



ųŲįņł╠ąąŽĄĮy(Manufacturing Execution SysternŻ¼MES)╩Ū├└ć°AMR╣½╦Š(Advanced Manufacturing Research)į┌20╩└╝o90─Ļ┤·│§╠ß│÷Ą─Ż¼▓óīóŲõČ©┴x×ķ“╬╗ė┌╔ŽīėĄ─ėŗäØ╣▄└ĒŽĄĮy┼cĄūīėĄ─╣żśI┐žųŲų«ķgĄ─├µŽ“▄ćķgīėĄ─╣▄└Ēą┼ŽóŽĄĮy”ĪŻ═©▀^20ČÓ─ĻĄ─蹊┐Ż¼MESį┌└Ēšō蹊┐┼c«aśIæ¬ė├ĘĮ├µČ╝╚ĪĄ├┴╦▌^┤¾Ą─▀Mš╣Ż¼╠žäe╩Ūī”MESĄ─┐╔ųžśŗąįĪó┐╔╝»│╔ąįĪó┐╔ęŲų▓ąįĪó┐╔┼õų├ąįĄ╚▀Mąą┴╦╔Ņ╚ļĄ─蹊┐Ż¼▓óļSų°čąŠ┐Ą─▓╗öÓ╔Ņ╚ļŻ¼╠ß│÷┴╦ųŪ─▄MESĪó║Ž┼¬MESĪó╬’┬ōMESĪŻ┴ąĄ╚Ž╚▀MMESŽĄĮyĄ─Ė┼─ŅŻ¼Įo│÷┴╦ŽÓæ¬Ą─ĮŌøQĘĮ░ĖĪŻ
╚╗Č°Ż¼é„ĮyMES┤¾ČÓų╗ßśī”å╬▄ćķg╔·«a▀Mąą┴„│╠╣▄└ĒŻ¼▓╗╔µ╝░ČÓ▄ćķgų«ķgģf═¼ū„śIĄ─▀^│╠╣▄└ĒŻ¼▀@śėŠ═«a╔·┴╦«aŲĘ╚½╔·├³ų▄Ų┌╣▄└ĒųąĄ─├ż³cŻ¼įņ│╔╔·«a╚½▀^│╠Ė·█Ö┼c▒O┐žą┼ŽóĄ─öÓ┴„ĪŻę“┤╦Ż¼«aŲĘųą▐D╣żą“Ą─╣▄└ĒĄ╚ą┬┼dąĶŪ¾æ¬▀\Č°╔·Ż¼ųą▐D╣▄└Ē▓╗āHāH╩ŪīŹ¼Få╬éĆ▄ćå¢ī”“«aŲĘ▐D│÷ę╗«aŲĘĘĄ╗ž”ķ_Ņ^ĮY╬▓ā╔³c▀Mąą┐žųŲŻ¼Ė³╩Ū╔Ņ╚ļĄĮ╝Ü╣ØīŹ¼Fī”ųą▐D╚½▀^│╠Ą─ČÓ³c╣▄└Ē┼c▒O┐žŻ¼▓óŪęīŹ¼FČÓéĆ▄ćķgų«ķg▀Mąąųą▐D▀^│╠š¹¾w┐žųŲŻ¼ęį▒Ńė┌Ų¾śI╚½├µĪó╝░ĢrĄžšŲ╬š▄ćķg╔·«aŪķørŻ¼▀MČ°▀Mąą╚½▒Pėąą¦▒O┐žŻ¼Å─Č°╠ßĖ▀▄ćķgųą▐Dģf═¼ū„śIĄ─ą¦┬╩ĪŻ
1 ŽĄĮyąĶŪ¾Ęų╬÷
