘Nė┌õō╣▄╣▄Č╦Ż¼į┌║¾└m╣ż╬╗╔·«a▀\ąą▀^│╠ųą┘N╝ł═∙═∙Ģ■├ō┬õ╗“š▀╬█ōpŻ¼Č°Ūę¼Fł÷ŁhŠ│Å═ļsŻ¼╣ż╚╦į┌┘N┤aĢr┤µį┌░▓╚½ļ[╗╝ĪŻ▒Š╬─ę└ō■¼Fł÷╣żørŻ¼įOėŗ┴╦ę╗╠ūõō╣▄ūįäėćŖ┤aŽĄĮyŻ¼▓╔ė├Ę└─źōp─½╦«ī”å╬Ė∙õō╣▄ćŖėĪČÓéĆŚlą╬┤aŻ¼╠µ┤·┴╦įŁėąĄ─╚╦╣ż▓┘ū„ĪŻ
1 ćŖ┤aÖCśŗ╝░╣żū„įŁ└Ē
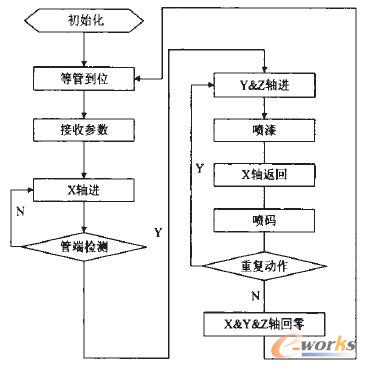
▒Š╬─ŽĄĮyćŖ┤ačbų├ÖCśŗ╚ńłD1╦∙╩ŠĪŻį┌ŽÓæ¬╣ż╬╗įOų├ęŲäėąĪ▄ćŻ¼ąĪ▄ć╔ŽėąęŲäėī¦▄ēų¦ō╬ćŖ┤aŅ^Ż¼╚²ĮMļŖÖCĘųäeīŹ¼FęŲäėąĪ▄ć║═ęŲäėī¦▄ēį┌XĪóYĪóZ▌SĄ─äėū„Ż¼╩╣ćŖ┤aŅ^─▄╚½ĘĮ╬╗▀\äėŻ¼ØMūŃ▓╗═¼╣▄ÅĮõō╣▄Ą─ćŖ┤aąĶŪ¾Ż¼═¼ĢrŻ¼×ķ┴╦╩╣Ślą╬┤aį┌╔Ņ╔½┤ų▓┌Ą─õō╣▄▒Ē├µĖ³╝ėŪÕ╬·Ż¼į┌Śl┤aćŖėĪų«Ū░Ż¼ąĶį┌õō╣▄▒Ē├µćŖ═┐░ū╔½┐ņĖ╔ĄūŲ߯¼ÖCśŗį÷╝ė┴╦ćŖŲß═░▓óīóćŖŲßŅ^░▓čbį┌ćŖ┤aŅ^╔ŽĘĮŻ¼į┌═¼ę╗╣ż╬╗═Ļ│╔ćŖŲßćŖ┤a¹ÉĄ└╣żą“ĪŻŽĄĮyćŖ┤a┴„│╠╚ńłD2╦∙╩ŠŻ¼┤²ćŖėĪõō╣▄ĄĮ▀_ųĖČ©╬╗ų├║¾Ż¼š{š¹ćŖėĪ╬╗ų├Ż¼Ž╚ćŖĄūŲ߯¼į┘ćŖČÓéĆŚlą╬┤aŻ¼ćŖėĪĮY╩°║¾š¹éĆÖCśŗ═╦╗ž░▓╚½╬╗ų├Ż¼£╩éõŽ┬ę╗éĆõō╣▄ĪŻ
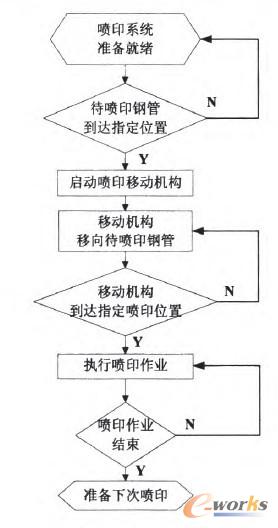
łD2 ŽĄĮyćŖėĪ┴„│╠łD
2 ŽĄĮyė▓╝■įOėŗ
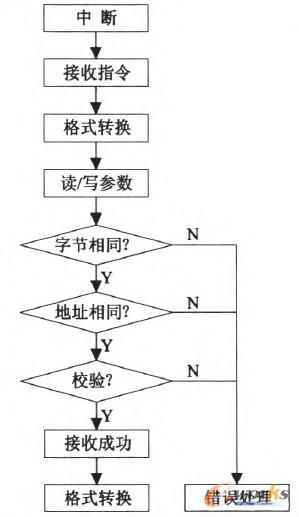
