0 ę²čį
äō(chu©żng)│╔╩ĮCAPP╩Ūęį┴Ń╝■ą┼Žó×ķę└ō■(j©┤)▀M(j©¼n)ąą╣ż╦ć▀^│╠ūįäė(d©░ng)øQ▓▀Ą─Ż¼ę“┤╦Ż¼Į©┴ó║═▓╔ė├Įy(t©»ng)ę╗Ą─┴Ń╝■ą┼Žó─Żą═Īó╣ż╦ćų¬ūR(sh©¬)─Żą═║═╣ż╦ćøQ▓▀─Żą═Ż¼▒ŻūCĖ„ĘNöĄ(sh©┤)ō■(j©┤)┤µā”(ch©│)┼cé„▀f┴„Ģ│Č°═Ļš¹ų┴ĻP(gu©Īn)ųžę¬ĪŻ
▌SŅÉ┴Ń╝■ļm╚╗ĮY(ji©”)śŗ(g©░u)║═╝ė╣ż╣ż╦ćŽÓī”(du©¼)║å(ji©Żn)å╬Ż¼ą┼Žó┴┐▌^╔┘Ż¼Ą½ė╔ė┌╝ė╣ż▀^│╠ųąČ©╬╗╗∙£╩(zh©│n)ČÓ┤╬ūā╗»Ż¼╣żą“│▀┤ńĮŌ╦ŃÅ═(f©┤)ļsŻ¼╩Ū│ŻęÄ(gu©®)╣ż╦ćįO(sh©©)ėŗ(j©¼)ųą▒╚▌^╝¼╩ųĄ─å¢Ņ}Ż¼ę“┤╦ķ_░l(f©Ī)īŹ(sh©¬)ė├Ą─▌SŅÉ┴Ń╝■CAPPŽĄĮy(t©»ng)╩Ūėą¼F(xi©żn)īŹ(sh©¬)ęŌ┴xĄ─ĪŻ
▒Š╬─ĮY(ji©”)║Ž▌SŅÉ┴Ń╝■Ą─╠ž³c(di©Żn)Ż¼▓╔ė├ģóöĄ(sh©┤)├Ķ╩÷║═╠žš„├Ķ╩÷ŽÓĮY(ji©”)║ŽĄ─ĘĮĘ©Į©┴óöĄ(sh©┤)ō■(j©┤)─Żą═Ż¼öĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)║å(ji©Żn)ØŹ═Ļš¹Ż¼╠ß╚ĪĘĮ▒ŃŻ¼ęūė┌ėŗ(j©¼)╦ŃÖC(j©®)īŹ(sh©¬)¼F(xi©żn)Ż¼öĄ(sh©┤)ō■(j©┤)ęį┤·┤aĄ─ą╬╩Į┤µā”(ch©│)┼cé„▀fŻ¼├µŽ“š¹éĆ(g©©)╣ż╦ć▀^│╠Ż¼öĄ(sh©┤)ō■(j©┤)▓╔╝»┼c╠Ä└Ēę╗¾w╗»ĪŻ
1 ŽĄĮy(t©»ng)┐é¾wĮY(ji©”)śŗ(g©░u)
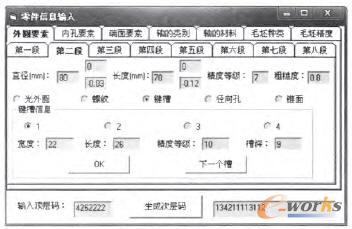
ŽĄĮy(t©»ng)▓╔ė├äō(chu©żng)│╔╩ĮCAPP╝╝ąg(sh©┤)Ż¼═©▀^┴Ń╝■ą┼Žó├Ķ╩÷╔·│╔┴Ń╝■ą┼ŽóŠÄ┤aŻ¼š{(di©żo)ė├ÖC(j©®)ąĄ╝ė╣żų¬ūR(sh©¬)Äņ(k©┤)║═ęÄ(gu©®)ätÄņ(k©┤)▀M(j©¼n)ąą╣ż╦ćøQ▓▀Ż¼╔·│╔╣ż╦ć╬─╝■ĪŻłD1×ķŽĄĮy(t©»ng)┐é¾wĮY(ji©”)śŗ(g©░u)łDĪŻ
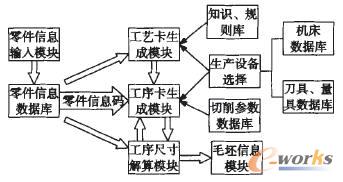
łD1 ŽĄĮy(t©»ng)┐é¾wĮY(ji©”)śŗ(g©░u)łD
2 ┴Ń╝■ą┼Žó├Ķ╩÷┼c┤µā”(ch©│)