┴ŃĮM╝■ųą▐D╔·«a╩Ū▄ćķg┴Ń╝■╔·«aųžę¬Łh╣ØŻ¼═©▀^ī”7╝ęć°ėą┤¾ųąą═ųŲįņŲ¾śI╗“ųŲįņ▄ćķgįö╝Üš{▓ķ蹊┐░l¼FŻ¼▄ćķgų«ķgųą▐D╚╬䚥─Į╗╗ź╣▄└Ēų„ę¬┤µį┌ęįŽ┬å¢Ņ}Ż║
aŻ«ųą▐D╚╬䚥Į▀_ļSęŌŻ¼╔·«aėŗäØųĖī¦ąį▓╗ūŃĪŻ
bŻ«š{Č╚║åå╬Ż¼ėŗäØåTų„ę¬æ{ĮĶĮø“×║═╝ė╣ż▄ćķg┴Ń╝■Ą─▌pųžŠÅ╝▒│╠Č╚▀Mąąš{Č╚Ż¼š{Č╚ę└ō■▓╗ęÄĘČĪŻ
cŻ«ųą▐D┴Ń▓┐╝■╔·«a╝ė╣żų▄Ų┌Č╠ĪóŅlĪó┐ņĪŻųą▐D╣żą“═∙═∙ų╗ėąę╗Ą└╗“ÄūĄ└Ż¼ŽÓ▒╚š¹éĆ«aŲĘ╔·«aų▄Ų┌Ż¼īŹļH╝ė╣żų▄Ų┌Č╠Ż¼ųą▐D╚╬äšąĶŪ¾ŅlĘ▒Ż¼ę¬Ū¾ųą▐D«aŲĘĘĄ╗ž╦┘Č╚┐ņĄ╚ĪŻ
dŻ«╔µ╝░▓┐ķTČÓŻ¼┤µį┌┤¾┴┐│ČŲż¼FŽ¾Ż¼╚▒Ę”ėąą¦▒O╣▄ÖCųŲĪŻ
eŻ«¼Fėą╩ų╣ż╝ł┘|╣▄└ĒĘĮ╩ĮĦüĒĄ─ą┼Žó£■║¾ąįŻ¼įņ│╔Ų¾śI¤oĘ©īŹ¼Fī”¼Fł÷ųą▐D╔·«aĀŅørĄ─īŹĢr╚½├µĮyėŗŻ¼¤oĘ©╚½├µĪó╝░ĢrĄž┴╦ĮŌÅSā╚ųą▐D┴Ń╝■Ą─╔·«a▀MČ╚Ż¼ę▓Š═¤oĘ©Įo╣½╦ŠĖ„╔·«a╝░╣▄└Ēå╬╬╗Ą─øQ▓▀╠ß╣®ėąą¦ą┼ŽóŻ¼ų┬╩╣╣½╦ŠĖ„╔·«a╣▄└Ēå╬╬╗¤oĘ©┐ņ╦┘ĮŌøQųą▐D┴Ń╝■Ą─╔·«aå¢Ņ}Ż¼ę▓Š═▓╗─▄╝░Ģrš{š¹ųą▐D┴Ń╝■Ą─╔·«aĪŻ
ßśī”ęį╔Žųą▐D╣▄└ĒĄ─▓╗ūŃŻ¼ī”ųą▐D╣▄└ĒŽĄĮy╠žäe╩ŪŽĄĮyųąųą▐DąĶŪ¾ėŗäØĄ─ŠÄųŲ╝╝ąg╠ß│÷ęįŽ┬ę¬Ū¾Ż║
aŻ«ųą▐DėŗäØ╚╬䚥─ĄĮ▀_ĪóĘĄ╗žĄ╚æ¬ėąĢrķgę¬Ū¾Ż¼▒Ńė┌Įė╩š▄ćķg║═░l│÷▄ćķgėŗäØ╚╬䚥─░▓┼┼Ż¼ęįųĖī¦MESŽĄĮyā╚ųą▐DŽÓĻPå╬╬╗Ą─┼┼«aĪŻ
bŻ«ī”ė┌ģfū„▄ćķgų«ķgųą▐D╚╬䚥─░▓┼┼æ¬ėąģfš{ÖCųŲŻ¼ė╔ųą▐D░l│÷▄ćķgĪóųą▐DĮė╩š▄ćķgęį╝░╔·«a╣▄└Ē▓┐ķTĄ╚ŽÓĻPå╬╬╗╣▓═¼ģf╔╠═Ļ│╔ųą▐D╚╬䚥─ėŗäØųŲėåĪŻ