▒Š╬─įOėŗĄ─õō╣▄ūįäėćŖ┤aŽĄĮy░³└©╔Ž╬╗ÖCĪóPLCĪóćŖ┤aÖCĪóćŖŲß═░Īó╦┼Ę■┐žųŲŲ„Īó╦┼Ę■ļŖÖCĪóŽ▐╬╗ķ_ĻP║═Ė„ĘN═©ėŹ─ŻēKĪŻŲõė▓╝■ĮYśŗ╚ńłD3╦∙╩ŠĪŻPLC┼õų├ęį╠½ŠW═©ėŹ─ŻēKCP243-1Ż¼┼cćŖ┤aÖC║═╔Ž╬╗ÖC▓╔ė├RJ45ŠWŠĆ▀BĮėĄĮĮ╗ōQÖCŻ¼Į©┴óęį╠½ŠWĪŻPLC▀mĢrĄžĮo│÷öĄūų┴┐▌ö│÷┐žųŲćŖŲß═░╔ŽĄ─ļŖ┤┼ķyŻ¼═©▀^ÜŌ╣▄Ą─┤“ķ_║═ĻPöÓüĒ═Ļ│╔ćŖŲßäėū„ĪŻ
▒Ē1 PLCöĄėŅ┴┐▌ö╚ļ▌ö│÷³c╣”─▄║═ĄžųĘī”æ¬ĻPŽĄ▒Ē
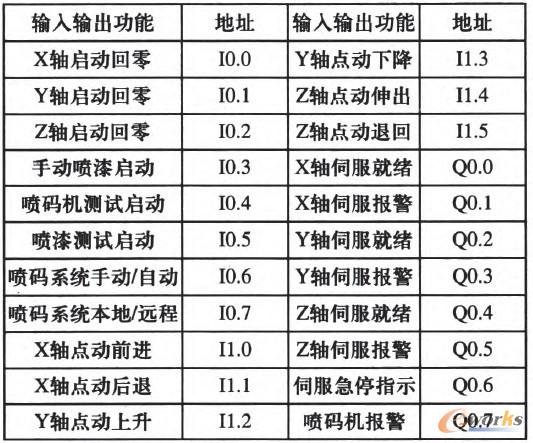
╔Ž╬╗ÖC▓╔ė├ąį─▄ĘĆČ©Ą─╣żśI┐žųŲėŗ╦ŃÖCŻ¼═©▀^Į╗ōQÖCĮ©┴óęį╠½ŠWŻ¼┼cćŖ┤aÖC║═PLC═©ą┼Ż¼īóõō╣▄ą┼Žóé„▌öĄĮćŖ┤aÖCŻ¼ėŗ╦ŃĄ├ĄĮ▓╗═¼▌S╬╗╦┼Ę■ļŖÖC▀\äėģóöĄŻ¼é„▌öĄĮPLCė├ė┌┐žųŲćŖ┤aćŖŲß▀^│╠ĪŻĖ³ųžę¬Ą─╩ŪŻ¼Ė∙ō■ŽĄĮy▀^│╠▒O┐žĪóą┼Žó▓╔╝»Īó─Ż╩Į▀xō±Ą╚Ė„ĘĮ├µę¬Ū¾Ż¼įOėŗ┴╦ę╗╠ū╝ė▌dė┌╔Ž╬╗ÖCĄ─╚╦ÖCĮń├µ│╠ą“Ż¼═©▀^╔Ž╬╗ÖCŠ═┐╔ęį║åå╬├„┴╦Ąžł╠ąąĖ„ĘN▓┘ū„║═▒OęĢŽĄĮyą┼ŽóĪŻ
PLC▓╔ė├╬„ķTūėS7-200 CPU 224XPŻ¼╝»│╔14éĆöĄūų┴┐▌ö╚ļ³cŻ¼84-öĄūų┴┐▌ö│÷³cĪŻŲõųąöĄūų┴┐▌ö╚ļ³c┼c6éĆĦ¤¶░┤ŌoŻ¼2éĆĶĆ│ūķ_ĻPŻ¼34-2╬╗▀xō±ķ_ĻPŽÓ▀BĮėĪŻÄ¦¤¶░┤Ōoė├ė┌┐žųŲXĪóYĪóZ▌SĄ─åóäė╗ž┴Ń║═ćŖ┤aćŖŲßåóäėŻ¼═¼Ģr░┤Ōo¤¶’@╩ŠŽĄĮy▓┐ĘųĀŅæBĪŻĶĆ│ūķ_ĻPė├ė┌▀xō±ŽĄĮy▓┘ū„─Ż╩ĮŻ¼▀xō±ķ_ĻP┐žųŲXĪóYĪóZ▌S³cäėŻ¼═Ļ│╔ćŖ┤a║═ćŖŲß▀^│╠ĪŻöĄūų┴┐▌ö│÷³c┼c╦┼Ę■┐žųŲŲ„ĀŅæB³cŽÓ▀BŻ¼═©▀^ųĖ╩Š¤¶’@╩ŠŽĄĮy╦┼Ę■ĀŅæBŻ¼┼cćŖ┤aÖCĀŅæB³cŽÓ▀BŻ¼ųĖ╩ŠćŖ┤aÖCł¾Š»ĪŻPLCĖ„öĄūų┴┐▌ö╚ļ▌ö│÷³c╣”─▄║═ĄžųĘĘų┼õ╚ń▒Ē1╦∙╩ŠĪŻPLC═©▀^RSę╗485┐éŠĆ┼c╦┼Ę■┐žųŲŲ„═©ą┼Ż¼Ė∙ō■╔Ž╬╗ÖCĄ├ĄĮĄ─õō╣▄╣▄ÅĮĄ╚ą┼ŽóĮo│÷ŽÓæ¬ųĖ┴ŅŻ¼┐žųŲćŖ┤aćŖŲß▀^│╠ĪŻ
