



HXN3ÖC▄ć▌SŽõ¾w╩ŪHXN3ÖC▄ćū▀ąą▓┐ĘųĄ─ĻPµI╝■ų«ę╗Ż¼ė╔ė┌Ųõ¬Ü╠žĄ─įOėŗĮYśŗŻ¼▓╔ė├é„Įy(t©»ng)Ą─Č■ŠS╣ż│╠łD▀MąąĶTįņ╣ż╦ćįOėŗ║═ĶTįņ─ŻŠ▀Ą─įOėŗ┼cųŲįņ▒╚▌^└¦ļyĪŻ┐╝æ]ĄĮįō«a(ch©Żn)ŲĘęč▀Mąą┴╦╚²ŠSīŹ¾wįOėŗŻ¼Š▀ėąĶTįņ╣ż╦ć╝░─ŻŠ▀╚²ŠSīŹ¾wįOėŗųŲįņĄ─╗∙ĄAŻ¼×ķ┤╦Ż¼ćLįć▓╔ė├NX▄ø╝■CAD/CAM╝╝ągŻ¼ī”HXN3ÖC▄ć▌SŽõ¾wĶTįņ╣ż╦ć╝░─ŻŠ▀▀Mąą╚²ŠSīŹ¾wįOėŗ║═öĄ(sh©┤)┐ž╝ė╣żūįäėŠÄ│╠Ż¼▓ó═©▀^ķ_░l(f©Ī)NX▄ø╝■║¾╠Ä└Ē╣”─▄Ż¼æ¬ė├ę²▀MĄ─5▌SöĄ(sh©┤)┐ž╝ė╣żÖC┤▓Ż¼▓╔ė├öĄ(sh©┤)┐ž╝ė╣ż╝╝ąg═Ļ│╔HXN3ÖC▄ć▌SŽõ¾wĶTįņ─ŻŠ▀╝ė╣żųŲįņĪŻ
1 HXN3ÖC▄ć▌SŽõ¾w╚²ŠSĶTįņ╣ż╦ćįOėŗ
HXN3ÖC▄ć▌SŽõ¾wŻ©ęŖłD1Ż®į┌įOėŗĮYśŗ╔ŽŻ¼ė╔ė┌ø]ėą├„’@Ą─Ęųą═├µŻ¼▓╔ė├│ŻęÄ(gu©®)Č■ŠSłD╣ż╦ćįOėŗļyČ╚▌^┤¾ĪŻ×ķ┤╦Ż¼Ė∙ō■(j©┤)▌SŽõ¾w╚²ŠSīŹ¾w─Żą═ćLįć▓╔ė├╚²ŠSĶTįņ╣ż╦ćįOėŗĪŻ╚²ŠSĶTįņ╣ż╦ćįOėŗ╩Ūį┌╚²ŠSīŹ¾wįOėŗ─Żą═Ą─╗∙ĄA╔Ž═Ļ│╔Ø▓┐┌Īó├░┐┌Īó╔░ąŠĪóĘųą═├µĄ╚╣ż╦ćįOėŗ╣żū„Ż¼įōįOėŗĘĮĘ©Š▀ėąłDą╬ų▒ė^Īó▒Ńė┌╣ż╦ćĘų╬÷Ą╚╠ž³cŻ¼ėą└¹ė┌ĶTįņ╣ż╦ćĄ──ŻöMĘų╬÷║═─ŻŠ▀įOėŗ┼cöĄ(sh©┤)┐ž╝ė╣żĪŻįō╣ż╦ćįOėŗæ¬ė├┴╦NX▄ø╝■CAD╝╝ągŻ¼ī”HXN3ÖC▄ć▌SŽõ¾wØ▓┐┌Īó├░┐┌╝░╔░ąŠ▀Mąą┴╦╚²ŠS╣ż╦ćįOėŗĪŻłD2×ķØ▓┐┌ĪóŻ¼├░┐┌╚²ŠS╣ż╦ćįOėŗłDŻ¼łD3×ķĘųą═├µ╝░╔░ąŠ╚²ŠS╣ż╦ćįOėŗłDĪŻŠ▀¾wįOėŗĘĮ░Ė╚ńŽ┬ĪŻ

łD1 ▌SŽõ¾w╚²ŠSįOėŗ─Żą═łD

łD2 Ø▓┐┌Īó├░┐┌╚²ŠS╣ż╦ćįOėŗłD
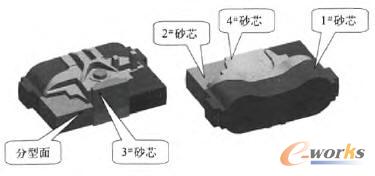
łD3 ╔░ąŠ╚²ŠS╣ż╦ćįOėŗłD
