



1 Ė┼╩÷
Ž╚▀MÅ═║Ž▓─┴ŽŠ▀ėą▒╚ÅŖČ╚║═▒╚äéČ╚Ė▀Ż¼ąį─▄┐╔įOėŗŻ¼┐╣ŲŻä┌Ż¼─═Ė»╬gąį─▄║├║═ęūė┌š¹¾w│╔ą╬Ą╚ųTČÓā׳cŻ¼īóŲõė├ė┌║Į┐š║Į╠ņĮYśŗ╔ŽŻ¼┐╔▒╚│ŻęÄĄ─Įī┘ĮYśŗ£pųž25%Ī½30%Ż¼▓ó┐╔├„’@Ė─╔ŲŲõÜŌäėÅŚąį╠žąįŻ¼╠ßĖ▀’wąąąį─▄Ż¼▀@╩ŪŲõ╦³▓─┴Ž¤oĘ©╗“ļyęį▀_ĄĮĄ─ĪŻļSų°ėŗ╦ŃÖC╝╝ąg║═öĄ┐ž╝╝ągĄ─▓╗öÓ░lš╣Ż¼Ė„ĘNĖ„śėĄ─▄ø╝■║═öĄ┐žįOéõŽÓ└^│÷¼FŻ¼╩╣Å═║Ž▓─┴Žśŗ╝■čąųŲ▀^│╠ęįöĄūų┴┐é„▀f│╔×ķ┐╔─▄Ż¼×ķÅ═║Ž▓─┴Žśŗ╝■īŹ¼FöĄūų╗»ųŲįņäōįņ┴╦┴╝║├Ą─Śl╝■ĪŻ┴Ēę╗ĘĮ├µŻ¼į┌ć°ā╚’wÖCųŲįņśIųąŻ¼Å═║Ž▓─┴Žśŗ╝■Ą─įOėŗųŲįņ┤¾ČÓ╚įčžė├é„ĮyĄ──ŻöM┴┐│▀┤ńé„▀f¾wŽĄŻ¼öĄūų╗»įOėŗųŲįņ╝╝ągļmĄ├ĄĮ┴╦īŹļHæ¬ė├Ż¼▓ó╚ĪĄ├┴╦ę╗Č©Ą─ą¦ęµŻ¼Ą½╗∙▒Š╠Äė┌╣┬┴óĄ─ĀŅæBŻ¼╔ą╬┤īŹ¼FÅ═║Ž▓─┴Žśŗ╝■Å─įOėŗŻ¼╣ż╦ćŻ¼╣żčbŻ¼ųŲįņĄĮÖz£yš¹éĆ▀^│╠ųąĄ─ą┼Žó╣▓ŽĒŻ¼ø]ėą┤“═©š¹éĆöĄūų╗»įOėŗųŲįņŁh╣ØŻ¼ų┬╩╣¼FėąĄ─öĄūų╗»įOėŗųŲįņ╝╝ąg▓╗─▄│õĘų░lō]Ųõæ¬ėąĄ─ū„ė├ĪŻ├└ć°▓©ę¶╣½╦Šį┌▓©ę¶777ą═’wÖCą═╠¢čąųŲųą▓╔ė├öĄūų╗»╝╝ągŻ¼╩╣čąųŲų▄Ų┌┐sČ╠50%Ż¼│÷ÕeĘĄ╣ż┬╩£p╔┘75%Ż¼│╔▒ŠĮĄĄ═25%Ż¼ęčĮø│╔×ķöĄūų╗»įOėŗųŲįņ╝╝ągį┌’wÖCčąųŲųąæ¬ė├Ą─ś╦ųŠ║═└’│╠▒«ĪŻį┌▓©ę¶787’wÖCĒŚ─┐ųą▓╔ė├FiberSIM▄ø╝■▀MąąÅ═║Ž▓─┴Žśŗ╝■«aŲĘĄ─öĄūų╗»įOėŗŻ¼▓óīóįOėŗöĄō■Ž“╚½Ū“Ą─║Žū„╗’░ķ▀Mąą░lĘ┼Ż¼▒ŻūC┴╦Å═║Ž▓─┴Žśŗ╝■öĄō■Ą─╬©ę╗ąį║═£╩┤_ąįĪŻ’wÖCÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ╝╝ągŻ¼ųžį┌īóÅ═║Ž▓─┴Žśŗ╝■įOėŗųŲįņ╝╝ąg┼cöĄūų╗»╝╝ągŽÓĮY║ŽŻ¼īŹ¼FÅ═║Ž▓─┴Žśŗ╝■įOėŗ┼cųŲįņĖ„Łh╣ØöĄūų╗»Ż¼Ė„Łh╣Øų«ķgĄ─öĄō■┴„Ģ│═©║═Å═║Ž▓─┴Žśŗ╝■į┌▓óąą╣żū„─Ż╩ĮŽ┬Ą─įOėŗŻ¼╣ż╦ćŻ¼ųŲįņŻ¼Öz£yŻ¼čb┼õ╚½▀^│╠Ą─╝»│╔ĪŻ
2 ’wÖCÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ┐éĘĮ░Ė
’wÖCÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ┐éĘĮ░Ė╚ńłD1╦∙╩ŠĪŻ
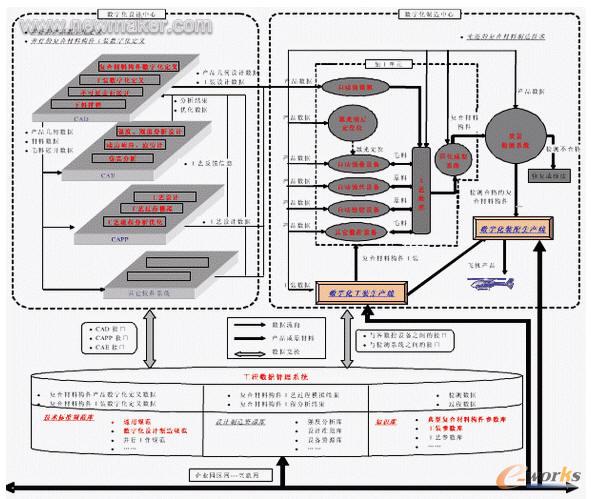
łD1 ’wÖCÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ┐éĘĮ░Ė
▒Š╣ż│╠ęįėŗ╦ŃÖCŠWĮjŁhŠ│║═▓óąą╣żū„─Ż╩Į×ķ╗∙ĄAŻ¼į┌Ų¾śI╣ż│╠öĄō■╣▄└ĒŽĄĮyų¦ō╬Ž┬Ż¼ė╔ā╔éĆ┤¾Ą─Łh╣Øśŗ│╔——öĄūų╗»įOėŗųąą─║═öĄūų╗»ųŲįņųąą─ĪŻŲõųąöĄūų╗»įOėŗųąą─ų„ę¬═Ļ│╔Å═║Ž▓─┴Žśŗ╝■Ą─ŽÓĻPįOėŗ╚╬䚯¼░³└©śŗ╝■Ą─öĄūų╗»Č©┴xŻ¼õüīėįOėŗ┼c┼┼śėŻ¼õüĘ┼┼c└p└@▄ē█EįOėŗŻ¼CAEĘų╬÷┼cĘ┬šµŻ¼╣żčbįOėŗŻ¼╣ż╦ćįOėŗ┼cųŲįņ▀^│╠Ę┬šµĄ╚Ż¼öĄūų╗»ųŲįņųąą─ų„ę¬═Ļ│╔├½┴Ž╝¶▓├(ŅAĮ■┴Ž║═ĘõĖC)Ż¼╝ż╣ŌõüīėČ©╬╗Ż¼ūįäėõüĘ┼Ż¼ūįäėõüĮz┼c└p└@Ż¼╣╠╗»│╔ą═Ż¼Ūą▀ģŃ@┐ūŻ¼▓┐╝■čb┼õŻ¼┘|┴┐Öz£yĄ╚ųŲįņ╚╬äšĪŻ