cŻ«ąĶę¬ÖÓ└¹▓┐ķTĄ─Įķ╚ļŻ¼ī”ģfū„▄ćķgų«ķgĄ─ųą▐D╚╬äš░▓┼┼▀Mąą▀Mę╗▓Įģfš{║═▒OČĮŻ¼Ę└ų╣│÷¼Fģfū„▄ćķg│ČŲż¼FŽ¾ĪŻ
dŻ«ī”ė┌«É│ŻėŗäØŻ¼╚ńķLŲ┌╬┤ł╠ąąėŗäØĪó┼RĢrųą▐DėŗäØĪóę“×ķł¾ÅU«a╔·Ą─¤oĘ©└^└mł╠ąąĄ─ėŗäØĄ╚Ż¼æ¬ėąŽÓæ¬Ą─╠Ä└ĒÖCųŲŻ¼ū÷ĄĮėŗäØĄ─“╔Ų╩╝╔ŲĮK”ĪŻ
eŻ«ī”ųą▐DėŗäØĄ─ł╠ąąĀŅæB▀MąąīŹĢrĖ·█ÖŻ¼Į©┴ó╚½ĘĮ╬╗ĪóČÓĮŪČ╚ĪóīŹĢrĄ─ųą▐D╣▄└Ē▀^│╠▒O┐ž┼cĮyėŗĘų╬÷æ¬ė├ŲĮ┼_Ż¼ęį▒Ń╣½╦Š║═▄ćķg╝░Ģr┴╦ĮŌųą▐D╔·«aĀŅørŻ¼▀MČ°ųĖī¦Ž┬▓Į╔·«aĪŻ
2 ŽĄĮy┴„│╠įOėŗ
▄ćķgę└ō■ųą▐DėŗäØų„ŠĆŻ¼═©▀^ėŗäØ╠ß│÷ĪóėŗäØ┤Å═Īóą╬│╔ėŗäØĪó┴Ń╝■░l│÷Ż»Įė╩šŻ»ĘĄ╗žĄ╚├▄ŪąŽÓ▀BĄ─╗Ņäė┬ōäėŻ¼ūŅĮKīŹ¼Fųą▐D▀^│╠╣▄└ĒĪŻŠC║ŽŽ╚▀M╣▄└Ē└Ē─Ņ║═ĮM╝■╗»╝╝ągŻ¼╠ß│÷┴╦ę╗ĘNųŲįņå╬į¬Å─ųą▐DėŗäØŅA╝sĄĮėŗäØ═Ļ│╔Ż¼Ė▓╔w▄ćķgųą▐D╔·«a╚½▀^│╠Ą─╔·«a╣▄└Ē┼c┐žųŲĄ─š¹¾wśIäš┴„│╠ĪŻųą▐D╣▄└ĒŽĄĮy┴„│╠╚ńłD1╦∙╩ŠĪŻ
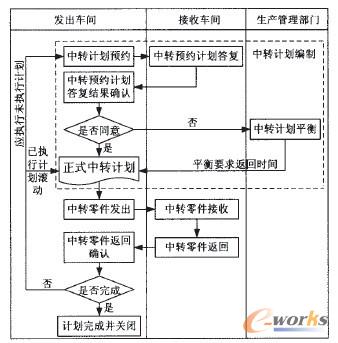
łD1 ųą▐D╣▄└ĒŽĄĮy┴„│╠łD
ę²╚ļėŗäØŲ┌Ą─Ė┼─ŅŻ¼ė╔╔·«a╣▄└Ē▓┐ķT╠ßŪ░įOČ©ėŗäØŲ┌╦∙į┌ĢrķgĘČć·Ż¼▓óįOČ©ųą▐DėŗäØŅA╝s╠ßŪ░Ų┌Ż¼ųą▐DėŗäØĄ─╠ßĮ╗║═ł╠ąąČ╝ęįėŗäØŲ┌ĪóėŗäØŅA╝s╠ßŪ░Ų┌×ķĢrķgå╬╬╗▀MąąĪŻš¹éĆųą▐D╣▄└Ē▀^│╠╣▓╔µ╝░3éĆĮŪ╔