1.1 Ø▓ūóŽĄĮy(t©»ng)įOėŗ
Ė∙ō■(j©┤)▌SŽõ¾wĮYśŗ╠ž³cŻ¼įOų├Č■Ą└ā╚(n©©i)Ø▓┐┌Ż¼▓óīóā╚(n©©i)Ø▓┐┌ķ_į┌▌S═▀╝ė╣ż├µ╔ŽŻ¼▓ó┐╝æ]ĄĮā╚(n©©i)Ø▓┐┌ėų╩ŪĶT╝■ča┐s═©Ą└Ż¼ę“┤╦Ż¼ā╚(n©©i)Ø▓┐┌│▀┤ń▀m«öĘ┼┤¾Ż¼ŲõĮž├µ│▀┤ń×ķŻ║50mmĪ┴90mmĪŻ×ķ┴╦▒ŻūCĶT╝■ča┐są¦╣¹Ż¼ų▒Ø▓┐┌▓╔ė├”š160mmĪ┴250mm▒Ż£ž├░┐┌╠ūŻ¼ų▒Ø▓┐┌┐éĖ▀Č╚įOėŗ×ķ294mmĪŻ
1.2 ├░┐┌įOėŗ
HXN3ÖC▄ć▌SŽõ¾w╚½▓┐▓╔ė├▒Ż£ž├░┐┌Ż¼į┌ā╚(n©©i)Ø▓┐┌╠ÄĘ┼ų├”š160mmĪ┴250mm▒Ż£ž├░┐┌╠ū1éĆŻ¼į┌┴Ēę╗é╚(c©©)Ę┼ų├┴╦1éĆ”š90mmĪ┴120mmĄ─▒Ż£ž├░┐┌Ż¼╝ėÅŖĶT╝■ča┐sĪŻ
1.3 Ęųą═├µ╝░╔░ąŠįOėŗ
HXN3ÖC▄ć▌SŽõ¾wĘų╔ŽĪóŽ┬ą═Ż¼Ęųą═├µ═©▀^▌SŽõ¾wÅŚ╗╔ū∙łA┐ūųąą─╔ŽŽ┬Ęųą═ĪŻ╣▓ėą4ĘN╔░ąŠŻ©2#╔░ąŠ×ķ2ēKŻ®Ż¼Ųõųą1#╔░ąŠĖ∙ō■(j©┤)HXN3ÖC▄ć▌SŽõ¾wĮYśŗ╠ž³cŻ¼ąŠŅ^▓╔ė├┴╦Ū·├µįOėŗĮYśŗĪŻ
2 HXN3ÖC▄ć▌SŽõ¾w─ŻŠ▀įOėŗ╝░ųŲįņ
2.1 HXN3ÖC▄ć▌S▌┘¾w─ŻŠ▀įOėŗ
į┌╚²ŠSĶTįņ╣ż╦ćįOėŗ╗∙ĄA╔ŽŻ¼ī”HXN3ÖC▄ć▌SŽõ¾w─ŻŠ▀▀Mąą┴╦╚²ŠSįOėŗŻ¼łD4×ķįOėŗĄ─▌SŽõ¾w╔ŽĪóŽ┬─ŻŠ▀╚²ŠSīŹ¾włDĪŻ

łD4 ╔ŽĪóŽ┬─ŻŠ▀╚²ŠSīŹ¾włD
2.2 HXN3ÖC▄ć▌SŽõ¾w─ŻŠ▀öĄ(sh©┤)┐ž╝ė╣żŠÄ│╠╝░ųŲįņ
CAM╝╝ąg╩Ūį┌CAD╝╝ąg╗∙ĄA╔ŽŻ¼į┌ėŗ╦ŃÖC╔Ž▌ö╚ļ╝ė╣ż╣ż╦ćģóöĄ(sh©┤)║═▀xō±ā×(y©Łu)╗»╝ė╣ż╣ż╦ćŻ¼▓óæ¬ė├─ŻöMĘ┬šµŽĄĮy(t©»ng)▀Mąą╝ė╣ż▀^│╠Ą──ŻöMŻ¼ą╬│╔ĄČŠ▀╬╗ų├į┤╬─╝■ĪŻūŅ║¾└¹ė├║¾╠Ä└Ē▄ø╝■ī”ŲõĄČŠ▀╬╗ų├į┤╬─╝■▀Mąą║¾ų├╠Ä└ĒŻ¼ą╬│╔öĄ(sh©┤)┐žÖC┤▓┐╔ūRäeĄ─NC┤·┤a╬─╝■Ż¼īŹ¼F(xi©żn)ėŗ╦ŃÖCöĄ(sh©┤)┐žŠÄ│╠ĪŻ