ćŖ┤aÖC▓╔ė├╚š┴ó╣½╦ŠPXR-D460W«aŲĘŻ¼╦∙ćŖŚlą╬┤aŪÕ╬·Ę└─źōpŻ¼▓óŪę¬Ü╠žĄ─ćŖŅ^įOėŗŻ¼▒▄├Ō┴╦¼Fł÷Ę█ēmī”ćŖ┤aŅ^Ą─╬█╚ŠŻ¼▀m║ŽķLĢrķgū„śIŻ¼ØMūŃ┴╦õō╣▄ćŖ┤aę¬Ū¾ĪŻįōą═╠¢ćŖ┤aŲ„ų¦│ųā╔ĘN═©ą┼ĘĮ╩ĮŻ¼ę╗ĘN═©▀^ęį╠½ŠW┐┌═©ėŹŻ¼ę╗ĘN═©▀^RSę╗232C═©ėŹŻ¼ā╔ĘN═©ą┼ĘĮ╩Į▓╗─▄═¼Ģr╩╣ė├ĪŻ▒Š╬─ŽĄĮy▀xō±ęį╠½ŠW┐┌ĘĮ╩ĮŻ¼┼cPLC═©ą┼Ż¼┐žųŲćŖ┤a▀^│╠ĪŻČ°Ūęįō«aŲĘōĒėą═Ļ╔ŲĄ─Ä═ų·╠ß╩ŠŽĄĮyŻ¼╠ß╣®įö╝ÜĄ─▓┘ū„╠ß╩Š╝░įö╝ÜĄ─╣╩šŽ╠Ä└ĒĘĮĘ©Ż¼═©▀^ė|├■Ų┴║å¾wųą╬─▓╦å╬▓┘ū„Ż¼┐╔ęįĘĮ▒ŃĄ─įOČ©╦∙ćŖŚlą╬┤aĄ─ķLČ╚ĪóīÆČ╚ĪóöĄ┴┐ĪóćŖ┤aĘĮŽ“ĪóćŖ┤a╦┘Č╚Ą╚ą┼ŽóĪŻćŖėĪ┴„│╠╚ńłD2╦∙╩ŠŻ¼ų╗ę¬PLCį┌╠žČ©ĢrķgĮo│÷öĄūų┴┐ą┼╠¢Ż¼ćŖ┤aÖCŠ═┐╔ćŖėĪ│÷Ę¹║Žę¬Ū¾Ą─Ślą╬┤aĪŻ
łD3 õō╣▄ūįäėćŖ┤aŽĄĮyė▓╝■ĮYśŗłD
╦┼Ę■┐žųŲŲ„▓╔ė├┬Ę╦╣╠žServoC«aŲĘŻ¼═©▀^“īäėļŖ└|▀BĮėĄĮ┼õ╠ūĄ─╦┼Ę■ļŖÖCŻ¼Š▀ėą▓┘ū„║åå╬Ż¼ąį─▄ĘĆČ©Ą─╠ž³cĪŻ╚²ĮM╦┼Ę■ŽĄĮy┼õų├į┌XŻ¼YŻ¼Z▌SŻ¼į┌├┐éĆ▌SĄ─ā╔Č╦Ę┼ų├Ž▐╬╗ķ_ĻPŻ¼īóą┼╠¢ŠĆ▀BĮėĄĮ╦┼Ę■┐žųŲŲ„ŽÓæ¬▌ö╚ļ³cŻ¼ĮY║Ž╦┼Ę■┐žųŲŲ„▄ø╝■DRIVEMANAGERŻ¼▀xō±ŽÓæ¬─Ż╩ĮŻ¼īŹ¼FŽ▐╬╗▓┘ū„Ż¼į┌įOų├Ž▐╬╗ķ_ĻPĄ─═¼ĢrŻ¼į┌▌Sę╗é╚Ę┼ų├┴Ń╬╗ķ_ĻPŻ¼Öz£yćŖ┤aÖCśŗ╩Ūʱį┌┴Ń╬╗Ż¼╩╣ĮYśŗ╠Äė┌░▓╚½╬╗ų├Ż¼Ę└ų╣╣ż╬╗╔Žõō╣▄▀\äėįņ│╔Ą─ū▓ō¶ĪŻš¹╠ūļŖÜŌįOéõ┼cÖCąĄÖCśŗŽÓĮY║ŽŻ¼Ė∙ō■¼Fł÷▓╗═¼╣żør═Ļ│╔ūįäėćŖ┤a▀^│╠ĪŻ