Å─łD1ųą┐╔ęį┐┤│÷Ż¼śŗĮ©Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆŻ¼│²īŹ¼Fā╔┤¾Łh╣ØĄ─öĄūų╗»═ŌŻ¼▀Ć▒žĒÜ▒ŻūCĖ„Łh╣Øų«ķgöĄō■┴„Ģ│═©ĪŻ╗∙ė┌öĄūų╗»╔·«aŠĆ┐éĘĮ░ĖŻ¼ć·└@Å═║Ž▓─┴Žśŗ╝■öĄūų╗»įOėŗŻ¼öĄūų╗»╣ż╦ćįOėŗŻ¼öĄūų╗»╣żčbįOėŗŻ¼öĄūų╗»ųŲįņŻ¼öĄūų╗»Öz£yŻ¼▓óąą╣żū„╣▄└ĒŻ¼╣żū„┴„│╠╣▄└Ē║═┘|┴┐┐žųŲĄ╚ķ_š╣蹊┐Ż¼▓óīóŠ½ęµųŲįņ└Ēšō║═╦╝Žļ╚┌║ŽĄĮš¹éĆ╔·«a¾wŽĄųąĪŻ
3 Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ╝╝ąg蹊┐
3.1 Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ¾wŽĄ
’wÖCÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ¾wŽĄčąŠ┐ų„ę¬ć·└@Å═║Ž▓─┴Žśŗ╝■öĄūų╗»«aŲĘįOėŗŻ¼öĄūų╗»╣ż╦ćįOėŗŻ¼öĄūų╗»╣żčbįOėŗŻ¼öĄūų╗»ųŲįņŻ¼öĄūų╗»Öz£yŻ¼▓óąą╣żū„╣▄└ĒŻ¼╣żū„┴„│╠╣▄└ĒŻ¼┘|┴┐┐žųŲĄ╚ķ_š╣Ż¼▓óīóŠ½ęµųŲįņ└Ēšō║═╦╝Žļ╚┌║ŽĄĮš¹éĆ╔·«a¾wŽĄųąĪŻ
(1)Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆśŗ│╔
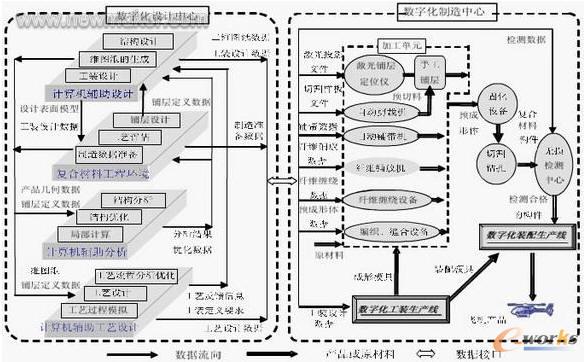
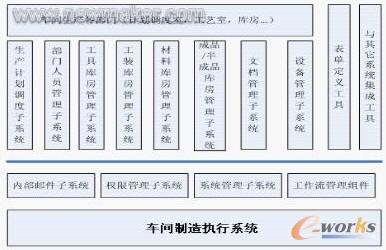
Å═║Ž▓─┴Žśŗ╝■╔·«aŠĆŲĮ├µ▓╝ų├łD╚ńłD2╦∙╩ŠŻ║
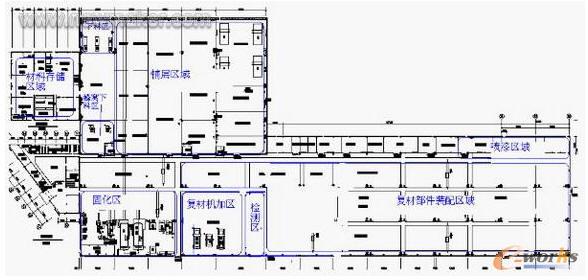
łD2 Å═║Ž▓─┴Ž╔·«aŠĆŲĮ├µ▓╝ų├łD
Å─łD2ųą╬ęéā┐╔ęį┐┤ĄĮŻ║Å═║Ž▓─┴Žśŗ╝■╔·«aŠĆė╔9éĆģ^ė“ĮM│╔Ż¼╝┤▓─┴Ž┤µā”ģ^Ż¼ŅAĮ■┴ŽŽ┬┴Žģ^Ż¼ĘõĖCŽ┬┴Žģ^Ż¼õüīėģ^Ż¼╣╠╗»ģ^Ż¼Å═▓─ÖC╝ėģ^Ż¼Å═▓─Öz£yģ^Ż¼Å═▓─▓┐╝■čb┼õģ^Ż¼ćŖŲßģ^ĪŻ┐é├µĘe▀_5╚fėÓŲĮĘĮ├ūŻ¼į┌üåų▐╩ŪūŅ┤¾Ą─ĪŻį┌Ų¾śIĮ³─ĻĄ─╝╝ągĖ─įņĒŚ─┐īŹ╩®║¾├┐éĆģ^ė“Č╝┐╔īŹ¼FöĄūų╗»ĪŻ
(2)Å═║Ž▓─┴Žśŗ╝■╔·«aŠĆ┴„│╠
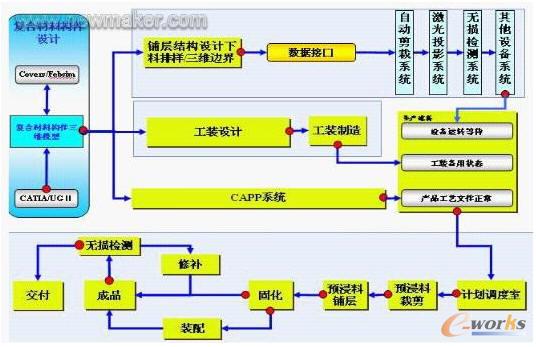
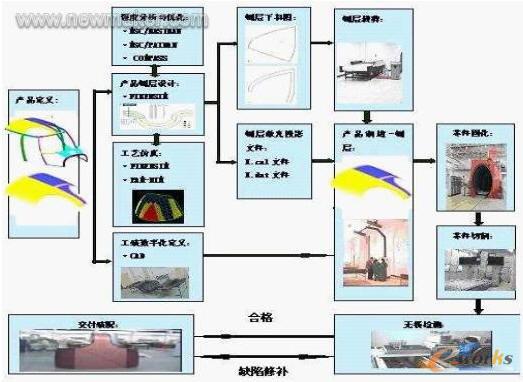
Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆĄõą═┴„│╠╚ńłD3╦∙╩ŠŻ║
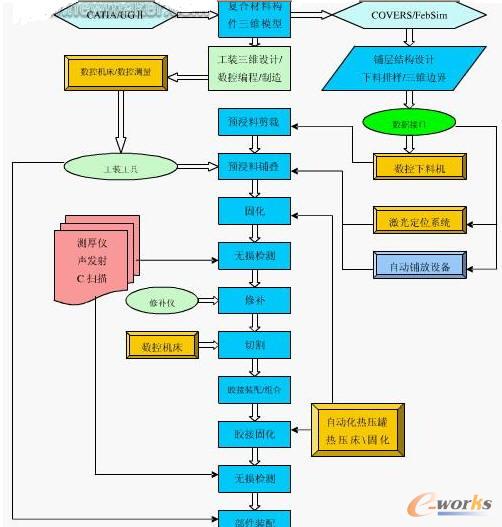
łD3 öĄūų╗»╔·«aŠĆĄõą═┴„│╠
3.2 Å═║Ž▓─┴Žśŗ╝■öĄūų╗»įOėŗ╝╝ąg
Å═║Ž▓─┴Žśŗ╝■Ą─ūŅ’@ų°╣ż╦ć╠ž³c╩Ūį┌═Ļ│╔▓─┴ŽųŲįņĄ─═¼Ģr═Ļ│╔«aŲĘĄ─ųŲįņĪŻę“┤╦Ż¼Å═║Ž▓─┴Žśŗ╝■Ą─öĄūų╗»Č©┴x┼cŲõ╦³▓─┴Ž┴Ń╝■Ą─Č©┴xĘĮĘ©ėą├„’@Ą─ģ^äeŻ¼ŲõöĄō■▓╗āH░³║¼śŗ╝■Ą─Äū║╬ą┼ŽóŻ¼õüīėą┼ŽóŻ¼▀Ćę¬░³║¼ŽÓĻPĄ─▓─┴ŽųŲįņą┼ŽóĄ╚ĘŪÄū║╬öĄō■ĪŻ
3.2.1 FiberSIMĮŌøQĘĮ░Ė
FiberSIM┐╔ęį═Ļ╚½╝»│╔ė┌ė├æ¶ęčėąĄ─CADŽĄĮyųąŻ¼╩╣CADŽĄĮy│╔×ķĖ▀ąį─▄Ą─įOėŗ/ųŲįņÅ═║Ž▓─┴Žśŗ╝■Ą─▄ø╝■╣żŠ▀ĪŻįō▄ø╝■┐╔ęį╠ß╣®īŻśIĄ─╣ż│╠įOėŗŁhŠ│Ż¼Ė▀ą¦Ąž╠Ä└ĒÅ═║Ž▓─┴Ž╝░ŲõĮYśŗĄ─Å═ļsąįå¢Ņ}Ż¼─▄ē“▓ČūĮCADŽĄĮyųąÅ═║Ž▓─┴Žśŗ╝■Ą─═Ļš¹Č©┴xŻ¼╣▄└ĒÅ═║Ž▓─┴ŽöĄō■Ż¼į┌ĒŚ─┐ā╚▓┐╣▓ŽĒÅ═║Ž▓─┴Žśŗ╝■Ą─Č©┴xĪŻFiberSIMÅ═║Ž▓─┴Ž╣ż│╠įOėŗŁhŠ│ęŖłD4ĪŻ
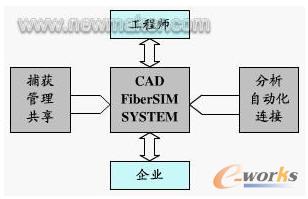
łD4 FiberSIMÅ═║Ž▓─┴Ž╣ż│╠įOėŗŁhŠ│