į┌│ŻęÄ(gu©®)Ą─┴Ń╝■ą┼Žó╠žš„├Ķ╩÷Ę©ųąŻ¼├┐éĆ(g©©)ą═├µę¬╦žĮ©┴óę╗ĮM▒Ē▀_(d©ó)Ųõ╠žš„Ą─┤·┤aŻ¼įōą═├µę¬╦žĄ─Š▀¾wģóöĄ(sh©┤)å╬¬Ü(d©▓)ėøõøŻ¼▓óīóČ■š▀┤µĘ┼į┌Č■ŠS▒Ēųąęį╔·│╔ę╗éĆ(g©©)ĻP(gu©Īn)ŽĄą═öĄ(sh©┤)ō■(j©┤)Äņ(k©┤)Ż¼öĄ(sh©┤)ō■(j©┤)ęį╬─╝■Ą─ą╬╩Į┤µ╚ĪĪŻ▀@ĘNöĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)Ż¼ą═├µę¬╦žĄ─╠žš„║═ģóöĄ(sh©┤)╩ŪĘųļxĄ─Ż¼┐┐ųĖßśĮ©┴óā╔š▀ķgĄ─┬ō(li©ón)ŽĄŻ¼öĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)Å═(f©┤)ļsŻ¼öĄ(sh©┤)ō■(j©┤)Ą─┤µā”(ch©│)┼c╠Ä└ĒĘ▒¼ŹŻ¼▄ø╝■¾wŽĄ²ŗ┤¾ĪŻ
▒ŠŽĄĮy(t©»ng)▓╔ė├ģóöĄ(sh©┤)├Ķ╩÷║═╠žš„├Ķ╩÷ŽÓĮY(ji©”)║ŽĄ─├Ķ╩÷ĘĮĘ©Ż¼Į©┴ó┴╦Ēöīė┤aĪó┤╬īė┤a║═Ąūīė┤a╚²╝ē(j©¬)äė(d©░ng)æB(t©żi)Å═(f©┤)║Žą═┴Ń╝■ą┼ŽóŠÄ┤aĮY(ji©”)śŗ(g©░u)ĪŻŽĄĮy(t©»ng)ų╗ąĶ┤µā”(ch©│)║═╠ß╚Ī▀@╚²╝ē(j©¬)┤·┤aŻ¼Š═┐╔×ķš¹éĆ(g©©)╣ż╦ć▀^│╠╠ß╣®įŁ╩╝öĄ(sh©┤)ō■(j©┤)ĪŻ
Ēöīė┤a×ķŲ▀╬╗öĄ(sh©┤)ūųņoæB(t©żi)┤aŻ¼Ū░╦─╬╗┤a×ķų„┤aŻ¼├Ķ╩÷┴Ń╝■Ą─┐é¾w═Ōą╬╠žš„Ż¼Ęųäeėøõø═ŌłAČ╬öĄ(sh©┤)mĪóā╚(n©©i)┐ūČ╬öĄ(sh©┤)nĪóČ╦├µČ╬öĄ(sh©┤)k╝░▌SĄ─ŅÉäeŻ©ķL(zh©Żng)Č╠▌SŻ®ĪŻ║¾╚²╬╗┤a×ķ▌o┤aŻ¼├Ķ╩÷┴Ń╝■Ą─├½┼„╠žš„Ż¼Ęųäeėøõø├½┼„▓─┴ŽĪó├½┼„ĘNŅÉ║═├½┼„Š½Č╚ĪŻ
┤╬īė┤a×ķĒöīė┤aŪ░╚²╬╗ų„┤aĄ─š╣ķ_Ż¼▓╔ė├╠žš„├Ķ╩÷Ę©░┤Å─ū¾ų┴ėęĄ─Ēśą“ę└┤╬├Ķ╩÷┴Ń╝■mČ╬═ŌłAĪónČ╬ā╚(n©©i)┐ū║═kČ╬Č╦├µĄ─╠žš„ę¬╦žĪŻ┤╬īė┤a×ķäė(d©░ng)æB(t©żi)┤aŻ¼┤a╬╗ļSų°Ēöīė┤aĄ─ų„┤aūā╗»Č°ūā╗»Ż¼ėø×ķtŻ¼t=m+n+kĪŻ│ŻęŖĄ─╠žš„ę¬╦ž╝░╠žš„┤aęŖ▒Ē1ĪŻ
▒Ē1 Ė„╠žš„ę¬╦žĄ─╠žš„┤a
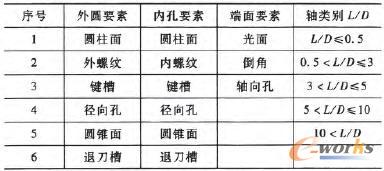
Ąūīė┤a×ķ┤╬īė┤aĄ─▀M(j©¼n)ę╗▓Įš╣ķ_Ż¼▓╔ė├ģóöĄ(sh©┤)├Ķ╩÷Ę©ę└┤╬├Ķ╩÷┴Ń╝■Ė„Č╬═ŌłAĪóā╚(n©©i)┐ū║═Č╦├µĄ─Äū║╬ę¬╦žŻ¼░³└©Ė„ą═├µų„ę¬╠žš„╝░▌oų·╠žš„Ą─Äū║╬ģóöĄ(sh©┤)║═Š½Č╚Ą╚╝ē(j©¬)Ż¼×ķt×16ŠžĻćĮY(ji©”)śŗ(g©░u)ĪŻė╔ė┌Č╦├µ╩Ūā╔éĆ(g©©)ą═├µĄ─▀BĮė├µŻ¼╦∙ęįČ╦├µą┼Žó┼cĖ„ą═├µą┼Žóėą├▄ŪąĄ─ĻP(gu©Īn)ŽĄŻ¼ŠžĻć▓╗āHėøõø┴╦Ė„ą═├µĄ─Äū║╬ę¬╦žŻ¼▀Ćėøõø┴╦Ė„ą═├µķgĄ─═ž?f©┤)õĻP(gu©Īn)ŽĄĪŻ