½Ż¼╝┤ųą▐DąĶŪ¾ėŗäØĄ─░l│÷▄ćķgĪóųą▐DąĶŪ¾ėŗäØĄ─Įė╩š▄ćķgęį╝░ųą▐DąĶŪ¾ėŗäØĄ─ŲĮ║Ōå╬╬╗(╔·«a╣▄└Ē▓┐ķT)Ż¼╚²š▀ų«ķgĮ╗╗ź═Ļ│╔ųą▐DąĶŪ¾ėŗäØĄ─ŠÄųŲĪŻ┤╦═ŌŻ¼├┐ę╗ėŗäØŲ┌ĮY╩°ĢrŻ¼Ģ■ī”ųą▐DėŗäØł╠ąąŪķør▀Mąą┼ąČ©Ż¼ī”ė┌ęčł╠ąą═Ļ«ģĄ─ėŗäØŻ¼▀MąąėŗäØĻPķ]ĪŻī”╬┤═Ļ│╔Ą─ėŗäØ▀MąąėŗäØØLäėŻ¼ųą▐DėŗäØØLäėŚl╝■╝░┴„│╠╚ńłD2╦∙╩ŠĪŻ
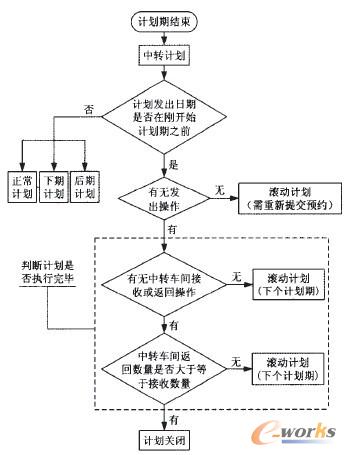
łD2 ųą▐DėŗäØØLäėŚl╝■╝░┴„│╠łD
3 ŽĄĮy╣”─▄įOėŗ
ū±čŁ░čŽÓī”¬Ü┴óĄ─╩┬╬’╠Ä└Ē▀^│╠ū„×ķę╗éĆ─ŻēKĪó▒M┐╔─▄╠ßĖ▀å╬éĆ─ŻēKĄ─ā╚Š█Č╚Īó£p╔┘▓╗═¼╣”─▄─ŻēKų«ķg±Ņ║ŽČ╚Ą─įŁätŻ¼░čųą▐D╣▄└ĒŽĄĮyäØĘų×ķ5┤¾╣”─▄─ŻēKŻ║ųą▐DŽĄĮy╣▄└ĒĪóųą▐DėŗäØ╣▄└ĒĪóųą▐D░l│÷╣▄└ĒĪóųą▐DĮė╩š╣▄└ĒĪó▓ķįā┼cĮyėŗĪŻŲõŽĄĮy╣”─▄śõ╚ńłD3╦∙╩ŠĪŻ
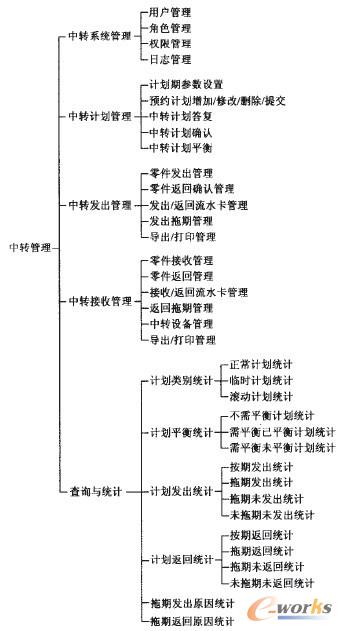
łD3 ųą▐D╣▄└ĒŽĄĮy╣”─▄śõ
aŻ«ųą▐DŽĄĮy╣▄└Ē═©▀^▓╔ė├ė├æ¶Ż»ĮŪ╔½Ż»ÖÓŽ▐╚²╝ē┐žųŲ▓▀┬įŻ¼īŹ¼Fųą▐D╣▄└ĒĄ─ÖÓŽ▐┐žųŲŻ¼×ķš¹éĆMESŽĄĮyųą▐D╣▄└Ē╠ß╣®░▓╚½▒ŻšŽŻ¼▓óī”ųą▐D▀^│╠▀Mąą╚šųŠ╣▄└ĒĪŻ
bŻ«ųą▐DėŗäØ╣▄└Ēžōž¤ųą▐DėŗäØĄ─ŠÄųŲŻ¼╔·│╔š²╩ĮĄ─┐╔ł╠ąąĄ─ųą▐DėŗäØŻ¼ų„ę¬░³└©ėŗäØŲ┌ģóöĄĄ─įOų├Īóųą▐DėŗäØĄ─ŅA╝sŻ»┤Å═Ż»┤_šJŻ»ŲĮ║ŌĄ╚śIäš╣”─▄ĪŻ