FiberSIM▄ø╝■¬ÜėąĄ─õüīėĘ┬šµ╝╝ągŻ¼─▄ē“ŅA£yÅ═║Ž▓─┴Ž╚ń║╬┼cÅ═ļsĄ─▒Ē├µ┘N║ŽŻ¼ų¦│ųš¹éĆÅ═║Ž▓─┴ŽĄ─╣ż│╠▀^│╠Ż¼įō▄ø╝■╩╣╣ż│╠Ĥ═¼Ģrį┌śŗ╝■Äū║╬Ż¼▓─┴ŽŻ¼ĮYśŗę¬Ū¾ęį╝░╣ż╦ć▀^│╠╝s╩°ų«ķg▀MąąÖÓ║ŌŻ¼╩╣ė├FiberSIM▄ø╝■Ż¼╣ż│╠Ĥ─▄┐ņ╦┘┐╔ęĢ╗»õüīėą╬ĀŅ║═└wŠSĘĮŽ“Ż¼į┌įOėŗļAČ╬╝┤░l¼FųŲįņå¢Ņ}Ż¼▓ó▓╔╚ĪŽÓæ¬Ą─╝mš²┤ļ╩®Ż¼īŹ¼FDFMÅ─│§▓ĮįOėŗŻ¼įö╝ÜįOėŗų▒ų┴ųŲįņ▄ćķgŻ¼įOėŗĤĮĶų·įō▄ø╝■║▄╚▌ęūäōĮ©║═▐DōQįOėŗŻ¼╣ż│╠łDęį╝░ŽÓĻPĄ─öĄō■Ż¼▓ó╩╣┴Ń╝■öĄō■į┌FiberSIM▄ø╝■Ż¼įOėŗŻ¼ųŲįņęį╝░╔╠śIæ¬ė├ų«ķg▀MąąĮ╗ōQ║═é„▀fĪŻ
FiberSIM┐╔▀x─ŻēKėąŻ║Ęų╬÷Įė┐┌─ŻēKŻ¼╬─Ön╔·│╔─ŻēKŻ¼ŲĮ├µłDśė▌ö│÷─ŻēKŻ¼╝ż╣Ō═Čė░─ŻēKŻ¼└wŠSõüĘ┼Įė┐┌Ą╚Ż¼ęįśŗ╝■Č©┴xą┼Žó×ķį┤Ņ^Ż¼Ž“ÅŖČ╚Ęų╬÷Ż¼╣ż╦ćįOėŗŻ¼╣żčbįOėŗŻ¼ųŲįņ▀^│╠Ę┬šµ║═ŽÓæ¬Ą─ųŲįņįOéõé„▀fÅ═║Ž▓─┴Žśŗ╝■Ą─Äū║╬ą┼ŽóŻ¼▓─┴Žą┼ŽóŻ¼õüīėą┼ŽóĄ╚ĪŻ
3.2.2 Å═║Ž▓─┴Žśŗ╝■öĄūų╗»Č©┴x
į┌įOėŗļAČ╬Ą─«aŲĘČ©┴x▀^│╠ųą╩Ūęį╣ż│╠öĄō■╝»×ķ║╦ą─üĒĮM┐ŚöĄō■Ż¼╩Ūų¦│ų«aŲĘöĄūų╗»įOėŗŻ¼ųŲįņ╚½▀^│╠Ą─╗∙ĄAŻ¼╩ŪųŲįņŻ¼Öz“ץ─ųžę¬ę└ō■ĪŻę╗éĆöĄō■╝»╩Ū░³║¼«aŲĘĄ─Äū║╬ą┼ŽóŻ¼└LłDöĄō■ęį╝░ŽÓĻPą┼ŽóĄ─ę╗éĆ╗“ÄūéĆCAD─Żą═Ż¼ę╗░Ń═¼Ģr┤µį┌╚²ŠS─Żą═║═Č■ŠS─Żą═Ż¼Č■š▀Ęųäeį┌╚²ŠS┐šķg╣żū„─Ż╩Į║═Č■ŠS└LłD╣żū„─Ż╩ĮųąĮ©┴óŻ¼Ą½╦³éā▓╗╩Ū═Ļ╚½¬Ü┴óĄ─Ż¼Č■š▀ų«ķg┤µį┌ų°ĻP┬ōĻPŽĄŻ¼Č■ŠSęĢłDųąĄ─į¬╦žė╔┐šķgĄ─īŹ¾w╗“Ū·├µę²│÷Ż¼ī”įŁ┐šķgīŹ¾w╗“Ū·├µĄ─╚╬║╬ą▐Ė─Č╝Ģ■ūįäėĘ┤ė│į┌Č■ŠSęĢłD╔ŽĪŻ
(1)Å═║Ž▓─┴Žśŗ╝■Ą─╚²ŠS─Żą═Č©┴x
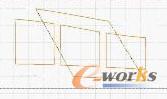
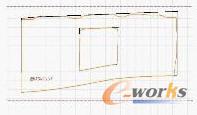
ė╔ė┌ŲõČ©┴xĘĮĘ©Ą─╠ž╩Ōąį║═Å═ļsąįŻ¼Å═║Ž▓─┴Žśŗ╝■Ą─ūŅĮKą╬ĀŅ╩Ūė╔įSČÓõüĘ┼į┌─ŻŠ▀▒Ē├µĄ─õüīė╣╠╗»ą╬│╔Ą─Ż¼├┐éĆ┴Ń╝■Ą─▓╗═¼ģ^ė“║±Č╚Ģ■ėą╦∙▓╗═¼Ż¼Č°Ūę╩Ūų▓Įūā╗»Ą─ĪŻū∙┼ōšųĒö┼’õüīėČ©┴x╚ńłD5╦∙╩ŠŻ¼═©▀^Å─įOČ©Ą─õüīėą┼Žóų▒Įė╔·│╔õüīė▒Ē├µ║═╚²ŠSīŹ¾wŻ¼▀@ą®▒Ē├µ┐╔ė├ė┌ųŲįņöĄūųīŹ╬’─Żą═Ż¼╔·│╔┴Ń╝■õü»B▒Ē├µŻ¼«a╔·┼õ╠ū╣żčbĄ─ā╚▒Ē├µ║═ųąķgõüīė▒Ē├µĄ╚ĪŻū∙┼ōšųĒö┼’īŹ¾w─Żą═╚ńłD6╦∙╩ŠŻ¼╚²ŠSīŹ¾wė├ė┌Č©┴xśŗ╝■Ą─ą╬ĀŅęį╝░Č©╬╗╠žš„(╚ń│╔ą╬├µĄ─ģó┐╝Ū·├µŻ¼┴Ń╝■─Żą═Ą─Č©╬╗³cĄ╚Äū║╬ą┼Žó)Ż¼ęį▒Ńį┌ųž┴┐║═ųžą─Ęų╬÷Ż¼öĄūų╗»ŅAčb┼õŻ¼╣żčbįOėŗŻ¼▀\äė▓┐╝■Ą──ŻöM▀\äėĘų╬÷Ą╚▀^│╠ųąæ¬ė├ĪŻę“┤╦Ż¼Å═║Ž▓─┴Žśŗ╝■╚²ŠSīŹ¾wĮ©─ŻĄ─║╦ą─å¢Ņ}╩Ū▒Ē¼F▓─┴ŽųŲįņą┼ŽóĄ─õüīėįOėŗĪŻõüīėįOėŗųąėąā╔éĆųžė├Ą─Ė┼─ŅŻ║õüīė║═õüīė╝»Ż¼▓óŪęõüīė╝»║═õüīėČ╝ėąŠÄ╠¢ĪŻ
łD5 ū∙┼ōšųĒö┼’õüīėČ©┴x
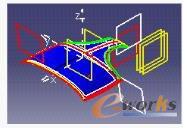
łD6 ū∙┼ōšųĒö┼’õüīŹ¾w─Żą═
(2)Å═║Ž▓─┴Žśŗ╝■Ą─Č■ŠS─Żą═Č©┴x