3 ŽĄĮy▄ø╝■įOėŗ
▒Š╬─ŽĄĮy▄ø╝■ĮYśŗė╔╚²▓┐ĘųĮM│╔Ż¼Ęųäe╩ŪS7-200│╠ą“Īó╦┼Ę■┐žųŲŲ„│╠ą“║═╚╦ÖCĮń├µ│╠ą“ĪŻ
3.1 S7-200│╠ą“
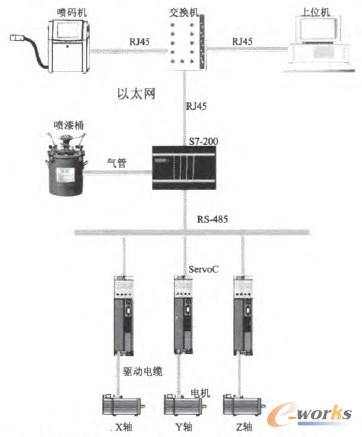
PLC│╠ą“ė╔STEP7-MicroWINŠÄīæĪŻ┼c╔Ž╬╗ÖC═©ą┼Ż¼ūx╚ĪćŖ┤a╬╗ų├ą┼ŽóŻ¼▓óŽ“╔Žé„▌ö╦┼Ę■┐žųŲŲ„ĀŅæBĪó╦┼Ę■ļŖÖC╬╗ų├Ą╚ą┼ŽóĪŻ┼c╦┼Ę■┐žųŲŲ„═©ą┼Ż¼┐žųŲ“īäėŲ„ĀŅæBŻ¼Ė∙ō■Š▀¾wćŖėĪäėū„Ż¼Ųõ┐žųŲ┴„│╠łD╚ńłD4╦∙╩ŠĪŻ╚¶╦┼Ę■┐žųŲŲ„│÷¼F╣╩šŽŠ»ł¾æ¬╝░Ģr▓╔╚Ī┤ļ╩®Ż¼▓óīó╣╩šŽ┤·┤aé„▌öĄĮ╔Ž╬╗ÖC╚╦ÖCĮń├µ’@╩ŠĪŻ
łD4 ŽĄĮyPLC│╠ą“┐žųŲ┴„│╠łD
3.2 ╦┼Ę■┐žųŲŲ„│╠ą“
ServoC│╠ą“ė╔DRIVEMANAGER▄ø╝■ŠÄīæŻ¼ėąę╗╠ūūį╝║Ą─ųĖ┴ŅęÄ╝sŻ¼Š▀ėąšZŠõ╔┘Č°ņ`╗ŅĄ─╠ž³cĪŻ╚²┼_╦┼Ę■┐žųŲŲ„Ęųäe┐žųŲXĪóYĪóZ▌SļŖÖCäėū„Ż¼ćŖėĪ▀^│╠ųąĖ„éĆ▌SĄ─äėū„╚ńŽ┬ĪŻ
X▌SŻ║X▌S“īäėęŲäėąĪ▄ćĄ─Ū░▀M║═║¾═╦ĪŻįOéõ╔ŽļŖ║¾Ż¼╚¶ęŲäėąĪ▄ć▓╗į┌┴Ń³c╬╗Ż¼ät╗ž┴Ń▓┘ū„ĪŻ╚¶į┌┴ŃļŖ╬╗Ūę┤²ćŖėĪõō╣▄ęčŠ═╬╗Ż¼“īäėąĪ▄掓Ū░ä“╦┘▀\äėŻ¼Öz£yĄĮ╣▄Č╦ą┼╠¢║¾┬²╦┘Ū░▀MŻ¼═¼Ģrķ_╩╝ćŖĄūŲ߯¼ę╗Č©ŠÓļx║¾═Żų╣Ą╚┤²ćŖ┤aŅ^Ę┼Ž┬Ż¼╚╗║¾┬²╦┘Ž“║¾▀\äė▓óķ_╩╝ćŖ┤aŻ¼ūŅ║¾ĮY╩°ćŖėĪäėū„┐ņ╦┘ĘĄ╗ž┴Ń³cŻ¼Ę└ų╣õō╣▄▀\äėĢrū▓ō¶ĄĮćŖ┤aÖCśŗĪŻ