ŽĄĮy(t©»ng)▀\(y©┤n)ąąĢr(sh©¬)Ż¼įO(sh©©)ėŗ(j©¼)╚╦åTį┌┴Ń╝■ą┼Žó▌ö╚ļ┤░¾wųąŻ¼Ė∙ō■(j©┤)┴Ń╝■ĮY(ji©”)śŗ(g©░u)▌ö╚ļŲ▀╬╗Ēöīė┤aŻ¼░┤┤░¾w╠ß╩Š▀xō±├┐ę╗ą═├µĄ─╠žš„ę¬╦žŻ¼▌ö╚ļĖ„Äū║╬ģóöĄ(sh©┤)Ż¼ŽĄĮy(t©»ng)Š═┐╔ęį░┤ŠÄ┤aęÄ(gu©®)ätūįäė(d©░ng)╔·│╔įō┴Ń╝■Ą─t╬╗┤╬īė┤a║═t×16Ąūīė┤aŠžĻćĪŻ
└²╚ńŻ¼łD2╦∙╩Š▌SŅÉ┴Ń╝■Ą─Ēöīė┤a×ķ4262222Ż¼▒Ē╩Šįō┴Ń╝■ėą4Č╬═ŌłA├µĪó2Č╬ā╚(n©©i)┐ū├µ║═6Č╬Č╦├µŻ¼0.5Ż╝L/D≤3Ż¼ųą╠╝õōŻ¼Õæ╝■Ż¼2╝ē(j©¬)Š½Č╚├½┼„ĪŻm=4Ż¼n=2Ż¼k=6Ż¼t=12ĪŻ
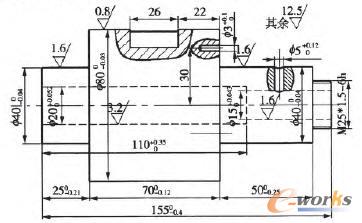
łD2 ╩Š└²▌SŅÉ┴Ń╝■łD
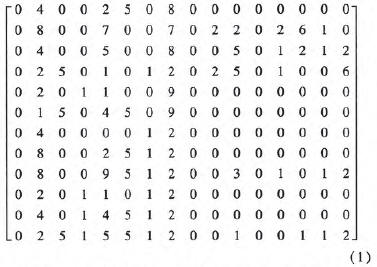
į┌łD3╦∙╩Š┤░¾wųą▌ö╚ļŽÓæ¬(y©®ng)Ą─ģóöĄ(sh©┤)║¾Ż¼ŽĄĮy(t©»ng)ūįäė(d©░ng)╔·│╔įō┴Ń╝■Ą─12╬╗┤╬īė┤a134211113112Ż¼Å─ū¾ų┴ėę▒Ē╩ŠĄ┌1Č╬═ŌłA×ķłAų∙├µĪóĄ┌2Č╬═ŌłAĦµI▓█ĪóĄ┌3Č╬═ŌłAĦÅĮŽ“┐ūĪóĄ┌4Č╬═ŌłAĦ┬▌╝yŻ¼2Č╬ā╚(n©©i)┐ūŠ∙×ķłAų∙┐ūŻ¼1Īó2║═4Īó5Č╬Č╦├µŠ∙×ķ╣Ō├µŻ¼Ą┌3Č╬Č╦├µÄ¦▌SŽ“┐ūŻ¼Ą┌6Č╬Č╦├µÄ¦Ą╣ĮŪŻ©ģóšš▒Ē1Ż®ĪŻ═¼Ģr(sh©¬)ŽĄĮy(t©»ng)╔·│╔įō┴Ń╝■Ą─12×16Ą─Ąūīė┤aŠžĻć╚ń╩Į(1)Ż¼╣®║¾└m(x©┤)│╠ą“š{(di©żo)ė├ĪŻ
łD3 ┴Ń╝■ą┼Žó▌ö╚ļ┤░¾w
ŠžĻć1Ī½4ąą▒Ē▀_(d©ó)4Č╬═ŌłA├µą┼ŽóŻ¼5Ī½6ąą▒Ē▀_(d©ó)2Č╬ā╚(n©©i)┐ū├µą┼ŽóŻ¼7Ī½12ąą▒Ē▀_(d©ó)6Č╬Č╦├µą┼ŽóĪŻ╚ńŻ¼ŠžĻćĄ┌Č■ąąÅ─ū¾ų┴ėę▒Ē▀_(d©ó)Ą┌Č■Č╬═ŌłAų▒ÅĮφ80mmŻ¼ķL(zh©Żng)70mmŻ¼IT7Ż¼µI▓█īÆ22mmŻ¼ķL(zh©Żng)26mmŻ¼IT10ĪŻ
3 ╣ż╦ć┐©╔·│╔┼cŠÄ▌ŗ
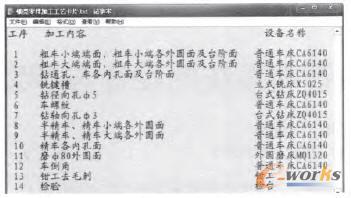