į┌öĄō■╝»ųąŻ¼╚²ŠS─Żą═╩ŪūŅų„ꬥ─öĄō■Ż¼Ą½Č■ŠSłD╝ł─Żą═ę▓╩Ū▒ž▓╗┐╔╔┘Ą─Ż¼ę╗░Ńė╔╚²ŠS─Żą═╔·│╔ĪŻį┌─Żą═Ą─Č■ŠSęĢłDųąŻ¼ąĶę¬═Ļš¹Ą─Č©┴x│÷Å═║Ž▓─┴Žśŗ╝■Ą─ĮYśŗą╬╩Į║═Äū║╬═Ōą╬│▀┤ńĄ╚ą┼ŽóŻ¼į┌─┐Ū░╔·«aīŹļHųąŻ¼Č■ŠSłD╝ł╚į╚╗╩Ū▀MąąÅ═║Ž▓─┴Žśŗ╝■ųŲįņ╝ė╣żŻ¼Öz“ׯ¼┘|┴┐▒ŻūCĄ─ųžę¬ę└ō■Ż¼ę▓╩Ū╣®æ¬╔╠įu╣└║══Čś╦Ą─ųžę¬ę└ō■ĪŻį┌Å═║Ž▓─┴Žśŗ╝■Ą─Č■ŠSłD╝ł╔ŽŻ¼ąĶę¬ėąŲ╩├µ╩ŠęŌłDŻ¼õüīėłDŻ¼õüīėś╦ūóŻ¼õüįO╚ĪŽ“ś╦ūóęį╝░õüīė▒ĒĄ╚ā╚╚▌Ż¼õüīė▒Ēė├üĒī”šš┴Ń╝■Ą─õüīėŻ¼▓─┴ŽŻ¼╚ĪŽ“Ą╚ą┼ŽóŻ¼╚ńłD7╦∙╩ŠĪŻ
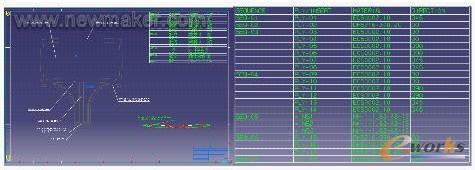
łD7 Å═║Ž▓─┴Žśŗ╝■Č■ŠSłD╝ł╝░õüīė▒ĒĄ─Ę┼┤¾łD
3.2.3 Å═║Ž▓─┴Žśŗ╝■╣ż╦ćįOėŗ
╗∙ė┌CAPPFrameWork║═ORACLEŻ¼ĮY║ŽŲ¾śIÅ═║Ž▓─┴Ž╣ż╦ćįOėŗ╝░╣▄└ĒĄ─╠ž³cŻ¼ķ_░l┴╦Š▀ėąŲ¾śI╠ž³cĄ─Å═║Ž▓─┴Žśŗ╝■┐ņ╦┘╣ż╦ćįOėŗŽĄĮyĪŻŽĄĮyų„ę¬╣”─▄─ŻēK░³└©Ż║«aŲĘĮYśŗ╣▄└ĒŻ¼╣żū„╚╬äšĘų┼õŻ¼╣ż╦ćįOėŗīÅ┼·Ż¼╣ż╦ćų¬ūR╣▄└ĒŻ¼▓─┴ŽČ©Ņ~ą┼Žó╣▄└ĒŻ¼╣ż╦ć╬─Ön╣▄└ĒŻ¼ė├æ¶ĮŪ╔½╣▄└ĒŻ¼ŽĄĮy┼õų├╣żŠ▀Ą╚ĪŻ
3.2.4 Å═║Ž▓─┴Žśŗ╝■╣żčb┐ņ╦┘įOėŗ
╣żčbĄ─öĄūų╗»įOėŗ╩ŪīŹ¼FÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ╝╝ągĄ─ĻPµIŁh╣Øų«ę╗Ż¼ų„ę¬ā╚╚▌░³└©ś╦£╩╝■ÄņŻ¼Ąõą═╣żčbĮYśŗÄņĄ─Į©┴óŻ¼┐ņ╦┘čb┼õ╝╝ąg蹊┐║═Å═║Ž▓─┴Ž╣żčb┐ņ╦┘įOėŗŽĄĮyķ_░lĄ╚ĪŻį┌ĒŚ─┐īŹ╩®ųąŻ¼└¹ė├CATIAĄ─Į©─Ż╣”─▄Į©┴óĮM│╔ĮM╝■Ą─ūė┴Ń╝■Ż¼╚╗║¾čb┼õ╔·│╔ĮM╝■Ż¼ĮM╝■×ķProductą╬╩ĮĪŻ▀@ĘNĮŌøQĘĮ░Ė┐╔į┌CATIAĮ╗╗źŁhŠ│Ž┬▀\ąąŻ¼╩╣ė├ś╦£╩╝■ÄņĢrŻ¼╠ß╣®╚²ŠSŅAė[┤░┐┌Ż¼▓óŪęŅAė[─Żą═─▄╩ŠęŌĖ„ų„ę¬ģóöĄŻ¼Å─Č°┐╔ęįų▒ė^Ąž┴╦ĮŌĖ„ģóöĄĄ─ęŌ┴xŻ¼▀MČ°┐╔ęį├ōļx╩ųāįĄ─Ž▐ųŲŻ¼─▄ē“į┌CATIA«öŪ░čb┼õ─Żą═ā╚╔·│╔╦∙▀xĮM╝■Ą─īŹ¾w─Żą═ĪŻ╗∙ė┌CATIAČ■┤╬ķ_░l┴╦ś╦£╩╝■┼·čb┼õ─ŻēKŻ¼īŹ¼F┴╦╗∙ė┌čb┼õ╠žš„Ą─ś╦£╩╝■Ą─ūįäėčb┼õĪŻłD8╦∙╩Š×ķĮM╝■ŅAė[Įń├µĪŻ
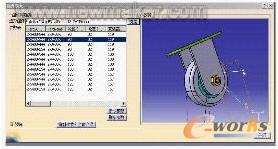
łD8 ĮM╝■ŅAė[Įń├µ

łD9 Ž┬┴ŽöĄō■
3.3 Å═║Ž▓─┴Žśŗ╝■öĄūų╗»ųŲįņ╝╝ąg
Å═║Ž▓─┴Žśŗ╝■Ą─öĄūų╗»ųŲįņ╝╝ągų„ę¬╩ŪĮY║Ž╬ę╣½╦ŠĄ─▄øė▓╝■Ą─īŹļHŪķørŻ¼░³└©Å═║Ž▓─┴ŽūįäėŽ┬┴ŽŻ¼╝ż╣Ō═Čė░Ą╚Ė„ĘĮ├µ╝╝ągĪŻ
3.3.1 ŅAĮ■┴ŽöĄ┐žŽ┬┴Ž
Å═║Ž▓─┴Žśŗ╝■╔·«a▀^│╠ųąŻ¼ŅAĮ■┴ŽŽ┬┴Ž╩Ūę╗éĆ┘MĢrŻ¼┘M┴”Ż¼Ę▒¼ŹĄ─╣żą“Ż¼╬ę╣½╦Š▓╔ė├īŻķTĄ─öĄ┐žŪąĖŅįOéõ-ūįäė╝¶▓├ÖC▀MąąŅAĮ■┴ŽĄ─ŲĮ├µŪąĖŅŻ¼īŹ¼FŅAĮ■┴ŽĄ─ūįäėŽ┬┴ŽĪŻæ¬ė├FiberSIM▄ø╝■įOėŗĄ─Å═║Ž▓─┴Žśŗ╝■Ą─├┐ę╗╚²ŠSõüīėą┼Žóš╣ķ_×ķČ■ŠSõüīėš╣ķ_öĄō■║¾Ż¼ĮøõüīėŪąĖŅöĄō■▐DōQĮė┐┌╔·│╔ŅAĮ■┴Ž┼┼śėöĄō■Ż¼ų▒Įė▌ö╚ļūįäė╝¶▓├ÖC┐žųŲ▄ø╝■ųĖī¦▓─┴ŽūįäėŪąĖŅĪŻūįäė╝¶▓├Ą─ŅAĮ■┴ŽŽ¹│²┴╦╩ų╣żŽ┬┴Žśė░ÕŻ¼├┐ę╗õüīėĄ─ą╬ĀŅ║═└wŠSĘĮŽ“Ė³╝ė£╩┤_Ż¼▓óŪęČ╝ėĪėąõüīėŠÄ╠¢Ż¼£p╔┘┴╦õüĘ┼▀^│╠ųąĄ─Õeš`Ż¼ŲõŽ┬┴Ž▒╚╩ų╣żŽ┬┴Žą¦┬╩┐╔╠ßĖ▀3▒Čęį╔ŽŻ¼╣Ø╝sįŁ▓─┴Ž20%ū¾ėęŻ¼┤╦═ŌŻ¼┼┼śė╩Ūā×╗»▓─┴Ž└¹ė├┬╩Ą─ų„ę¬ę“╦žĪŻłD9╩Ūū∙┼ōšųĒö┼’Ą─┼┼śėŽ┬┴ŽöĄō■ĪŻ
3.3.2 ╝ż╣Ō═Čė░ŽĄĮyĄ─æ¬ė├
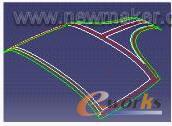