cŻ«ųą▐D░l│÷╣▄└Ēų„ę¬░³└©┴Ń╝■Ą─░l│÷Īó┴Ń╝■Ą─ĘĄ╗ž┤_šJĪó░l│÷Ż»ĘĄ╗ž┴„╦«┐©Ą─ŠSūoĪó░l│÷═ŽŲ┌įŁę“Ą─õø╚ļęį╝░ųą▐DėŗäØ░l│÷Ą─ī¦│÷┼c┤“ėĪĄ╚śIäšĪŻ
dŻ«ųą▐DĮė╩š╣▄└Ēų„ę¬░³└©┴Ń╝■Ą─Įė╩šŻ»ĘĄ╗žĪóĮė╩šŻ»ĘĄ╗ž┴„╦«┐©Ą─ŠSūoĪóĘĄ╗ž═ŽŲ┌įŁę“Ą─õø╚ļĪóųą▐DįOéõĄ─▒O┐žęį╝░ųą▐DėŗäØĮė╩šĄ─ī¦│÷┼c┤“ėĪĄ╚śIäšĪŻ
eŻ«▓ķįā┼cĮyėŗ─ŻēKų„꬞ōž¤ØMūŃĖ„╝ēųą▐DŽÓĻPå╬╬╗╣▄└ĒąĶ꬯¼▓ó▀MąąÅ─š¹¾wĄĮŠų▓┐Ż¼į┘ĄĮūŅĄ═īėöĄō■Ęųīė╝ē╚½ĘĮ╬╗ę╗¾w╗»Ą─Įyėŗš╣╩Š┼cĘų╬÷Ż¼ĘųäeīóėŗäØŅÉäeĪóŲĮ║ŌŅÉĪó░l│÷ĪóĘĄ╗žĪó░l│÷═ŽŲ┌ĪóĘĄ╗ž═ŽŲ┌┴∙┤¾ŅÉäeĘČć·ā╚Ą─Ė„ĘNųĖś╦═©▀^łDą╬ą╬Ž¾Ąžš╣╩Š│÷üĒŻ¼ų▒ų┴ūĘ█ÖĄĮĖ„ĘNųĖś╦Ą─Š▀¾wöĄō■Ż¼╩╣╣½╦Š╝░Ė„ųą▐Då╬╬╗─▄ę╗─┐┴╦╚╗ĄžšŲ╬šĄĮ╚½ÅS╝░Ė„▄ćķgųą▐D═Ļ│╔Ūķør╝░Ųõį┌─│ę╗ųĖś╦╔Ž▒Ē¼FĄ─ā×┴ėŪķørŻ¼ęį▒Ń╝░Ģrū„│÷╔·«aųĖī¦ĪŻ
4 ŽĄĮy¾wŽĄ╝▄śŗ
į┌▄ø╝■¾wŽĄ╝▄śŗįOėŗųąŻ¼Ęųīė╩ĮĮYśŗ╩ŪūŅ│ŻęŖŻ¼ę▓╩ŪūŅųžę¬Ą─ę╗ĘNĮYśŗĪŻ│ŻęŖĄ─╚²īė¾wŽĄĮYśŗŻ¼Å─╔Žų┴Ž┬Ęųäe×ķŻ║▒Ē¼FīėUIĪóśIäš▀ē▌ŗīė(BIJL)ĪóöĄō■įLå¢īė(DAL)ĪŻ┐╝æ]ĄĮųą▐D╣▄└ĒŽĄĮyęį║¾öUš╣ĪóŠSūoĪóųžė├Ą╚å¢Ņ}Ż¼▒Š╬─į┌é„Įy╚²īė¾wŽĄĮYśŗ╗∙ĄA╔Žæ¬ė├╣żÅSĘĮĘ©─Ż╩Į▀MąąŽĄĮy╝▄śŗŻ¼╚ńłD4╦∙╩ŠĪŻ
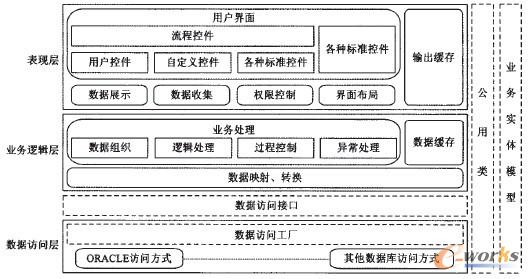
łD4 ╗∙ė┌╣żÅSĘĮĘ©─Ż╩ĮĄ─▄ø╝■¾wŽĄ╝▄śŗ