┴Ń╝■ą┼Žó▌ö╚ļ║¾Ż¼ŽĄĮy(t©»ng)Ė∙ō■(j©┤)┴Ń╝■Ą─ą┼ŽóŠÄ┤aÖz╦„╝ė╣ż╣ż╦ćęÄ(gu©®)ätÄņ(k©┤)ųą╠žš„ų«ķgĄ─╝s╩°ĻP(gu©Īn)ŽĄŻ¼ūįäė(d©░ng)▀M(j©¼n)ąą╣ż╦ćøQ▓▀Ż¼░³└©Ė„▒Ē├µ╝ė╣żĘĮĘ©Ą─▀xō±║═╣żą“Ēśą“Ą─░▓┼┼Ż¼╔·│╔╣ż╦ć┬ĘŠĆŻ¼╠Ņīæ╣ż╦ć┐©Ż¼ŽĄĮy(t©»ng)ū±čŁĄ─╝s╩°ĻP(gu©Īn)ŽĄę└┤╬×ķŻ║Ž╚╗∙£╩(zh©│n)║¾Ųõ╦¹ĪóŽ╚ų„║¾┤╬ĪóŽ╚┤ų║¾Š½ĪóŽ╚├µ║¾┐ūĪŻłD4×ķŽĄĮy(t©»ng)ūįäė(d©░ng)╔·│╔Ą─╩Š└²▌SŅÉ┴Ń╝■╝ė╣ż╣ż╦ć┐©ĪŻ
ŽĄĮy(t©»ng)╩ūŽ╚ł╠(zh©¬)ąąĄ┌ę╗īė╝s╩°ĻP(gu©Īn)ŽĄŻ¼Öz╦„Ēöīė┤aĄ─Ą┌╦─╬╗╠žš„┤aŻ¼═Ļ│╔╗∙£╩(zh©│n)├µ║═ų„ę¬▒Ē├µĄ─┤ų╝ė╣żĪŻ╚¶Ą┌╦─╬╗╠žš„┤a×ķ“4”╗““5”Ż©ķL(zh©Żng)▌SŻ¼ųąą─┐ūČ©╬╗Ż®Ż¼╔·│╔╣żą“1Ż║ŃŖā╔Č╦├µŻ¼╣żą“2Ż║Ń@ųąą─┐ūŻ¼╣żą“3Ż║▄ćĖ„═ŌłA├µ╝░┼_(t©ói)ļA├µŻ¼╣żą“4Ż║▄ćĖ„ā╚(n©©i)┐ū├µ╝░┼_(t©ói)ļA├µŻ╗ʱätŻ©Č╠▌SŻ¼╚²ū”┐©▒PČ©╬╗ŖAŠoŻ®Ż¼╔·│╔╣żą“1Ż║▄ćąĪČ╦Č╦├µĪó▄ćąĪČ╦Ė„═ŌłA├µ╝░┼_(t©ói)ļA├µŻ¼╣żą“2Ż║▄ć┤¾Č╦Č╦├µĪó▄ć┤¾Č╦Ė„═ŌłA├µ╝░┼_(t©ói)ļA├µŻ¼╣żą“3Ż║Ń@═©┐ūĪó▄ćĖ„ā╚(n©©i)┐ū├µ╝░┼_(t©ói)ļA├µŻ¼ęŖłD4╣żą“1Īó2Īó3ĪŻ
Ųõ┤╬ŽĄĮy(t©»ng)ł╠(zh©¬)ąąĄ┌Č■īė╝s╩°ĻP(gu©Īn)ŽĄŻ¼Ė∙ō■(j©┤)┤╬īė┤aĄ─Ė„┤a╬╗╠žš„ą┼Žó┼ąöÓĖ„ą═├µ╔Ž╩Ūʱėą▌oų·╠žš„Ż¼╚¶ėąŻ©┤a╬╗öĄ(sh©┤)ūųĘŪ“1”Ż®Ż¼░▓┼┼ŽÓæ¬(y©®ng)Ą─╝ė╣ż╣żą“Ż¼═Ļ│╔┤╬ę¬▒Ē├µĄ─╝ė╣żĪŻ└²╚ń╩Š└²ųą┤╬īė┤aĄ─Ą┌2╬╗╩Ū“3”Ż¼▒Ē├„Ą┌2Č╬═ŌłAĦµI▓█Ż¼░▓┼┼ŃŖµI▓█╣żą“Ż╗Ą┌3╬╗╩Ū“4”Ż¼▒Ē├„Ą┌3Č╬═ŌłAĦÅĮŽ“┐ūŻ¼░▓┼┼Ń@┐ū╣żą“Ż╗Ą┌4╬╗╩Ū“2”Ż¼▒Ē├„Ą┌4Č╬═ŌłAĦ┬▌╝yŻ¼░▓┼┼▄ć┬▌╝y╣żą“Ą╚Ż¼ęŖłD4╣żą“4Īó5Īó6Īó7Īó12ĪŻ
łD4 ╩Š└²▌SŅÉ┴Ń╝■╝ė╣ż╣ż╦ć┐©
ūŅ║¾ŽĄĮy(t©»ng)ł╠(zh©¬)ąąĄ┌╚²īė╝s╩°ĻP(gu©Īn)ŽĄŻ¼Ė∙ō■(j©┤)Ąūīė┤aŠžĻćųąĖ„ąąĄ─Ą┌Ų▀Īó░╦ā╔╬╗Ż©▒Ē▀_(d©ó)įō▒Ē├µ╝ė╣żŠ½Č╚Ż®┼ąöÓĖ„ą═├µ╦∙ąĶĄ─╝ė╣żĘĮ░ĖŻ¼═Ļ│╔Ė„ą═├µĄ─Š½╝ė╣żŻ¼ęŖłD4╣żą“8Ī½11ĪŻ
Ą┌╦─īė╝s╩°ĻP(gu©Īn)ŽĄ░³║¼ė┌Ū░╚²īė╝s╩°ĻP(gu©Īn)ŽĄų«ųąŻ¼╝┤į┌Ū░╚²īė╝s╩°ĻP(gu©Īn)ŽĄųąŻ¼Š∙Ž╚▀M(j©¼n)ąą├µĄ─╝ė╣żŻ¼į┘▀M(j©¼n)ąą┐ūĄ─╝ė╣żĪŻ