Å═║Ž▓─┴ŽīŻė├įOėŗ/ųŲįņ▄ø╝■FiberSIM╗∙ė┌śŗ╝■Ą─CAD╚²ŠSįOėŗöĄō■╔·│╔╝ż╣Ō═Čė░öĄō■▌ö╚ļĄĮ╝ż╣Ō═Čė░ŽĄĮyųąŻ¼═©▀^╠ž╩ŌĘ┤╣ŌńRŻ¼┐žųŲ╝ż╣Ō╩°īóśŗ╝■õüīėą╬ĀŅ▌å└¬ŠĆ╔ŽĄ─³cę└┤╬═Čė░ĄĮ─ŻŠ▀▒Ē├µŻ¼ė╔ė┌³c═Čė░Ą─Ė³Ą³ęŲäė╦┘Č╚śO┐ņ(├┐├ļ300męį╔Ž)Ż¼į┌▓┘ū„š▀č█ųąŻ¼─ŻŠ▀╗“┴Ń╝■▒Ē├µĢ■╔·│╔ŽÓæ¬Ą─▀ģĮń▌å└¬ŠĆŻ¼▓┘ū„š▀┐╔Ė∙ō■įō▌å└¬ŠĆ▀MąąėąĻPĄ─Č©╬╗▓┘ū„(╚ńČ©╬╗õü»BĄ╚)Ż¼Å─Č°īŹ¼FĖ„õüīėĄ─Š½┤_Č©╬╗Ż¼├Ō│²┴╦é„ĮyĄ─õü»Bśė░ÕĪŻłD10╩Ū╗∙ė┌śŗ╝■Ą─╚²ŠSīŹ¾w─Żą═╔·│╔╝ż╣Ō═Čė░öĄō■Ą─▀^│╠ĪŻ
łD10 ╝ż╣Ō═Čė░öĄō■Ą─╔·│╔
3.4 Å═║Ž▓─┴ŽöĄūų╗»╔·«aŠĆ╝»│╔╝╝ąg
Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆęį╚½├µ▓╔ė├öĄūų╗»╝╝ąg×ķų„꬜╦ųŠŻ¼▓╔ė├ėŗ╦ŃÖCČ©┴xŻ¼├Ķ╩÷Ż¼╣▄└Ē║═╩╣ė├Å═║Ž▓─┴Žśŗ╝■ķ_░l▀^│╠ųą╦∙░³║¼Ą─öĄō■ęį╝░▀@ą®öĄō■ų«ķgĄ─ŽÓ╗źĻP┬ōĪŻÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»įOėŗ║═öĄūų╗»ųŲįņ╩ŪÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆĄ─ų„ę¬ĮM│╔▓┐ĘųŻ¼ā╔▓┐Ęų═©▀^įOėŗ┼cųŲįņų«ķgĄ─öĄō■é„▀fŻ¼▐DōQīŹ¼FöĄō■Ą─╝»│╔ĪŻ
3.4.1 öĄūų╗»╔·«aŠĆöĄō■é„▀fĻPŽĄ
Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ┼cé„Įy╔·«aĘĮ╩ĮĄ─’@ų°ģ^äeį┌ė┌▓╔ė├öĄūų┴┐ą╬╩Įī”«aŲĘ▀Mąą╚½├µ├Ķ╩÷╝░öĄō■é„▀fŻ¼īŹ¼FÅ═║Ž▓─┴ŽįOėŗŻ¼▓─┴ŽŻ¼╣ż╦ćĄ─ę╗¾w╗»ĪŻ╔·«aŠĆöĄō■┴„ų„ę¬░³└©įOėŗ▄ø╝■┼cĘų╬÷▄ø╝■ų«ķgĄ─öĄō■é„▀fŻ¼«aŲĘįOėŗ┼c╣żčbįOėŗķgĄ─öĄō■é„▀fŻ¼įOėŗ┼c╣ż╦ćų«ķgĄ─öĄō■é„▀fŻ¼įOėŗ┼cųŲįņŽĄĮyĄ─öĄō■é„▀fĄ╚ĪŻłD11╩ŪÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆöĄō■é„▀fĻPŽĄĪŻ
łD11 Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆöĄō■é„▀fĻPŽĄ
(1)įOėŗ▄ø╝■┼cĘų╬÷▄ø╝■ų«ķgĄ─öĄō■é„▀f
Ąõą═Ą─Å═║Ž▓─┴Žśŗ╝■įOėŗ╩ūŽ╚╗∙ė┌ŅAŲ┌Ą─▌d║╔┤_Č©įOėŗę¬Ū¾Ż¼ĮY║ŽĘų╬÷╠ß│÷Ą─įOėŗę¬Ū¾ęį╝░Ųõ╦³╩╣ė├ŁhŠ│Ą╚ę¬Ū¾│§▓Į▀xČ©▓─┴Ž║═│╔ą╬╣ż╦ćĪŻ│§▓Į▀xČ©▓─┴Ž║═│╔ą╬╣ż╦ć║¾Ż¼═©▀^FiberSIM▄ø╝■┼cĘų╬÷▄ø╝■ų«ķgĄ─Įė┐┌īóÄū║╬─Żą═║═┤ų┬įĄ─õüīėČ©┴xöĄō■▌ö╚ļėąŽ▐į¬Ęų╬÷▄ø╝■▀MąąĮYśŗėŗ╦Ńęį╝░ĮYśŗā×╗»Ż¼▓óīóģ^ė“äØĘųęį╝░Ė„ģ^ė“Ą─įö╝ÜõüīėČ©┴xöĄō■Ę┤ü╗žÅ═║Ž▓─┴Ž╣ż│╠ŁhŠ│▀Mąąõüīėįö╝ÜįOėŗŻ¼įOėŗ═Ļ«ģį┘īóõüīėįö╝ÜČ©┴xöĄō■░³└©└wŠSšµīŹū▀Ž“║═Ųõ╦³╝Ü╣ØĄ╚▌ö╚ļĘų╬÷▄ø╝■░³▀MąąįOėŗ“×ūCŻ¼╚ń┤╦Ę┤Å═ą▐Ė─Ż¼“×ūCų▒ų┴▀_ĄĮūŅā×įOėŗŻ¼Ęų╬÷╩Ūī”įOėŗĮY╣¹Ą─“×ūCŻ¼įOėŗØMūŃĘų╬÷╠ß│÷Ą─ę¬Ū¾Ż¼įOėŗ╚╦åT┼cĘų╬÷╚╦åTų«ķgĮM│╔┴╦ę╗éĆķ]ŁhĪŻ
(2)įOėŗ┼c╣ż╦ćų«ķgĄ─öĄō■é„▀f