ėŗ╦ŃÖCöĄ(sh©┤)┐žŠÄ│╠ö[├ō┴╦é„Įy(t©»ng)╩ų╣żŠÄ│╠ą¦┬╩Ą═Ż¼│╠ą“ęū│÷ÕeŻ¼ė╚Ųõī”Å═ļsŪ·├µ╩ų╣żĘĮĘ©¤oĘ©īŹ¼F(xi©żn)ŠÄ│╠Ą╚▒ūČ╦Ż¼śO┤¾Ąž╠ßĖ▀┴╦╝ė╣ż╣ż╦ć╦«ŲĮ║═«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐ĪŻ═©▀^ī”NX▄ø╝■CAMŽĄĮy(t©»ng)Ą─ķ_░l(f©Ī)æ¬ė├Ż¼│╔╣”Ą─ųŲįņ│÷Ė▀┘|(zh©¼)┴┐Ą─HXN3ÖC▄ć▌SŽõ¾w─ŻŠ▀ĪŻ
2.2.1 HXN3ÖC▄ć▌SŽõ¾wöĄ(sh©┤)┐ž╝ė╣żŠÄ│╠
▓╔ė├NX▄ø╝■CAM╝╝ągī”HXN3ÖC▄ć▌SŽõ¾w╔ŽĪóŽ┬ą═─ŻŠ▀╝░ąŠ║ą▀Mąą┴╦öĄ(sh©┤)┐ž╝ė╣żŠÄ│╠Ż¼Ųõų„ę¬▓Į¾EėąŻ║
(1)┤“ķ_╬─╝■Ż¼╚Ī│÷─ŻŠ▀╣ż╝■║═├½┼„(Workpiece)ĮMčbłDŻ¼īóū°ś╦ŽĄ(wcs)ęŲų┴ÖC┤▓╝ė╣żū°ś╦įŁ³cŻ©Z▌S│»╔ŽŻ®ĪŻ
(2)▀M╚ļ╝ė╣ż─ŻēKŻ¼Ė∙ō■(j©┤)╝ė╣ż╣ż╝■äō(chu©żng)Į©ĄČŠ▀ÄņĪŻ
(3)äō(chu©żng)Į©╝ė╣żū°ś╦ŽĄ(MCS)Ż¼╚╗║¾ī”╣ż╝■║═├½┼„▀MąąųĖČ©ĪŻ
(4)äō(chu©żng)Į©╝ė╣ż▓┘ū„ĘĮĘ©Ż¼▀M╚ļ╝ė╣żįOų├Įń├µŻ¼▀xō±╝ė╣żŅÉą═Ż©▌å└¬ŃŖĪóŲĮ├µŃŖĄ╚Ż®ĪŻ
(5)▀M╚ļ╝ė╣żįOų├Įń├µŻ¼▀Mąą▓┐╝■╝░╝ė╣żģóöĄ(sh©┤)Ż©ĄČŠ▀ĪóŪąŽ„─Ż╩ĮĪó▓ĮŠÓĪó╝ė╣żėÓ┴┐Īóų„▌S▐D(zhu©Żn)╦┘Īóū▀ĄČ╦┘Č╚Īó▀M═╦ĄČĘĮ╩ĮĄ╚Ż®Ą─▀xō±┤_Č©ĪŻ
(6)╔·│╔ĄČŠ▀╬╗ų├į┤╬─╝■ĪŻ
(7)─ŻöMĘ┬šµ╝ė╣żĄČ▄ēĪŻ
░┤╔Ž╩÷▓Į¾E═Ļ│╔Ą─HXN3ÖC▄ć▌SŽõ¾w╔ŽĪóŽ┬ą═─ŻŠ▀╝ė╣ż─ŻöMĘ┬šµĮY╣¹ęŖłD5ĪŻ

łD5 ╔ŽĪóŽ┬─ŻŠ▀╝ė╣ż─ŻöMĘ┬šµ
2.2.2 ║¾ų├╠Ä└Ē╬─╝■Ą─ķ_░l(f©Ī)