įO(sh©©)ėŗ(j©¼)╚╦åT┐╔ęįį┌╔Ž╩÷╣ż╦ć┬ĘŠĆ╗∙ĄA(ch©│)╔Ž▀M(j©¼n)ąą╝ė╣żĒśą“š{(di©żo)š¹Īó╝ė╣żā╚(n©©i)╚▌ą▐Ė─║═╝ė╣ż╣żą“į÷£pŻ¼ūŅĮK═Ļ│╔╝ė╣ż╣ż╦ć┐©ĪŻ
4 ╣żą“┐©╔·│╔┼cŠÄ▌ŗ
ŽĄĮy(t©»ng)░č╣żą“ą┼ŽóĘų│╔╝ė╣żā╚(n©©i)╚▌Īó╣żą“│▀┤ńĪóČ©╬╗╗∙£╩(zh©│n)ĪóŪąŽ„ģóöĄ(sh©┤)╦─▓┐ĘųŻ¼═¼Ģr(sh©¬)Į©┴ó┴╦ĄČŠ▀Äņ(k©┤)ĪóÖC(j©®)┤▓Äņ(k©┤)ĪóŪąŽ„ģóöĄ(sh©┤)Äņ(k©┤)Ą╚ęįéõįO(sh©©)ėŗ(j©¼)╚╦åTŠÄ▌ŗĢr(sh©¬)▓ķšę║═ģó┐╝ĪŻįō▓┐Ęųų„ę¬░³└©╣żą“ā╚(n©©i)╚▌╔·│╔┼cŠÄ▌ŗĪó╣żą“║å(ji©Żn)łD└LųŲĪó╣żą“│▀┤ńĮŌ╦Ń╚²┤¾╣”─▄─ŻēKĪŻ
4.1 ╣żą“ā╚(n©©i)╚▌╔·│╔┼cŠÄ▌ŗ
³c(di©Żn)ō¶╣ż╦ć┐©ųą─│ę╗╣żą“Ą─╣żą“┐©╔·│╔░┤ŌoŻ¼Š═Ģ■(hu©¼)╔·│╔ŽÓæ¬(y©®ng)╣żą“Ą─╣żą“┐©Ż¼▓óį╩įS▀M(j©¼n)ąąŠÄ▌ŗĪŻį┌╣żą“┐©╔·│╔▀^│╠ųąŻ¼ČÓ╣ż▓Į╣żą“Ą─╔·│╔ąĶę¬ū±čŁų▒ÅĮė╔┤¾ĄĮąĪĄ─╝ė╣żĒśą“╝s╩°ĪŻ
└²╚ńŻ¼łD4╩Š└²┴Ń╝■╣ż╦ć┐©ųąĄ┌ę╗Ą└╣żą“Ż¼╩ūŽ╚╔·│╔╣ż▓Į1Ż║┤ų▄ćąĪČ╦Č╦├µĪŻŲõ┤╬ŽĄĮy(t©»ng)Ė∙ō■(j©┤)Ąūīė┤aŠžĻćŪ░mąąĄ─Ū░╚²╬╗┤aöĄ(sh©┤)ųĄŻ©Ė„Č╬▌Sų▒ÅĮŻ®šę│÷ūŅ┤¾ų▒ÅĮφ80║═ūŅąĪų▒ÅĮφ25Ż¼╚╗║¾░┤ė╔┤¾ų┴ąĪĄ─Ēśą“╔·│╔ūŅ┤¾ų▒ÅĮų┴ūŅąĪų▒ÅĮų«ķgĄ─╦∙ėą═ŌłA├µ╝░┼_(t©ói)ļA├µĄ─▄掄╣ż▓ĮŻ¼╝┤╣ż▓Į2Ż║┤ų▄ćφ40═ŌłA├µ╝░┼_(t©ói)ļA├µŻ¼╣ż▓Į3Ż║┤ų▄ć╬„25═ŌłA├µ╝░┼_(t©ói)ļA├µĪŻ▒Š╣żą“▓╗║¼ūŅ┤¾ų▒ÅĮφ80═ŌłA├µĄ─╝ė╣żŻ¼įō═ŌłA×ķ▒Š╣żą“Ą─čbŖA╗∙£╩(zh©│n)├µŻ¼Š▀¾w╣żą“ā╚(n©©i)╚▌ęŖłD5ĪŻ
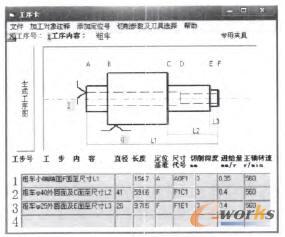
łD5 ╩Š└²▌SŅÉ┴Ń╝■╝ė╣ż╣żą“┐©
ė╔ė┌Ąūīė┤aŠžĻćųąĄ─Ą┌╦─Īó╬ÕĪó┴∙╬╗ķL(zh©Żng)Č╚┤aėøõø┴╦Ė„ą═├µĄ─ķL(zh©Żng)Č╚ą┼ŽóŻ¼į┌╣żą“║å(ji©Żn)łDųąŠ═┐╔ęį░┤ėó╬─ūų─ĖĒśą“ś╦(bi©Īo)ūR(sh©¬)Ė„Č╦├µĘ¹╠¢(h©żo)ĪŻį┌╔·│╔╣ż▓Įā╚(n©©i)╚▌Ą─═¼Ģr(sh©¬)Ż¼ėøõøŽ┬╝ė╣żČ╦├µŻ©┼_(t©ói)ļA├µŻ®Ą─ą┼ŽóŻ¼░³└©╬╗ų├ą┼Žó║═Č╦├