╣ż╦ćįOėŗ╩Ū▀BĮė«aŲĘįOėŗ║═ųŲįņĄ─ś“┴║Ż¼╩Ū«aŲĘÅ─öĄūų╗»Ė┼─ŅČ©┴xū▀Ž“īŹ╬’Ą─▒ž▓╗┐╔╔┘Ą─ą┼Žó▐DōQŁh╣ØĪŻ╣ż╦ć▓┐ķTĮė╩šįOėŗ▓┐ķT░lĘ┼Ą─«aŲĘįOėŗöĄō■░³└©Č■ŠSłD╝łŻ¼╝╝ąg╬─╝■Ą╚Ż¼░³║¼┴╦«aŲĘĄ─ĒŚ─┐ą┼ŽóŻ¼śŗą═ą┼ŽóŻ¼┴ŃĮM╝■Ą─Äū║╬Ż¼▓─┴ŽŻ¼õüīėą┼ŽóĪŻ╣ż╦ć╚╦åTī”«aŲĘĄ─įOėŗĮYśŗ▀MąąĘųĮŌ║═▐DōQŻ¼ūā│╔┐╔ė├ė┌ųĖī¦╔·«aĄ─╣ż╦ćĮYśŗĪŻ┼c┤╦═¼ĢrŻ¼ī”├┐ę╗éĆę¬╔·«aĄ─┴ŃĮM╝■įOėŗŲõ╝ė╣ż╣ż╦ćŻ¼įOėŗ╗“▀xō±Ųõ╣żčbŖAŠ▀Ż¼ųĖČ©įŁ▓─┴Ž║═ėŗ╦Ń▓─┴ŽČ©Ņ~Ż¼Įyėŗś╦£╩╝■Ż¼═Ō┘Å╝■Ą╚ĘŪ╔·«a┴Ń╝■Ą─ąĶŪ¾Ż¼ŠÄ┼┼╣żĢrČ©Ņ~Ą╚ĪŻ╣ż╦ć▓┐ķT│²┴╦«a╔·ė├ė┌ųĖī¦╔·«aĄ─╣ż╦ćęÄ│╠öĄō■╬─╝■═ŌŻ¼▀Ćę¬▀Mąą▓─┴ŽČ©Ņ~Ą╚Ė„ĘNĮyėŗģR┐éŻ¼▓óīóöĄō■é„Ž“▓╔┘ÅŻ¼Äņ┤µŻ¼š{Č╚Ą╚╔·«a£╩éõ║═╣▄└Ē▓┐ķTŻ¼ęį▒ŻūC╔·«aĄ─Ēś└¹▀MąąĪŻ
(3)įOėŗ┼c╣żčbų«ķgĄ─öĄō■é„▀f
įOėŗé„▀fĄĮ╣żčbŽĄĮyĄ─öĄō■░³└©Ż║Č■ŠSłD╝łŻ¼╚²ŠS─Żą═Ż¼╝╝ąg╬─ÖnĄ╚ĪŻ
(4)įOėŗ┼cųŲįņŽĄĮyĄ─öĄō■é„▀f
įOėŗé„▀fĄĮųŲįņŽĄĮyĄ─öĄō■░³└©õüīėš╣ķ_łDŻ¼Ž┬┴ŽöĄō■Ż¼╝ż╣Ō═Čė░öĄō■Ż¼╝╝ąg╬─ÖnŻ¼└wŠSõüĘ┼öĄō■Ą╚ĪŻ
õüīėš╣ķ_łDŻ║õüīėįOėŗ═Ļ│╔║¾Ż¼æ¬ė├FiberSIM▄ø╝■Ū·├µš╣ķ_╝╝ągŻ¼īóśŗ╝■Ą─╚²ŠSīŹ¾w─Żą═ųīėš╣ķ_╔·│╔õüīėĄ─š╣ķ_öĄō■Ż¼īó├┐ę╗éĆŪ·├µõüīėš╣ķ_×ķę╗éĆī”æ¬Ą─Č■ŠSŲĮ├µłDą╬Ż¼ė├ęį▌ö╚ļĄĮ┼┼śėŽĄĮy║═ūįäėŽ┬┴ŽÖC▀Mąąūįäė┼┼┴Ž║═ūįäė╝¶▓├ĪŻ
╝ż╣Ō═Čė░╬─╝■Ż║æ¬ė├FiberSIM▄ø╝■Ż¼╗∙ė┌śŗ╝■Ą─CAD╚²ŠSįOėŗöĄō■╔·│╔╝ż╣Ō═Čė░öĄō■Ż¼▌ö╚ļĄĮ╝ż╣Ō═Čė░ŽĄĮyųą▀MąąõüīėČ©╬╗Ż¼ į┌│╔ą╬─ŻŠ▀╔Ž▀Mąą╝ż╣Ō═Čė░ĪŻ
3.4.2 Ąõą═æ¬ė├ŽĄĮy╝»│╔
ī”æ¬Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆųąĄ─öĄō■┴„äėĻPŽĄ(╚ńłD12╦∙╩Š)Ż¼ąĶę¬╝»│╔Ą─æ¬ė├ŽĄĮy░³└©įOėŗŽĄĮyā╚▓┐Ą─╝»│╔Ż¼įOėŗŽĄĮy┼cĘų╬÷ŽĄĮyĄ─╝»│╔Ż¼įOėŗŽĄĮy┼c╣ż╦ćįOėŗŽĄĮyĄ─╝»│╔Ż¼įOėŗŽĄĮy┼c╣żčbįOėŗŽĄĮyĄ─╝»│╔Ż¼ęį╝░įOėŗŽĄĮy┼cųŲįņŽĄĮyĄ─╝»│╔Ą╚ĪŻ
łD12 öĄūų╗»╔·«aŠĆųąĄ─öĄō■┴„╝»│╔
(1)įOėŗŽĄĮyā╚▓┐Ą─╝»│╔
Å═║Ž▓─┴Žśŗ╝■öĄūų╗»įOėŗ×ķ║¾└mā×╗»Ż¼Ęų╬÷Ż¼ųŲįņĄ╚Łh╣Ø╠ß╣®öĄō■Ą─į┤Ņ^Ż¼╩ŪśŗĮ©Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆĄ─╗∙ĄAĪŻ│²│Żė├Ą─CAD═ŌŻ¼Å═║Ž▓─┴ŽīŻė├įOėŗ/ųŲįņ▄ø╝■╩ŪīŹ╩®Å═║Ž▓─┴Žśŗ╝■öĄūų╗»įOėŗ▓╗┐╔╚▒╔┘Ą─╣żŠ▀ĪŻ─┐Ū░╩└ĮńŅIŽ╚Ą─Å═║Ž▓─┴ŽīŻė├įOėŗ/ųŲįņ▄ø╝■ėąCATIA CPD─ŻēK║═VISTAGY╣½╦Šķ_░lĄ─FiberSIM ▄ø╝■ĪŻŪ░š▀┼cCATIAŽĄĮy╚½├µ╝»│╔Ż¼║¾š▀ęÓ─▄═Ļ╚½╝»│╔ĄĮCATIAŻ¼Pro/EŻ¼ęį╝░UGĄ╚CAD▄ø╝■ųąĪŻÅ═║Ž▓─┴ŽīŻė├įOėŗ/ųŲįņ▄ø╝■┼cęčėąCADŽĄĮyĄ─╝»│╔╠ß╣®┴╦Ė▀ą¦Ą─Å═║Ž▓─┴ŽöĄūų╗»įOėŗ/ųŲįņ╣żŠ▀ĪŻ
(2)įOėŗŽĄĮy┼cĘų╬÷ŽĄĮyĄ─╝»│╔
Å═║Ž▓─┴Žśŗ╝■öĄūų╗»įOėŗ/ųŲįņ▄ø╝■FiberSIM╠ß╣®öĄō■Įė┐┌▌ö│÷▀MąąėąŽ▐į¬Ęų╬÷╦∙▒žąĶĄ─öĄō■Ż¼▒ŻūC┴╦įOėŗ║═Ęų╬÷╣▓ŽĒ═¼ę╗CADų„─Żą═ĪŻ
(3)įOėŗŽĄĮy┼c╣ż╦ć┐ņ╦┘įOėŗŽĄĮyĄ─╝»│╔
įOėŗŽĄĮy┼c╣ż╦ć┐ņ╦┘įOėŗŽĄĮyų«ķg═©▀^öĄō■Įė┐┌īŹ¼FÅ═║Ž▓─┴Žśŗ╝■Č■ŠSłD╝łŻ¼╝╝ąg╬─╝■Ż¼BOMĄ╚ą┼ŽóĄ─╝»│╔┼c╣▓ŽĒĪŻ