Y▌SŻ║Y▌S“īäėćŖŲßŅ^ćŖ┤aŅ^Ą─╔Ž╔²║═Ž┬ĮĄĪŻį┌X▌SŪ░▀M▀^│╠ųąćŖŲßŅ^┬²╦┘╔Ž╔²ĄĮĮoČ©╬╗ų├Ż¼įō╬╗ų├ą┼Žóė╔PLCĖ∙ō■▓╗═¼╣▄ÅĮėŗ╦ŃĄ├│÷Ż¼ćŖŲßĮY╩°║¾Ż¼ćŖ┤aŅ^Ž┬ĮĄŻ¼ķ_╩╝ćŖ┤aŻ¼ĮY╩°ćŖėĪ║¾ĘĄ╗ž┴Ń³cĪŻ
Z▌SŻ║Z▌S“īäėćŖ┤aų¦╝▄Ą─ū¾ęŲ║═ėęęŲĪŻį┌XĪóY▌SĄĮ▀_ųĖČ©╬╗ų├║¾Ż¼ų¦╝▄Ž“ū¾ęŲäė┐┐Į³╣▄▒┌Ż¼ĄĮ▀_║Ž▀mćŖŲߊÓļxŻ¼ė╔ė┌ćŖŲߊÓļx┤¾ė┌ćŖ┤aŠÓļxŻ¼ĮY╩°ćŖŲß║¾į┘Ž“ū¾╬óš{ķ_╩╝ćŖ┤aŻ¼ĮY╩°ćŖėĪ║¾ĘĄ╗ž┴Ń³cĪŻ
×ķ┴╦═Ļ│╔ćŖėĪū„śIŻ¼╚²éĆ▌SĄ─äėū„▒žĒÜ═¼Ģrģfš{▀MąąŻ¼╚¶å╬¬Üī”├┐éĆ▌S▀Mąą│╠ą“ŠÄīæŻ¼▓╗āHšZŠõ┬ķ¤®Č°Ūę╚▌ęūįņ│╔═©ą┼╬╔üyĪŻę“┤╦īó├┐éĆ▌SĄ─äėū„ĘųĮŌ×ķČÓéĆūė▓Į¾EŻ¼▓╔╚ĪĮyę╗Ą─│╠ą“ĮYśŗŻ¼▓╗āHĮĄĄ═┴╦ŠÄ│╠ļyČ╚Ż¼Č°ŪęPLCų╗ąĶī”═¼ę╗ųĖ┴Ņ┤µā”ģ^▀Mąą┘xųĄŻ¼Š═┐╔ęįīŹ¼F▓╗═¼▌S╬╗ļŖÖCĄ─▓╗═¼äėū„ĪŻŲõ│╠ą“ĮYśŗ╚ńŽ┬╦∙╩ŠĪŻ
ŻźP()0
N240 JMP(H030=H031)N310
N250 JMP(H030=H032)N330
Ż╗▓Į¾E1
Ż╗▓Į¾E2
N260 JMP(H030=H037)N400 Ż╗▓Į¾En
N300 JMP N010
N310GOO Ż╗▓Į¾E1Ż¼
╗ž┴Ń
N320 JMP N010
N330…Ż╗▓Į¾E2
N340 JMP N010
N350 STOP B Ż╗▓Į¾EnŻ¼
╝▒═Ż
N460 JMP N010
END
H030╝┤╦┼Ę■ųĖ┴Ņ┤µā”ģ^Ż¼H31Ż¼H032…H037ųą╠ßŪ░┘x▓╗═¼ųĄŻ¼╚ńÅ─H031ķ_╩╝ę└┤╬┘x1Ż¼2…nŻ¼ät«öH030=H031=1ĢrŻ¼ł╠ąą▓Į¾Eę╗Ż¼«öH030=H032=2╩ŪŻ¼ł╠ąą▓Į¾EČ■Ż¼ę└┤╬ŅÉ═ŲŻ¼Č°Ūę├┐éĆ▓Į¾E─▄ųžÅ═š{ė├Ż¼▒Ńė┌ČÓ┤╬ū„śIĪŻ
3.3 ╚╦ÖCĮń├µ│╠ą“
╚╦ÖCĮń├µ│╠ą“ė├C#šZčįŠÄīæŻ¼ė╔ČÓéĆ«ŗ├µĮM│╔Ż¼┐╔Ęų×ķģóöĄ▌ö╚ļ▌ö│÷’@╩ŠĪó╣żū„▀^│╠▒O┐ž║═įOéõ▀\ąąĮń├µ╚²ŅÉĪŻ