ė╔ė┌▓╔ė├NX CAM▀MąąūįäėöĄ(sh©┤)┐žŠÄ│╠Ż¼╔·│╔Ą─ĄČŠ▀╬╗ų├į┤╬─╝■Ż¼ŲõöĄ(sh©┤)┐žÖC┤▓Ą─╠žČ©öĄ(sh©┤)┐žŽĄĮy(t©»ng)▓ó▓╗─▄ūįäėūRäeŻ¼ę“┤╦Ż¼ąĶę¬░čNX CAM╔·│╔Ą─ĄČŠ▀╬╗ų├į┤╬─╝■▐D(zhu©Żn)ōQ×ķ╠žČ©öĄ(sh©┤)┐žŽĄĮy(t©»ng)─▄ē“ūRäeĄ─öĄ(sh©┤)┐žNC│╠ą“Ż¼įō▐D(zhu©Żn)ōQ▀^│╠ĘQų«×ķ║¾ų├╠Ä└ĒĪŻė╔ė┌▓╗═¼Ą─öĄ(sh©┤)┐žÖC┤▓ėąų°▓╗═¼Ą─öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ż¼ąĶę¬▓╔ė├▓╗═¼Ą─║¾ų├╠Ä└Ē╬─╝■ī”ĄČŠ▀╬╗ų├į┤╬─╝■▀Mąą╠Ä└ĒĪŻę“┤╦Ż¼ßśī”╬ę╣½╦Šę²▀MĄ─5▌SöĄ(sh©┤)┐žĶTįņ─ŻŠ▀╝ė╣żųąą─öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ż¼▓╔ė├NX/PostBuilder▀Mąą┴╦NX║¾ų├╠Ä└Ē╬─╝■Ą─ķ_░l(f©Ī)ĪŻ
NX/PostBuilder╩Ūę╗éĆłDą╬╗»Įń├µŠÄ▌ŗ╣żŠ▀Ż¼┐╔ņ`╗ŅČ©┴xNC│╠ą“▌ö│÷Ą─Ė±╩Į║═Ēśą“Ż¼ęį╝░│╠ą“Ņ^╬▓Īó▓┘ū„Ņ^╬▓ĪóōQĄČĄ╚ĪŻNX/PostBuilder║¾╠Ä└Ēķ_░l(f©Ī)┴„│╠ęŖłD6ĪŻ
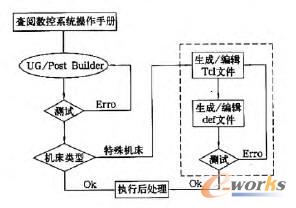
łD6 NX/PostBuilder║¾╠Ä└Ēķ_░l(f©Ī)┴„│╠łD
2.2.3 ║¾ų├╠Ä└Ē
æ¬ė├ķ_░l(f©Ī)Ą─║¾ų├╠Ä└Ē╬─╝■Ż¼ī”╔·│╔Ą─HXN3ÖC▄ć▌SŽõ¾w─ŻŠ▀öĄ(sh©┤)┐ž╝ė╣żĄČŠ▀╬╗ų├į┤╬─╝■▀Mąą║¾ų├╠Ä└ĒŻ¼łD7×ķHXN3ÖC▄ć▌SŽõ¾wŽ┬ą═─ŻŠ▀┤ų╝ė╣ż║¾ų├╠Ä└Ēą╬│╔NC╬─╝■Ą─łDą╬Įń├µĪŻ
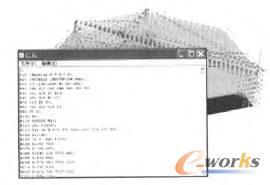
łD7 ║¾ų├╠Ä└ĒłDą╬Įń├µ
2.2.4 HXN3ÖC▄ć▌SŽõ¾w─ŻŠ▀╝ė╣ż