(4)įOėŗŽĄĮy┼c╣żčbįOėŗŽĄĮyĄ─╝»│╔
į┌▓óąąįOėŗ╣żū„ŁhŠ│ųąŻ¼«aŲĘįOėŗ┼c╣żčbįOėŗį┌═¼ę╗ŲĮ┼_╔ŽīŹ¼F¤o┐p╝»│╔Ż¼╣żčbįOėŗ╣ż│╠Ĥų▒Įė└¹ė├«aŲĘįOėŗ╣ż│╠Ĥ╠ß╣®Ą─Å═║Ž▓─┴Žśŗ╝■«aŲĘ╚²ŠSöĄō■▀MąąÅ═║Ž▓─┴Žśŗ╝■╣żčbĄ─įOėŗŻ¼▓óīó╣żčb▀ģĮńą┼Žóé„▀fĮo«aŲĘįOėŗ╣ż│╠Ĥ▀MąąÅ═║Ž▓─┴Žśŗ╝■ŅAĮ■┴ŽõüīėĄ─įö╝ÜįOėŗĪŻ
(5)įOėŗŽĄĮy┼cųŲįņŽĄĮyĄ─╝»│╔
│²▓╔ė├öĄūų┴┐ą╬╩Įī”Å═║Ž▓─┴Žśŗ╝■▀Mąą╚½├µ├Ķ╩÷╝░öĄō■é„▀fų«═ŌŻ¼Å═║Ž▓─┴Žśŗ╝■öĄūų╗»įOėŗ/ųŲįņ▄ø╝■FiberSIM╠ß╣®öĄō■Įė┐┌ęį┬ōŽĄįOėŗ║═ųŲįņŁh╣ØŻ¼į┌▓óąąįOėŗ▀^│╠ųą╩╣ųŲįņ┼cįOėŗČ©┴xų▒ĮėĮY║ŽŻ¼īŹ¼F┴╦įOėŗĄĮųŲįņ▄ćķgĄ─¤o┐p╝»│╔Ż¼Ųõ╝»│╔▀^│╠╚ńłD13╦∙╩ŠĪŻÅ═║Ž▓─┴ŽįOėŗ╚╦åT═Ļ│╔õüīėįOėŗ║¾Ż¼ūįäėÅ─įOČ©Ą─õüīėČ©┴x╔·│╔╚²ŠSīŹ¾w║¾Ż¼╗∙ė┌įō╚²ŠSCAD─Żą═╔·│╔õüīėš╣ķ_öĄō■Ż¼×ķųŲįņū÷öĄō■£╩éõŻ¼õüīėš╣ķ_öĄō■▀Mę╗▓Į╠ß╚Ī╔·│╔Ž┬┴ŽÖCīŻė├Ą─Ž┬┴Ž╬─╝■║═ų¦│ųVirtek║═General ScanningĄ╚╝ż╣Ō═Čė░ŽĄĮyĄ─╝ż╣Ō═Čė░ŠÄ┤a(╗“╠ß╣®ųąĮķAPTĖ±╩Į╬─╝■)Ż¼═©▀^öĄō■Įė┐┌īó╔Ž╩÷╬─╝■ą┼ŽóĘųäe▌ö╚ļĄĮūįäė╝¶▓├ÖC║═╝ż╣ŌõüīėČ©╬╗ŽĄĮyŻ¼ūįäė▀Mąąā×╗»┼┼śėŻ¼Ž┬┴Žęį╝░Ė„õüīėĄ─Š½┤_Č©╬╗ĪŻ
łD13 įOėŗŽĄĮyĄĮųŲįņ▄ćķgĄ─╝»│╔
3.4.3 Å═║Ž▓─┴Žśŗ╝■ųŲįņ▀^│╠öĄō■╣▄└ĒŽĄĮyķ_░l
Å═║Ž▓─┴Ž▄ćķgųŲįņł╠ąąŽĄĮy╩ŪīŹ¼Fģf═¼╔·«aŻ¼ą┼ŽóĄ─╝»│╔╣▓ŽĒ║═╔·«aŠ½╝Ü╗»╣▄└ĒĄ─╩ųČ╬ĪŻįōŽĄĮyų„ę¬īŹ¼FĄ─╣”─▄░³└©Ż║╔·«aū„śIėŗäØ║═š{Č╚╣▄└ĒŻ¼╬’┴ŽąĶŪ¾┼õ╦═╣▄└ĒŻ¼┴Ń╝■ł╠ąąĖ·█ÖŻ¼ÄņĘ┐╣▄└ĒŻ¼ŹÅ╬╗╣▄└ĒŻ¼╚╦åT╣▄└ĒŻ¼ÖÓŽ▐╣▄└Ē║═Įyėŗ╣▄└ĒŻ¼ęį╝░ERP║═CAPPĮė┐┌Ą╚╣”─▄ĪŻŽĄĮy┐“╝▄łD╚ńłD14╦∙╩ŠĪŻ
łD14 ▄ćķgųŲįņł╠ąąŽĄĮy┐“╝▄łD
4 ╚ĪĄ├Ą─│╔╣¹
Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆĮ©įO╩Ūę╗ĒŚ²ŗ┤¾Č°Å═ļsĄ─ŽĄĮy╣ż│╠Ż¼╬ęéā▒Šų°┐é¾węÄäØŻ¼Ęų▓ĮīŹ╩®Ą─įŁätķ_š╣┴╦ĒŚ─┐Ą─│§▓Į蹊┐▓ó╚ĪĄ├┴╦ę╗ą®ļAČ╬ąį│╔╣¹Ż¼ų„ę¬ėąŻ║
(1)ųŲČ©┴╦╬ęć°Ą┌ę╗Śl’wÖCÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆĄ─┐é¾wĮ©įOĘĮ░ĖŻ¼│§▓ĮĮ©┴ó┴╦Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ¾wŽĄ┐“╝▄Ż¼ī”ć°ā╚’wÖCųŲįņśI蹊┐Į©┴óÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆŠ▀ėąųžę¬ģó┐╝ārųĄŻ╗
(2)Ė─ūā┴╦ķLŲ┌ęįüĒę╗ų▒▓╔ė├Įī┘╝■įOėŗĘĮĘ©▀MąąÅ═║Ž▓─┴Žśŗ╝■įOėŗĄ──Ż╩ĮŻ¼ī”Å═║Ž▓─┴Žśŗ╝■«aŲĘ├┐ę╗õüīė▀MąąöĄūų╗»Č©┴xŻ¼īŹ¼F┴╦īóÅ═║Ž▓─┴Žśŗ╝■«aŲĘöĄūų╗»Č©┴xöĄō■Å─įOėŗ│§Ų┌é„▀fų┴╣żčbįOėŗŻ¼╣ż╦ćįOėŗŻ¼öĄ┐ž╝¶▓├įOéõ║═╝ż╣ŌõüīėČ©╬╗ŽĄĮyŻ¼╗∙▒Š┤“═©┴╦Å═║Ž▓─┴Žśŗ╝■į┌¼Fėąėŗ╦ŃÖC▄øŻ¼ė▓╝■╝░öĄūų╗»ųŲįņįOéõŚl╝■Ž┬Å─įOėŗĄĮųŲįņ▀^│╠Ą─öĄō■┴„Ż╗