µĘ¹╠¢(h©żo)ą┼ŽóĪŻį┌╣żą“łDųą³c(di©Żn)ō¶─│▒Ē├µū„×ķČ©╬╗╗∙£╩(zh©│n)├µŻ¼įō▒Ē├µĘ¹╠¢(h©żo)╝┤┐╔ėøõø▓ó’@╩Šį┌╣ż▓ĮųąĪŻ╠ß╚Ī╣ż▓Įā╚(n©©i)╚▌ųąĄ─╝ė╣żČ╦├µĘ¹╠¢(h©żo)║═Č©╬╗╗∙£╩(zh©│n)├µĘ¹╠¢(h©żo)Ż¼░┤ęÄ(gu©®)ät╔·│╔įō╣ż▓Į╣ż╦ć│▀┤ń╩Į┤·╠¢(h©żo)Ż¼ŽĄĮy(t©»ng)░┤Ēśą“▒Ż┤µ╦∙ėą╣żą“║═╣ż▓ĮĄ─╣ż╦ć│▀┤ń╩Į┤·╠¢(h©żo)Ż¼×ķ╣żą“│▀┤ńĮŌ╦Ń╠ß╣®ę└ō■(j©┤)ĪŻ
4.2 ╣żą“║å(ji©Żn)łD└LųŲ
╣żą“║å(ji©Żn)łD░³└©┴Ń╝■╗∙▒Š═Ōą╬Īó╝ė╣ż├µĪóČ©╬╗├µ║═╣żą“│▀┤ń╦─┤¾ę¬╦žĪŻ┴Ń╝■╗∙▒Š═Ōą╬ė╔┴Ń╝■ą┼Žó┤a╔·│╔Ą─łDī¦(d©Żo)╚ļŻ¼╝ė╣ż├µė╔┤ų▓┌Č╚Ę¹╠¢(h©żo)ś╦(bi©Īo)ūR(sh©¬)Ż¼Č©╬╗├µė╔Č©╬╗Ę¹╠¢(h©żo)ś╦(bi©Īo)ūR(sh©¬)Ż¼╣żą“│▀┤ńė╔│▀┤ńĮŌ╦Ń─ŻēKĮŌ╦ŃŻ¼▓óį┌łDųąś╦(bi©Īo)ūR(sh©¬)Ųõ┤·╠¢(h©żo)ĪŻ
ŽĄĮy(t©»ng)▓╔ė├łDą╬ēK╝╝ąg(sh©┤)Ż¼īó┤ų▓┌Č╚Ę¹╠¢(h©żo)║═Č©╬╗Ę¹╠¢(h©żo)Č©┴x×ķłDą╬ēKŻ¼▓ó▀\(y©┤n)ė├łDą╬▓ČūĮ╦ŃĘ©ĘĮ▒ŃįO(sh©©)ėŗ(j©¼)╚╦åTį┌╣żą“║å(ji©Żn)łDųą▀x╚Ī╦∙꬜╦(bi©Īo)ūóĄ─╝ė╣ż├µ╗“Č©╬╗├µ▀M(j©¼n)ąą╠Ē╝ė▓┘ū„ĪŻįō╦ŃĘ©┐╔ęį▓ČūĮĄĮę╗Č©ĘČć·ā╚(n©©i)Ą─┴Ń╝■Č╦├µŻ¼▓óĖ∙ō■(j©┤)╝ė╣żėÓ┴┐Ą─Ę¹╠¢(h©żo)Ż©Ž“ėę╝ė╣ż×ķš²Ż¼Ž“ū¾╝ė╣ż×ķžō(f©┤)Ż®┼ąöÓČ©╬╗Ę¹╠¢(h©żo)Ą─ĘĮŽ“ĪŻ└¹ė├▀@ę╗╝╝ąg(sh©┤)Ą─▀Ćėą┴Ń╝■łDųąą╬╬╗š`▓ŅĄ─ś╦(bi©Īo)ūóĪŻ
4.3 ╣żą“│▀┤ńĮŌ╦Ń
▌SŅÉ┴Ń╝■╣żą“│▀┤ńėąÅĮŽ“│▀┤ń║═▌SŽ“│▀┤ńā╔ĘNĪŻÅĮŽ“╣żą“│▀┤ńė╔ė┌╗∙£╩(zh©│n)ųž║ŽŻ¼ėŗ(j©¼)╦Ń║å(ji©Żn)å╬Ż¼┐╔ė├Ę┤═ŲĘ©Ż¼īóŽ┬Ą└╣żą“Ą─╗∙▒Š│▀┤ń╝ėŻ©╗“£pŻ®Ž┬Ą└╣żą“Ą─╝ė╣żėÓ┴┐Ż¼╝┤×ķ▒ŠĄ└╣żą“Ą─╗∙▒Š│▀┤ńŻ¼╣½▓Ņ╚Ī▒ŠĄ└╣żą“Ą─╝ė╣żŠ½Č╚Ż¼░┤╚╦¾wįŁätś╦(bi©Īo)ūóĪŻ▌SŽ“╣żą“│▀┤ń╔µ╝░╗∙£╩(zh©│n)▓╗ųž║Ž╝░Č©╬╗╗∙£╩(zh©│n)ČÓ┤╬▐D(zhu©Żn)ōQŻ¼ąĶĮŌ╣ż╦ć│▀┤ńµ£ĪŻ