╣żÅSĘĮĘ©─Ż╩Į═©▀^│ķŽ¾╩ųČ╬īóśIäšī”Ž¾Ą─īŹ¼FęįČÓæBĄ─ą╬╩Įčė▀tĄĮūėŅÉŻ¼ęįĮĄĄ═śIäšī”Ž¾ūėŅÉķgĄ─±Ņ║ŽąįŻ¼Å─Ė∙▒Š╔ŽīŹ¼F┴╦├µŽ“ī”Ž¾ųąūŅųžę¬Ą─įŁät“ķ_ķ]įŁätŻ║ī”öUš╣ķ_Ę┼Īóī”ą▐Ė─ĻPķ]”Ż¼╩╣Ą├ŽĄĮyŠ▀ėą┴╝║├Ą─öUš╣ąįĪŻŠ▀¾wĄ─Ż¼į┌öĄō■įLå¢īė║═śIäš▀ē▌ŗīėų«ķgį÷╝ėöĄō■įLå¢Įė┐┌(IDAL)Ż¼ęÄČ©śIäš▀ē▌ŗīė║═öĄō■įLå¢īėĄ─═©ą┼ęÄätĪŻČ©┴xśIäšīŹ¾w─Żą═(Model)Ż¼ė├ė┌ė│╔õöĄō■ÄņĮYśŗ║═öĄō■ĻPŽĄŻ¼ž×┤®śIäš▀ē▌ŗīė║═▒Ē¼FīėŻ¼žōž¤Ė„īėų«ķgöĄō■Ą─é„▀fĪŻį÷╝ėöĄō■įLå¢╣żÅS(DALFactory)Ż¼┐žųŲĮė┐┌īŹ¼FĘĮ╩ĮĪŻUtilityīė×ķĻPė┌öĄō■╠Ä└ĒĄ─═©ė├ŅÉĪŻUIš{ė├BLLĄ─ŽÓĻP╣”─▄▀ē▌ŗüĒīŹ¼FśIäš╠Ä└ĒĪŻį┌BLLųąŽÓĻPĄ─öĄō■╠Ä└Ē╩Ū═©▀^š{ė├Įė┐┌īŹ¼FĪŻĮė┐┌ė╔╣żÅSīė┐žųŲŲõīŹ¼FĄ─ĘĮ╩ĮĪŻöĄō■įLå¢īėīŹ¼FŠ▀¾w┼cöĄō■ÄņĮ╗╗źĄ─╣”─▄ĪŻĖ„īėų«ķgģóöĄĄ─é„▀fų„ę¬═©▀^ModelīŹ¼FĪŻ
5 ŽĄĮyæ¬ė├
├µŽ“║Į┐šųŲįņśIĄõą═ļx╔óųŲįņ▄ćķgŻ¼ęįųą║Į╣żśI╬„░▓║Į┐š░läėÖC(╝»łF)ėąŽ▐╣½╦ŠĪó╬„░▓’wÖC╣żśI(╝»łF)ėąŽ▐ž¤╚╬╣½╦Š×ķ▒│Š░Ż¼╚ĪĄ├┴╦┴╝║├Ą─æ¬ė├ą¦╣¹ĪŻMESųą▐D╣▄└ĒŽĄĮy▓╔ė├╗∙ė┌╣żÅSĘĮĘ©─Ż╩ĮĄ─ČÓīė¾wŽĄ╝▄śŗŻ¼æ¬ė├ĮM╝■ķ_░l╝╝ągŻ¼▀xė├Ż«Net▄ø╝■ķ_░lŲĮ┼_Ż¼╗∙ė┌Oracle Datab§┌e lOgŲ¾śI╝ē┤¾ą═öĄō■ÄņŻ¼ķ_░l│÷ę╗╠ū▀m║Ž║Į┐šųŲįņśIĄ─MESųą▐D╣▄└ĒŽĄĮyæ¬ė├ŲĮ┼_ĪŻ