(3)ęįÅ═║Ž▓─┴Žśŗ╝■čąųŲ┴„│╠×ķų„ŠĆŻ¼čąŠ┐Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╣ż│╠ŁhŠ│ųąöĄō■═žčė║═é„▀fĻPŽĄŻ¼ķ_░l┴╦Å═║Ž▓─┴Žśŗ╝■ųŲįņ▀^│╠ą┼Žó╣▄└ĒŽĄĮyŻ¼╣ż╦ć┐ņ╦┘įOėŗŽĄĮyŻ¼╣żčb┐ņ╦┘įOėŗ╣żŠ▀╝»Ą╚▄ø╝■ŽĄĮy║═öĄō■Įė┐┌Ż¼īŹ¼F┴╦CAD/CAPP/CAM/ERPĄ─╝»│╔Ż╗
(4)│§▓ĮĮ©┴ó┴╦╣ż╦ć╗∙ĄAöĄō■ÄņŻ¼╣żčbś╦£╩╝■ÄņŻ¼Ąõą═╣żčbĮYśŗÄņŻ╗
(5)ŠÄųŲ┴╦Å═║Ž▓─┴ŽųŲ╝■╣żčbĮ©─Żę¬Ū¾║═öĄ┐žŠÄ│╠═©ė├ę¬Ū¾ā╔ĒŚ║Į┐šąąśIś╦£╩ĪŻ
5 īŹ└²“×ūC
5.1 ų▒╔²ÖC╚½Å═║Ž▓─┴Žū∙┼ōšųĒö┼’čąųŲ
į┌ų▒╔²ÖC╚½Å═║Ž▓─┴Žū∙┼ōšųĒö┼’įOėŗ▀^│╠ųąŻ¼æ¬ė├öĄūų╗»╩ųČ╬▀Mąąśŗ╝■Ą─öĄūų╗»«aŲĘįOėŗŻ¼öĄūų╗»╣ż╦ćįOėŗŻ¼öĄūų╗»╣żčbįOėŗŻ¼öĄūų╗»ųŲįņ╝░öĄūų╗»Öz£yĄ╚Ż¼“×ūC┴╦Å─įOėŗŻ¼╣ż╦ćŻ¼╣żčbĄĮųŲįņĄ─öĄūų╗»┴„│╠(ęŖłD15)ĪŻ
łD15 įOėŗ┼c╣ż╦ćųŲįņę╗¾w╗»┴„│╠łD
5.2 ĘõĖCŖAīėĮYśŗ░Õ╝■įOėŗ
ĘõĖCŖAīėĮYśŗ░Õ╝■įOėŗæ¬īóĘõĖCŽ┬├µĄ─õüīė║═ĘõĖC╔Ž├µĄ─õüīėĖ„įOėŗę╗éĆlaminateŻ¼▒Ńė┌õüīėš╣ķ_ĪŻĖ„õüīėš╣ķ_ĢrėąĢrĢ■┤µį┌å¢Ņ}Ż¼×ķ▒ŻūCõüīėŠ½Č╚║═▒Ńė┌╣ż╚╦▓┘ū„Ż¼ėąą®õüīėŽ┬┴Ž╬─╝■ąĶ▀Mąą▀m«öš{š¹Ż¼ęįØMūŃąĶę¬ĪŻ
(1)ĘõĖCŽ┬├µÄ¦ėąķ_┐ūĄ─õüīėąĶĦų°ķ_┐┌š╣ķ_│╔Ž┬┴ŽłDŻ¼Ą½ī”ė┌Ħėąķ_┐┌│¼Ę∙īÆĄ─õüīėŻ¼▄ø╝■š╣ķ_Ž┬┴ŽłD(ęŖłD16)Ż¼ąĶę¬į┌Ž┬┴Ž╬óÖC╔Žī”õüīėŽ┬┴Ž╬─╝■▀Mąąš{š¹(ęŖłD17)Ż╗
łD16 š╣ķ_Ž┬┴ŽłD

łD17 Ž┬┴Ž╬─╝■š{š¹
(2)ī”ė┌ĘõĖCŖAīėĮYśŗ░Õ╝■Ż¼ė╔ė┌ĘõĖCŠ▀ėąę╗Č©Ą─Ė▀Č╚Ż¼ĘõĖC╔Ž├µ░ÕĄ─õüīė═©▀^FiberSIM▄ø╝■╔·│╔Ą─Ž┬┴ŽłDŻ¼▓╗╩Ū║▄ęÄĘČ(ęŖłD18)Ż¼┼cŽÓæ¬õüīėĄ─╝ż╣Ō═Čė░ĘČć·▓╗ģfš{Ż¼ųŲįņ└¦ļyŻ¼ąĶę¬ī”▓╗ęÄĘČĄ─ŲĮ├µłDśė▌ö│÷╬─╝■▀Mąąš{š¹(ęŖłD19)Ż¼š{š¹Ģrę¬ģó┐╝Ė„õüīėĄ─╝ż╣Ō═Čė░ĘČć·▀Mąąš{š¹Ż¼Įø╩ū╝■“×ūC║¾Ż¼┤_Č©Ė„õüīė£╩┤_Ą─Ž┬┴ŽłDĪŻ

łD18 ĘõĖC╔Ž├µ░ÕõüīėŽ┬┴ŽłD
łD19 ĘõĖC╔Ž├µ░Õõüīėš{š¹
6 ĮY╩°šZ
’wÖCÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ╝╝ąg蹊┐ā╚╚▌║Ł╔w┴╦Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ¾wŽĄŻ¼Å═║Ž▓─┴Žśŗ╝■öĄūų╗»įOėŗŻ¼Å═║Ž▓─┴Žśŗ╝■öĄūų╗»ųŲįņŻ¼Å═║Ž▓─┴Žśŗ╝■öĄūų╗»Öz£yŻ¼Å═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ╝»│╔╝╝ąg╬Õ┤¾▓┐ĘųŻ¼▒ŠĒŚ─┐ęįųŲČ©╬ęć°Ą┌ę╗Śl’wÖCÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆĄ─┐é¾wĮ©įOĘĮ░Ė×ķ╩ūę¬╚╬䚯¼└ĒŪÕ╦╝┬ĘŻ¼═╗│÷ųž³cŻ¼▓ó│õĘų╬³╩šć°ā╚═ŌŽ╚▀MĄ─Įø“ׯ¼ęį┤“═©Å═║Ž▓─┴Žśŗ╝■Å─«aŲĘįOėŗĄĮ╣ż╦ćįOėŗŻ¼╣żčbįOėŗŻ¼śŗ╝■ųŲįņĄ╚▀^│╠Ą─öĄō■┴„×ķ╩ūę¬─┐ś╦ķ_š╣Ė„ĒŚčąŠ┐╣żū„Ż¼╚ĪĄ├┴╦ļAČ╬ąį蹊┐│╔╣¹Ż¼ī”║Į┐šŻ¼║Į╠ņĄ╚ąąśIĮ©┴óöĄūų╗»Å═║Ž▓─┴Žśŗ╝■╔·«aŠĆŠ▀ėąųžę¬Ą─ģó┐╝ū„ė├ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║ų▒╔²ÖCÅ═║Ž▓─┴Žśŗ╝■öĄūų╗»╔·«aŠĆ╝╝ąg蹊┐
▒Š╬─ŠWųĘŻ║http://m.hanmeixuan.com/html/news/10515515879.html






