ŽĄĮy(t©»ng)īó┴Ń╝■Ąūīė┤aŠžĻćųąĖ„▒Ē├µĄ─│▀┤ńöĄ(sh©┤)ųĄą┼Žó║═├┐ę╗╣ż▓ĮĄ─╣ż╦ć│▀┤ń╩Įī¦(d©Żo)╚ļ╣żą“│▀┤ńĮŌ╦Ńūė─ŻēKŻ¼▀\(y©┤n)ė├łDĮŌūĘ█EĘ©ĮŌ╦Ń│÷▌SŽ“╣żą“│▀┤ńĪŻ▀@ĘNĘĮĘ©░³║¼ā╔▓┐Ęųā╚(n©©i)╚▌Ż¼ę╗╩Ū╣ż╦ć│▀┤ń╩ĮĘ©║═äė(d©░ng)æB(t©żi)Ž“┴┐ś╦(bi©Īo)ėøĘ©üĒ═Ļ│╔Ė„╣żą“Ą─│▀┤ńµ£▓ķšę║═Ė„ĮM│╔Łh(hu©ón)į÷£pąį┼ąöÓŻ╗Č■╩Ū▀\(y©┤n)ė├VBīŹ(sh©¬)¼F(xi©żn)╝ė╣ż┬ĘŠĆłDūįäė(d©░ng)╔·│╔║═╣ż╦ć│▀┤ńµ£ūĘ█EłDūįäė(d©░ng)└LųŲĪŻįōūė─ŻēK▀Ć╠ß╣®│▀┤ńŲ½▓Ņėŗ(j©¼)╦Ń║═╝ė╣żėÓ┴┐“×(y©żn)╦Ń╣”─▄ęį╝░ČÓ╣ż╦ćĘĮ░ĖĘų╬÷▒╚▌^╣”─▄Ż¼Å─Č°┤_Č©ę╗╠ū▌^×ķ║Ž└ĒĄ─╝ė╣żĘĮ░ĖĪŻ
5 öĄ(sh©┤)ō■(j©┤)é„▀f┼c┬ō(li©ón)äė(d©░ng)
ŽĄĮy(t©»ng)ęį║å(ji©Żn)å╬Ą─╚²éĆ(g©©)┤·┤a“ī(q©▒)äė(d©░ng)╦∙ėą╣”─▄─ŻēKĄ─╠Ä└Ē║═▓┘ū„Ż¼öĄ(sh©┤)ō■(j©┤)─Żą═Įy(t©»ng)ę╗Ż¼«ö(d©Īng)Ēöīė┤aĪóą═├µ╠žš„║═ą═├µģóöĄ(sh©┤)░l(f©Ī)╔·ūā╗»Ģr(sh©¬)Ż¼┤╬īė┤a║═Ąūīė┤aļSų«ūā╗»Ż¼║¾└m(x©┤)╦∙ėą─ŻēKĄ─įŁ╩╝öĄ(sh©┤)ō■(j©┤)ę▓ļSų«Ė─ūāŻ¼▒ŻūC┴╦š¹éĆ(g©©)ŽĄĮy(t©»ng)öĄ(sh©┤)ō■(j©┤)Ą─ę╗ų┬ąįĪŻ
╣żą“│▀┤ńĮŌ╦Ń╩Ūå╬¬Ü(d©▓)▀M(j©¼n)ąąĄ─Ż¼į┌╔·│╔╣żą“┐©Ģr(sh©¬)Ż¼ų╗╔·│╔Ė„╣ż▓Įā╚(n©©i)╚▌Īó╝ė╣ż├µĪóČ©╬╗├µ╝░╣ż╦ć│▀┤ń╩ĮŻ¼Č°╣żą“│▀┤ń“ų▒ÅĮ”Īó“ķL(zh©Żng)Č╚”╬┤ėŗ(j©¼)╦ŃŻ¼ę▓╬┤ś╦(bi©Īo)ūóŻ¼ęŖłD5ųą╣ż▓Į1ĪŻ╣żą“┐©╔·│╔║¾Ż¼▀M(j©¼n)╚ļ╣żą“│▀┤ńĮŌ╦Ń─ŻēKŻ¼═©▀^╚²╝ē(j©¬)┤·┤a║═╣ż╦ć│▀┤ń╩ĮĮŌ╦Ń╣żą“│▀┤ńŻ¼ėŗ(j©¼)╦ŃĮY(ji©”)╣¹ĘĄé„ĄĮ╣żą“┐©ųąŻ¼ūŅĮK═Ļ│╔╣żą“┐©ŠÄ▌ŗĪŻį┌╣żą“│▀┤ńĮŌ╦Ń─ŻēKųąŻ¼ų¦│ų╣ż╦ć│▀┤ń╩ĮĄ─ą▐Ė─║═ČÓĘĮ░Ė▒╚▌^Ż¼╝┤Ė─ūā╣żą“Ēśą“║═╣ż▓Įā╚(n©©i)╚▌Ż¼ą▐Ė─║¾Ą─ėŗ(j©¼)╦ŃĮY(ji©”)╣¹į┌ĘĄé„╣żą“┐©Ģr(sh©¬)Ż¼ŽÓæ¬(y©®ng)Ą─╣ż╦ć┐©║═╣żą“┐©ę▓ļSų«Ė─ūāŻ¼╝┤īŹ(sh©¬)¼F(xi©żn)öĄ(sh©┤)ō■(j©┤)┬ō(li©ón)äė(d©░ng)ĪŻ
6 ĮY(ji©”)šō