═©▀^NX CAM▀MąąūįäėöĄ(sh©┤)┐žŠÄ│╠ą╬│╔Ą─NC│╠ą“╬─╝■Ż¼▓óæ¬ė├╬ę╣½╦Šę²▀MĄ─5▌SöĄ(sh©┤)┐žĶTįņ─ŻŠ▀╝ė╣żųąą─ī”HXN3ÖC▄ć▌SŽõ¾w─ŻŠ▀▀Mąą┴╦öĄ(sh©┤)┐ž╝ė╣żĪŻ│╔╣”Ą─╝ė╣ż│÷HXN3ÖC▄ć▌SŽõ¾w╔ŽĪóŽ┬─Ż╝░ąŠ║ąŻ¼śO┤¾Ąž╠ßĖ▀┴╦─ŻŠ▀│▀┤ńŠ½Č╚║═ųŲū„ą¦┬╩Ż¼┤_▒ŻHXN3ÖC▄ć▌SŽõ¾wįćųŲę╗┤╬│╔╣”ĪŻį┌┤╦╗∙ĄA╔ŽųŲū„┴╦HXN3ÖC▄ć▌SŽõ¾wĮī┘─ŻŠ▀Ż¼łD8×ķHXN3ÖC▄ć▌SŽõ¾w╔ŽĪóŽ┬ą═Įī┘─ŻŠ▀łDĪŻ

łD8 ╔ŽĪóŽ┬ą═Įī┘─ŻŠ▀łD
3 ĮYšō
(1)▓╔ė├NX▄ø╝■CAD/CAM╝╝ąg│╔╣”Ą─īŹ¼F(xi©żn)┴╦HXN3ÖC▄ć▌SŽõ¾w╚²ŠSĶTįņ╣ż╦ć║═─ŻŠ▀įOėŗŻ¼▓ó═©▀^ī”NXöĄ(sh©┤)┐žŠÄ│╠║═║¾ų├╠Ä└ĒĄ─ķ_░l(f©Ī)Ż¼═Ļ│╔┴╦HXN3ÖC▄ć▌SŽõ¾wĄ──ŻŠ▀öĄ(sh©┤)┐ž╝ė╣żŠÄ│╠║═ųŲįņĪŻ
(2)HXN3ÖC▄ć▌SŽõ¾w─ŻŠ▀Ą─öĄ(sh©┤)┐ž╝ė╣żŻ¼ĮŌøQ┴╦é„Įy(t©»ng)╩ų╣żųŲū„─ŻŠ▀Ż¼ųŲū„╣żŲ┌ķLĪóŠ½Č╚Ą═Ą─å¢Ņ}ĪŻ═¼ĢrŻ¼×ķ╣½╦ŠĶTįņ─ŻŠ▀ųŲū„╠ß╣®┴╦Ž╚▀MĄ─╝╝ąg╩ųČ╬ĪŻ
(3)HXN3ÖC▄ć▌SŽõ¾wĄ─įćųŲ║═╔·«a(ch©Żn)æ¬ė├ūC├„Ż¼įō╝╝ąg═Ļ╚½┐╔ØMūŃHXN3ÖC▄ć▌SŽõ¾w│▀┤ńŠ½Č╚ę¬Ū¾Ż¼═¼ĢrŻ¼┐sČ╠┴╦įćųŲų▄Ų┌Ż¼×ķHXN3ÖC▄ć▌SŽõ¾wć°«a(ch©Żn)╗»╠ß╣®┴╦ėą┴”▒ŻūCĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äšŅIė“ĪóąąśI(y©©)æ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻPūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.hanmeixuan.com/
▒Š╬─ś╦Ņ}Ż║HXN3ÖC▄ć▌SŽõ¾wĶTįņ╣ż╦ć╝░─ŻŠ▀CAD/CAM╝╝ągĄ─æ¬ė├
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.hanmeixuan.com/html/support/1112159461.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