łD5×ķųą▐DėŗäØŅA╝sĮń├µŻ¼░l│÷▄ćķgīó«aŲĘą═╠¢Īó┴ŃĮM╝■╠¢Īó╣żą“╠¢ĪóėŗäØ░l│÷ĢrķgĪóŲ┌═¹ĘĄ╗žĢrķgĄ╚ą┼Žó╠ßĮ╗ĮoĮė╩š▄ćķgŻ¼▀Mąąųą▐DėŗäØĄ─ŅA╝sĪŻ
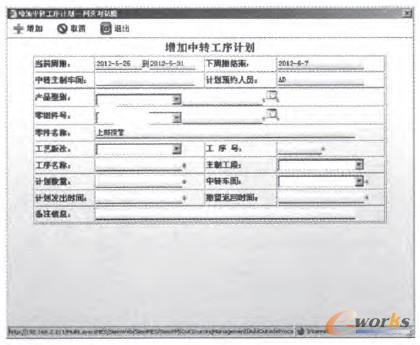
łD5 ųą▐DėŗäØŅA╝sĮń├µ
łD6×ķųą▐DėŗäØĮyėŗ┼c▓ķįāĮń├µŻ¼Įń├µ┐╔ęį═©▀^įOų├ėŗäØŲ┌ĘČć·Ż¼▓ķįāĘČć·ā╚ėŗäØŅÉäeĪóėŗäØŲĮ║ŌŪķørĪó░l│÷║═ĘĄ╗žŪķørĄ─ū▀ä▌Ż¼ęįųĖī¦╣½╦ŠŽ┬▓Į╔·«aėŗäØĄ─░▓┼┼ĪŻ
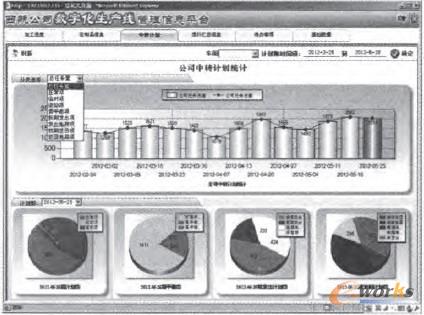
łD6 ųą▐DėŗäØĮyėŗ┼c▓ķįāĮń├µ
6 ĮY╩°šZ
MESųą▐D╣▄└ĒŽĄĮyīŹ¼F┴╦«aŲĘ╔·«a▀^│╠Ą─╚½╔·├³ų▄Ų┌╣▄└ĒŻ¼Ž¹│²┴╦▄ćķg│ČŲżĪóą┼ŽóöÓ┴„Ą╚¼FŽ¾Ż¼║▄┤¾│╠Č╚╔Ž╠ßĖ▀┴╦«aŲĘĄ─╔·«aą¦┬╩ĪŻŽĄĮy▓╔ė├╗∙ė┌╣żÅSĘĮĘ©─Ż╩ĮĄ─Ęųīė╩Į▄ø╝■¾wŽĄ╝▄śŗŻ¼╠ßĖ▀┴╦▄ø╝■ŽĄĮyĄ─┐╔öUš╣ąį┼c┐╔ŠSūoąįŻ¼×ķ▄ø╝■ŽĄĮyĄ─öUš╣┼cŠSūo╠ß╣®┴╦┐╔ĮĶĶbĄ─ĮŌøQĘĮ░Ė║═īŹ¼F═ŠÅĮĪŻĄ½─┐Ū░Ż¼ųą▐D╣▄└ĒŽĄĮy▀Ć╬┤┼cMESŽĄĮyā╚š¹¾wśIäš┴„│╠īŹ¼F¤o┐p╝»│╔Ż¼▀ĆąĶ▀Mę╗▓Į蹊┐┼cīŹ¼FĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌╣żÅSĘĮĘ©─Ż╩ĮĄ─MESųą▐D╣▄└ĒŽĄĮyĄ─蹊┐┼cīŹ¼F
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/consultation/10820611363.html





