ŽĄĮy(t©»ng)▓╔ė├ŠÄ│╠šZčįVisual Basic 6.0ķ_░l(f©Ī)Ż¼æ¬(y©®ng)ė├ė┌▌SŅÉ┴Ń╝■╝ė╣ż╣ż╦ćęÄ(gu©®)│╠Ą─ųŲČ©ĪŻŽĄĮy(t©»ng)ęįģóöĄ(sh©┤)├Ķ╩÷║═╠žš„├Ķ╩÷ŽÓĮY(ji©”)║ŽĄ─Å═(f©┤)║Žą═╚²╝ē(j©¬)äė(d©░ng)æB(t©żi)┤a×ķą┼Žó▌d¾wŻ¼į┌Ė„╣”─▄─ŻēKķg▀M(j©¼n)ąąöĄ(sh©┤)ō■(j©┤)é„▀fŻ¼īŹ(sh©¬)¼F(xi©żn)┴╦Įy(t©»ng)ę╗Ą─öĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)ĪŻ▒Š╬─ęį─│▌SŅÉ┴Ń╝■×ķ└²▀M(j©¼n)ąąīŹ(sh©¬)└²“×(y©żn)ūCŻ¼įO(sh©©)ėŗ(j©¼)╚╦åTų╗ąĶ▌ö╚ļ║å(ji©Żn)å╬Ą─Ų▀╬╗Ēöīė┤aŻ¼▀xō±ŽÓæ¬(y©®ng)Ą─╠žš„ę¬╦žŻ¼▌ö╚ļŽÓæ¬(y©®ng)Ą─Äū║╬ģóöĄ(sh©┤)Ż¼ŽĄĮy(t©»ng)Š═┐╔ūįäė(d©░ng)╔·│╔┤╬īė┤a║═Ąūīė┤aŻ¼ūįäė(d©░ng)═Ļ│╔┴Ń╝■łD└LųŲĪó├½┼„łD└LųŲĪó╣ż╦ćøQ▓▀Īó╣ż╦ć┐©╔·│╔Īó╣żą“┐©╔·│╔║═╣żą“│▀┤ńĮŌ╦ŃĄ╚╣”─▄ĪŻŽĄĮy(t©»ng)═¼Ģr(sh©¬)ų¦│ų╣ż╦ć╬─╝■Ą─ŠÄ▌ŗą▐Ė─Ż¼▓╗Ą½īŹ(sh©¬)¼F(xi©żn)┴╦äō(chu©żng)│╔╩ĮCAPPūįäė(d©░ng)▀M(j©¼n)ąą╣ż╦ćøQ▓▀Ą─╠ž³c(di©Żn)Ż¼ę▓╝µŅÖ┴╦ėŗ(j©¼)╦ŃÖC(j©®)▌oų·įO(sh©©)ėŗ(j©¼)Ą─Ė∙▒ŠĪŻŽĄĮy(t©»ng)ßśī”(du©¼)▌SŅÉ┴Ń╝■╠ž³c(di©Żn)ķ_░l(f©Ī)Ż¼▓╗Šąė┌Ę¹╠¢(h©żo)ĪóöĄ(sh©┤)ō■(j©┤)Ą─│ķŽ¾═Ų└ĒŻ¼öĄ(sh©┤)ō■(j©┤)ĮY(ji©”)śŗ(g©░u)║å(ji©Żn)ØŹČ°═Ļš¹Ż¼▓┘ū„║å(ji©Żn)▒ŃŻ¼╦ŃĘ©║å(ji©Żn)ŠÜŻ¼öĄ(sh©┤)ō■(j©┤)╠Ä└Ē║å(ji©Żn)╗»Ż¼ęūė┌ėŗ(j©¼)╦ŃÖC(j©®)īŹ(sh©¬)¼F(xi©żn)Ż¼īŹ(sh©¬)ė├ąį▌^ÅŖ(qi©óng)ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.hanmeixuan.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╗∙ė┌ģóöĄ(sh©┤)║═╠žš„Ą─▌SŅÉ┴Ń╝■CAPPŽĄĮy(t©»ng)蹊┐┼cīŹ(sh©¬)¼F(xi©żn)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.hanmeixuan.com/html/solutions/14019311629.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")