ģóöĄ▌ö╚ļ▌ö│÷’@╩ŠĮń├µŻ¼▌ö╚ļ░³└©õō╣▄ųž┴┐ĪóķLČ╚Īó╣▄ÅĮĪó╣▄╠¢Ą╚õō╣▄╗∙▒Šą┼ŽóŻ¼▌ö│÷░³└©ėŗ╦Ń│÷Ą─ćŖ┤aĖ▀Č╚ĪóÅ─ćŖ┤aÖCĄ├ĄĮĄ─Ślą╬┤aĖ▀Č╚ĪóŚlą╬┤aķLČ╚ĪóćŖ┤aéĆöĄęį╝░Å─╦┼Ę■┐žųŲŲ„Ą├ĄĮĄ─Ė„▌SļŖÖC▀\äė╦┘Č╚Ą╚ą┼ŽóĪŻ
╣żū„▀^│╠▒O┐žĮń├µŻ¼░³└©ŽĄĮyĄ─åóäė═Żų╣Ż¼▓┘ū„─Ż╩ĮĄ─▀xō±Īół¾Š»ą┼ŽóĄ╚Ż¼’@╩ŠPLCĪóćŖ┤aÖCĪó╦┼Ę■┐žųŲŲ„Ą╚įOéõ╣żū„ĀŅæBŻ¼ī”Ė„▌SļŖÖCĄ─äėū„▀Mąą─ŻöM═¼▓Į’@╩ŠŻ¼┼cĖ„įOéõ═©▀^ęį╠½ŠWīŹĢr═©ėŹŻ¼Ė³ą┬öĄō■║═’@╩ŠöĄō■ĪŻŽĄĮy╠ß╣®┴╦╩ųäė║═ūįäėā╔ĘN▓┘ū„─Ż╩ĮŻ¼ūįäė─Ż╩Į╩Ūų„ę¬─Ż╩ĮŻ¼ę▓┐╔ĘĮ▒ŃĄžŪąōQĄĮ╩ųäėŻ¼═Ļ│╔╠ž╩Ōę¬Ū¾Ą─ćŖėĪ▓┘ū„ĪŻ«ö│÷¼F╣╩šŽĢrŻ¼Ė∙ō■╣╩šŽ┤·┤aÅŚ│÷ŽÓæ¬Ą─ł¾Š»«ŗ├µĪŻ
įOéõ▀\ąąĮń├µŻ¼ųĖį┌ę╗éĆ«ŗ├µ╔Ž═©▀^┐ž╝■š{ė├╦┼Ę■┐žųŲŲ„║═ćŖ┤aÖC▀\ąąĮń├µĪŻš{ė├╦┼Ę■┐žųŲŲ„│╠ą“▀\ąąĮń├µŻ¼═Ļ│╔ŠÄīæ╦┼Ę■│╠ą“Ż¼┐žųŲ╦┼Ę■äėū„Ą╚▓┘ū„ĪŻš{ė├ćŖ┤aÖC▀\ąąĮń├µŻ¼┐╔ęįįOų├║═š{š¹Ślą╬┤aĄ─Ė▀Č╚ĪóķLČ╚ĪóéĆöĄĄ╚ą┼ŽóŻ¼ė├ė┌▌ö╚ļ▌ö│÷’@╩ŠĪŻ▀Ć┐╔ęį┐žųŲćŖśīäėū„Ż¼į┌ķLĢrķg¤o▓┘ū„ĢrĻPķ]ćŖŅ^Ż¼ęįĘ└ų╣╗ęēm╬█╚ŠćŖŅ^ĪŻ
4 ═©ėŹŠWĮjĄ─īŹ¼F
▒Š╬─ŽĄĮy═©ą┼ŠWĮjė╔ā╔▓┐Ęųśŗ│╔Ż¼╔Ž╬╗ÖCĪóćŖ┤aÖC║═PLC═©▀^╣żśIęį╠½ŠW▀BĮėŻ¼PLC║═╦┼Ę■┐žųŲŲ„═©▀^RS485Įė┐┌▀BĮėĪŻąĶę¬ĮŌøQPLC┼c╚²┼_╦┼Ę■┐žųŲŲ„═¼Ģr═©ą┼Ą─å¢Ņ}Ż¼│╔×ķ▒ŠįOėŗ═©ą┼ŠWĮjĮ©┴óĄ─ļy³cĪŻ
PLC┼c┬Ę╦╣╠ž╦┼Ę■┐žųŲŲ„▀Mąą╗∙ė┌LustBusĄ─RS232═©ą┼Ż¼ū„×ķ┐žųŲČ╦┐╔ęįī”ServoC“īäėŲ„ł╠ąąūxģóöĄ║═īæģóöĄŻ¼Ą½╩Ūā╔š▀Ą─═©ą┼ĘĮ╩Įų╗─▄▀xō±ūįė╔┐┌═©ą┼ĘĮ╩ĮŻ¼ęŌ╬Čų°▓╗─▄═¼Ģr▀Mąąūxīæ▓┘ū„Ż¼ąĶę¬į┌│╠ą“ųą╝ė╚ļųąöÓŻ¼ęįģfš{│╠ą“š{ė├▀^│╠ĪŻ
LustBus═©ėŹģfūh╩ŪASCII┤a═©ėŹģfūhĪŻ┐╔ęį╩Ū³cī”³cŻ¼ę▓┐╔ęį╩Ūę╗³cī”ČÓ³cĄ─ų„Å─═©ėŹ─Ż╩ĮĪŻ═©ėŹĄ─öĄō■╬╗×ķ7Ż¼═Żų╣╬╗1Ż¼┼╝ąŻ“ׯ¼▓©╠ž┬╩┐╔ęįūįė╔įOČ©ĪŻ
ServoCūxģóöĄł¾╬─Ė±╩Į╚ńŽ┬Ż║
masterŻ║
EOT ADR CODE ENQ
deviceŻ║
ADR STX CODE=VALĪŠETX|BCC
╗“š▀ģóöĄ¤oą¦ĢrŻ¼
ADR NAKŻ¼
ServoCīæģóöĄł¾╬─Ė±╩Į╚ńŽ┬Ż║
masterŻ║
EOT ADR STX CODE=VAL ETX BCC
deviceŻ║
ADR ACK
╗“š▀ģóöĄ¤oą¦ĢrŻ¼
ADR NAK
ł¾╬─ųąASCII┤aūŅĮK▐DōQ│╔16▀MųŲ▀Mąą░l╦═ĪŻ
ī”Ž┬ĻPŽĄ╚ń▒Ē2╦∙╩ŠĪŻ
▒Ē2 ł¾╬─ASCII┤a▐D16▀MųŲī”æ¬ĻPŽĄ▒Ē

×ķ┴╦▒ŻūC═©ą┼│╔╣”┬╩Ż¼į┌▀Mąąūxīæ▓┘ū„ĢrąĶꬎ╚ī”ģóöĄ▀Mąą▐D╗»Ż¼īół¾╬─├┐ę╗╬╗▐DōQ×ķŽÓæ¬Ą─ASCII┤aŻ¼Į╗ōQł¾╬─ĮY╩°═©ėŹ║¾Ż¼į┌īóASCII┤a▐DōQ×ķ╩«┴∙▀MųŲöĄŻ¼ę“┤╦Ż¼PLC┼c╦┼Ę■┐žųŲŲ„═©ą┼ūxīæģóöĄųąöÓ│╠ą“┴„│╠╚ńłD5╦∙╩ŠĪŻ
į┌¼Fł÷š{įćĢrŻ¼å╬¬Ü┼cę╗┼_╗“š▀ā╔┼_“īäėŲ„═©ą┼Ż¼įOéõ═Ļ╚½š²│ŻŻ¼Ą½╩Ū═¼Ģr┼c╚²┼_═©ą┼ĢrŻ¼│÷¼F┴╦ČÓ┤╬═©ą┼▓╗ĘĆČ©Ą─ŪķørŻ¼š{š¹│╠ą“═©ą┼Æ▀├ĶĢrķg║¾Ż¼▒▄├Ō┴╦å¢Ņ}Ą─į┘┤╬░l╔·ĪŻ
łD5 PLC┼c╦┼Ę■┐žųŲŲ„ūxīæģóöĄųąöÓ┴„│╠łD
5 ĮY╩°šZ
▒Š╬─ŽĄĮyļŖÜŌįOéõ┼cÖCąĄĮYśŗĘųäe═Ļ│╔║¾Ż¼Įø▀^į┌¼Fł÷Č■éĆČÓį┬Ą─ĮMčbš{įćŻ¼─┐Ū░▀\ąą┴╝║├ĪŻī”├┐Ė∙õō╣▄Ą─ćŖŲßćŖ┤a▓┘ū„Ģrå¢▓╗│¼▀^3ĘųńŖŻ¼├┐╣▄ćŖėĪŚlą╬┤aéĆöĄ×ķ5Ī½7éĆŻ¼▀Ć┐╔Ė∙ō■ąĶŪ¾ųžÅ═ćŖ┤aŻ¼ėąą¦▒ŻūCćŖ┤aū„śIĄ─═¼ĢrŻ¼▓╗ė░Ēæš¹éĆ╔·«aŠĆ╔ŽĄ─õō╣▄▀\äėŻ¼═Ļ╚½ØMūŃįOėŗąĶŪ¾ĪŻ
ļSų°“╬„ÜŌ¢|▌ö”Ą╚╣ż│╠Ą─▀MąąŻ¼╬ęć°ī”╩»ė═╠ņ╚╗ÜŌ╣▄Ą└Ą─ąĶŪ¾╚šęµ╝ė┤¾Ż¼Ė„éĆõō╣▄ÅS╝ę×ķ┴╦ūį╔Ē░lš╣║═ć°╝ęæ┬įŻ¼Č╝į┌┼¼┴”╠ß╔²╔·«a╣ż╦ć║═«aŲĘ┘|┴┐Ż¼ųą╩»ė═Ž┬ī┘ÅS╝ęęčĮøķ_╩╝ą┬ę╗▌åĄ─ūįäė╗»╝╝ągĖ─įņŻ¼ę²╚ļMESĄ╚Ž╚▀MŽĄĮyŻ¼ęį┐sąĪ┼cć°ļHŽ╚▀MŲ¾śIĄ─▓ŅŠÓĪŻ
▒Š╬─įOėŗĄ─õō╣▄ūįäėćŖ┤aŽĄĮy▓╔ė├PLC┐žųŲ╦┼Ę■┐žųŲŲ„Ż¼“īäė╚²▓┐╦┼Ę■ļŖÖC▀\äėŻ¼īŹ¼Fī”╔·«aŠĆ╔ŽĄ─õō╣▄ūįäėćŖ┤aŻ¼ćŖėĪĄ─Ślą╬┤a░³║¼┴╦╔·«aĄ─╦∙ėąą┼ŽóŻ¼╩Ūõō╣▄ą┼ŽóĖ·█Ö┼c░l▓╝ŽĄĮyĄ─ę╗▓┐ĘųŻ¼į┌║Ž▀mĄ─╣ż╬╗į÷╝ėūx┤ačbų├Ż¼īŹ¼F┘|┴┐ĪóÖz“×┼c▀^│╠ą┼Žó¤o╝ł╗»é„▌ö╝░Ė„ŹÅ╬╗ł¾▒Ēūįäė╔·│╔Ż¼ĮĄĄ═▓┘ū„åT╣żū„ÅŖČ╚Ż¼╠ßĖ▀ą┼ŽóėøõøĄ─īŹĢrąį£╩┤_ąįŻ¼Ž“š¹éĆ▄ćķg║═ÅSģ^MES░lš╣ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║õō╣▄ūįäėćŖ┤aŽĄĮy蹊┐┼cįOėŗ
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/consultation/10820510242.html






















